
Abstract
The microstructure and oxidation behaviour of NiAl and NiAl/ZrC coatings prepared by cold spraying of ball-milled Ni/Al alloy powders were investigated. The microstructure of the mechanically alloying Ni/Al powder and NiAl coating was characterised by scanning electron microscopy and X-ray diffraction analysis. The results show that the homogeneity of the microstructure of ball-milled Ni/Al composite powder was modified by the addition of fine ZrC particles. The microstructure of the cold sprayed NiAl/ZrC coatings was denser than that of the NiAl coatings without the addition of ZrC particles. α-Al2O3 oxide scales were formed on the surface of both NiAl coating and NiAl/ZrC coatings during oxidation at 1050°C. After NiAl with ZrC addition was oxidised at 1130°C for 50 h, the α-Al2O3 scale was less than 5 μm, which exhibited excellent oxidation resistance.
Keywords
Introduction
NiAl intermetallic compounds are regarded as promising candidates for the development of the next generation of high-performance high-temperature structural materials because of its high melting temperature, high creep strength, low density, high corrosion and oxidation resistance.1,2 Now NiAl is also extensively used in coatings for erosion resistance, oxidation resistance and bond coating of thermal barrier coatings (TBC). Because of the properties of poor toughness and damage tolerance at room temperature (RT), inadequate strength and creep resistance at elevated temperature, NiAl coatings were usually made by electron beam physical vapour deposition (EB-PVD), reactive hot compaction3 and reactive infiltration processing,4,5 which severely limit their wide application. Liu et al.6 found minor carbon addition prolonged the second stage of creep strain curves and improved creep properties. Some carbide was precipitated during creep tests in modified alloy. M23C6 carbide precipitated at lower temperature (871–982°C), while (M6C)2 carbide precipitated at higher temperature (>1000°C), all of which was considered to be beneficial to creep properties. A small amount of MC carbide formed during solidification and its decomposition product (M6C)1 was detrimental to mechanical properties, which together with micropores provided the site of initiation of cracks and led to the final fracture. More recently, it has been hypothesised that the presence of hard and non-deformable particles also influences the microstructural evolution during milling.7,8 Yihui et al.9 found the addition of a certain level of carbon element can reduce the hardness and yield strength of the polycrystalline NiAl alloys. The addition of reactive elements to NiAl alloys has long been known to improve the adherence of the alumina scale, which grows on the surface of the alloys.10
The objective of this article is to improve the NiAl coatings by means of preparation of ball-milled powder with the desired amount of zirconium by adding the zirconic compound to Ni/Al powder before milling. Then Ni/Al alloy coating was deposited by the cold spraying process using ball-milled powder. Subsequently, NiAl intermetallic compound coatings were oxidised and characterised.
Experimental procedure
The commercial Ni power (99⋅8 wt-, 89 μm, Jinchuan Group Ltd, Jinchang, China) and Al power (99⋅5 wt-, 74 μm, Youxinglian Nonferrous Metals Ltd, Beijing, China) were blended with an Ni/Al atomic ratio of 1:1. The amount of commercial ZrC only occupied about 0⋅1 at- of NiAl. These mixtures were combined with 6⋅4-mm-diameter stainless balls in a mass ratio of 30:1 and were cryomilled at a rate of 180 rpm in a modified Union Process 01-ST attrition mill for 8 h in a liquid nitrogen environment at 77–87 K, which was continuously introduced into the mill during milling operation to ensure complete immersion of powders. The cryogenic milled powder was milled in ethanol to regulate the particle size suitable for cold spraying. Finally, the milled powder was sieved to a size less than 50 μm and chosen as the feedstock for spraying deposition. The size distribution of the milled powder was determined by a laser diffraction sizer (MASTERSIZER 2000, Malvern Instruments Ltd, the UK). The homemade cold spray system which consisted of a nozzle, a heater, and a compressed gas supply unit was used in these experiments. The setup of this system has been described in detail elsewhere.11 The particles were accelerated through a standard De Laval type of nozzle with a circular exit cross-section (a diameter of 6 mm and a throat diameter of 2 mm). In the present study, nitrogen gas was used as the driving gas and particle carrying gas. The setup was operated at a chamber pressure of 2⋅0 MPa and a preheating temperature of 350°C. The standoff distance from the nozzle to the substrate was 20 mm. During deposition, the spray gun was manipulated by a robot at a traverse speed of 100 mm s−1 relative to the Inconel 738 substrate. The as-sprayed coating was then annealed at 1080°C for 10 h under an argon atmosphere in a furnace with a heating rate of 10°C min−1. The annealed Ni/Al and Ni/Al–ZrC coatings were oxidised at 1050°C for 200 h in a furnace. The structure of coatings was analysed by an X-ray diffraction diffractometer (XRD) (XRD-6000, Shimadzu, Kyoto, Japan) using Cu Kα radiation. The microstructure and composition of coatings were characterised by a scanning electron microscope (SEM) TESCAN-VEGA with an energy dispersive spectrometer (EDS) through the cross-section.
