
Abstract
In the present work, the potential for producing thin walled ductile iron castings with an ausferritic matrix is presented. Experimentally, thin walled iron castings of 2 mm in thickness were obtained and characterised by a nodule count of 1992 mm−2. In addition, a reference casting was produced with a 25 mm thick wall and a nodule count of 330 mm−2. Austenitising was carried out at 920°C, whereas austempering was implemented in the 300–400°C temperature range. The austenitising and austempering transformation rates were determined by dilatometry, and the results were confirmed by microstructural analyses. It was found that in thin walled castings, the austenitising and austempering times were reduced by either one-half or one-third of the ones corresponding to the reference casting. The exhibited mechanical properties of the thin walled castings were also determined as a function of austempering time and temperature. It was found that austempering at 300°C for 1200 s leads to thin walled castings with a tensile strength of 1500 MPa. Accordingly, from this work, it is plausible to produce high strength thin walled castings that satisfy all the ASTM 897M grades of ausferritic ductile iron through proper heat treating.
Introduction
The production of austempered ductile iron (ADI) has been exhibiting continuous growth in the last decade, with a current estimated rate of 16/year.1 Accordingly, there are numerous reports published on ADI, particularly on the kinetics of austempered cast iron,1–6 microstructural characterisation, mechanical properties,7–9 fatigue10 properties and machinability10 as well as other applications.11 From the extensive research in this field, the processing parameters for the production of high quality ADI are well established. However, this is not the case in thin walled ADI (TWADI) castings. Moreover, thin walled ductile iron (TWDI) is characterised by an extremely large nodule count and hence with a relatively small intergraphite spacing. In turn, this makes it possible to eliminate the addition of alloying elements such as Ni and Cu used for increasing austemperability. Accordingly, TWDI can be considered as an ideal material for producing TWADI castings. Thus, the aim of the present work is to determine the optimal heat treatment cycles for the production of TWADI castings with superior mechanical and wear properties.
Experimental
The experimental melts were produced using an electric induction furnace. The raw materials employed were Sorelmetal, steel scrap and commercially pure silicon. The metal was preheated at 1500°C and then poured into the moulds. Figure 1 shows experimental casting pattern showing thin walled sections. The chemistry of the spheroidising and inoculant agents used were (44–48Si, 5·5–6·2Mg, 0·8–1·2RE and 1·0Al) and (73–78Si, 0·75–1·25Ca, 0·75–1·25Ba and 0·75–1·25Al) respectively. The moulds were made of chemically bonded 75-mesh silica sand, and they were equipped with the Inmould system. The chemical composition of the cast iron produced was 3·70C–2·70Si–0·1Mn–0·02P–0·01S–0·03Mg.
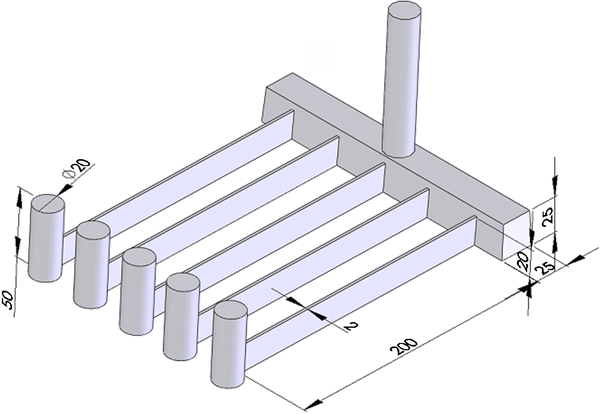
Experimental casting pattern
Metallographic characterisation was made on samples cut from cast plates with a 2 mm wall thickness and from the reference casting (runner) with a 25 mm thick wall (Fig. 1). The average nodule count NF (average number of graphite nodules per unit area) and the intergraphite spacing were measured using a Leica QWin v 3·5 quantitative analyser at ×200. In addition, 1·5 mm diameter dilatometric specimens of 20 mm in length were machined from these sections. The dilatometric studies were performed using the DI-105 absolute dilatometer. Vickers hardness measurements were made in an HPO-250 hardness tester and tensile testing in a universal Zwick/Roell Z050 following the ASTM E8M standard.
