
Abstract
The coefficient of thermal expansion (CTE) of spark plasma sintering consolidated SiCp/Al composites with various size distributions was investigated with the combination of experimental measurements and modelling analyses. The CTE of the composites decreased with increasing particle volume fraction, and large particles played a major role in the decline of CTE. The measured CTE lay between the predictions of Kerner model and Schapery lower bound, but the possible formation of percolating particle network and the influence of matrix plasticisation led to the slight deviation of the experimental values from model predictions. A CTE peak appeared for all the composites with increasing temperature to about 250–300°C due to the action of matrix plasticisation filling the microvoids in the composites. The composites with mixed particles of substantially different sizes were prone to concentrate thermal stresses on large particles, which induced an early appearance of matrix plastic deformation that can result in a comparably low CTE peak temperature.
Introduction
Particle reinforced metal matrix composites (PMCs) with high reinforcement volume fractions are used for thermal management applications due to their excellent thermophysical properties, tailorable thermal expansion and low density.1 Particularly, Al matrix com1posites containing high volume fractions of SiC particle (SiCp/Al) composites are receiving the most attention as potential candidates for a variety of use in advanced electronic packaging.2 In general, SiCp/Al composites with exceeding 50 vol.-SiCp content exhibit attractive thermophysical properties including coefficient of thermal expansion (CTE) in the range of 6–14×10−6K−1 (25–500°C), Young's modulus of 160–210 GPa and thermal conductivity of 180–225 W m−1 K−1 (room temperature), all depending on the matrix alloy, the particle volume fraction and the preparation processing.3,4
As has been reported so far, SiCp/Al composites with high SiCp volume fractions are mainly prepared by infiltration of the liquid metal into the ceramic performances.5–7 However, this process route bears the risk of interfacial reaction product formation, which is detrimental to the thermomechanical properties of composites. Spark plasma sintering (SPS) is a comparatively new sintering process,8–13 which has a great advantage over conventional sintering techniques. In the SPS method, rapid heating is available and the sintering time can be shortened, which have been known to be very beneficial to the prevention of the chemical reaction at the interface of the composites. It has been reported5 that SiCp/Al composites of uniform, dense and good thermophysical properties can be readily prepared by SPS.
For high performance thermal management materials, thermal conductivity and coefficient of linear thermal expansion (CTE) are the two most important properties. The thermal expansion properties of PMCs behave in a complicatedly combined way due to various interacting parameters such as the type of constituents, the microstructure of the matrix, the reinforcement volume fraction and architecture, the internal stresses between the components due to their CTE mismatch, thermal history, the porosity and the interfacial bonding strength.14 Among the previous studies on the thermal expansion behaviour of SiCp/Al composites,4,14–17 much less attention14,16 has been paid to the effect of changes in particle size distribution of reinforced phases, especially in comparison with experimental results and theoretical modelling analyses.
In the present study, high volume fractions of 55–70SiCp/Al composites with various size distributions were fabricated by SPS. The main purpose of the present work is to investigate the effect of particle size distribution on the CTE of the composites at different volume fractions of SiCp and temperatures resorting to the combination of experimental measurements with modelling analyses.
Experimental
Al powder (70 μm, purity >99·9) and SiCp (α-6H, purity >99) were used as starting materials. The average sizes of the three considered SiCp were 2·5, 10 and 40 μm respectively. Three SiCp types of single (40 μm), bimodal (40 μm/10 μm = 3∶1) and trimodal (40 μm/10 μm/2·5 μm = 5∶2∶1) size distributions were designed. The starting powders were blended with SiCp volume fractions of 55–70 by three-dimensional vibratory mill of 1400 rev min−1 for 10 min.