Results and discussion
The evolution of the Ni/Al intermetallic compound coatings
Figure 1 compares the cross-sectional microstructure of Ni/Al and Ni/Al+ZrC particles. It can be seen that Ni/Al with ZrC particles are smaller and more homogeneous than Ni/Al particles, which agrees with the experimental results in Ref. 12. This observation is rationalised on the basis of a mechanism involving the interactions of dislocations with hard, non-deformable particles, and thermally induced dislocation generation because of the thermal expansion coefficient difference between the Ni (Al) matrix and the ZrC particles. The mean particle size of Ni/Al powder is 50⋅1 μm and that of Ni/Al+ZrC powder is 25⋅4 μm. After milling, the Ni/Al particles show a typical microstructure of milling powders and a fine lamellar structure is present in the particle (Fig. 1a). Two distinguishable regions with different microstructural characteristics can be clearly seen. Meanwhile, a few relatively thick layers are still present in the particle. But the lamellar structure cannot been observed in the Ni/Al+ZrC particle and the particle is more homogeneous.
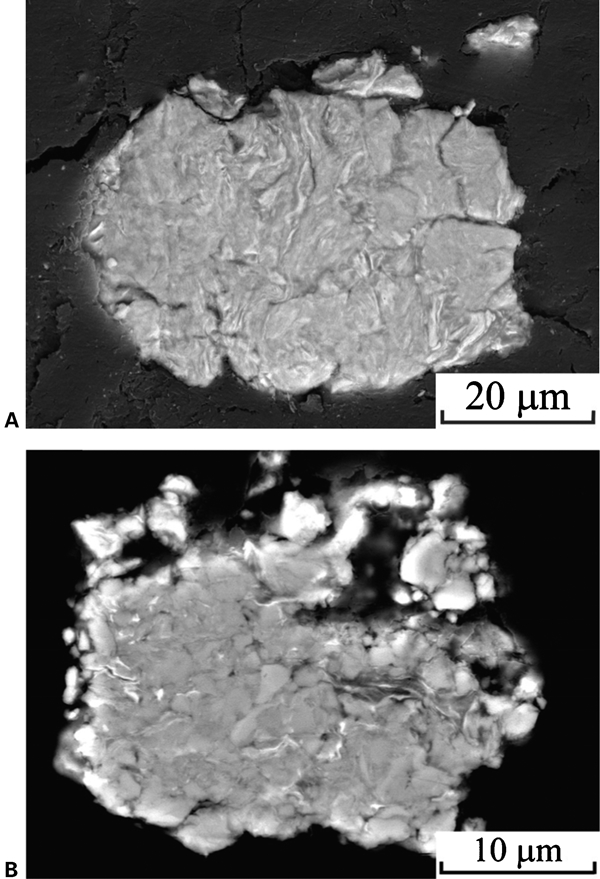
Cross-sectional microstructure of Ni/Al particles: a N/iAl; b Ni/Al+0⋅5ZrC
Figure 2 shows the microstructures of Ni/Al alloy coatings after annealing at 1080°C for 10 h. It can be seen that the coating contained a uniform NiAl structure. A near fully dense NiAl was achieved in NiAl and NiAl+ZrC coatings, and the