Results and discussion
Austenitisation
Microstructure
Figure 2 shows the exhibited microstructures found in the thin walled section, as well as in the reference casting. From the metallographic determinations, it is found that in the thin walled regions, the intergraphite spacing λ is much smaller than in the reference casting. Quantitative determinations on λ and nodule count NF are λ = 73 μm, NF = 1992 mm−2 for thin walled castings and λ = 159 μm, NF = 330 mm−2 for the reference casting respectively.

Microstructures of specimens taken from a thin walled casting with wall thickness of 2 mm and b reference plate casting with 25 mm thick wall
Microstructurally,12 after austenitising for 10 min, a negligible amount of untransformed ferrite in the thin walled castings was observed. After 20 min of austenitising, the thin walled casting including the reference casting both exhibited a fully martensitic matrix microstructure indicating that the prior microstructure was austenitic across the entire cross-section. Thin walled castings made of ductile cast iron have a tendency for rapid dissolution of the cementite during the austenitising process.13 This is attributed to the particular features of these castings, namely, a low concentration of carbide stabilising elements and a relatively small distance for carbon diffusion from the dissolving cementite towards the growing nodules. The dissolution rate ranges between 2 and 9 min−1.13 The short time required for carbide dissolution implies that carbides can be totally dissolved during the austenitisation stage.
Dilatometry
From the dilatatometric curves, it is possible to establish the duration time for each phase transition (austenitising and austempering). In turn, this can be used in optimising the heat treatment and thus obtain stable ausferritic structures with the desired mechanical properties. Figure 3 shows the exhibited dilatometric curves for the ductile iron obtained during the austenitising process at 920°C. The relative sample expansion was determined according to

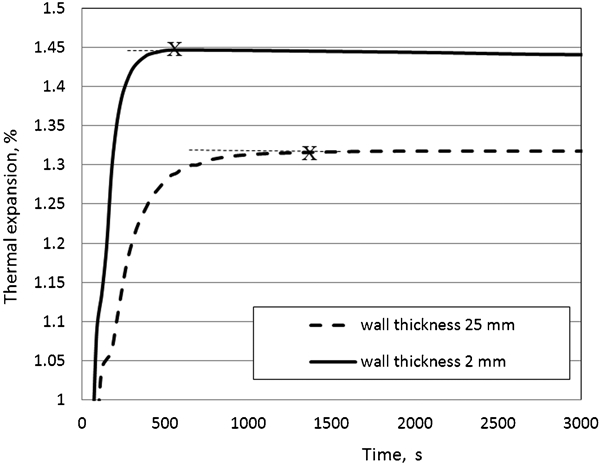
Dilatometric curves associated with austenitisation process for samples taken from castings with different wall thicknesses: X is required austenitising time; lo is initial length of sample
The dilatometer test specimens were taken from thin walled castings and from the reference casting, with the same chemistry but different graphite nodule counts (Fig. 2).
Figure 3 shows that in thin walled castings, the austenitising time X is reached after ∼550 s, whereas in the reference casting, the austenitising time is over twice as long (1300 s). Moreover, microstructurally, a far reduced pearlite fraction is found in the base iron of the reference casting (20) when compared with the thin walled castings. In turn, this leads to a reduced thermal expansion during the austenitic transformation (Fig. 3), thus confirming the dilatometric outcome.
Austempering
The kinetic austempering studies included the following steps:
the specimens were austenitised at 920°C for 30 min
quenched and then held isothermally in a salt bath at 300, 350 and 400°C for various times ranging from 15 to 4800 s
air cooled.
Microstructural evolution
Figures 4–6 show the exhibited microstructures of ductile iron in thin walled castings after austenising and austempering in the tested temperature range.
