
Abstract
The effects of T5 and T6 heat treatments on the microstructure and mechanical properties of extruded Mg–6Zn–1M n alloy were investigated in the present study. The results showed that T5 and T6 treatments could markedly improve the strengths of extruded ZM61 alloy, and the precipitate strengthening effect of double aging was better than that of single aging. The precipitates formed in the T6 treatment were much finer and more dispersive than the ones in the T5 treatment, resulting in stronger precipitation strengthening effect. However, due to additional grain size refinement strengthening effect, the T5 treatment could improve ductility without sacrificing strength over the T6 treatment. Scanning electron microscopy observation and tensile test indicated that different cooling methods after extrusion, such as air cooling and water quenching, had no obvious influence on the microstructure and strengths of extruded and subsequent heat treated Mg–6Zn–1Mn alloys. In addition, the Mn element mainly existed as fine Mn phase particles, which were well dispersed in the matrix. Dispersed Mn particles could be found in rod-like  precipitates, but not in the disc shaped
precipitates, but not in the disc shaped  precipitates.
precipitates.
Introduction
As the lightest structure metal materials with high specific strength and stiffness, good damping capacity, excellent machinability and good castability, magnesium alloy is the most attractive material in aerospace, transportation and mobile electronics.1–4 However, due to limited strength, poor formability and high cost of expensive composition elements used, the application of magnesium alloy is still limited.5–8 Therefore, it is pressing to develop some new wrought magnesium alloys with high strength and low cost. Mg–Zn alloys are the most widely used wrought magnesium alloy.9,10 Owing to the problems with hot shortness and coarse and uneven grain size in binary Mg–Zn alloy, commercially Mg–Zn alloys are always grain refined by the addition of Zr.11 In addition, RE and Cu have been added to improve both casting characteristics and mechanical properties at elevated temperature.12–15 However, the additions of these elements also increase the alloy's cost.
Mg–6Zn–1Mn (ZM61) alloy is a new promising alloy, which is developed to meet the above requirements. Zhang et al.16,17 reported that the mechanical properties of ZM61 alloy with solution and aging treatment can achieve the level of the commercial wrought ZK60A alloy.16 Recently, Park et al.18,19 investigated the effect of the Al addition on the microstructure and tensile properties of ZM61 alloy and found that ZM61–1Al alloy exhibited excellent tensile properties as a result of refined precipitates by Al addition. More recently, the microstructure and mechanical properties of the Mg–xZn–1Mn alloy have been reported.20 According to the reports, the Mg–6Zn–1Mn (ZM61) alloy had the best comprehensive mechanical properties.
It is well known that strengthening via grain size control is particularly effective in magnesium alloys because of the higher Hall–Petch coefficient.21,22 For the most part of Mg–Zn series alloys, solution treatment after plastic deformation can significantly coarsen the grain so that the mechanical properties of T6 aged alloys are worse than T5 aged alloys.23,24 It was reported that the hardness and strength of extruded ZK60 alloy under T5 condition were higher than those under T6 condition because the second phase precipitated during the aging process was finer and more dispersive under T5 condition than that under T6 condition.23 The microstructure and mechanical properties of forged ZK60-Y alloy under various heat treatments have been reported.24 The results showed that T5 treated alloy had superior tensile strength and plasticity compared with T4 and T6 treated alloys.
Although some researches on the microstructure of ZM61 alloy have been carried out, no systematical study was focused on heat treatment of extruded ZM61 alloy. In the present study, the effect of T5 and T6 heat treatment on the microstructure and mechanical properties of extruded ZM61 alloy were investigated. This study also aims to investigate the relationship between precipitations and mechanical properties and to optimise the heat treatment parameters.
Experimental
The nominal composition (in wt-) of the alloy used in the present study is Mg–6Zn–1Mn. The experimental alloy was prepared from commercial high purity Mg (>99·9), Zn (>99·95) and Mg–4·1Mn master alloy by melting in an electrical resistance furnace under a SO2+CO2 protective gas and then casting them into a steel mould. The actual composition of alloy was analysed by XRF-800 CCDE X-ray fluorescence spectrometer, and the result is Mg–5·9300Zn–1·0200Mn–0·0094Al–0·0049Fe–0·0058Si–0·0015Cu–0·0005Ni (wt-).