NiAl+ZrC coating was denser than NiAl coating (Fig. 2). The coatings of NiAl and NiAl+ZrC were not oxidised completely inside, and the interface between the NiAl coating and the substrate was combined well. In addition, it was found that the diffusion layer at the interface was present in the Ni/Al+ZrC coating, but it was not obvious in the Ni/Al coating. These results clearly indicated that the reaction process is believed to be controlled via in-suit solid-state diffusion. Zhu et al. also reported that reactive processing of nickel–aluminide intermetallic compounds was controlled by solid-state diffusion.13 The phase of the formation sequence during the annealing treatment of Ni/Al alloy coatings in the present study agrees well with the published results.13–17
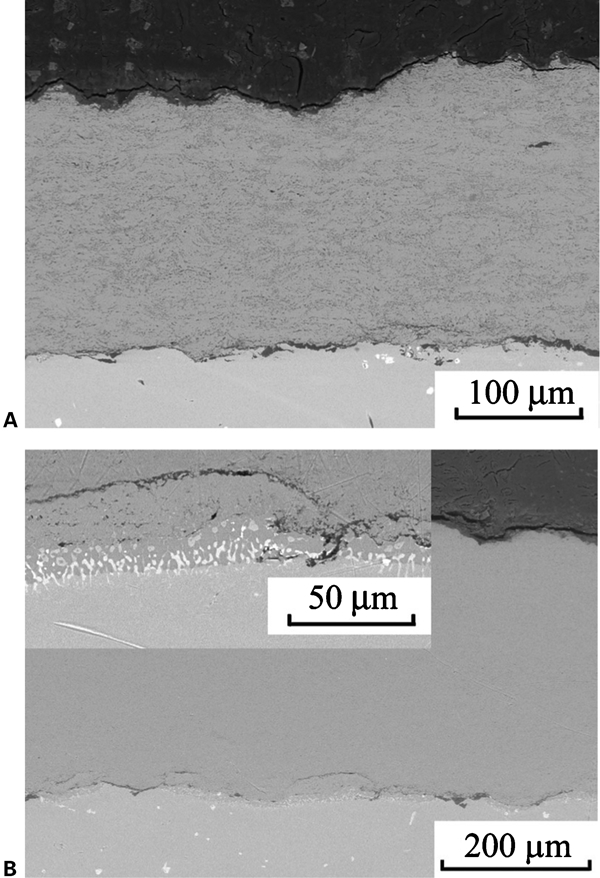
Cross-sectional microstructure of Ni/Al alloy coatings annealed at1080°C for 10 h: a Ni/Al and b Ni/Al +0⋅07ZrC
Figure 3 compares the X-ray diffraction patterns of annealed Ni/Al coating with annealed Ni/Al+ZrC coating. It can be seen from Fig. 3 that peaks of Ni and Al cannot be observed and only the NiAl phase and Al2O3 are detected without addition reaction. The Al2O3 mostly came from the milling-powder and annealing procedure. From the X-ray diffraction analyses it is clear that there is no obvious difference in the main crystal structure between Ni/Al coating and annealed Ni/Al+ZrC coating.
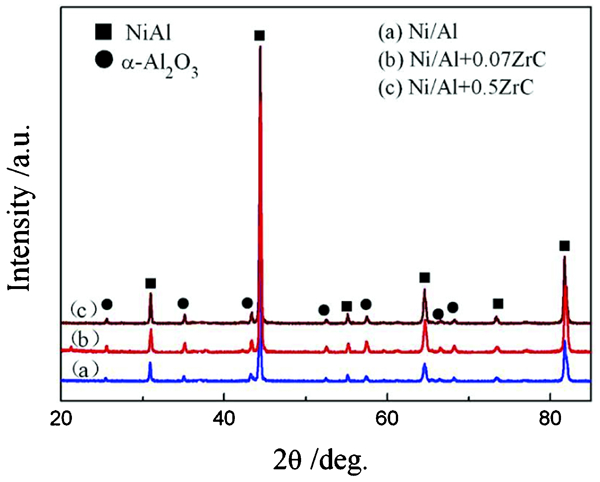
X-Ray diffraction analyses of NiAl and NiAl+ ZrC after annealing treatment
