
Abstract
The joining of Al and Cu commercially pure metals using the compound casting process has been investigated where an aluminium melt is cast onto a solid cylindrical copper insert. The microstructure of the interface between copper core and surrounding aluminium was characterised by optical microscopy, scanning electron microscopy, energy dispersive X-ray spectroscopy and Vickers hardness tests. Results showed that five separate reaction layers are formed in the reaction interface of core and surrounding Al. These layers included Cu9Al4, AlCu and Al2Cu intermetallic compounds; a eutectic layer; and a eutectic α-Al dendritic structure layer. Owing to the presence of hard and brittle intermetallic compounds within reaction layers, microhardness profile showed a peak of 300 HV where both parent metals have hardness <50 HV. Microhardness profile also showed that hardness decreases from the copper to the aluminium side.
Introduction
Various techniques can be used for joining two dissimilar metals. Physical and mechanical properties of constituent metals, such as structural properties, corrosion resistance, wear resistance, thermal conductivity and expansion, should be considered in the selection of two metals.1 The production of Al/Cu couples would have its specific technical and economic impact, since it would enable the creation of engineering solutions combining copper's improved mechanical, thermal and electrical properties with aluminium's low specific weight and cost2 and also its limitation and weakness in an aqueous environment.3
In recent years, many investigators have studied different processes for fabricating Al/Cu couples, such as friction welding,4–6 friction stir welding,7–9 diffusion bonding,10–12 cold rolling13–15 and explosive welding.16 Details of the difficulties, in the production methods, are given in the papers mentioned above; but in summary, long process time, high operating cost and specific requirements, for the shape of the substrate, may render these solid state joining processes as not easy for practical and industrial applications. Compound casting process, however, can potentially provide an economical way to produce this bimetal without limitation in geometry and dimension, which have been under great attention in the past three decades.
Compound casting is defined as a process in which two metallic materials, i.e. one in the solid state and the other as a liquid, are brought into contact with each other in such a manner that a diffusion reaction zone forms between the two materials and thus a continuous metallic transition occurs from one metal to the other. Compound casting might, for example, be deployed to join a wrought alloy part with cast components of complex shape simply by casting a liquid metal onto or around the solid component.17,18 In recent years, Al/Al,17,19 Al/Mg,20,21 Mg/Mg,22 cast iron/mild steel23 and Al/Fe24 couples have been subject of investigations, but bonding of Al/Cu couples by this method has not yet been thoroughly studied. Recently, Divandari and Vahid Golpayegani25 have inserted copper wire in polystyrene pattern, and cast A356 Al alloy onto, and studied the reaction of molten aluminium alloy and copper wires with various diameters to investigate which types of phases and compounds may form during the reaction of the inserted wire with the molten alloy. They reported that a concentration of Cu rich phases and other phases such as AlCu3, AlCu, Al2Cu and Si particles and Fe containing intermetallic was found in the interface of the Cu wire and the matrix.
In the present study, the formation of various phases in the interface of commercially pure Al and Cu insert, produced via compound casting process, is studied, and the possible mechanism of their formation at the interface is discussed.
Experimental
Commercially pure aluminium and copper were used to produce Al/Cu couples using the compound casting process. Their chemical compositions are given in Table 1. In order to fabricate the Al/Cu couples by this process, cylindrical inserts with 5·12 mm diameter were used. Their surfaces were ground with silicon carbide papers up to 1500 grid, then rinsed with acetic acid and placed within a cylindrical cavity of a CO2 sand mould. Inserts were placed in a position in such a way that from each end, top and bottom sides, 40 mm of their lengths was protruded into the mould. The molten aluminium was cast around the copper inserts at 700°C under normal atmospheric conditions. A schematic sketch of the pattern, used in the casting process, is illustrated in Fig. 1.
