
Abstract
For extruded magnesium alloy, prior compression along extrusion direction has great influences in the flow stress during subsequent tension. Detwinning plays an important role for these influences. In the present study, the effects of different prestrains on strain hardening behaviour during subsequent tension were examined in an extruded magnesium alloy AZ31. The results showed that the existence of detwinning decreased the tensile yield stress. Samples with different prestrains exhibited different strain hardening behaviour during subsequent tension. The reorientation due to detwinning had a great effect on strain hardening during tension. In addition, the effect of detwinning on ultimate elongation was investigated. The results showed that the sample with higher prestrain always has higher ultimate elongation due to the contribution of detwinning on macroscopic strain.
Introduction
Magnesium and its alloys have attracted much attention in the past decades because of their low density (for pure magnesium, ρ = 1·74 g cm−3) and potential application as light weight structural materials.1–4 However, the applications of these alloys are still restricted because they exhibit many drawbacks such as poor formability, strong levels of anisotropy and yield asymmetry between tension and compression.5,6 For magnesium and its alloys, twinning is very important during plastic deformation because they do not have enough slip systems to accommodate plastic deformation.7,8 Among all the possible twinning modes, extensive twinning, i.e. {10–12} type twinning, is the easiest activated twinning in magnesium and its alloys. On one hand, the easy slip systems, i.e. basal slip systems, are incapable of accommodating strain along the direction of c axis. 9 On the other hand, non-basal slip systems are harder to activate than {10–12} twinning because they need higher critical resolved shear stresses. 10 Therefore, extensive twinning always occurs during deformation in magnesium and its alloys, especially in material with strong levels of texture. Twinning is reported to be of polarity. In magnesium and its alloys, the extensive twinning on the {10–12} planes along <10–11> directions can be activated when tension is along the c axis or compression is perpendicular to the c axis of the grain. 11 In this regard, twinning is often responsible for the mechanical anisotropy and yield asymmetry in magnesium and its alloys. Twinning has effects on strain hardening during deformation, but the mechanism of strain hardening due to twinning is still not fully understood. Rohatgi et al. 12 suggested that the grain subdivision resulting from twinning is responsible for strain hardening during deformation, but Barnett 13 pointed out that the reorientation due to twinning had a more significant effect on strain hardening.
Detwinning, which is reported to be the opposite process relative to twinning, often occurs when there is stress in the reverse direction after twinning. Wang and Huang 11 pointed out that the detwinning in the twinned areas led to a significant drop in tensile yield strength during subsequent tension. In fact, detwinning is also accomplished via the glide of multiple twinning dislocations. That is to say, detwinning is actually a twinning process occurring in the twinned area if there is a reverse stress. Therefore, it also plays a role in reorientation for the twinned area. Many previous publications (e.g. Refs. 11 and 14–16) have reported the microstructure and texture evolution during detwinning process. The previous research 11 showed that the yield stresses during subsequent tension were nearly equivalent, irrespective of the amount of predeformation strain. However, up to now, there is no report about the effects of different predeformation strain on strain hardening behaviour and ultimate elongation during subsequent tension. In the present paper, we examine the difference of the strain hardening behaviours between samples with and without precompression because for the prestrained sample, the detwinning fraction can be controlled by the amount of prestrain. The aim for this study is to validate the roles of twinning on strain hardening due to its role of reorientation. In addition, the contribution of detwinning in ultimate elongation was investigated.
Experimental
The starting material used in the present study is an AZ31 cast alloy. After heat treatment at 420°C for 12 h, extrusion was conducted at a container temperature of 300°C with an extrusion ratio of 25∶1, resulting in a rod measuring 16 mm in diameter. The extruded bar exhibits nearly equiaxed grains with a mean grain size of ∼10 μm (Fig. 1).
