
Abstract
The reciprocating extrusion (RE) method was developed to fabricate the fine grain AA 6061 and AA 6063 alloys and to obtain their optimum mechanical properties. While 6061/72 μm aluminium alloy powder and AA 6063 bar material were used as a matrix material separately, SiC/20 μm ceramic particles were used as reinforcement. Billets were produced from AA 6061 powders and AA 6063 materials mixed with SiC ceramic particles by sintering and stir casting method respectively. Using the RE process, which was performed at 573 K for one, five and nine passes, the billets were extruded again to investigate the microcharacterisation of the products. The hardness, microstructure, grain size and distribution of the extruded samples were examined and analysed using an SEM. High resolution electron backscatter diffraction and TEM methods were also applied for grain analysis. The manufacturing method of the billets to be extruded reciprocatively affects the hardness that occurs after the deformation. The hardnesses of all samples increase first and then decrease with pass number. After extrusion passes, the longer or larger silicon particles were broken into finer particles and microstructures were changed from the initial to a new structure. A homogeneous distribution of SiCp and refined grain structure of the test materials were obtained by RE. However, the process temperature applied during the process has a greater effect on the change in grain size than that of the occurring deformation.
Introduction
Aluminium matrix composites (AMCs) refer to the class of light weight high performance aluminium centric material systems. In the last few years, AMCs have been utilised in high tech structural and functional applications including aerospace, defence, automotive and thermal management areas as well as in sports and recreation.1–3
Severe plastic deformation applied under recrystallisation temperature is the most effective method for increasing the mechanical properties of materials by grain refining.4 Many studies have been conducted worldwide to obtain the improved properties of AMCs. The studies have focused on improving the microstructure, mechanical and tribological properties of aluminium metal matrix composites (Al-MMC) via different deformation processes. Extrusion is one of the best plastic deformation methods to improve the properties of materials and eliminating pores in their structures. 5 5,6
In one study, a reciprocating extrusion (RE) process was used to produce an in situ composite of Al (graphite, Al4C3).The mixed powder was hot pressed as a billet and finally consolidated by an RE machine. Each billet was extruded through the die 15 times. The results showed that all the graphite particles were greatly refined and uniformly distributed in the matrix.7
In another study, an RE process was developed to consolidate 6061–Al2O3p composites from mixed powders. The mixed powders were hot pressed at 300°C under a pressure of 300 MPa and finally extruded reciprocatingly 14 times at 460°C. The results showed that the composites were fully densified, with no sign of pores or oxide layers observable by an optical microscope. The Al2O3 particles were distributed uniformly in the matrix.8
Using the reciprocating process, an A1–12 wt-Si alloy slab was built up layer by layer and then hot worked to produce a solid, integral sheet. In comparison with the ingot processed Al–12 wt-Si alloy, the layer deposited alloy exhibited superior mechanical properties. This was attributable to the fine, uniform silicon particle distribution, which not only resulted in a dispersion hardening effect but also raised the elongation and fracture strain.9 Reciprocating extrusion is a novel method to refine the grains and inclusions of 7075 Al alloy. Reciprocatingly extruded 7075-T6 alloys exhibit superior strength–toughness combinations to conventional 7000 series alloys. Their available yield strength used in an unstable crack growth condition can reach up to 550 MPa.10 An RE process was used to work 2024 aluminium alloy ingots at 723 K so that their refined microstructures and improved mechanical properties could be obtained. The number of extrusion passes was monitored to see their effect upon microstructure and properties. As the number of extrusion passes was increased, the grains became finer, but after five passes, a limited grain size of ∼2 μm was reached.11 Yang et al. achieved fine grained ZK60 that was prepared by RE.12
There are some new methods for refining the grains of the nonferrous material. For example, to improve the microstructure and crystallographic texture characteristics of an extruded ZK60 Mg alloy, cyclic extrusion and compression (CEC) were applied as another method. The results indicated that the microstructure was refined significantly by the CEC processing and the distributions of grain size tend to be more uniform with increasing CEC pass number.13
Modified extrusion process was performed experimentally on aluminium alloy 1050, and performing cyclic expansion–extrusion made it possible to impose large strain values per pass while maintaining a homogeneous hardness distribution in the sample's cross-section as well.14
Fatemi and Zarei investigated a wrought magnesium alloy (AZ31) processed applying the accumulative back extrusion method. The results showed that the equiaxed submicrometre size grains were achieved.15
The effects of cross-channel extrusion on the microstructure and mechanical properties of AA 6061 alloy were investigated, and after extrusion, a fine grained structure was observed with a grain size of 0·2–4 μm. The higher hardness and tensile strength were also obtained from the sample extruded at lower temperature.16 It was found that there was no nanostructure obtained in even up to 16 passes of equal channel angular extrusion processing for Al-6061.17
It is understood that the modification in microstructures and hardnesses of the AA 6061 and AA 6063 material were not evaluated yet after RE processing. In the present study, the microstructures of AA 6061 and AA 6063 obtained by RE processing applied at 573 K for one, five and nine passes were investigated. The aim of the present study is to evaluate the hardness, grain size and distribution of SiC reinforcement Al matrix composites subjected to the RE process.