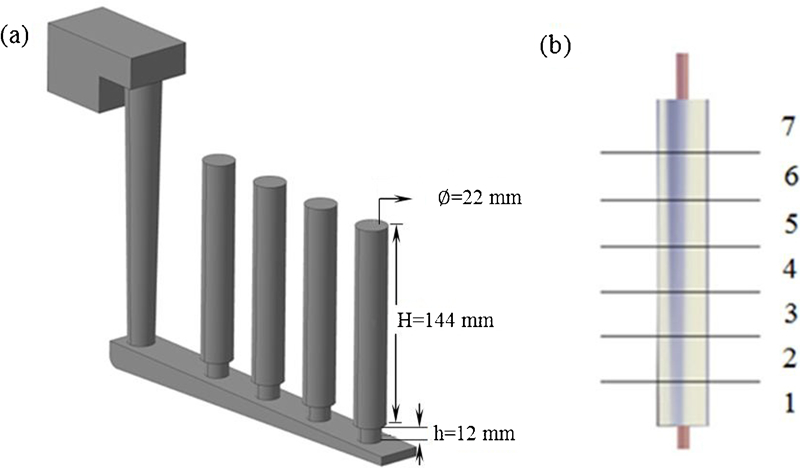
Schematic sketches of a pattern used for casting process and section's dimension (mm) and b number and position of samples taken
Chemical compositions of materials used in present study/wt-
In order to study the interfacial microstructure of the Al/Cu couples, each cast bars were cut in seven parts perpendicular to the axis of cylinder (Fig. 1b). After grinding and polishing, the samples were etched by a 0·5HF and then were examined using a MEIJI Techno optical microscope equipped with a Moticam 2000 camera and a VEGAII XMU Tescan scanning electron microscope equipped with an energy dispersive X-ray spectroscopy (EDS). Microhardness test of the reaction compounds formed in the interface of Al/Cu was conducted using an MX9660a hardness tester with a testing load of 50 g and a holding time of 20 s.
Results and discussion
Microstructure and morphology of reaction area
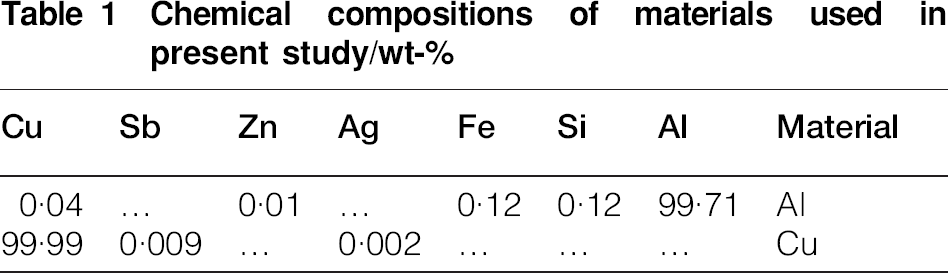
The aluminium melt, after pouring into the mould, starts rising up in the mould cavity and surrounding the copper insert. If the heat content of the liquid Al is enough, then melting the surface layers of the insert and forming a solution of aluminium and copper liquid can be expected. The formation of this solution is partially via diffusion of aluminium and copper atoms in each other in the liquid state and/or via mechanical mixing, possibly as a result of convection inside the melt. Copper concentration gradually decreases towards the aluminium base metal, and because of this concentration gradient between the copper insert and the aluminium base metal, a reaction area including various phases can be formed between these two metals (Fig. 2). The continuous metallic transition from insert to pure Al is shown in Fig. 3a and b.