Experimental detail is schematically presented in Fig. 1. First, cast ingots were homogenised at 330°C for 24 h with air cooling. Before the ingots were extruded, the ingots and extrusion die were heated to 420°C for 90 min. To study the effect of the preheating treatment on the microstructure, small samples for microstructure observation were also heat treated with the same heating regime and then quenched in water to retain the high temperature microstructures. Then, the homogenised ingots were hot extruded into bars 16 mm in diameter at 420°C. The extrusion ratio was 25∶1, and the ram speed was set at 3 m min−1 during extrusion.
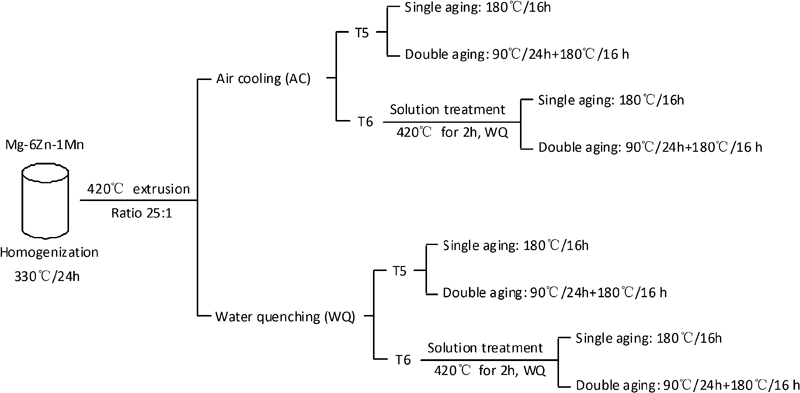
Extrusion and heat treatment schedule
To investigate the effect of cooling methods after extrusion on the microstructure and mechanical properties of extruded and subsequent heat treated alloys, different cooling methods of air cooling and water quenching were used. Following this, the samples were given T5 or T6 heat treatment. In the case of T5 treatment, the extruded bars were merely single aged (180°C for 16 h) and double aged (90°C for 24 h followed by 180°C for 16 h) respectively. In the case of T6 treatment, the extruded bars were solution treated at 420°C for 2 h followed by water quenching and then immediately single aged (180°C for 16 h) and double aged (90°C for 24 h followed by 180°C for 16 h) respectively.
Cylindrical tensile samples, 50 mm in gauge length and 5 mm in gauge diameter, were machined from the extruded and aged bars along the extrusion direction. Tensile tests were conducted on a Sans CMT-5105 electronic universal testing machine at room temperature with a displacement rate of 3 mm min−1. Each test condition was repeated at least three times for repeatability and accuracy.
Microstructure was observed by an optical microscope (NEOPHOT30), a scanning electron microscope (SEM) (TESCAN VEGAII) equipped with an Oxford INCA Energy 350 energy dispersive X-ray (EDS) spectrometer. Precipitates were examined using a transmission electrical microscope (Zeiss LIBRA 200 FE) operating at 200 kV. Phase constitutions were determined by a Rigaku D/max 2500PC X-ray diffractometer with the use of Cu Kα radiation and a scanning rate of 4° min−1.
Results and discussion
Microstructure of as cast and as homogenised alloys
Figure 2 shows the microstructures of the as cast and as homogenised ZM61 alloys. As shown in Fig. 2a and c, the as cast microstructure of the experiment alloy consists of α-Mg matrix and eutectic compounds. The eutectic compounds are Mg7Zn3 phase by X-ray diffraction (XRD) analysis as shown in Fig. 3a. Mn exists as pure α-Mn. The average grain size of as cast alloy is ∼160 μm. After homogenisation at 330°C for 24 h, some of the eutectic compounds in the grain boundary dissolve into the matrix as shown in Fig. 2b and d. Figure 3b shows the XRD pattern of the as homogenised ZM61 alloy. It is clearly seen that the peaks of the Mg7Zn3 phase become weaker, and some peaks of the MgZn2 phase are detected, indicating that MgZn2 is precipitated during the Zn diffusion.