Experimental
Material
In the present study, AA 6063 and AA 6061 were selected for manufacturing the extrusion billets. The AA 6063 Al alloy was melted in a graphite crucible, and SiC particles in a volume fraction of 5 and size of 20 μm were added to the melted material by stirring. Thus, the cast billets, either with or without SiC, were cast as extrusion billets. On the other hand, AA 6061 Al powder particles 72 μm in size were mixed with 20 μm sized SiC particles in a volume fraction of 5 for 1 h. The mixed composite powders were cold packed at a pressure of 20 bar as extrusion billets. These billets were then sintered at 600°C under a pressure of 10 bar in argon atmosphere. All the extrusion billets prepared by PM and stir cast methods had dimensions of 29·5 mm in diameter and a height of 42 mm. The composition of the materials used in the present study can be seen in Table 1.
Chemical compositions of materials used in present study/

Extrusion process
Reinforced and unreinforced billets prepared by both PM and casting methods were processed by RE applied under the same conditions with an extrusion ratio of 10∶1. Both the composites and unreinforced billets were extruded reciprocatingly in an extrusion press machine that was specially designed for the present research. Reciprocating extrusion process is represented schematically in Fig. 1. In this process, a billet is placed in a container and then extruded repeatedly upward and downward.
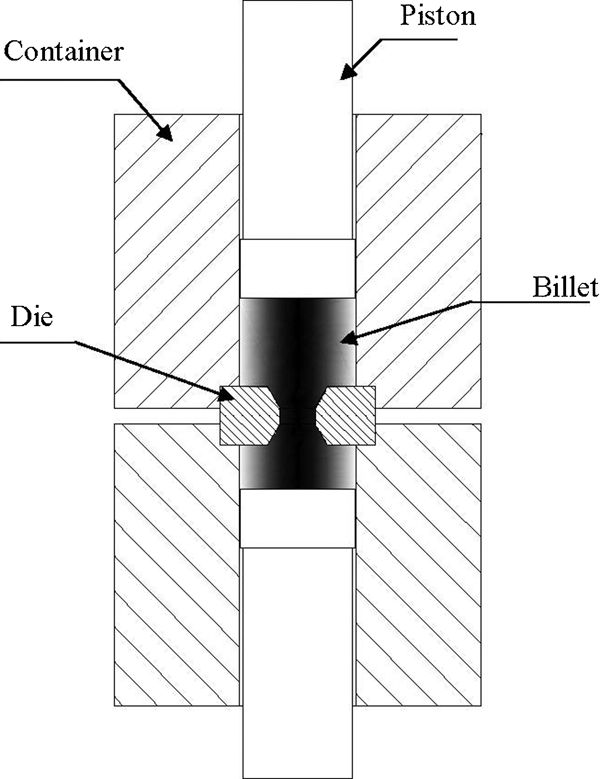
Schematic illustration of RE
The process temperature and pressure were 300°C and 10–15 MPa respectively. While the billets prepared by casting were processed by one, two and five extrusion passes, the billets produced by PM were extruded by one, five and nine RE passes. After the extrusion process, the rods obtained at the end of the RE process were sectioned, polished and examined by SEM as a microstructure. The grain size of the extruded rods was measured using the Image-Pro Plus program.