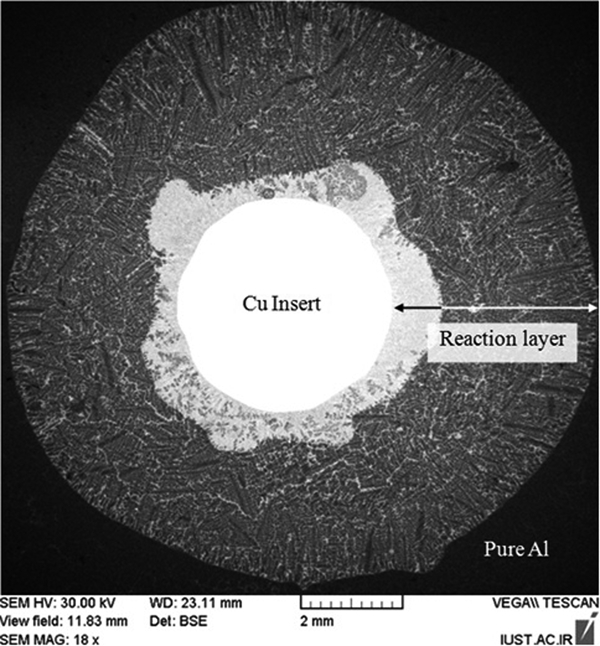
Image (SEM) of reaction interface between Al melt and Cu insert
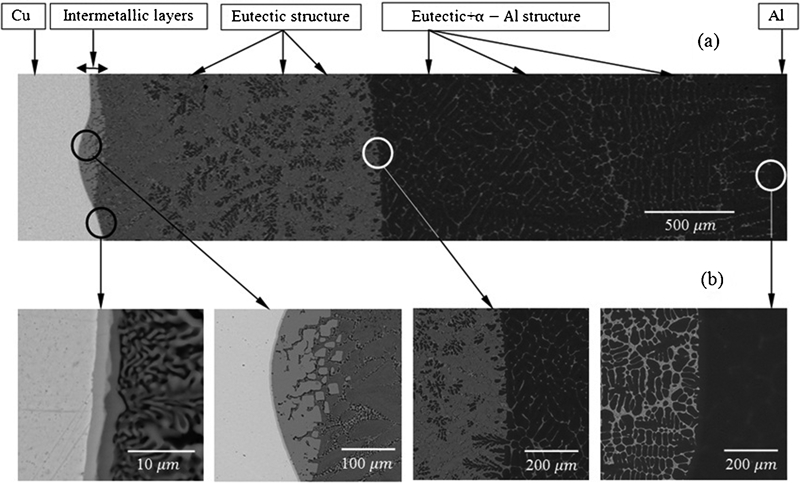
Images (SEM) of interfacial microstructures
Figure 4 shows the optical microscopy image of reaction phases near the insert. It can be seen that three compound sublayers with different thickness have been formed between the copper and the eutectic (lamellar) phase. Energy dispersive X-ray spectroscopy was performed to identify the chemical composition of these layers.
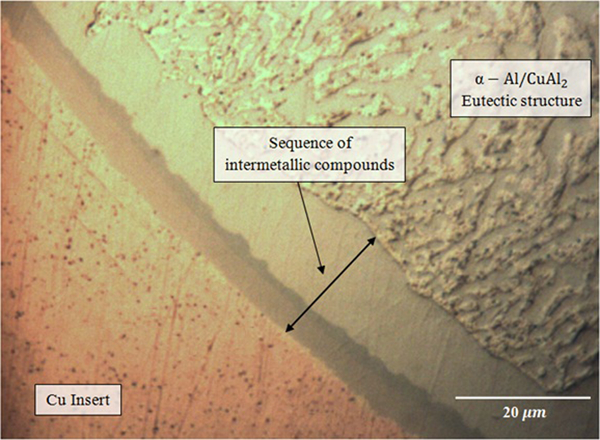
Optical micrograph showing Cu insert and sublayers
The labelled sublayers in Fig. 5 and the related EDS results are demonstrated in Fig. 6. The suggested composition for each sublayer and the existence area of phases in the equilibrium phase diagram are summarised in Table 2. As can be seen, the sequence of intermetallics is Cu9Al4, AlCu and Al2Cu from Cu towards Al respectively. Moreover, thick layers of eutectic phase and eutectic+α-Al dendritic structure are formed beside the above mentioned phases (Figs. 2 and 3).