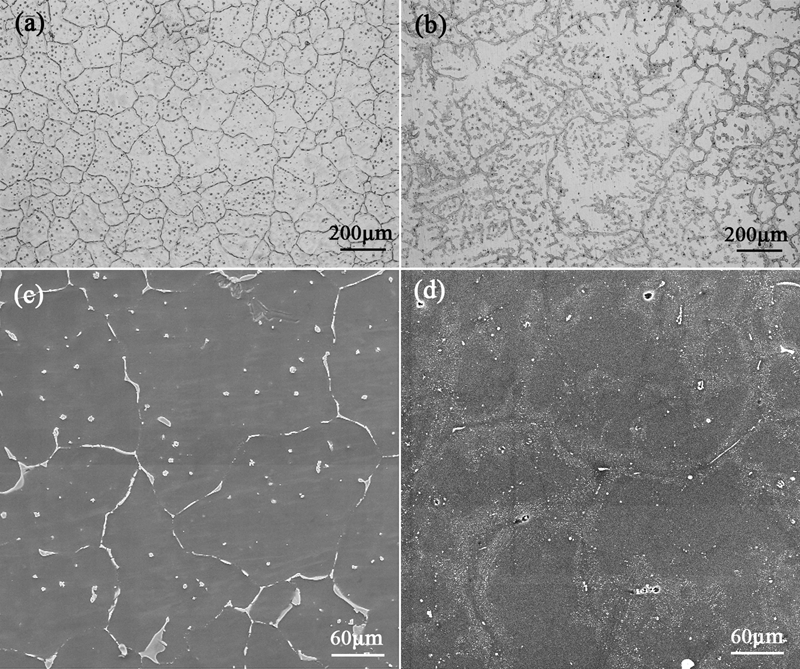
Microstructures of a, c as cast and b, d as homogenised ZM61 alloys
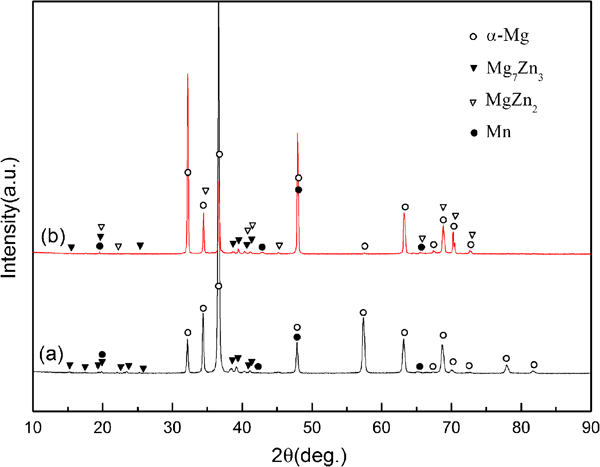
X-ray diffraction patterns of a as cast and b as homogenised ZM61 alloys
Microstructure of extruded and solution treated alloys
The preheating microstructures of ZM61 alloy at 420°C for 90 min and quenching in water is shown in Fig. 4. After homogenisation at 330°C for 2 h (Fig. 3), some of the Mg–Zn eutectic compounds in the grain boundary cannot dissolve completely into the matrix. These undissolved compounds, however, are found to dissolve into the matrix during the preheating of the ingots before extrusion, indicating a low thermal stability of these Mg–Zn compounds.
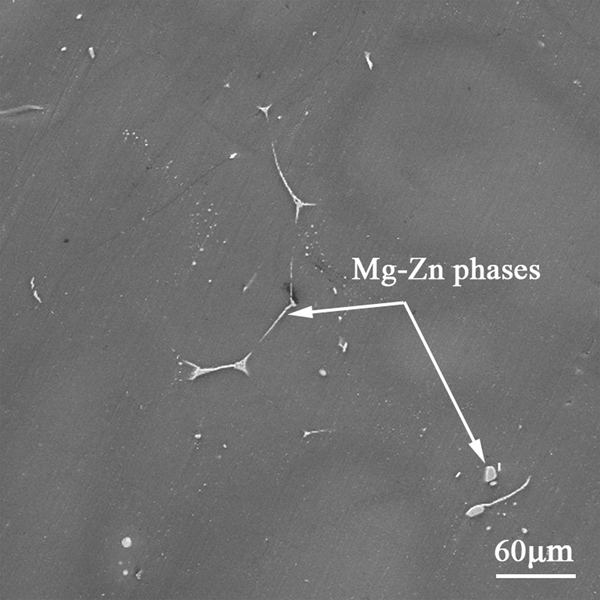
Preheating microstructure of ZM61 alloy at 420°C for 90 min and quenching in water
Microstructural changes after hot extrusion with air cooling and water quenching are shown in Fig. 5a and b. Owing to the deformation and the occurrence of dynamic recrystallisation during the hot extrusion process, equiaxed grain microstructure is formed, and the average grain size is ∼9 μm. The effect of preheating treatment at 420°C on the microstructure has already been studied. As is stated above, almost all the eutectic compounds are solutionised into the matrix after homogenisation and preheating treatment at 420°C. Therefore, little second phase particles are retained, and the complete dynamic recrystallisation happens during extrusion at 420°C, resulting in equiaxed grain. In addition, it is found that there is no difference on the microstructure of extruded ZM61 alloys with different cooling methods including air cooling and water quenching. Figure 5c presents an SEM image of ZM61 alloy after solution treatment at 420°C for 2 h. The average grain size of the solution treated