Microstructural analyses
Observations using TEM and SEM were also conducted on the extruded samples to measure the grain size and for microstructure examination. Transcription electron microscopy studies were performed on bulk aluminium alloy samples to reveal the effect of reciprocating passes on the grain size of the composite. Specimens were cut by a Struers Minitom low speed diamond saw. Thin foils were prepared by disc punching 3 mm discs and grinding them down to ∼150 μm. After that, perforation was performed by electropolishing with an electrolyte of 20 nitric acid+80 methanol solution at about −25°C with 15 V in a Struers-Tenupol-5 double jet electropolisher.
Specimens were investigated by a JEOL 2100 transmission electron microscope 2100 (LaB6 filament) operated at 200 kV and equipped with an Oxford EDS system. Images were taken digitally by a Gatan model 694 slow scan charge coupled device camera. A JEOL side entry single tilt goniometer was used. Bright field and selected area electron diffraction techniques were used to investigate the microstructure. For digital images, Gatan Digital Micrograph software was used.
Superficial Rockwell hardness values of samples are measured at 15 N loading with diamond indenter by a Rockwell hardness tester, which has an advanced LCD touch screen, automatic measurement procedure and load/dwell/unload and connects with PC or SPC network via a built in bidirectional USB2 connector.
Results and discussion
Although many microstructural results were obtained by the RE process carried out on the different billets, the results on the changes in hardness and grain sizes of the processed samples are discussed here.
It is understood that the hardnesses of the unreinforced and reinforced AA 6063 samples first increased and then decreased rapidly with the number of extrusion passes (Fig. 2). However, the hardness of the unreinforced sample is higher than that of the sample reinforced by SiC obtained by stir casting. In the same way, hardnesses of the reinforced AA 6061 sample prepared by PM first increased and then decreased with increasing extrusion passes too (Fig. 2). It is observed that the process temperature plays an important role in the hardness increase of all the samples. All samples have a tendency to first increase and then decrease.
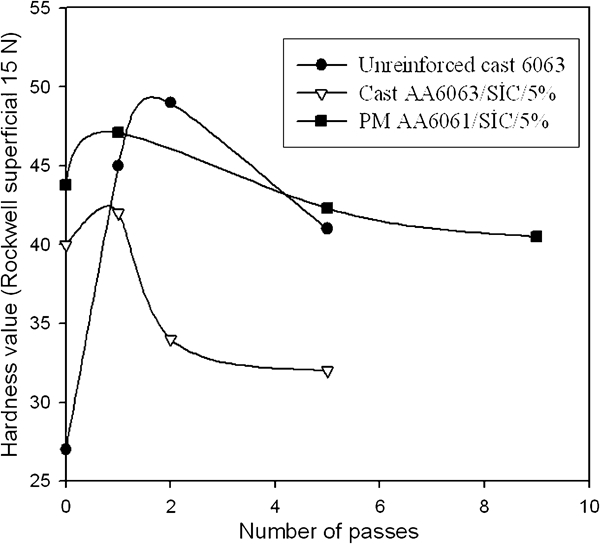
Hardness variation of samples with RE passes
Therefore, it was determined that the manufacturing method of the billets to be extruded reciprocatively affects the hardness of the samples occurring after the deformation. Figure 3 shows both the microstructure of the unreinforced cast billets and the extruded cast samples. While the grain boundaries can be seen on the microstructure of the billets and on that extruded by one pass (Fig. 3a and b), the grain boundaries of the samples extruded by two and five passes separately could not be seen (Fig. 3c and d).