Spark plasma sintering system (model 1050; Sumitomo Coal Mining Co. Ltd, Japan) was used to synthesise SiCp/Al composites. The mixed powders were put into a cylindrical graphite dye with an inner diameter of 30 mm. With the aim to prevent powders from sticking to the inner wall of the dye during the sintering, the dye was covered with a 2 mm thick layer of graphite felt. The compact powders were sintered at 560°C for 5 min in vacuum (<4 Pa). The heating rate was 50°C min−1, and a pressure of 50 MPa was applied from the start to the end of the sintering. After sintering, the surfaces of samples were ground to remove the graphite layer. Samples M#, B# and T# were labelled corresponding to the different packed SiCp mixtures of mono-, bi- and trimodal size distributions respectively.
The bulk density of the composites was measured by Archimedes’ principle. The microstructure was observed on a LEO1450 scanning electron microscopy. The thermal expansion measurement was carried out by a dilatometer 402C (NETZSCH) from room temperature to 500°C at a heating rate of 5°C min−1. The specimens’ dimensions were 5 mm in diameter and 25 mm in length. The thermal expansion of each specimen was used to calculate the CTE values according to the following relationship

Results and discussion
Microstructure
Figure 1 shows the representative microstructures of SPS consolidated SiCp/Al composites with various size distributions. It is clear that the composites have a rather uniform distribution of the particles in the matrix, and there is no clear evidence of pores or separated interface that appeared, indicating that high volume fractions of SiCp/Al composites can be well prepared via the prescribed SPS procedures followed in the present work. It is known that the wettability of SiC–Al is poor at the temperature below 1000°C due mainly to the presence of alumina layer that covers naturally the surface of the aluminium particles.7 The significantly improved interfacial bonding of SiC–Al at a such low temperature <600°C is attributed to the specific character of SPS heating procedure, where high intensity electric pulses of >1000 A under 4–5 V pass through specimens, thereby inducing a large electric discharge in the powders contact areas. The spark discharge can offer a local high temperature that can make the alumina layer decomposed instantaneously. Hence, the interfacial wettability is improved and interfacial bonding is strengthened. Besides, the co-role of local high temperature created by plasma and Joule heating generated by the pulse current can quickly promote the densification of bulk composites. These features seem to be superior to the infiltration procedure in which Al matrix may solidify before infiltrating completely.
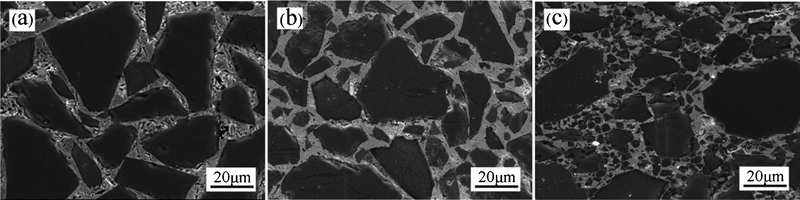
Microstructures of SPS consolidated SiCp/Al composites with various size distributions
Figure 2 shows the relative density of all samples treated with the same SPS parameters. The maximum particle content of the monomodal composite is only 60 vol.-, while the particle content of the composite with bimodal mixtures is higher than 63 vol.-, and the composite with trimodal particle mixtures can reach as high as 68 vol.-. This is attributed to the role of small sized particles, which can fill into the gaps of adjacent large sized particles and make the composites denser.5 In addition, electric discharge is more likely to generate between small contact surfaces. The small particles have smaller contact areas where the spark discharge effect is greater.14 Furthermore, larger total surface area of small particles enhances the diffusion rate in terms of powder sintering theory.18 All these advantages enable samples with bi- and trimodal mixtures having higher volume fraction in relation to those of single sized particles.