High-temperature oxidation tests
Surface of coatings
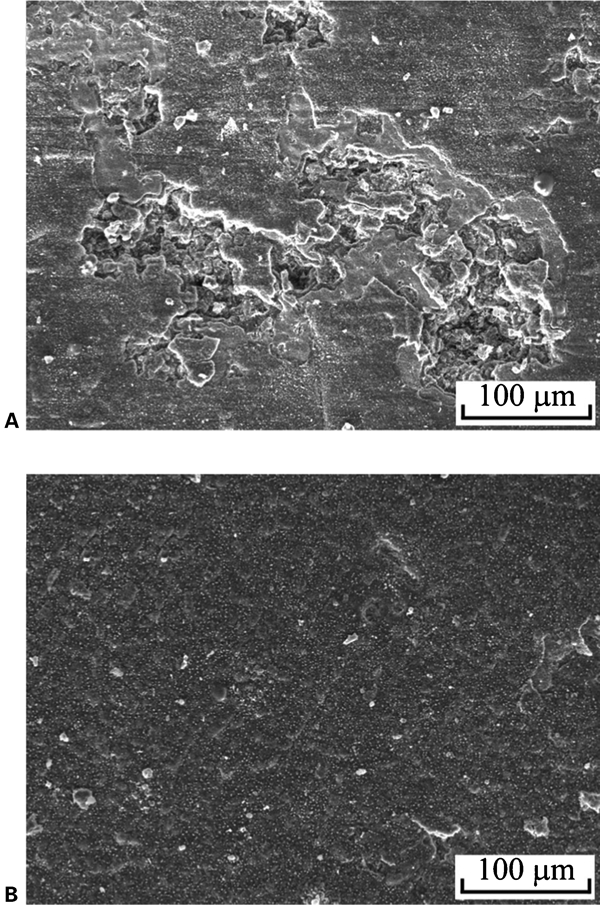
The surface morphologies of NiAl coating and NiAl+0⋅07 at- ZrC coating oxidised at 1050°C for 1 h are shown in Fig. 4. It can be seen that the two scale surface morphology was generally uniform without any difference. ZrC dispersion in NiAl has no influence on the morphology of coating in this condition. Fig. 5 shows the surface morphologies of NiAl coating and NiAl+0⋅07 at- ZrC coating oxidised at 1050°C for 10 h. From Fig. 5, no grain orientation can be seen, which was disordered. This may be a result of the finer grain size obscuring grain orientation effects on the scale morphology.18–20 The most commonly observed microstructure was a mixture of fine-grain (submicrometre) blades. This linked the bladelike morphology to metastable aluminas such as θ-A12O3. Hardly any void and cracks can be observed in Fig. 4, which agrees with the inside oxidation. It is isolate and not linked.

Surface of NiAl coating oxidised at 1050°C for 1 h of NiAl a and of NiAl+0⋅07 at- ZrC b
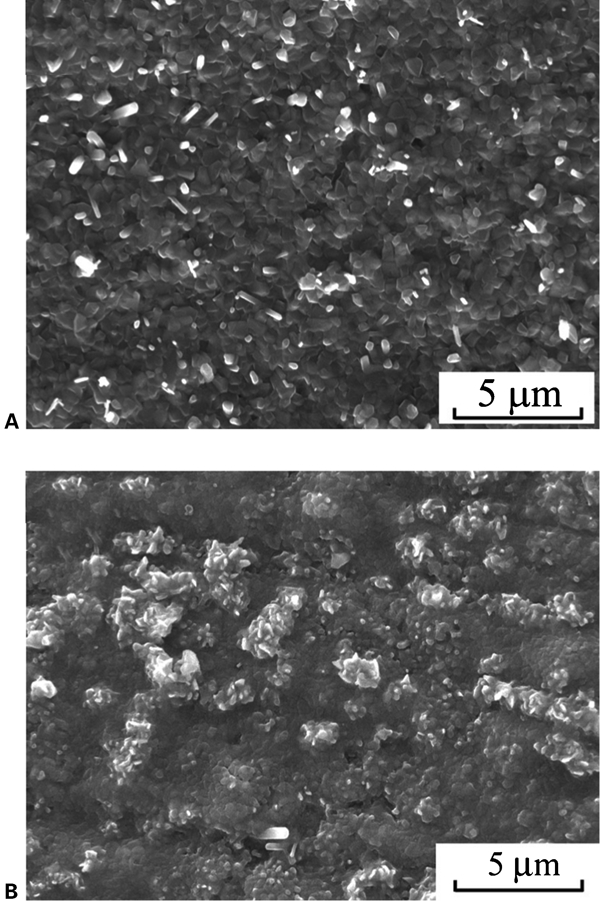
Surface of NiAl coating oxidised at 1050°C for 50 h of NiAl a and of NiAl+0⋅07 at- ZrC b
It can be seen from Fig. 6 that the scale of NiAl+ZrC after 85 h oxidation did not spall, but the scale of NiAl had begun to spall after 100 h oxidation. The adhesion between the oxide scale and NiAl intermetallic was improved by the addition of ZrC particles.