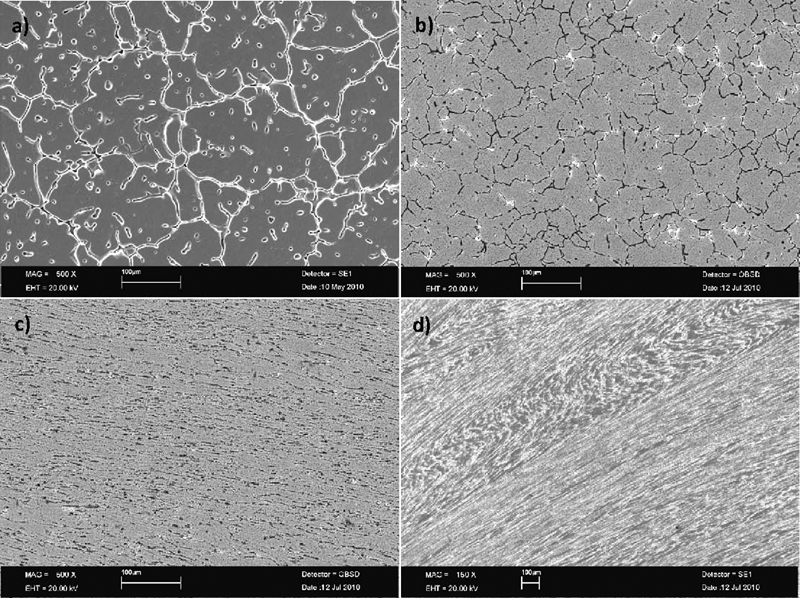
Microstructure of unreinforced AA 6063 billet (as cast) and samples extruded by one, two and five passes
The material yielding lines can be observed only on the microstructures. On the other hand, the grain size of the sample extruded by one pass is reduced to 0·91 μm. When compared to that of the unprocessed billet, grain size of the sample is 98 reduced. Therefore, the hardness of this sample increases from 43·8 to 47 according to the Rockwell superficial hardness test (Fig. 2). Parallel to this variation, the grain sizes of the samples subjected to five and nine passes were also changed from 51 μm to 1·25 and 1·07 μm respectively. Thus, generally, it can be stated that the hardness variations of the samples are nearly similar to variation of grain size.
The microstructures of the reinforced billet produced by casting and the samples extruded separately by one, two and five passes can be seen in Fig. 4. The grain boundaries of the billet with SiC particles can be seen easily in the microstructures. However, the grain boundaries of the extruded samples cannot be observed, as for the unreinforced extruded samples in Fig. 3. For this reason, the change in grain size could not be determined in these samples after the RE process. SiC particle clusters were found in the microstructure for billet and the sample extruded by one pass (Fig. 4a and b). Clusters of SiC particles were extended in the Al alloy matrix after two passes. As a result, no important SiC clusters were found and the most homogeneous distributions were obtained in the microstructure of the sample extruded with five passes.
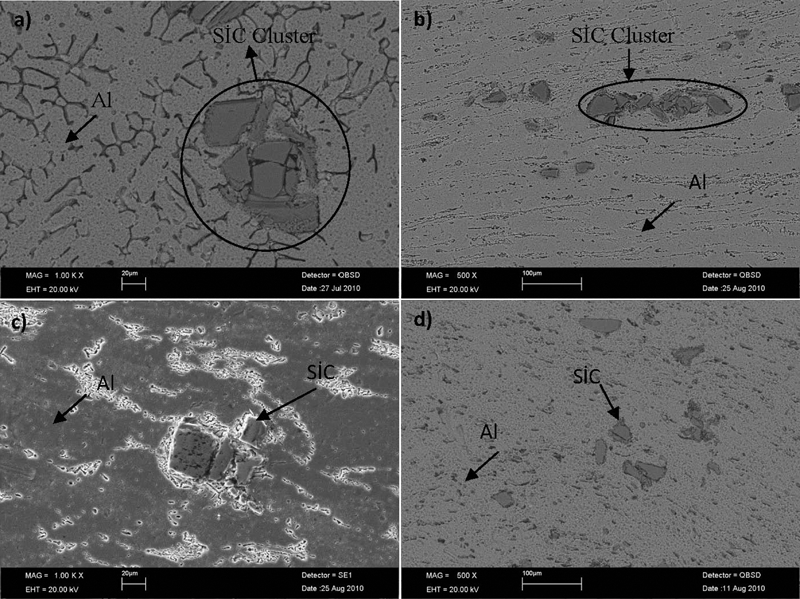
Microstructure of SiC reinforced AA 6063 billet (as cast) and samples extruded by one, two and five passes
The microstructure of the samples and billets produced using the PM method by reinforcing with SiC volume fractions of 5 were also examined by SEM. It can be seen from Fig. 5 that while the matrix powder and SiC particles can be seen on the microstructure of the billet produced by PM, the grain boundaries of the sample extruded by one, five and nine passes cannot be observed except for the SiC particles.