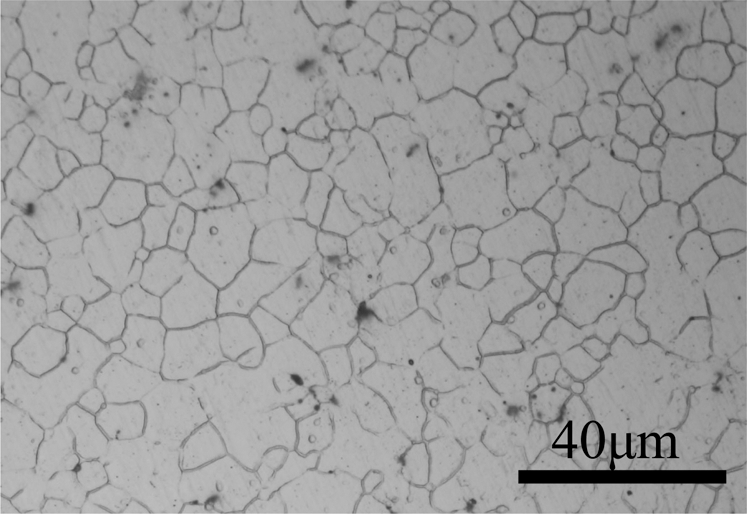
Microstructure of extruded magnesium alloy AZ31
Considering the dimensions of specimens used for subsequent tension (a gauge length of 10 mm and thickness of 2 mm), samples for compressive predeformation with length of 32 and 16 mm (Fig. 2a) in diameter were cut from the extruded rod. Precompression was carried out on a CMT5105 material test machine at a constant rate of 10−3 s−1. Compressive specimens (6 mm diameter and 9 mm height) were machined from the prestrained material parallel to extrusion direction (ED). Tensile specimens in the form of sheet with a gauge length of 10 mm and thickness of 2 mm were also machined from the prestrained samples. The dimensions are shown in Fig. 2b. Compressive and tensile tests were carried out on a CMT5105 material test machine and a Schimadzu AG-X10KN material test machine at a constant rate of 10−3 s−1 respectively. In order to examine the repeatability, mechanical test was repeated three times. The consistency of the results was confirmed. Microstructures were observed via optical microscopy (OM) after careful polishing and etching with an acetic picral solution containing 5 mL acetic acid, 6 g picric acid, 10 mL H2O and 100 mL ethanol. The pole figures in the present paper were measured using a Rigaku D/max-2500 X-ray diffraction to observe the longitudinal section, using Cu Kα radiation (wavelength λ = 0·15406 nm) at 45 kV and 150 mA with a sample tilt angle ranging from 0 to 80°. Electron backscattered diffraction (EBSD) analysis was carried to identify the twinning mode on FIE Nova 400 scanning electron microscope equipped with an HKL-EBSD system using a step size of 1·0 μm. Samples for EBSD were ground mechanically followed by electrochemical polishing in commercial AC2 solution. The HKL Channel 5 software was utilised to process the data obtained from the EBSD.