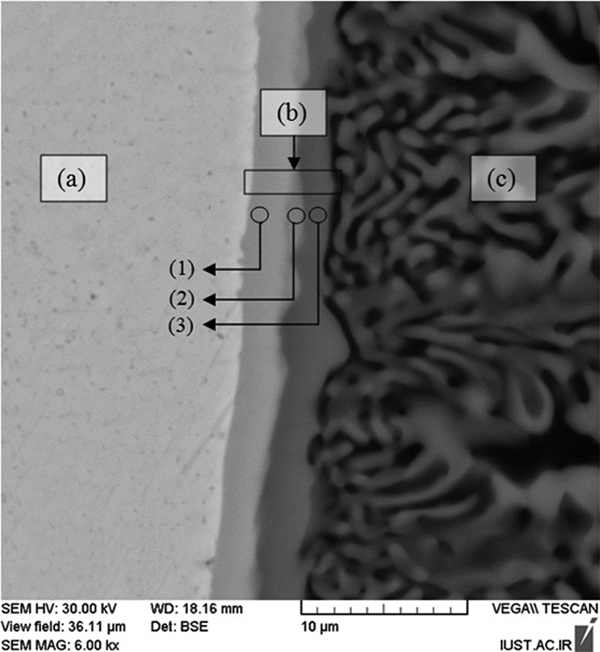
Back scattered scanning electron micrograph showing interface obtained by casting pure Al at 700°C onto copper surface
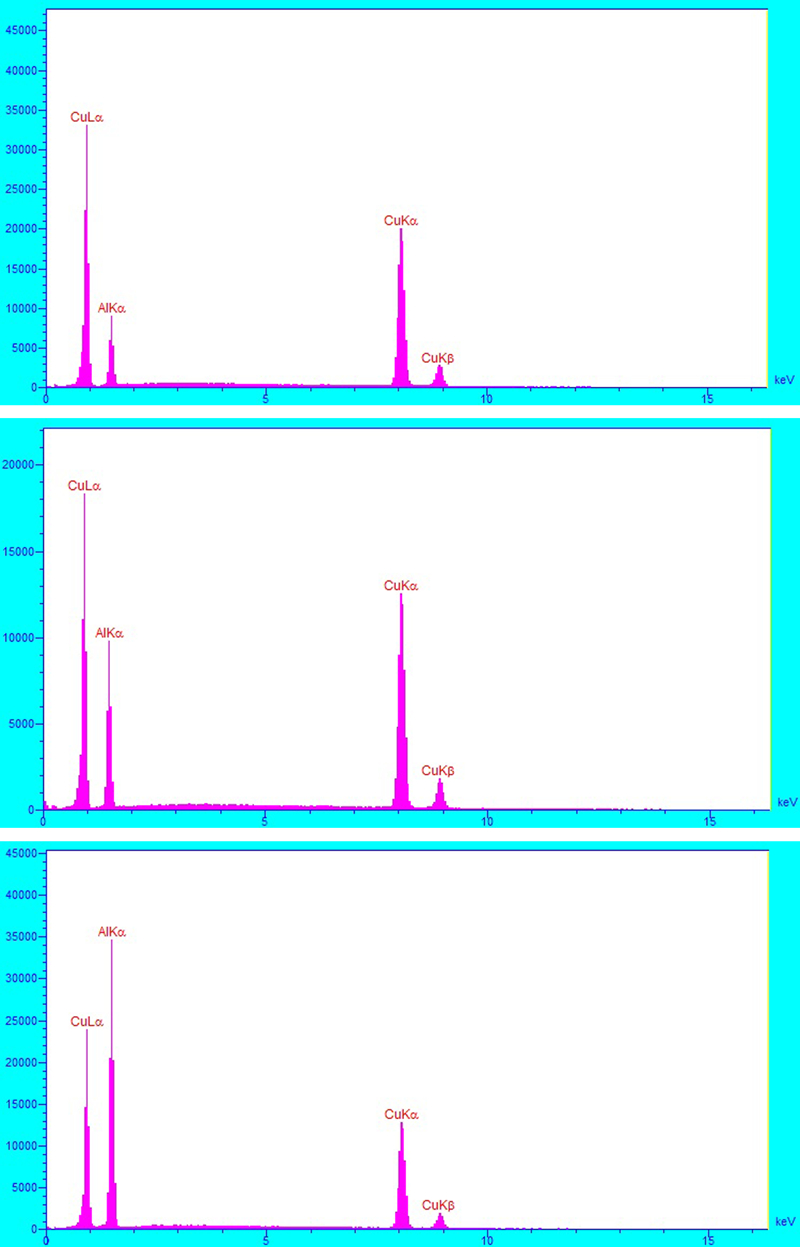
Energy dispersive X-ray spectroscopy analysis results taken from points 1, 2 and 3 in the b layer
Constitutional data on different phases

Solidification and interface formation
It is necessary for bonding that the interfacial melt maintains its liquidus state.23 Then, the heat content of the liquid Al melts the surface layer of the copper insert, and diffusion starts at the interface. This condition can be provided with adjusting pouring temperature. In the present study, pouring temperature of 700°C ensured this condition. As discussed by Viala et al.,24 as soon as mould filling is over, the temperature at the insert/alloy interface begins to decrease. Consequently, both growth and dissolution of the reaction layer (that are thermally activated processes) proceed at a slower rate. At the same time, the copper content of the liquid alloy in the vicinity of the insert surface rapidly approaches saturation under the combined effects of thermodynamics (decrease of the maximum solubility with the temperature; Fig. 7) and kinetics (migration of Cu will be more difficult in a liquid not more stirred). As a result, growth of reaction layer rapidly prevails over dissolution.