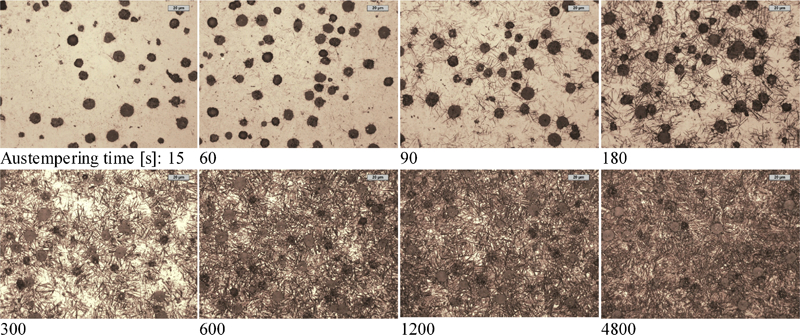
Microstructure of heat treated ductile iron with wall thickness of 2 mm austenitised at 920°C for 30 min and austempered at 300°C
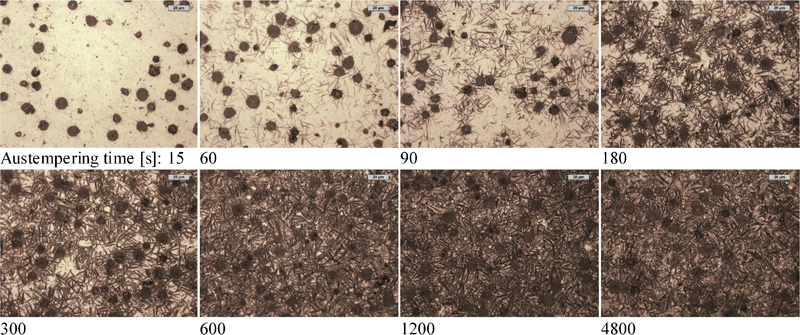
Microstructure of heat treated ductile iron with wall thickness of 2 mm austenitised at 920°C for 30 min and austempered at 350°C
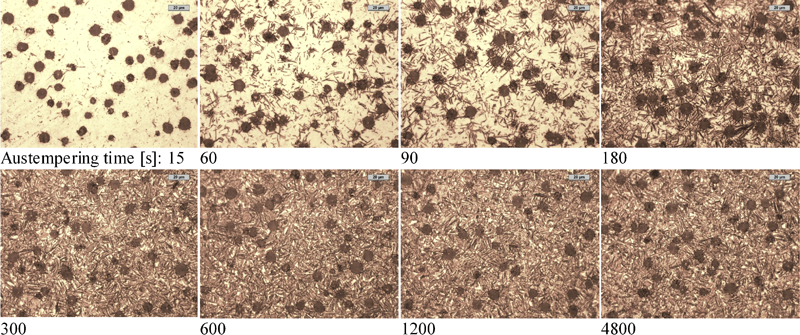
Microstructure of heat treated ductile iron with wall thickness of 2 mm austenitised at 920°C for 30 min and austempered at 400°C
The metallographic determinations show that the incubation time required for the nucleation of ferrite plates is very short and does not exceed 15 s. During this time, the ferrite fraction increases from trace levels to ∼4 as the isothermal transformation temperature changes from 300 to 400°C. Notice that as time passes by there is a significant effect of the austemering temperature on the growth fraction and on the ferrite plate thickness. A comparison of Figs. 6 and 7 shows that the austempering rate (the ratio of ferrite to austempering time) in the casting with a wall thickness of 2 mm is far greater than in the reference casting. After 300 s of austempering in the casting with the 2 mm wall thickness, the ferrite fraction is nearly three times as high as in the reference casting.

Microstructure of heat treated ductile iron with wall thickness of 25 mm austenitised at 920°C for 30 min and austempered at 400°C
Dilatometry
The results of the dilatometric studies for thin walled castings are shown in Fig. 8.