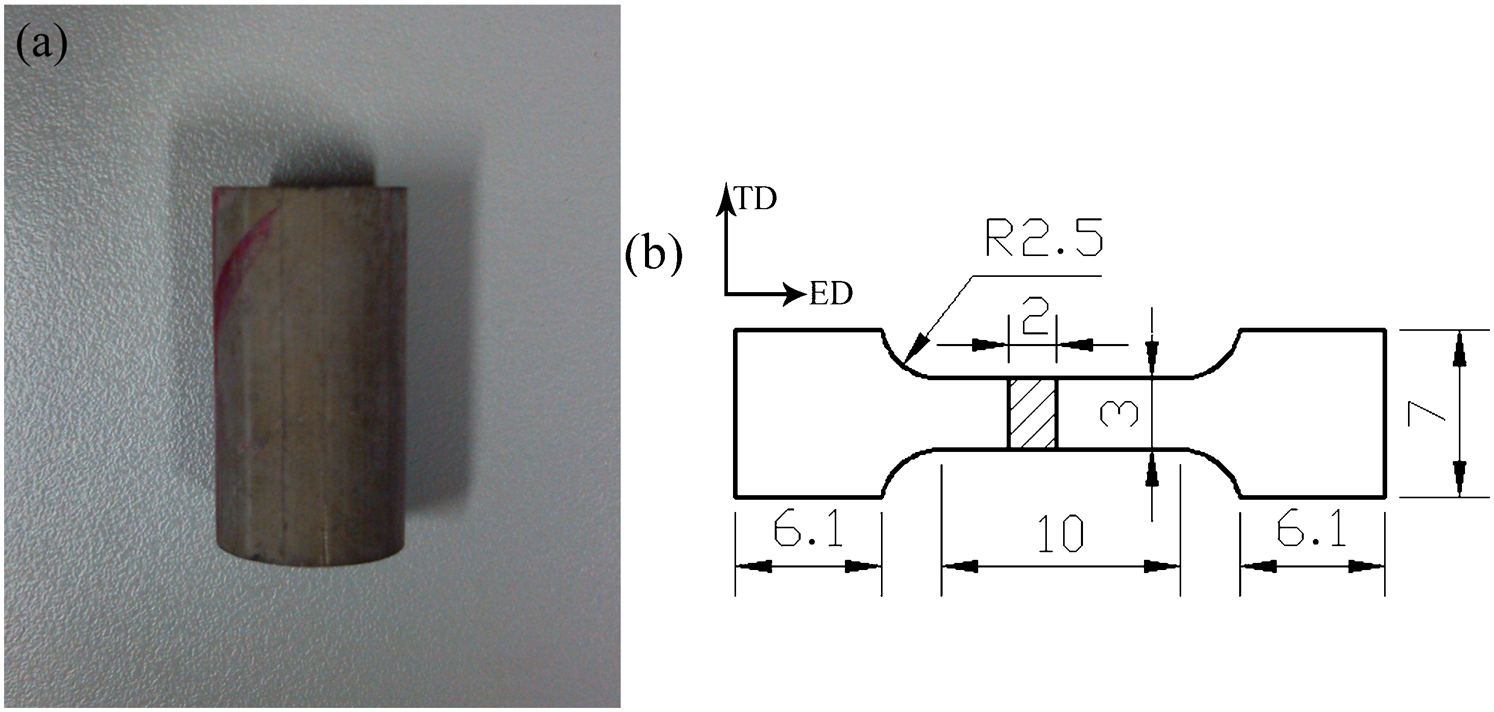
a actual sample for precompression and b dimensions of tensile specimens in form of sheet
Results and discussion
Microstructure and texture evolution during precompression
The extensive twinning dominated the plastic deformation when there was compression parallel to ED, leading to a low yield stress in the flow stress,17–19 as shown in the compressive stress–strain curve in Fig. 3. When the strain was relatively low, e.g. 0·5, there was no trace of twinning, as revealed in Fig. 4a. With the increase in plastic strain, twins appeared in the microstructure and the amount and volume of twins increased gradually (Fig. 4b and c). In order to identify the twinning mode, EBSD analysis was carried to observe the microstructure of the specimen subjected to ∼3 precompression along ED. As indicated in Fig. 5a, twins can be observed in the specimen. The EBSD results showed that the disorientations between these twins and the matrixes were 86±5°, revealing that these twins were {10–12} type twins, as shown in Fig. 5b. When the plastic strain was relatively high, e.g. 9, it seemed that the twins became narrower or even disappeared in the OM. Previous publications18,20–21 have pointed out that nearly all the matrices were consumed by twinning when the plastic strain was high, leading to such a phenomenon in the textured magnesium during deformation. It is actually a process of twin growth and coalescence.