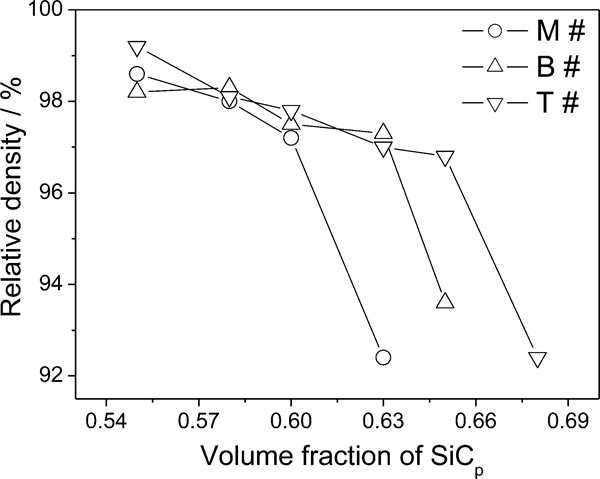
Relative density of composites with monomodal (M#), bimodal (B#) and trimodal size (T#) distributions at different volume fractions of SiCp
Coefficient of thermal expansion
Figure 3 shows the CTE variation of the composites measured at room temperature with various reinforcements from 55 to 70 vol.-. It can be found that the CTE of the composites declines with increasing SiCp volume fraction. It agrees well with the theory that the thermal expansion of composites is governed by the competing interactions of expansion of Al matrix and the restriction of SiC particles through their interfaces.17 A large content of SiCp can help to increase the restriction on aluminium swelling, then to reduce the CTE of the composites. However, a significant drop can be seen at the end of CTE curves for all the composites. This is attributed to their high porosity level, which can be regarded as the composites containing less Al matrix, leading to a lower CTE value compared to the pore free samples. In addition, at the same volume fraction, the smallest CTE value can be found for specimen M#, followed by specimens B# and T#. This phenomenon can be given the fact that the restriction of SiCp is much more dependent on the large sized particles.14 For the same volume fraction, the composites with more large particles have smaller CTE value in contrast to those with more small particles. Nevertheless, it is strange that the CTE of some composites having a larger particle loading is even higher than that of the composites with less particle content. For example, the CTE of specimen T# with 60 vol.- particles is lower than that of specimen M# with 55 vol.- particles, which seems deviated from normal trend. This is not surprising since the total fraction of large particles (40 μm) in specimen S# is 55 vol.-, significantly higher than that of only 42·5 vol.- in specimen T#. The higher content of large sized SiC particles introduces more restriction on the Al matrix. When the particle fraction in specimen T# is increased to 65 vol.-, its CTE is lower than that of specimen S# with 55 vol.- particles. These results support the theory that large particles play a dominant role in decreasing the overall CTE of the composites rather than small sized ones.
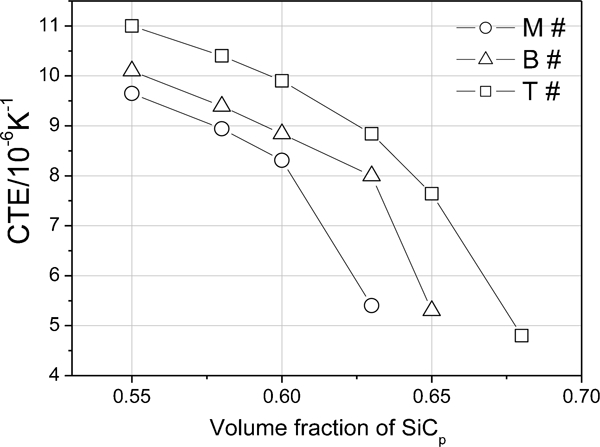
Measured CTE (room temperature) of composites with various distributions at different volume fractions of SiCp
In order to profoundly understand the thermal expansion behaviour of SiCp/Al composites with various size distributions, it is important to compare the experimental results with theoretical predictions. Several models have been extensively used to predict the CTE of metal matrix composites, including simple rule of mixtures and thermoelastic energy principles like Kerner,19 Turner20 and Schapery21 schemes.
