
Abstract
Microstructural evolution and mechanical responses of Mg–3Al–1Zn (AZ31) sheet processed by the asymmetric extrusion (ASE) and conventional extrusion (CE) are examined. Mechanical properties of ASE sheets were remarkably enhanced compared with CE samples. This is attributed to the subdivision of the asymmetric extrusion die along the flow passage equipped with a chamfer on one side, which would trigger the angular spread of the basal texture by introducing an asymmetry shear deformation. Moreover, subsequent annealed ASE specimens show a significant weakening of the basal texture and a combination of the superior stretch formability.
Introduction
Magnesium alloy is one of the lightest metallic materials relevant for structural applications. However, Mg alloys usually give rise to a strong texture during the primary processing such as hot rolling and extrusion, which limits the room temperature ductility related to their hexagonal close packed crystal structure.1,2 Additionally, these textured Mg alloys normally present remarkable anisotropy and compression–tension yield asymmetry.3,4 Conventionally, the extruded magnesium alloy sheet exhibits very narrow formability due to the limited number of available plastic deformation modes.5 Thus, this low capability severely restricts the applications of Mg alloy sheets. Despite that the beneficial effects of multipass and multi-temperature equal channel angular pressing have been distinctly reported in pioneering researches,6–9 it employed a large number of repetitive processing and unfavourable for the thin sheet fabrication.
The comprehensive studies of improving the room temperature formability of Mg alloy sheet were performed on the texture control.10–14 A new element in our design is that an asymmetric extrusion die conducts a chamfer on one side to introduce an asymmetry shear deformation into bulk billets, which puts a lesser demand on the tooling. Shear events take place during a single extrusion processing step of strain paths associated with the novel integrated processing. It has been demonstrated that the routes permit the processing of materials with favourable combinations of weakening basal texture to enhance the room temperature formability.
Experimental
As received cast billets of AZ31 (Mg–3Al–1Zn in wt-) alloy in 82 mm diameter was homogenised at 430°C for 2 h. The extrusions were conducted by the conventional and asymmetric extrusion dies at temperature of 430°C with the speed of extrusion 20 mm s−1, resulting into sheets of 56 mm in width [transverse direction (TD)] and 1 mm in thickness [normal direction (ND)], corresponding to an extrusion ratio of 101·3∶1. Figure 1 represents the longitudinal section of the flow passage in the conventional and asymmetric extrusion dies with different horizontal passage lengths (L = 4, 8 and 12 mm respectively). The asymmetry created by asymmetric extrusion die along the flow passage was expected to introduce a large amount of shear deformation in the whole thickness of the sheets in one pass. The portion of specimens processed by four extrusion dies was annealed at 300°C for 1 h. The microstructure was examined by optical microscopy and electron backscatter diffraction (EBSD) analysis using an HKL Channel 5 System equipped in a scanning electron microscope (FEI Nova 400 FEG-SEM). The (0002) pole figures were measured by an X-ray diffractometer (Rigaku D/Max 2500).
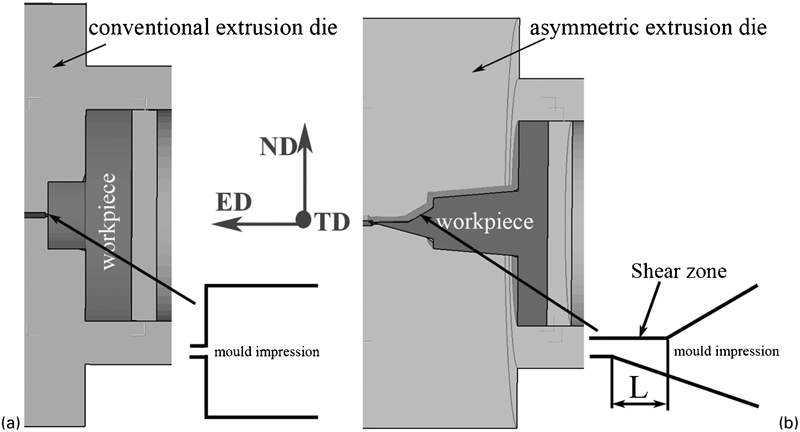
a conventional extrusion die (extrusion die I); b asymmetric extrusion dies: L=4 mm (extrusion die II), 8 mm (extrusion die III) and 12 mm (extrusion die IV)
Tensile samples 12 mm in gage length, 6 mm in width and 1 mm in thickness were machined from the sheets with various directions tilting 0° (ED), 45° and 90° (TD) to the extrusion direction (ED) respectively. The mechanical tests were performed at a constant strain rate of 10−3 s−1 using a CMT6305-300KN universal testing machine at room temperature.