Surface of NiAl alloy coatings oxidised at 1130°C for 100 h of NiAl a and for 85 h of NiAl+0⋅07 at- ZrC b
Figure 7a shows the interface between the NiAl coating and the substrate oxidised at 970°C for 50 h. There is severe oxidation between the NiAl coating and the substrate (Fig. 7a). Figure 7b shows the interface between the NiAl+0⋅07 at- ZrC coating and the substrate oxidised at 1050°C for 100 h. In the case of ZrC addition, severe oxidation did not occur (Fig. 7b). It can be seen from Fig. 7 that there is an obvious diffusion layer in the oxidised NiAl+ZrC coating, but it is not obvious in oxidised NiAl coating. While the detailed mechanism of diffusion of this material is not well understood, the following may be related to this phenomenon:
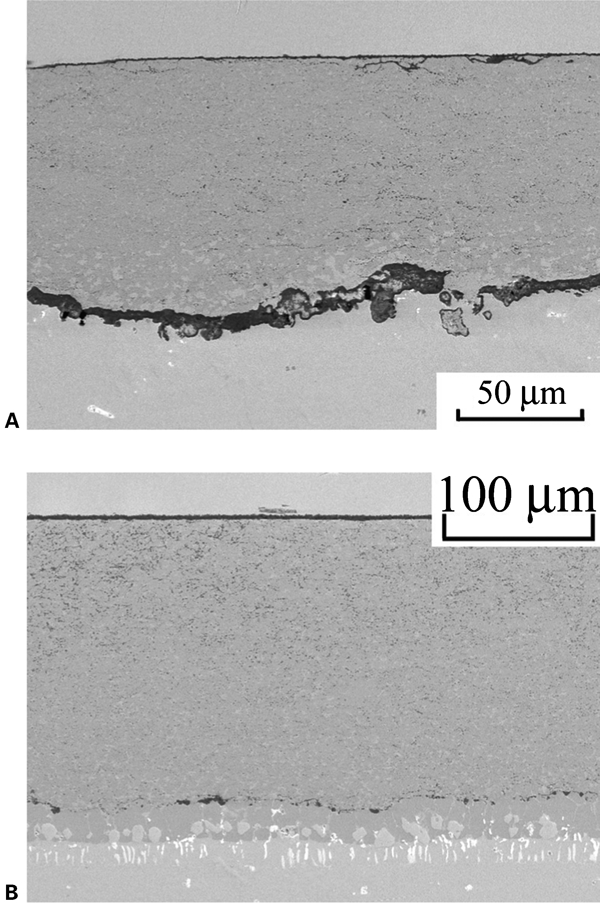
Cross-sectional microstructure of NiAl alloy coatings oxidised at 970°C for 50 h of NiAl a and at 1050°C for 100 h of NiAl+0⋅07 at- ZrC b
Density of the coating. NiAl+ZrC is more denser and the diffusion of O2 was slower, and then there is no severe oxidation between the NiAl coating and the substrate.
The impact of interface diffusion of ZrC. ZrC may prevent the interdiffusion of alloying elements at high temperature and then reduced the interface oxidation.
Figure 8 shows the microstructures of the NiAl and NiAl+0⋅07 at- ZrC oxidised at 1130°C for 50 h. A uniform oxide layer can be observed in the cross-sections of samples (Fig. 8). The scale of NiAl+ZrC is thicker than that of NiAl. Although the coating of NiAl+ZrC has a thick oxide scale, there is no void in the scale and the interior of the coating is also not oxidised. Dot oxide can be seen in the interior of NiAl and NiAl+ZrC coatings over 1050°C. But this is not different from the addition of Ce, which led to the generation of rootlike oxide inside the barrier coatings (BCs). The growth of the rootlike oxide can improve the adherence of the alumina scale, but harmful to the oxidation resistance.