is ∼25 μm. The dynamic recrystallised grains of the investigated alloy grew up sharply, and all the broken particles dissolved into the matrix, resulting in a high Zn solid solution concentration. The phase evolution was further determined by XRD analysis. Figure 6 shows XRD patterns of the extruded and solution treated samples. It is obvious that the diffraction patterns of extruded specimens mainly contain α-Mg matrix, Mn and MgZn2 phase. However, the weak diffraction patterns of the MgZn2 precipitates in the extruded alloy significantly broadened. According to the Scherrer formula,25 peak broadening qualitatively illustrates a decrease in grain size in the corresponding phase, implying that some nanosized MgZn2 precipitates form during the cooling after extrusion. After solution treatment at 420°C for 2 h, the diffraction patterns show that the MgZn2 phase disappears, which suggests that a uniform solid–solution structure is produced, as shown in Fig. 5c. In addition, the detailed microstructure inside the α-Mg after solution treatment is shown in Fig. 5d. From the TEM image, only one spherical phase can be observed. No other phases are detected after solution treatment. Based on the XRD result and previous studies,19,20 we can preliminarily conclude that the spherical phase is pure Mn particle.
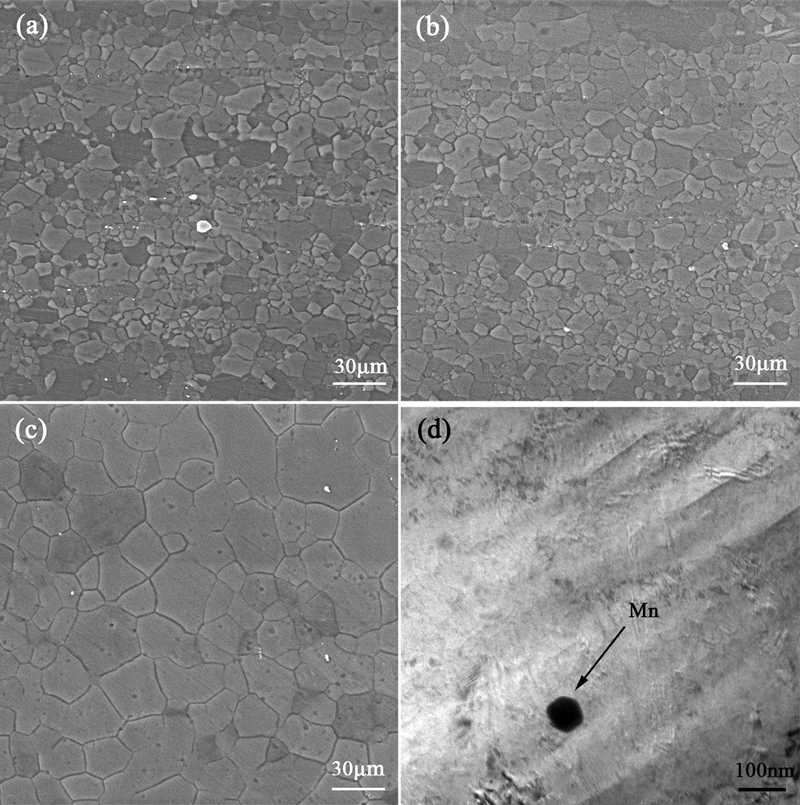
a, b images (SEM) of ZM61 alloy after extrusion with a air cooling and b water cooling and c SEM and d TEM images of ZM61 alloy after solution treated at 420°C for 2 h
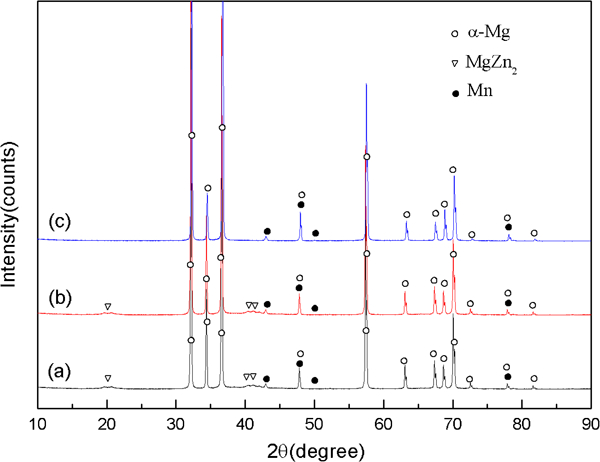
X-ray diffraction patterns of ZM61 alloy after extrusion with a air cooling and b water cooling and c X-ray diffraction patterns of ZM61 alloy after solution treated at 420°C for 2 h
Microstructure of aged alloys