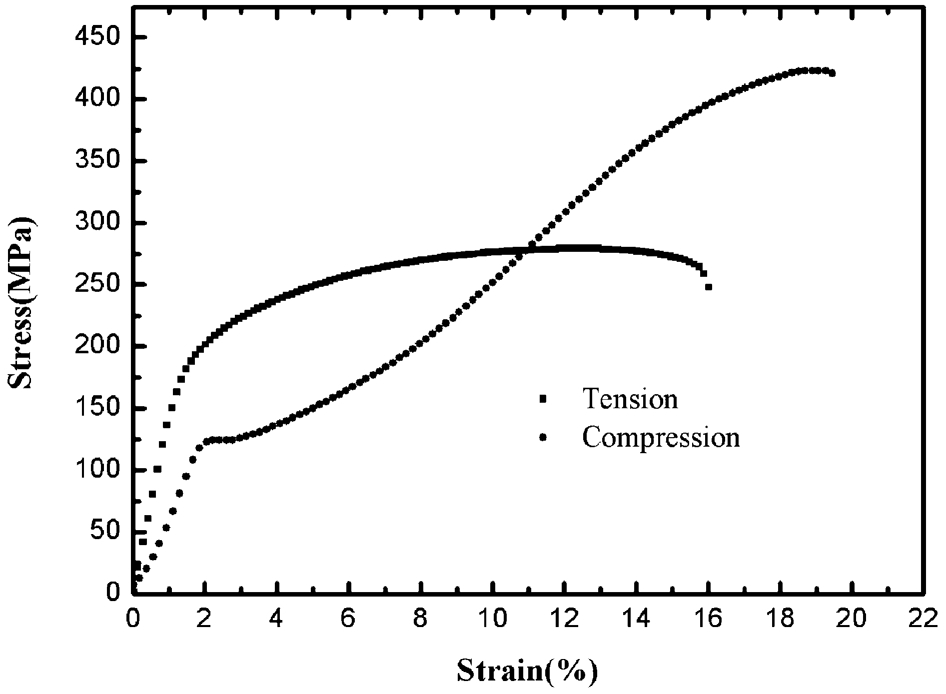
Stress–strain curves of sample without precompression during tension and compression along ED
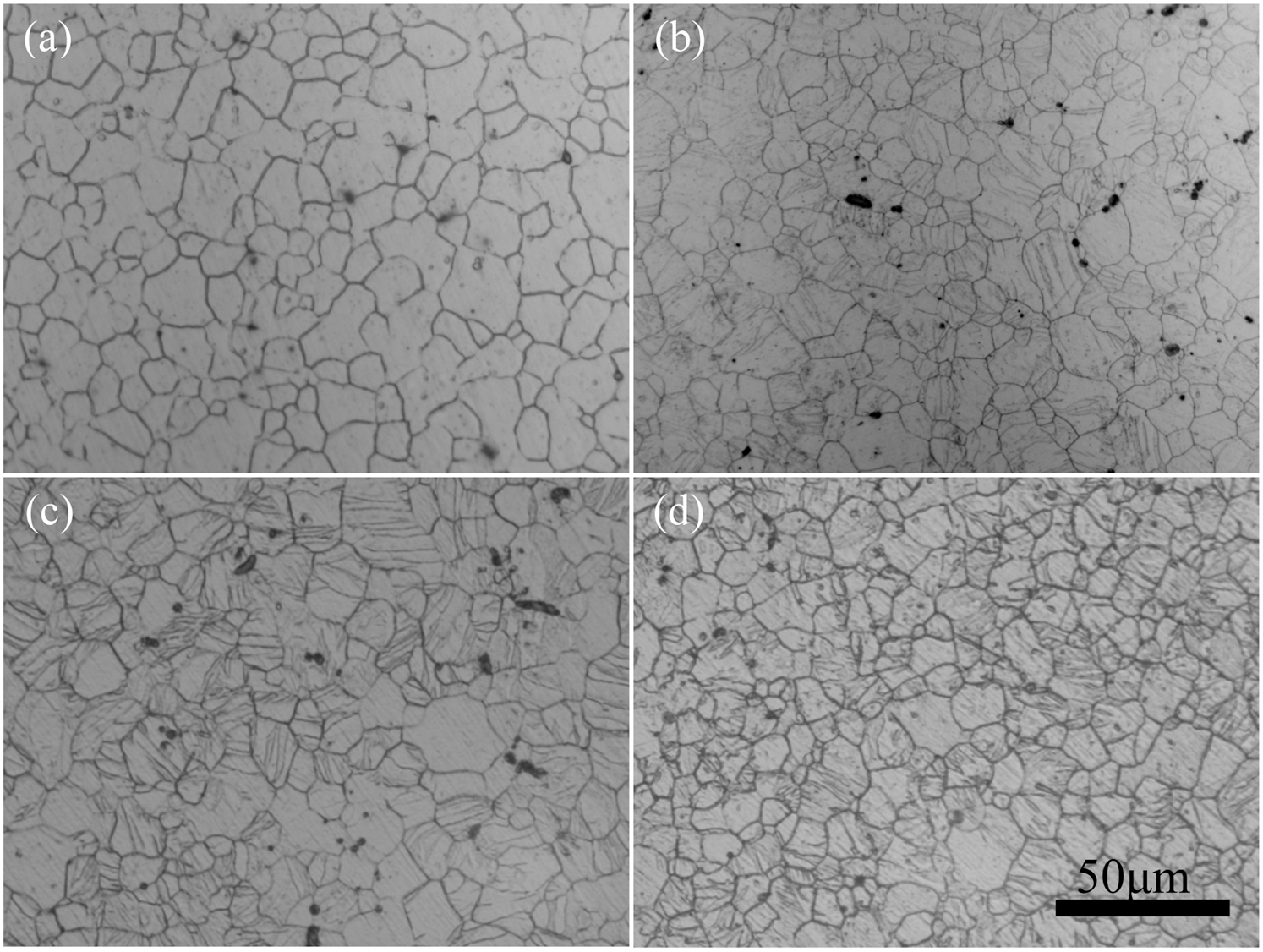
Microstructures of samples deformed under compression parallel to ED to strain of a 0·5, b 2, c 3 and d 9
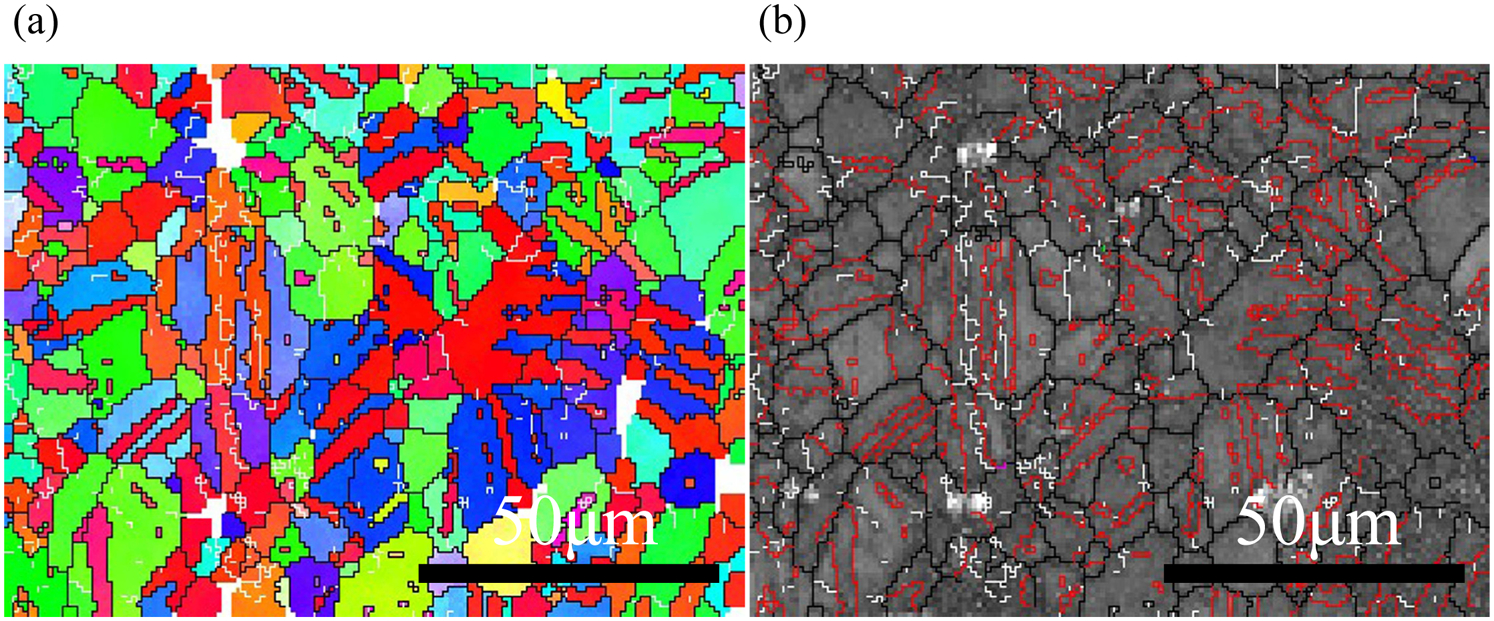
a inverse pole figure of sample with ∼3 precompression along ED and b red lines stand for boundaries with disorientations of ∼86±5°, showing existence of {10–12} type twinning (white lines stand for boundaries with disorientations between 2 and 15°)
Texture analysis showed that most basal planes of the grains were parallel to ED in the extruded magnesium without prestrain, as shown in Fig. 6a. However, because of the roles of twinning in reorientation, the initial orientation of grains was rotated by almost 90°; thus, the c axes of the twinned areas were nearly parallel to ED. As shown in Fig. 6b, all the basal planes became nearly perpendicular to ED when the plastic strain reached ∼9. This orientation favours the {10–12} type twinning if there is reverse stress.11,22

{0002} and {10–10} pole figures of samples a without precompression and b with ∼9 precompression along ED