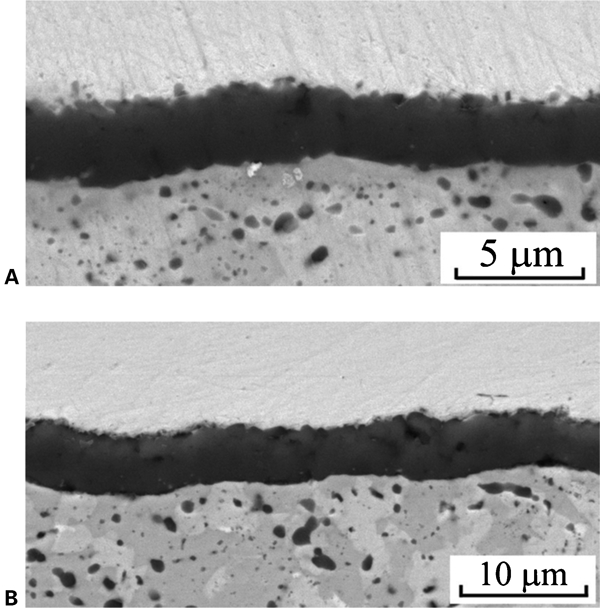
Cross-sectional microstructure of NiAl alloy coatings oxidised at 1130°C for 50 h of NiAl a and at 1130°C for 50 h of NiAl+0⋅07 at- ZrC b
X-Ray diffraction analyses of coating
Figure 9 compares the X-ray diffraction analyses of oxidised NiAl and NiAl+ZrC coating at 1050°C for100 h. During oxidation, β-NiAl is the main phase and α-Al2O3 is the main constituent of the thermally grown oxide (TGO). With increasing oxidation time, there is a gradual increase in the Ni3Al phase and composite oxide NiAl2O4.
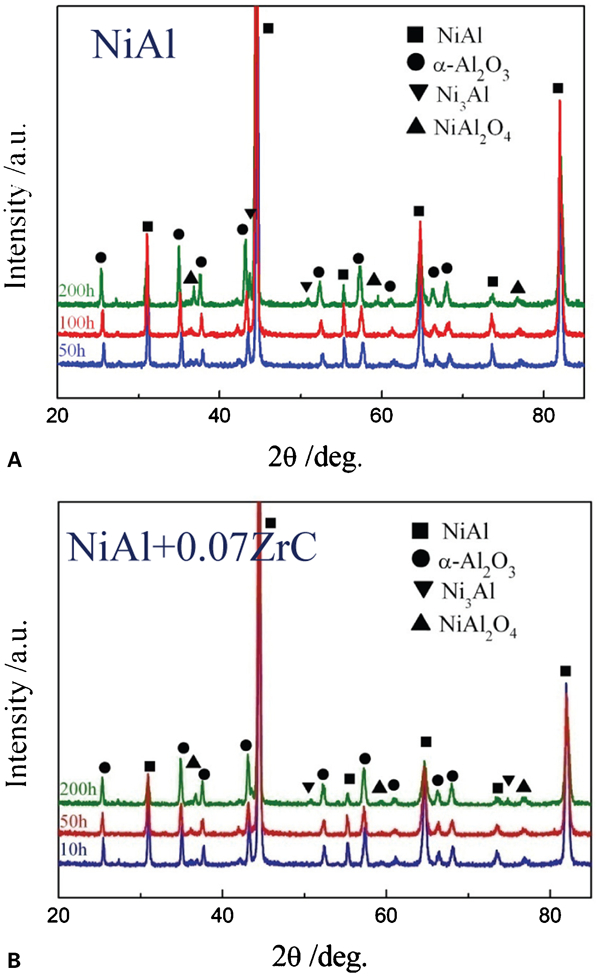
X-Ray diffraction analyses of coatings oxidised at 1050°C for 100 h of NiAl a and of NiAl+0⋅07 at- ZrC b.
Conclusions
In order to improve the properties of NiAl, ZrC was added to the Ni/Al powders in this study. The following conclusions can be drawn:
A dense Ni/Al alloy coating can successfully be deposited by cold spraying using the mechanically alloyed powder as feedstock. After annealing treatment at 1050°C, the coating contained a uniform NiAl structure with a small amount of Al2O3 and a near fully dense NiAl was achieved.
The addition of ZrC ceramic particles can influence the microstructure of the Ni/Al powder, and then improve the coatings dense.
The addition of ZrC ceramic particles can influence the property of the interface between the NiAl coating and the substrate.
The addition of ZrC can obtain a very dense alumina scale. After NiAl with ZrC addition was oxidised at 1130°C for 50 h, the α-Al2O3 scale is less than 5 μm, which exhibits excellent oxidation resistance.