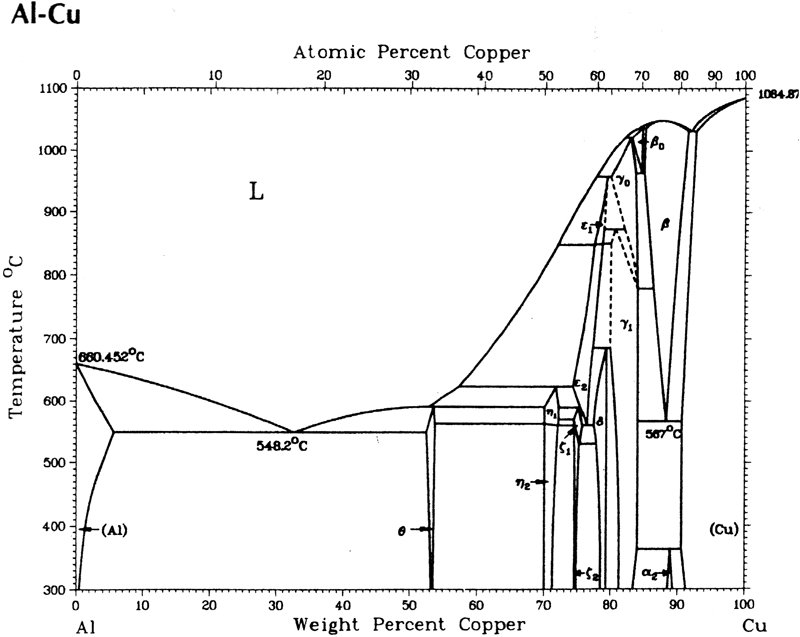
Al–Cu phase diagram26
While the temperature continues to decrease, the liquid in the vicinity of the insert surface becomes over saturated in copper. Two other processes can thus be activated: on the one hand, reactions can proceed at the liquid/solid interface (for example, L→(Al)+θ at 548°), and on the other hand, copper containing solid compounds such as γ1 (β→Cu+γ1) at 567°C) can crystallise from the liquid down to its complete solidification.
Finally, Al4Cu9(γ), AlCu(η) and Al2Cu(θ) intermetallic compounds occurred as interlayer with the sequence Cu/Al9Cu4/AlCu/Al2Cu from saturated melt near the insert during the solidification process. Many former researchers also reported that these intermetallic compounds between Cu and Al in Al/Cu bimetals are produced by other methods.6–8,10 In a ring shaped area around the insert, eutectic reaction takes place, and a eutectic structure forms in a variety of composition. Dendritic structure near aluminium base metal resulted from growth of solidification front (from mould to insert) and segregation of alloying element in the tip of dendritic arms. Subsequently, five separated layers form between copper and aluminium after solidification.