Figure 7 shows the SEM images of ZM61 alloy in the T5 (single aging) and T6 (single aging) state. Since the SEM images of single aged alloys are very similar to those of double aged alloys, one of them is displayed here. By comparing Figs. 5a and 7a, the alloy in the T5 (single aging) state shows the similar microstructure to the extruded alloy. The average grain size of the T5 aged alloy is ∼11 μm. As shown in Figs. 5c and 7c, there is little difference on microstructure between T4 treated and T6 aged alloys under the SEM observation. In fact, many nanosized Mg–Zn precipitates that are formed during the aging treatment are observed in Fig. 8c. Figure 7a and b shows the SEM microstructures of ZM61 alloy in the T5 (single aging after extrusion with air cooling and water quenching respectively) state. It can be found that there is no obvious change on microstructures under SEM between the two. It is well known that magnesium metal and its alloys have high thermal diffusivity, high thermal conductivity and high efficiency of heat release.26 The diameter of extruded bars is only 16 mm, so the extruded alloys with air cooling and water quenching have same macrostructures. In addition, the average grain size of the T5 treated alloy is much finer than that of the T6 treated alloy due to high temperature solution treatment in the latter.
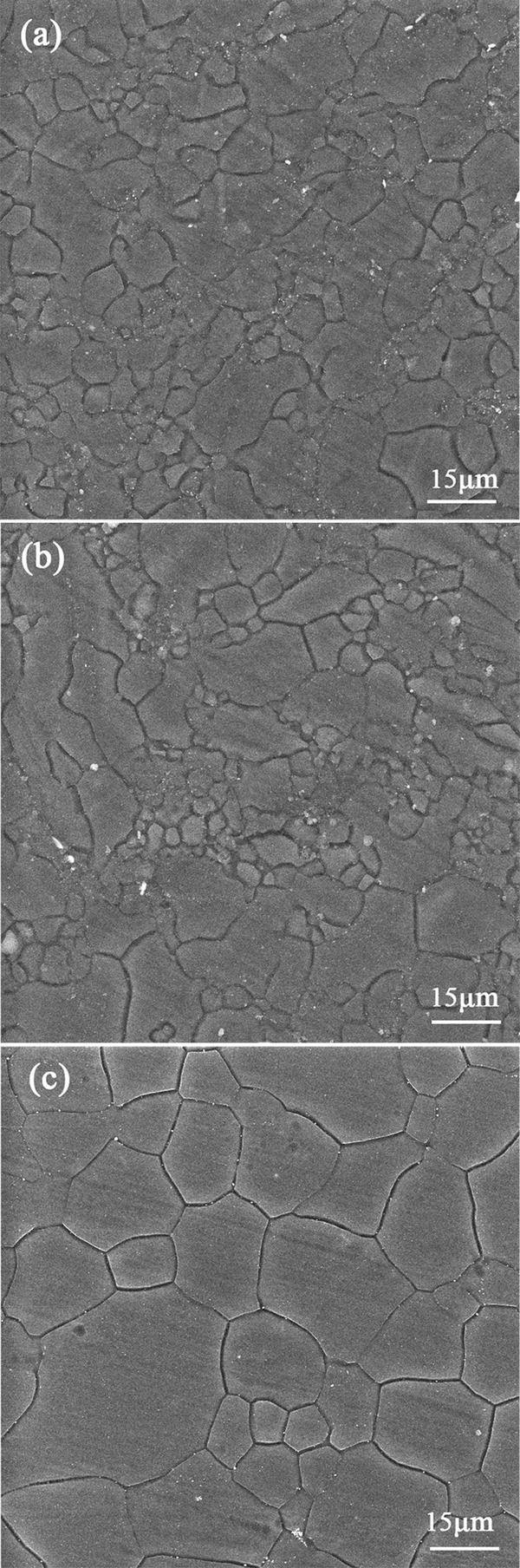
Images (SEM) of ZM61 alloy at different single aging treatments conditions
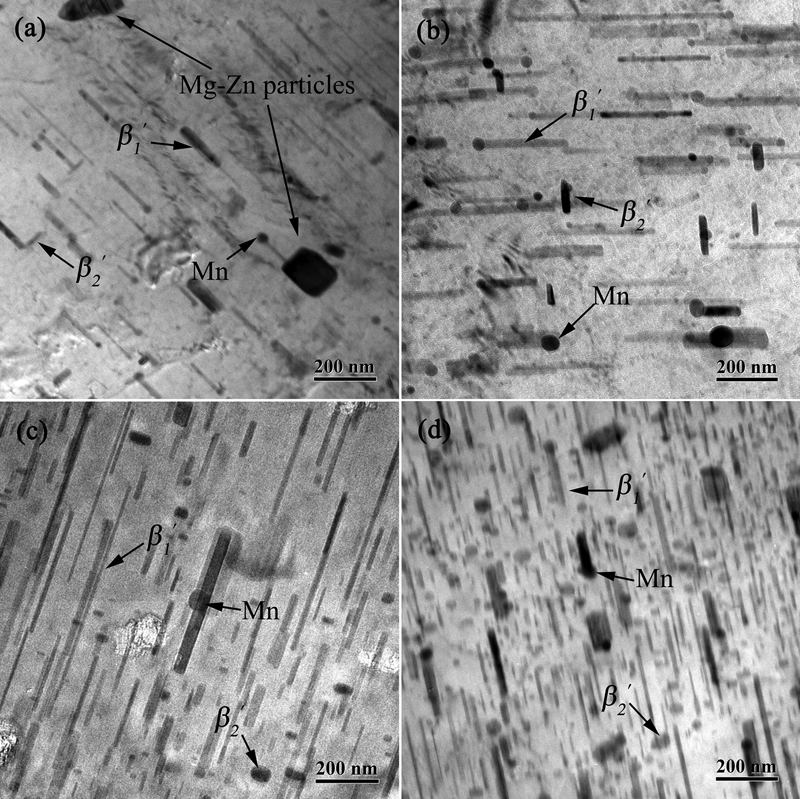
Images (TEM) of ZM61 alloy at different aging treatments conditions
Figure 8 shows TEM images of ZM61 alloy in the T5 and T6 treatment states. It is observed that two kinds of precipitates formed during aging treatments. Based on previous studies,27–30 we can conclude that the two precipitates are rod-like  and disc shaped
and disc shaped  phases respectively. The interface between