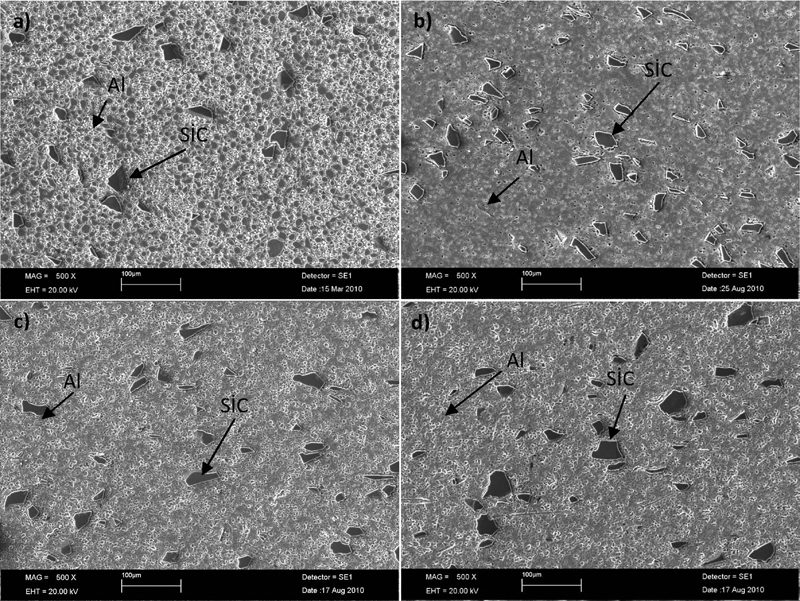
Microstructure of SiC reinforced AA 6061 billet (PM) and samples extruded by one, five and nine passes
The mean grain sizes were obtained by the measurement of all the grain sizes observed on the microstructure of the samples. As it can be seen from the TEM images (Fig. 6), while the mean grain size of the sample reinforced by SiC at a volume fraction of 5 was 51 μm, the mean grain size obtained after one, five and nine passes was 0·91, 1·25 and 1·07 μm respectively. It is therefore understood that the grain size of the composite sample is decreased by the extrusion process, but it is increased slightly by the number of extrusion passes. Therefore, it can be stated that the effect of severe deformation on the grain size of the Al matrix composites has less effect than that of process temperature of 300°C during RE. This is because samples subjected to the extrusion process are not only severely deformed but also annealed by the process temperature. Parallel to this, the process duration is also increased by pass number. Namely, the RE processes for one, five and nine passes were conducted for 5, 30 and 60 min respectively. For this reason, the sample subjected to nine passes is annealed for a longer duration than the sample subjected to one pass. Therefore, the longer the process duration, the bigger the grain size of the sample at this process temperature. On the other hand, the grain sizes of samples subjected to the RE process are smaller at any rate than that of billet. This is because the grain size of the sample subjected to nine passes is 98 smaller than that of the billet mean grain size.