Surface oxide film
An inherent difficulty in joining metals, especially via compound casting process, is their natural surface oxide layer.17 If during compound casting process the surface oxide film is trapped between the melt and the insert, this interferes with wetting and, consequently, the formation of a contact between copper and aluminium would be difficult. Figure 8 illustrates this phenomenon that resulted in local and limited formation of metallurgical bond. Such a phenomenon has been reported in compound casting of other couples. For example, Hajjari et al.21 have reported limited interaction in Al/Mg couples when aluminium melt was cast around the magnesium insert. Liquid aluminium, because of high negative standard free Gibbs energy, represented in equation (1), has a great tendency to oxygen, and when exposed to air (atmosphere), a thin layer of surface oxide film forms rapidly on its surface.27–29 Contrary to the above mentioned case, when Mg melt was cast around the Al solid insert, a good wetting between the two metals was noticed, which was explained to be the result of reduction of the Al oxide by Mg melt21



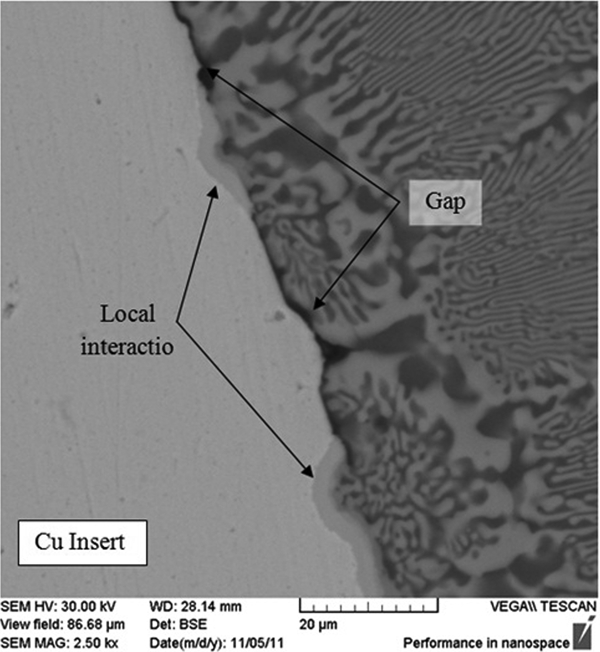
Limited interactions between copper insert and molten aluminium due to presence of oxide film at interface
Local interaction between Al melt and solid Cu
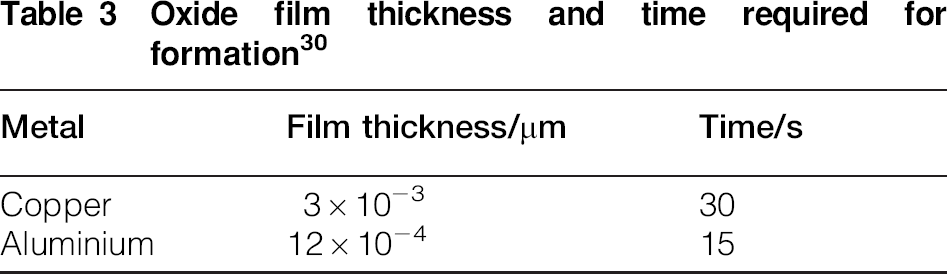
Oxide film thickness and time required for formation30
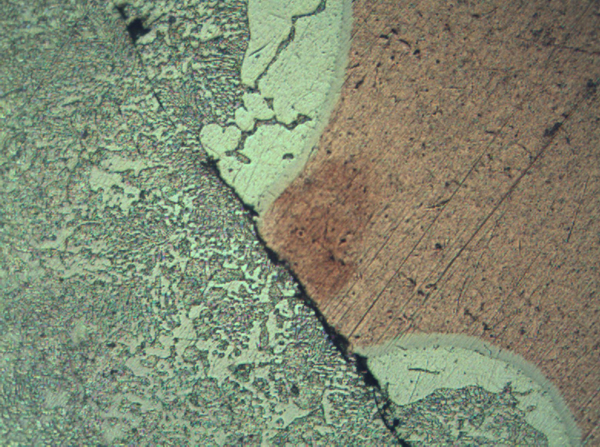
Calvo et al.10 have studied diffusion bonding between copper and aluminium and reported that removal of the oxide film from interface is the beginning stage of the formation of intermetallic compound at the interface. They explained that the oxide removal is happening by the shear displacements derived between the two materials in contact. As can be seen in Fig. 10, oxide film rupture breaks its continuity and eases the removal of the rest of it. This situation possibly existed at the interface of liquid aluminium and solid copper, and the required shear stress is provided from convection of melt around the insert.