Detwinning behaviour and roles of detwinning in strain hardening and elongation
The stress–strain curve shown in Fig. 3 shows the flow stress of the specimen without precompression during tension. The tensile yield stress is ∼201 MPa, which is ∼76 MPa higher than the compressive yield stress (∼125 MPa) because {10–12} type twinning is difficult to be activated in the specimen without precompression when there is tension along ED. However, the tensile yield stress is ∼121 MPa if there is ∼9 precompression along ED. One can see that there is an obvious drop in the yield stress if precompression exists, and the yield stress is ∼121 MPa, irrespective of the amount of predeformation strains, as shown in Fig. 7. As discussed above, because of the role of twinning in reorientation, the initial basal planes in the extruded magnesium alloy were reorientated by almost 90° and became nearly perpendicular to ED when the plastic strain reached ∼9. If there is a reverse stress, this orientation favours the {10–12} type twinning, i.e. detwinning will occur during subsequent tension. Because of the role of detwinning in deformation during subsequent tension, there is a drop of ∼80 MPa in the yield stress. In previous studies,12,23 twinning is also considered to have effects on grain subdivision because of the existence of twin boundaries, leading to an increase in yield stress according to the famous Hall–Petch relation (σ = σ0+kd−1/2, where σ is the yield strength, σ0 is the Hall–Petch's friction stress and k is the stress intensity factor 24 ). In our study, it can be concluded that twinning has effects on grain refinement when the prestrain is relatively low (e.g. 3). But these effects will disappear when the prestrain is relatively high (e.g. 9) because the matrices will be nearly consumed and the amount of twin boundaries will decrease or even disappear.18,20–21 However, it can be seen in the present study that the samples subjected to 3 and 9 prestrain exhibit nearly equal yield stress during subsequent tension, indicating that the effect of grain subdivision due to twinning on yield stress is not obvious in the present study. In contrast, the change of orientation has an obvious effect on yielding behaviour. Additionally, one can see that the yield stress of compression along ED and these for tension after prestrain is nearly equivalent, suggesting that the deformation dominated by twinning and detwinning has the same yield stress.