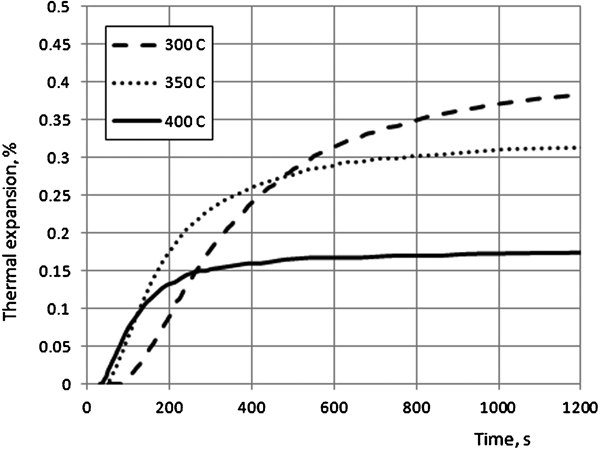
Dilatometric curves for thin walled castings at different austempering temperatures
An analysis of the dilatometric curves shows that the smallest relative increase in thermal expansion is observed at the highest testing temperatures (400°C). As the austempering temperatures decrease, there is a relative increase in the thermal expansion as a result of an increasing ferrite fraction in the microstructure. From the dilatometric studies, the incubation time for ausferrite can be established, which on the dilatometric curves is represented by the onset of thermal expansion growth. This work shows that lowering the austempering temperature leads to increasing incubation time for ausferrite from 33 s at 400°C to 82 s at 300°C. Hence, the austempering rate depends on the austempering temperature, and it is closely related to a reduced diffusional rate for carbon. It is evident that a high carbon diffusivity at 400°C leads to a reduction in the incubation times for the nucleation of the new ferrite plates, and thus, it increases the effective ferrite nucleation rate. Hence, as the austenite fraction decreases, the austenite carbon content increases, and the ferrite plates are refined.
Figure 9 is a comparison of the dilatometric curves obtained for samples cut from castings with different wall thickness.
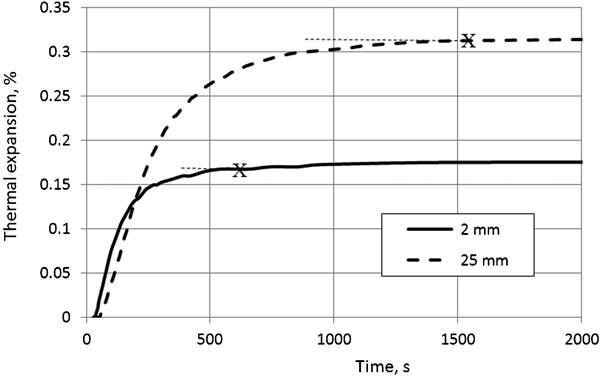
Dilatometric curves for austempering (Tpi = 400°C) in samples cut from castings with different wall thicknesses: X is time for austenite enrichment in carbon
From Fig. 9, dilatometric curves indicate that the incubation times for ausferrite in castings with wall thicknesses of 2 mm are slightly reduced when compared with the reference casting. Notice that the relative increase in thermal expansion at the austempering transformation (Fig. 9) in thin walled castings is smaller compared with the reference casting. This can be attributed to the increasing carbon content in the austenite after the austenitising process. In addition, relatively small separation distances between the graphite nodules in thin walled castings effectively reduce the carbon diffusion path in austenite. As a result, the austempering time for the transformation is effectively reduced. Experimentally, it is found that the austempering time is nearly three times shorter (dotted line in Fig. 9) in thin walled iron castings than in the reference casting. The diatometric results were also confirmed by metallographic investigations as seen in Figs. 6 and 7.
Mechanical properties
Figure 10 shows the Vickers hardness of samples austempered at different temperatures as a function of time.