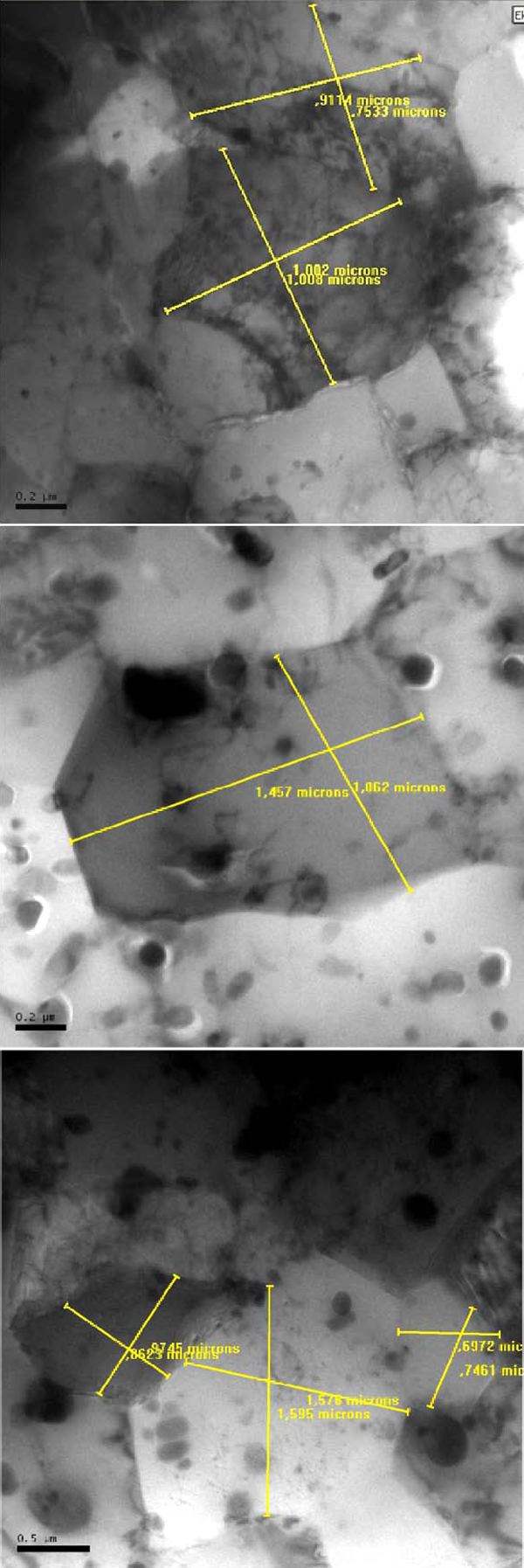
Image (TEM) of SiC reinforced AA 6061 billet (PM) and samples extruded by one, five and nine passes
As a result, although extrusion temperature has an important effect on changing the grain size of the composite, the grain size of the sample is generally decreased by RE. When the number of extrusion passes is increased, dislocation density is also increased in the microstructure. This is because the highest dislocation density is obtained in the sample subjected to nine passes. On the other hand, although samples were subjected to severe deformation, this severe deformation cannot create as high a dislocation density as cold deformation due to the high process temperature causing annealing.
Conclusions
The purpose of the present study is to investigate the effect of RE process on the microstructure properties of AA 6061 and AA 6063 composites. For this purpose, the billets produced from the test materials have been subjected to severe plastic deformation by RE processing. The following conclusions were reached as a result of this experimental study on the grain refining of composite samples processed by RE.
The grains of the Al matrix composite materials can generally be refined by the RE process. However, the process temperature has a greater effect on the change in grain size than the deformation occurring during the process due to the number of extrusion passes.
The manufacturing method of the billets to be extruded reciprocatively affects the hardness occurring after the deformation. However, the hardness of the sample extruded from reinforced cast billet is lower than that of reinforced sample obtained PM billet.
The hardnesses of the metal matrix composites that were extruded many times were also varied parallel to the refining of the grains for all samples. Namely, the hardness of the samples at first increased it, then decreased with the pass number.
Reciprocating extrusion causes a homogeneous distribution of the reinforced particles in the microstructure of metal matrix composites.
While the grain boundaries can be seen on the microstructure of the billets and on that extruded by one pass, the grain boundaries of the samples extruded by two and five passes separately could not be seen.
Footnotes
Acknowledgements
The authors would like to thank the Scientific and Technological Research Council of Turkey (TUBİTAK) and Erciyes University for their financial support of the present study under project nos. 108M562 and FBD-09668 respectively.