Results and discussion
The microstructures of as extruded and subsequent annealed AZ31 sheets are observed in the ED–ND plane, as shown in Fig. 2. Here, specimens I–IV were extruded at the extrusion dies I–IV respectively. The as extruded specimen I consists of a finer and more equiaxed grain structure with an average grain size of 12·7 μm. The dynamic recrystallisation (DRX) behaviour is evaluated in the AZ31 alloy sheets, whereby new grains are generated at existing grain boundaries during hot extrusion.15 The as extruded asymmetric extrusion (ASE) sheets are characterised by an inhomogeneous structure of deformed elongated grains and finer equiaxed grains, which indicates that some grains are not fully DRX owing to the shear strain.16 The average grain sizes of the as extruded specimens II–IV are 18·9, 18·3 and 17·7 μm respectively. It can be clearly seen that there exists a slight decrease gradient of the grain sizes along with increasing horizontal passage lengths of the asymmetric extrusion dies because of the larger effective shear strain.17 As shown in Fig. 2e–h, since the thermal energy is high enough to initiate some small grains of as extruded specimens to grow up owing to the static recrystallisation,18 grain sizes of the annealed specimens are more equiaxed and finer.
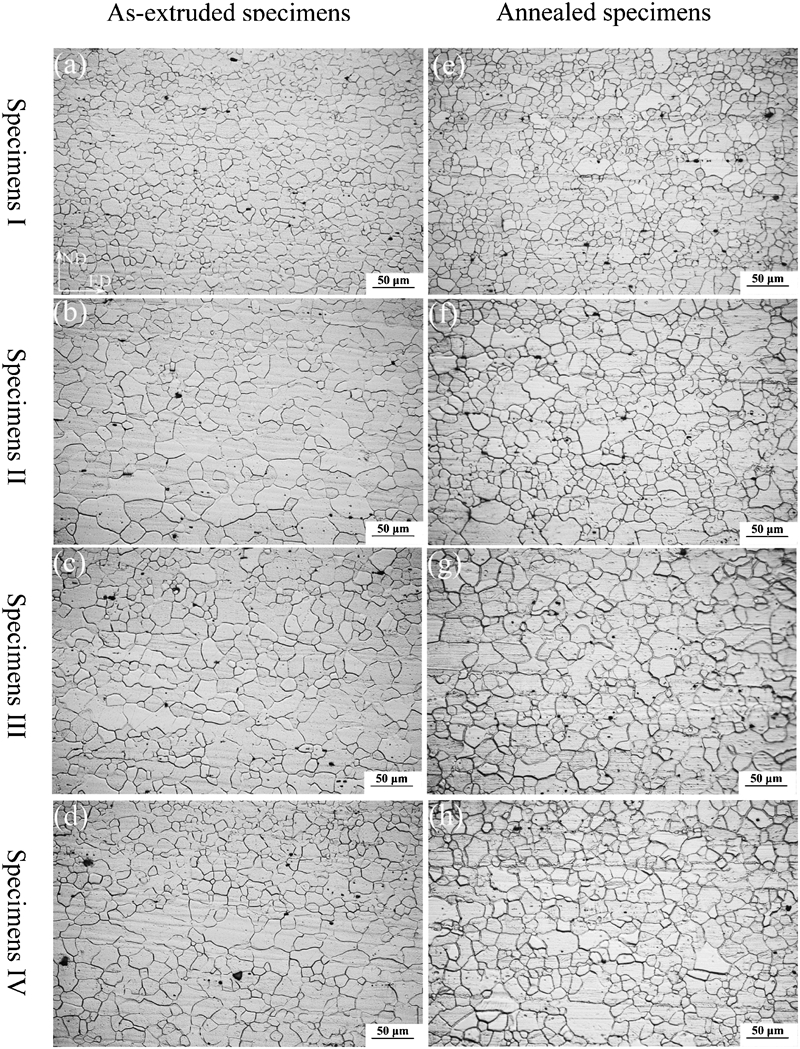
Optical micrographs of as extruded and annealed AZ31 alloy sheets
Figure 3 shows (0002) pole figures and EBSD orientation maps of as extruded and subsequent annealed AZ31 sheets. The specimens develop a (0002) basal texture, and < > direction in most grains was orientated parallel to the extrusion direction after hot extrusion. The texture intensity in the ASE specimens is just a little stronger than specimen I; nevertheless, the former texture is scattered by the asymmetric extrusion at the shear zone. It is suggested that a bigger horizontal passage length in the asymmetric extrusion die would impose the maximum asymmetric shear deformation. This makes the basal texture rotate towards the imposed shear direction in the successive pass during hot extrusion process.19 The texture of subsequent annealed ASE specimens became more dispersive along the ED, and the maximum basal texture intensity was significantly weakened compared with specimen I. The grains largely altered c axis orientation of the hexagonal lattice from their original tilted positions during the annealing treatment as a result of the static recrystallisation.10,20 Hence, a dispersion of orientations occurs, as shown in Fig. 3f–h.