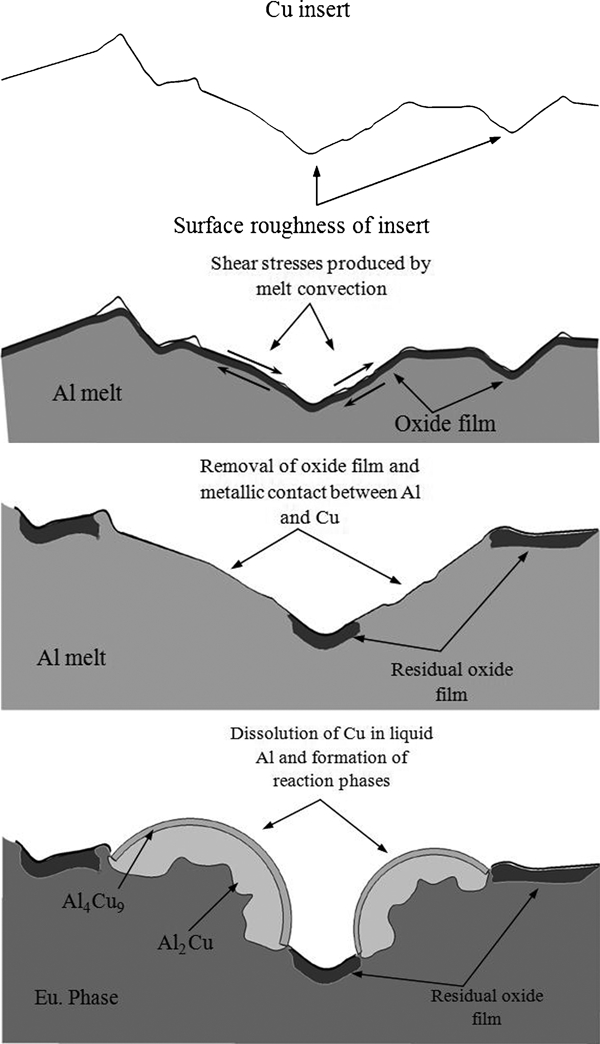
Schematic diagram of the mechanism of aluminium oxide film removal by shear displacements between microasperities in contact a) showing surface roughness of Cu insert, b) shear stresses produced by melt convection while surface oxide film of the Al melt is still in place, c) removal of the surface oxide film, d) locally dissolution of Cu in liquid Al and formation of reaction phases
If precautions are taken to avoid formation of the surface oxide film following a proper surface preparation is performed, then a true metal/metal contact can then be rapidly established in some points of the interface. In these points, a reactive wetting process is initiated, and gradual spreading of the liquid alloy onto the insert surface becomes possible.
Microhardness
Figure 11 illustrates the hardness profile of the interface of Al/Cu couples. The lower data points indicate the hardness values of the bulk substrate (Al = 27 HV and Cu = 49 HV), and the upper data points reflect the hardness of reaction zones (52–349 HV). As can be seen, a significant hardness increase is observed at distances of 1000 μm from the copper insert, and then, it gradually decreases towards the aluminium pure metal. The highest HV value, 349 HV, was detected at the Al2Cu intermetallic layer that grows and becomes a thick layer in this sample (Fig. 12). Two other intermetallic layers, Al4Cu9 and AlCu did not have enough thickness to be tested (Fig. 12). After intermetallic compounds layers, the hyper eutectic layer that contain the intermetallic phases has the highest HV value, which then decreases toward hypoeutectic, eutectic α-Al dendrite structure and aluminium base metal as can be seen in Fig. 11. Considering microhardness profile and HV values, reaction area can be divided to five parts, which are demonstrated in Fig. 13 and Table 4.