phases respectively. The interface between  and the matrix is coherent, while semicoherent between
and the matrix is coherent, while semicoherent between  and the matrix.
and the matrix.  phases, which formed as rods with their long axis parallel to the [0001]
α
direction of the α-Mg matrix, can act as a more enormous impediment to the motion of dislocations than
phases, which formed as rods with their long axis parallel to the [0001]
α
direction of the α-Mg matrix, can act as a more enormous impediment to the motion of dislocations than  formed as plates on (0001)α, as reported in previous studies.27–30 In all samples, the precipitates after double aging (Fig. 8b and d) are much finer and more dispersed than those after single aging (Fig. 8a and c). It is because the nanosized G.P. zones, which formed during the preaging at 90°C for 24 h, could provide more effective nuclei for
formed as plates on (0001)α, as reported in previous studies.27–30 In all samples, the precipitates after double aging (Fig. 8b and d) are much finer and more dispersed than those after single aging (Fig. 8a and c). It is because the nanosized G.P. zones, which formed during the preaging at 90°C for 24 h, could provide more effective nuclei for  phase during the second aging. On the other hand,
phase during the second aging. On the other hand,  and
and  precipitates in T5 treated alloys are relatively less than those in T6 states. This is because the Zn solid solubility in T6 states is slight higher than that in T5 states, and a few broken particles formed after extrusion are grown and retained after T5 treatment.
precipitates in T5 treated alloys are relatively less than those in T6 states. This is because the Zn solid solubility in T6 states is slight higher than that in T5 states, and a few broken particles formed after extrusion are grown and retained after T5 treatment.