> direction in most grains was orientated parallel to the extrusion direction after hot extrusion. The texture intensity in the ASE specimens is just a little stronger than specimen I; nevertheless, the former texture is scattered by the asymmetric extrusion at the shear zone. It is suggested that a bigger horizontal passage length in the asymmetric extrusion die would impose the maximum asymmetric shear deformation. This makes the basal texture rotate towards the imposed shear direction in the successive pass during hot extrusion process.19 The texture of subsequent annealed ASE specimens became more dispersive along the ED, and the maximum basal texture intensity was significantly weakened compared with specimen I. The grains largely altered c axis orientation of the hexagonal lattice from their original tilted positions during the annealing treatment as a result of the static recrystallisation.10,20 Hence, a dispersion of orientations occurs, as shown in Fig. 3f–h.
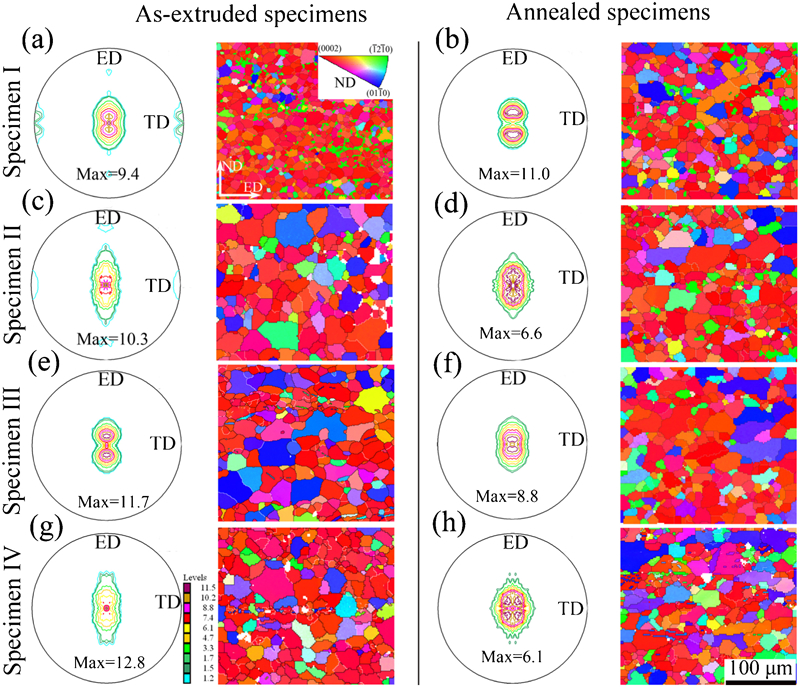
a, c, e, g (0002) pole figures and EBSD orientation maps of as extruded and b, d, f, h subsequent annealed AZ31 sheets
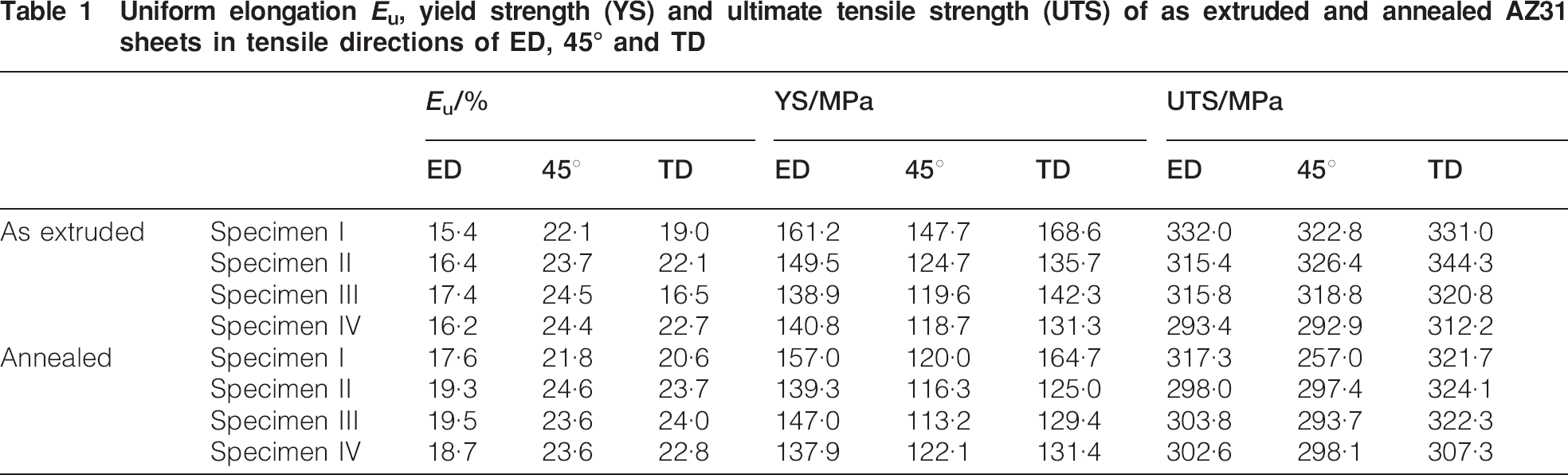
The mechanical properties in the tensile directions of ED, 45° and TD of the AZ31 sheets are summarised in Table 1, and the average values of the 0·2 proof yield stress (YS), the ultimate tensile strength (UTS), the uniform elongation Eu, the Lankford value (r value), the Erichsen value (IE) and the strain hardening exponent value (n value) of the annealed specimens are shown in Fig. 4. Note that the as asymmetric extruded specimens show much lower YS and higher Eu than the conventionally extruded specimens. The in-plane anisotropies of the annealed specimens are not significant owing to the weaker basal texture. The shear strain causes some small divergence of the grain orientation during the asymmetric extrusion process, which would trigger the angular spread of the basal plane. This selected route can favour texture modifications. Hence, the tensile ductility of ASE AZ31 alloy sheets is strongly superior to that extruded in conventional extrusion die at room temperature. Furthermore, it is remarkable to note that the annealed specimens exhibit better room temperature ductility than as extruded specimens owing to the weaker texture. As shown in Fig. 4b, the average n value and the average Erichsen values of