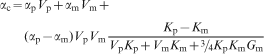
The Kerner model assumes that sphere reinforcement is enclosed by a uniform layer of the matrix. The CTE of a composite can be calculated by


 and lower bounds
and lower bounds  for the thermal expansion coefficient
for the thermal expansion coefficient




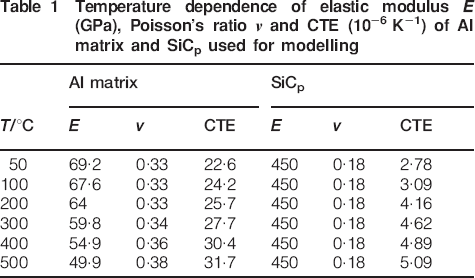
Temperature dependence of elastic modulus E (GPa), Poisson's ratio ν and CTE (10−6 K−1) of Al matrix and SiCp used for modelling
The results from our experiments and theoretical predictions for the composites with various particle volume fractions are shown in Fig. 4. It can be found that the experimental data lie within the range between the Kerner model (equation (2)) and Schapery lower bound (equations (4b) and (5a)), whereas the Turner model (equation (3)) predicts the lowest CTE. It ascribes to the fact that both Schapery and Kerner models take into account the normal and shear stresses, which correspond to the stress state in the actual composites. The Turner model does not consider interfacial shear stress, thus resulting in much lower estimations. Nevertheless, it is found that all of the predicted CTE values are in terms of a linear variation in the narrow range of volume fraction, but the experimental CTE exhibits a non-linear variation, in which the measured values decrease at a pace that is higher than those predicted by the models. These can be speculated that the possible effect of particle clusters may play some role. For high volume fraction composites, the particle–contact probability is dramatically enhanced, and bridges can be created between the neighbouring particles, which are becoming a consistent three-dimensional percolating network interpenetrating into the matrix.14 Consequently, the matrix expansion is submitted to a more strong restriction. As can be found, this trend is more obvious for composites with trimodal size distribution, in which the mixed particles of multiple sizes are more prone to interconnect with each other to form the percolating particle network.
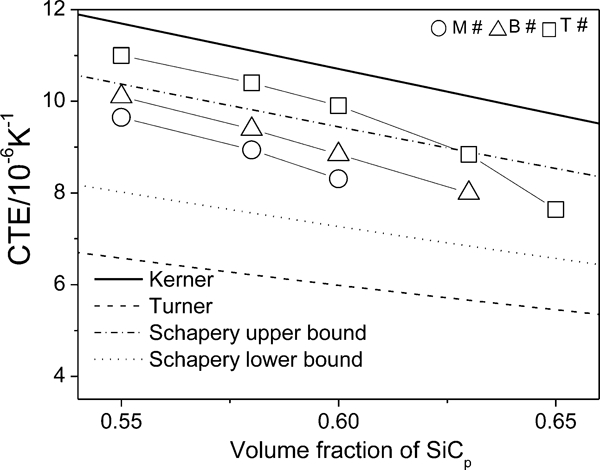
Coefficient of thermal expansion comparison (room temperature) between measured values and predictions given by various models for composites with various size distributions at different volume fractions of SiCp. Empty symbols correspond to measured values, and experimental lines guide the eyes
Figure 5 shows the variation of measured CTE with the increase in temperature at the same volume fraction of 60. It is clearly seen that the aluminium matrix has a high CTE in the range of 23·8–31·1×10−6 K−1 (25–500°C). When incorporating high loading of SiCp, the CTE of the composites is significantly decreased in the range of 7·64–13·6×10−6 K−1, which is suitable for electronic packaging application.