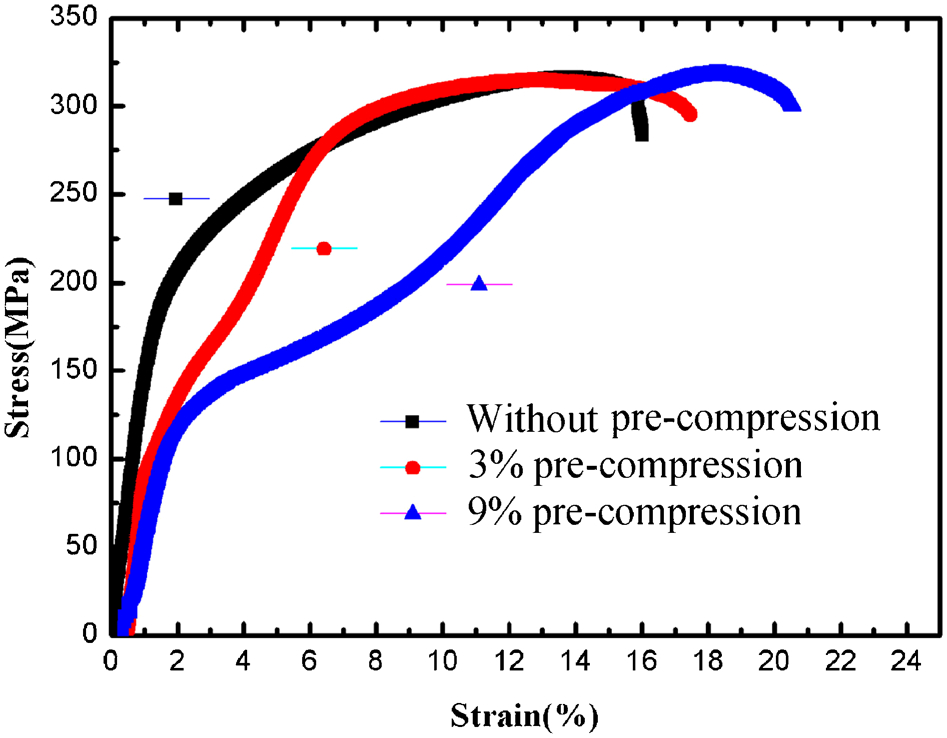
Stress–strain curves of samples subjected to different prestrain during tension along ED
Samples with different prestrains exhibit very different strain hardening behaviour, as can be seen in Fig. 7. It is known that the twin volume fraction increases as a function of plastic strain during compression along ED. Detwinning will occur in the twinned areas during subsequent tension parallel to ED. Different prestrains during precompression will lead to different detwinning fraction during subsequent tension. Therefore, it can be concluded that the fraction of the twinned area has a great influence in strain hardening behaviour during subsequent detwinning deformation. Figure 8a shows the curve of strain hardening rate as a function of true strain during tension in the extruded magnesium alloy, which is without precompression. The strain hardening rate decreased fast with the increase in the true strain when the true strain is lower than ∼2. After that, it continued to decrease gradually, from ∼3000 MPa to zero, with the increase in true strain. However, it is clear that the specimen subjected to ∼3 precompression exhibits different strain hardening rate, as shown in Fig. 8b. For the specimen subjected to ∼3 precompression, the curve of strain hardening can be divided into three stages. As can be seen in Fig. 8b, in stage I, strain hardening rate decreased severely from zero to ∼2·0 because detwinning dominated the deformation mechanism and released the stress concentration in the early stage of tensile deformation for the magnesium alloy subjected to precompression. In stage II, the hardening rate begins to increase from a true strain of ∼2·0 to ∼3·7. The effects of twinning on strain hardening have been discussed by Barnett 13 and He et al. 18 They pointed out that the role of twinning in reorientation of c axes by almost 90° had a significant effect on strain hardening during twinning deformation. Therefore, in the present study, detwinning played a similar role as twinning in strain hardening during subsequent tension. In stage III, as can be seen in Fig. 8b, the strain hardening rate begins to decrease from the true strain of ∼3·7 to failure. This change occurred because detwinning deformation completed. As a result, the role of detwinning in strain hardening was completed; thus, the strain hardening rate decreased in this stage. For the sample subjected to ∼9 precompression, as can be seen in Fig. 8c, the curve of strain hardening rate also can be divided into three stages. However, the strain hardening rate increased with the true strain from ∼3·0 to ∼9·5 in stage II. It was clear that detwinning in the sample with lower prestrain was completed earlier than in that with higher prestrain. In addition, the strain hardening was completed earlier in the sample with lower prestrain. It suggested that the amount of prestrain has an important effect on the strain hardening behaviour during subsequent tension. One can conclude that if the prestrain is higher, the detwinning fraction will be higher, and the effect of detwinning on strain hardening will distribute in a bigger plastic strain range. This also indirectly proves that the reorientation due to twinning or detwinning has a great influence in strain hardening during deformation.