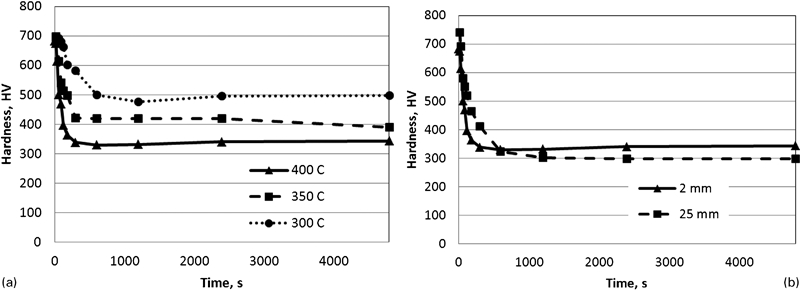
Hardness of ADI samples as function of austempering time and temperature
From Fig. 10a, it is found that the hardness continually decreases during the first 600 s of austempering at 350 and 400°C before reaching a constant value. In the case of austempering at 300°C, it is found that the hardness continually drops during the first 1200 s before reaching a constant value. The hardness behaviour (Fig. 10a) can be associated to the amounts of phases transforming (i.e. martensite, ferrite plates and austenite). Water quenching from the austenisation temperature promotes a maximum hardness as the matrix is fully martensitic. Hence, the hardness reduction can be attributed to the development of relatively ‘soft’ phases such as ferrite and austenite. After a certain time, the hardness reaches a minimum value and then remains constant. This constant value is strongly dependent on the austenite volume fraction in the ausferrite microstructure and on the carbon content in the austenite. Decreasing the austempering temperature lowers the austenite fraction and thus increases the carbon content in the austenite. Moreover, low austempering temperatures promote the refinement of ferrite plates, thus explaining the exhibited maximum hardness for produced ADI.
Figure 10b shows the hardness changes in the TWDI casting, as well as in the reference casting for the austempering temperature of 400°C, confirming the dilatometric results (Fig. 9). The high hardness of the iron during the initial stage of austempering in the reference casting is also attributed to the presence of a high fraction of martensite where the austempering process is rather slow. In contrast, in the thin walled casting, the high hardness drops down to a constant value within 600 s (Fig. 10b), probably due to the development of a high dispersion of ferrite plates (see Figs. 6 and 7).
The effect of temperature and the austempering times on the tensile properties are shown in Fig. 11.
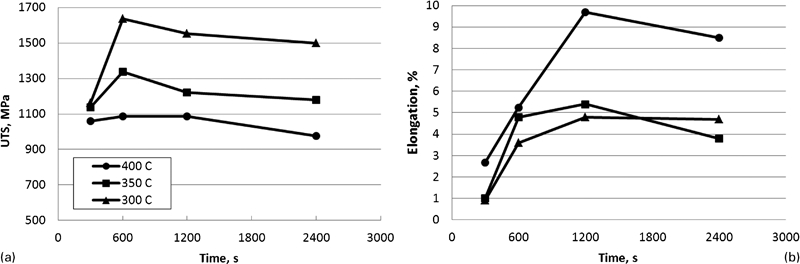
Mechanical properties versus austempering time and temperature
The relative low mechanical properties, particularly elongation at the onset of austempering, are also attributed to the presence of martensite. Notice that the best combination of mechanical properties is obtained after 1200 s regardless of the austempering temperature. Increasing austempering times beyond 1200 s lead to a decrease in both tensile strength and elongation. In addition, it is found that the highest strengths are found at the 300°C austemperings with UTS values of >1500 MPa. In contrast, the highest ductilites (8–10) are obtained at high austempering temperatures (400°C). In general, it can be said that through a proper heat treatment of ductile iron castings, high strength grades of ADI (1200–1600 MPa) can be produced including grades (900 and 1050 MPa) in accordance with the ASTM 897M.
Conclusions
Thin walled ductile iron is an excellent base material for heat treating, as it does not require expensive alloying elements nor long heat treatment times.
High nodule counts in TWDI and short diffusional lengths for carbon lead to reduced austenitising and austempering times. In thin walled castings with wall thickness of 2 mm, these austenitising times are less than one-half the time required in conventional castings.
The austempering times in thin walled iron castings are also reduced by up to three times when compared with conventional castings.
High strength TWADI castings can be produced through heat treating, which meet all ASTM 897M grades of ausferritic ductile iron.