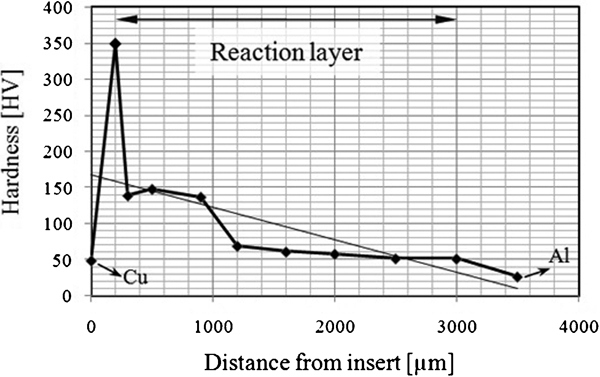
Microhardness profile measured across interface
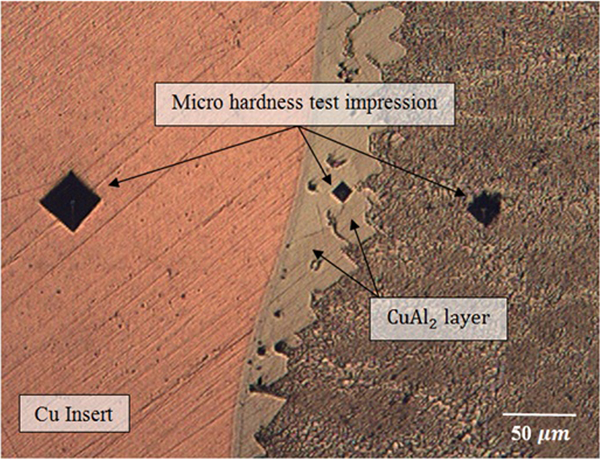
Microhardness test impression in copper insert, Al2Cu intermetallic layer and eutectic area
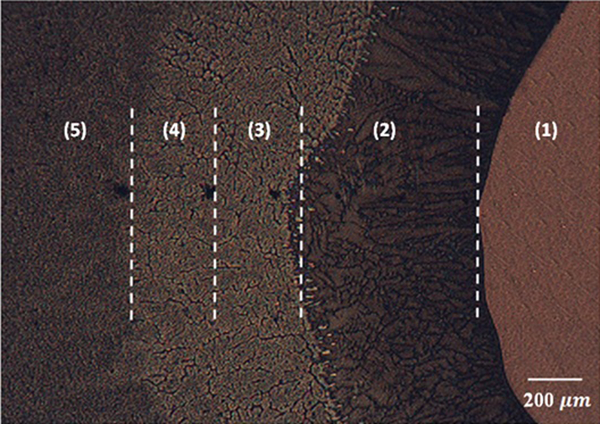
Five areas of hardness in Al/Cu couples
Characteristics of various areas shown in Fig. 13

Conclusions
The work reported here has shown the following significant points about the Al/Cu couples produced by compound casting process.
It has been found that Al4Cu9(γ), AlCu(η) and Al2Cu(θ) intermetallic compounds and a thick layer of eutectic structure and eutectic α-Al dendritic structure occur as interlayer with the sequence Cu/Al9Cu4/AlCu/Al2Cu/Eu.structure/Eu.+dendrite/Al during solidification process.
Aluminium oxide layer may cover the insert surface when melt rises up around the insert. If shear displacement, obtained from melt convection, tears and removes this oxide layer, metal–metal contact can be established and metallurgical bonds formed; if not, local and limited bonding is achieved.
Microhardness Vickers tests indicate that a significant hardness increase is observed at distances of 1000 μm from the copper insert, which gradually decreases towards the aluminium pure metal. The increase in hardness in the vicinity of insert area refers to presence of hard and brittle intermetallic in this area.