In addition, it is observed that many spherical phases are well dispersed in the matrix, which are found in the rod-like  precipitates but not found in disc shaped
precipitates but not found in disc shaped  precipitates. As mentioned above, the spherical phase for the solution treated alloy is initially speculated to Mn. Figure 9 shows a high angle annular dark field scanning TEM image of ZM61 alloy in the T6 (double aging) state and the typical EDS result of a spherical phase. It can be seen that the spherical phase is pure α-Mn particle, which can further illustrate the existence form of Mn element. As mentioned above, there are only Mn particles observed in the solution treated alloy, suggesting that Mn particles have a higher thermal stability than MgZn2 particles. Combined with Figs. 5d and 8, it is observed that some rod-like
precipitates. As mentioned above, the spherical phase for the solution treated alloy is initially speculated to Mn. Figure 9 shows a high angle annular dark field scanning TEM image of ZM61 alloy in the T6 (double aging) state and the typical EDS result of a spherical phase. It can be seen that the spherical phase is pure α-Mn particle, which can further illustrate the existence form of Mn element. As mentioned above, there are only Mn particles observed in the solution treated alloy, suggesting that Mn particles have a higher thermal stability than MgZn2 particles. Combined with Figs. 5d and 8, it is observed that some rod-like  precipitates nucleate on the pre-existing Mn particles.
precipitates nucleate on the pre-existing Mn particles.
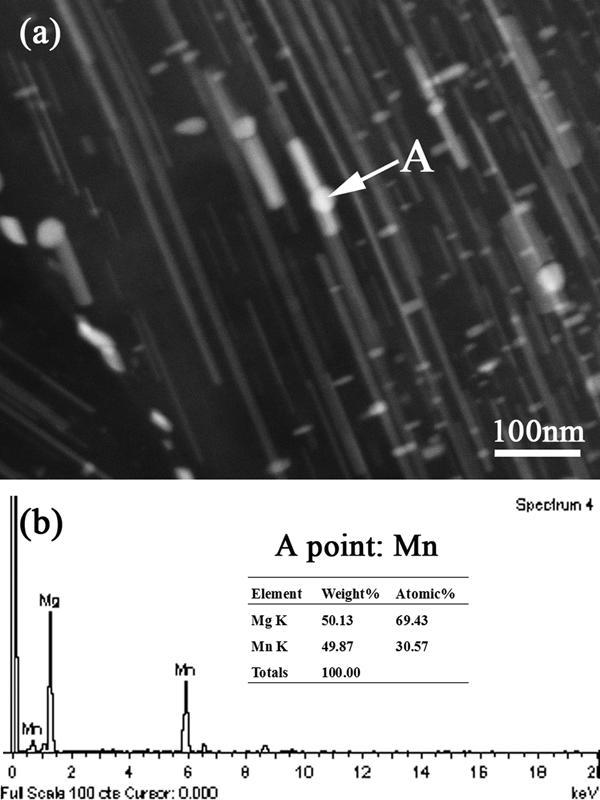
a high angle annular dark field scanning TEM image of ZM61 alloy after T6 (double aging) and b corresponding EDS results of point A indicated in a
Mechanical properties of ZM61 alloy
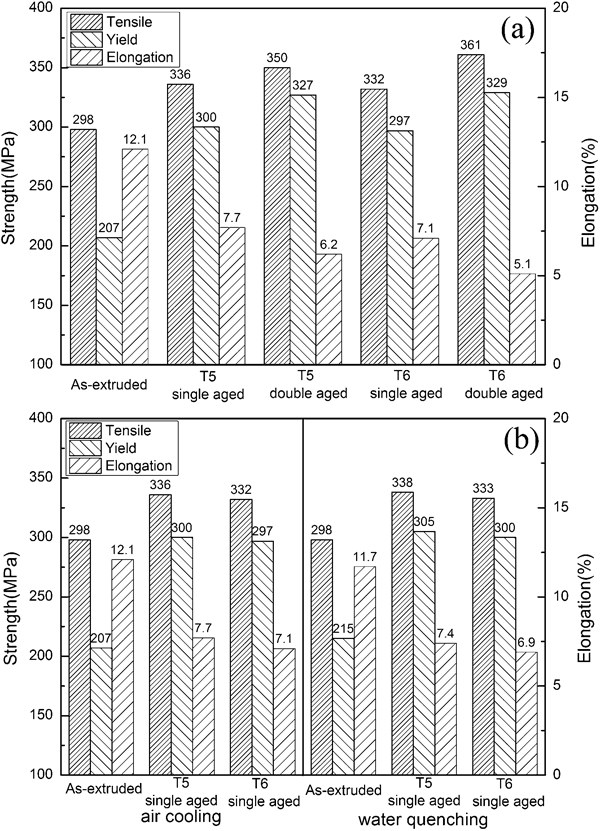
The mechanical properties of ZM61 alloy in different conditions are shown in Fig. 10. Figure 10a shows the effect of heat treatment conditions on mechanical properties of extruded ZM61 alloy. On one hand, it is noted that double aging could result in a significant increase in tensile and yield strength as compared with single aging. This is because large amount of G.P. zones, which could act as nuclei for  precipitates, formed during the pre-aging at 90°C for 24 h. Therefore, it results in finer and more dispersed
precipitates, formed during the pre-aging at 90°C for 24 h. Therefore, it results in finer and more dispersed  and
and  precipitates in the second step aging at 180°C for 16 h.
precipitates in the second step aging at 180°C for 16 h.
Mechanical properties of ZM61alloy