the ASE specimens are larger than those of specimen I. Meanwhile, the average r value is lower than one in specimen I. Therefore, the stretch formability of the annealed ASE specimens is prominently enhanced. A weaker basal texture may cause a larger Schmid factor ms, which was favourably oriented for basal slip.21 It is well known that the main disadvantage of basal slip in magnesium alloy sheets is a strong basal texture during tensile deformation. The thickness strain of tensile samples is produced by pyramidal <c+a> slip, while the width strain is generated by prismatic <a> slip. The mechanical behaviour of AZ31 alloy sheet prepared by different extrusion processes can be directly connected to their textures and microstructures. Alternatively, weakening the basal texture is favourable for basal slip during deformation compared with a strong basal texture Mg sheets,22 which leads to enhance the room temperature formability.
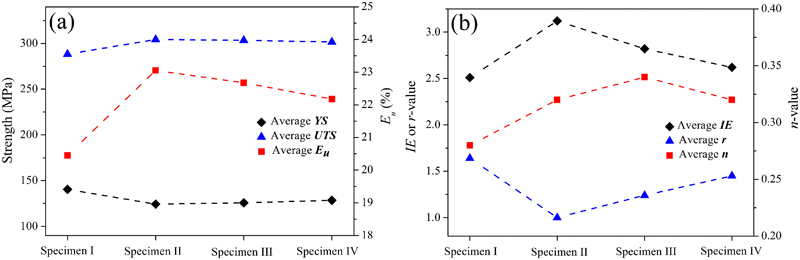
Average values of a YS, UTS and Eu and b IE, n value and r value of annealed specimens
Uniform elongation Eu, yield strength (YS) and ultimate tensile strength (UTS) of as extruded and annealed AZ31 sheets in tensile directions of ED, 45° and TD
Conclusions
The present studies show that the asymmetric extrusion processing can effectively modify the texture of AZ31 alloy sheet. The intense asymmetric shear deformation occurs via the asymmetric extrusion equipped with a chamfer on one side, that is, the strain incompatibilities emerge in neighbouring grains. This leads to the rotation of basal texture and then scatters texture in one extrusion pass. Meanwhile, the subsequent annealing treatment can significantly encourage the basal texture to weaken and split. A remarkable improvement in the formability can be achieved by the asymmetric extrusion, and thus, this approach represents an efficient alternative to be beneficial for improving productivity effect of magnesium alloy.
Footnotes
Acknowledgements
The authors are grateful to the financial support from the National Natural Science Foundation of China (grant no. 51171212), Chongqing Science and Technology Commission (grant nos. 2010CSTC-HDLS, CSTC2010AA4048 and CSTC2012JJJQ50001), China National Funds for Distinguished Young Scientists (grant no. 50725413) and The National Industrialization Technology and Development Program of China (grant no. 2011BAE22B03-3).