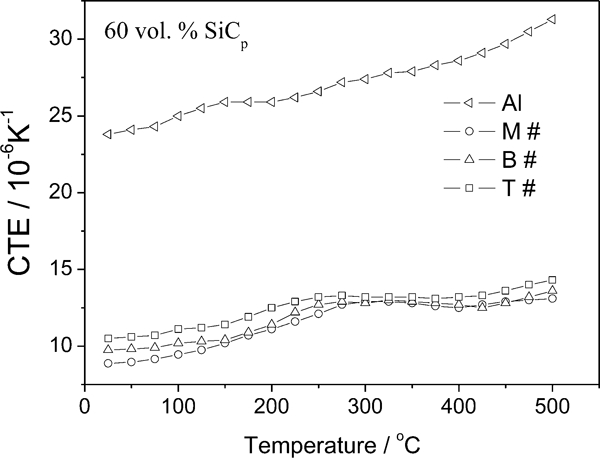
Measured CTE comparison between composites (60 vol.-SiCp) with various size distributions and pure Al at different temperatures
For illustration, the CTE models (equations (2)–(5)) are also used to fit the experimental data at different temperatures, as shown in Fig. 6. It can be found that the experimental CTE curves lie between the estimations of Kerner model and Schapery lower bound as shown in Fig. 4. However, a small peak occurs for all experimental CTE curves in the temperature range of 250–300°C. This abnormal variation is due mainly to the large CTE match between the aluminium and SiCp, which induces a marked thermal stress that can introduce an increasing dislocation density within the metal with increasing temperature. The incessantly accumulated dislocation density makes the matrix harden up, and to some extent, the matrix plastic deformation takes place when exceeding 250°C. The matrix plasticity leads to a continuous process of aluminium filling the pre-existing and reproduced microvoids in the composites17 until there is no presence of microvoids as the temperature is up to 400°C. Therefore, the discrepancy between the prediction models and experimental results can be understood by noting that these models have been developed in light of thermoelasticity theory, and none of them take matrix plasticity into account. The thermoelastic deformation is dominant in the low temperature regions, but some plastic deformation of the matrix leads to a slight deviation from the thermoelastic models when the temperature is increased beyond a certain value.
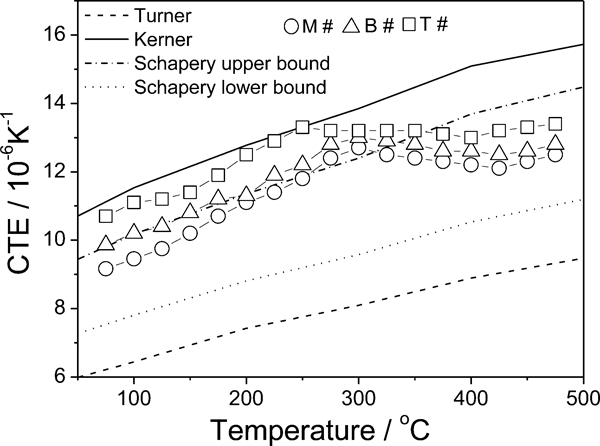
Coefficient of thermal expansion comparison between measured values and predictions of various models for composites containing 60 vol.-SiCp with various size distributions at different temperatures: experimental lines guide eyes
Moreover, it can be seen that the CTE peak temperature slightly differs among them, with decreasing in the order of M#, B# and T#. We note in passing that the restriction of SiCp is much more dependent on the large sized particles; thus, specimens B# and T# with mixed particles of different sizes are liable to concentrate local thermal stresses on the group of large particles, resulting in a high dislocation density in their surrounding matrix, which induces an early appearance of local matrix plastic deformation with the increase in temperature. Since specimen T# has larger size match than specimen B#, its local thermal stresses are further enhanced, corresponding to a lower CTE peak temperature. While the uniform particle size distribution in specimen M# makes all the particles relatively share the thermal stresses, the stress concentration is decreased, the matrix plasticisation is delayed and the CTE of composite exhibits the highest peak temperature of all.
Conclusions
High volume fractions of 55–68SiCp/Al composites with mono-, bi- and trimodal size distributions were well prepared by SPS under specific conditions and characterised with respect to their CTE behaviours. A suitable particle size distribution can help the composites attain a higher volume fraction. The CTE of the composites decreased with increasing particle volume fraction, and large sized particles played a major role in the decrease in CTE. The measured CTE lay between the predictions of Kerner and Schapery lower bound. The possible formation of percolating particle network in the composites with bi- and trimodal mixtures made their CTE exhibit a more significant decrease than those predicted by the models. A CTE peak appeared for all the composites with increasing temperature to about 250–300°C due to the action of matrix plasticisation filling the pre-existing and reproduced microvoids in the composites, which also led to a somewhat deviation from the thermo-elastic models. The composites with mixed particles of substantially different sizes facilitated to concentrate thermal stresses on large particles, which induced an early appearance of local matrix plastic deformation that can lead to a relatively low CTE peak temperature.