On the other hand, it is interesting to note that there is no obvious difference in the strengths between T5 and T6 treated alloys, and the elongations of T5 treated alloys are higher than T6 treated alloys, as shown in Fig. 10a. The strengths of the aged alloys are determined by the combined contributions of grain size refinement strengthening and precipitation strengthening. As the precipitate size is finer and the volume fraction and distribution is larger in the T6 treated sample, the precipitation strengthening effect is stronger. However, the average grain size of T5 treated alloys is much finer than that of T6 treated alloy due to high temperature solution treatment of T6 treatment. Therefore, T5 treatment can improve ductility without sacrificing strength over T6 treatment due to additional grain size refinement strengthening effect, although precipitation strengthening effect is marginally lower compared to T6 treated samples.
Figure 10b shows the effect of cooling methods after extrusion on the mechanical properties of extruded and subsequent heat treated alloys. There is no difference in strengths of extruded and subsequent heat treated ZM61 alloys with different cooling methods including air cooling and water quenching. As mentioned above, magnesium alloys have high thermal diffusivity, high thermal conductivity and high efficiency of heat release, so the extruded and heat treated ZM61 alloys with air cooling and water quenching have same microstructures observed under a scanning electron microscope. Therefore, there are no difference in strengths of extruded and subsequent heat treated ZM61 alloys with air cooling and water quenching.
Conclusions
The effects of T5 and T6 heat treatments on the microstructure and mechanical properties of extruded Mg–6Zn–1Mn alloy have been investigated. The main conclusions can be summarised as follows.
T5 and T6 treatments can markedly improve the strengths of extruded ZM61 alloy, and T5 treatment can improve ductility without sacrificing strength over T6 treatment. The precipitates formed in T6 treatment are finer and more dense than in T5 treatment, resulting in stronger precipitation strengthening effect. However, the grain size of T5 treated alloy is much finer compared to T6 treated alloy.
Scanning electron microscopy observation and tensile test reveal that different cooling methods after extrusion, such as air cooling and water quenching, have no obvious influence on microstructure and strengths of extruded and subsequent heat treated ZM61alloys.
Mn element mainly exists as fine Mn phase particle, which are well dispersed in the matrix. Some rod-like  precipitates nucleate on the Mn dispersoid particles.
precipitates nucleate on the Mn dispersoid particles.
Footnotes
Acknowledgements
This work was sponsored by the National Great Theoretic Research Project (grant no. 2007CB613700), the National Science and Technology Support Project (grant no. 2011BAE22B01-3), the National Natural Science Foundation of China (no. 50725413), the International Cooperation Project (grant nos. 2010DFR50010 and 2008DFR50040), the Chongqing Science and Technology Project (grant no. 2010CSTC-HDLS) and the Fundamental Research Funds for the Central Universities (grant no. CDJXS10132202).