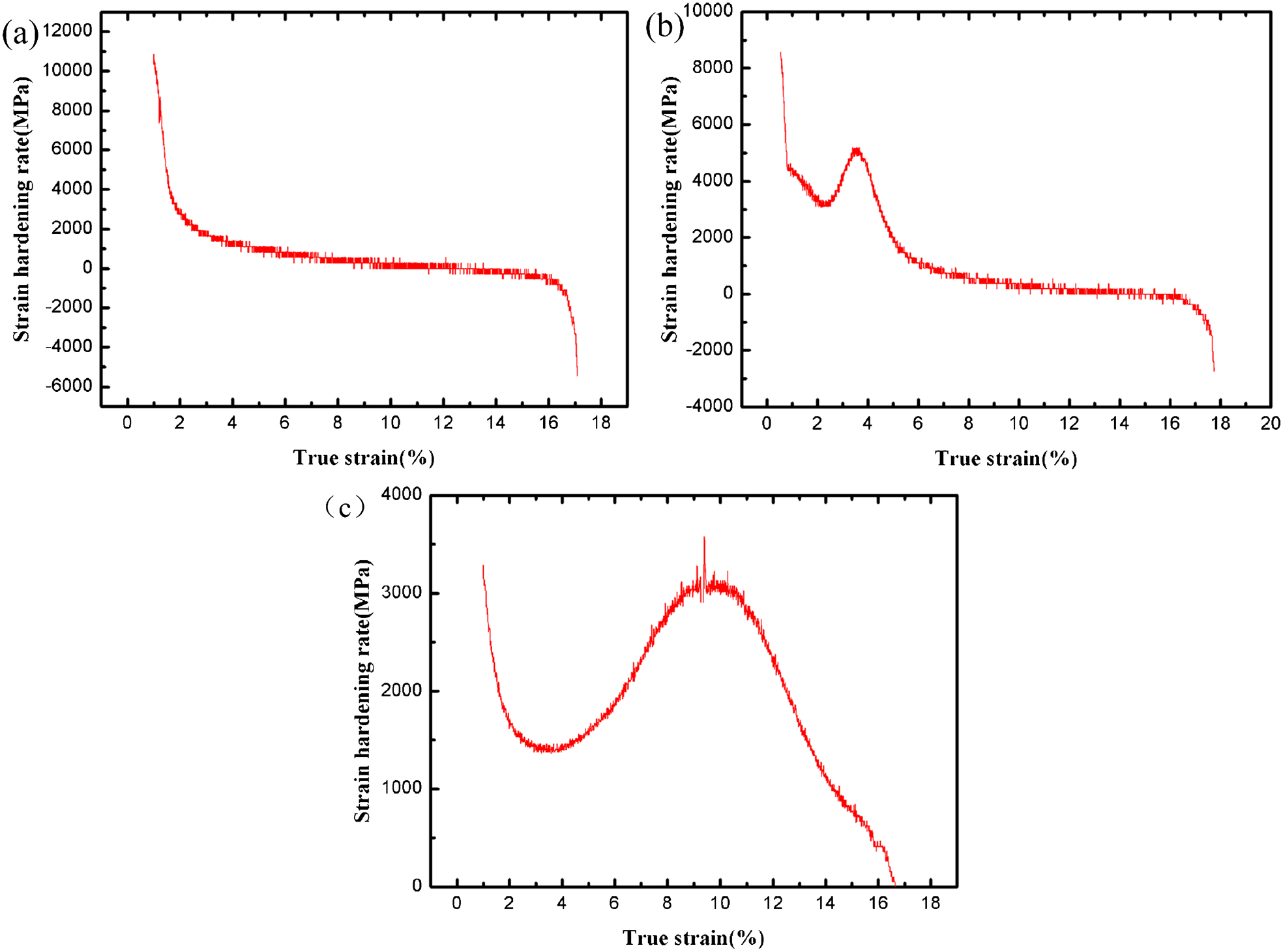
a without predeformation; b ∼3 precompression; c ∼9 precompression
Comparing the stress–strain curve of the sample without precompression with those with precompression shown in Fig. 7, one can see clearly that detwinning has obvious effect on ultimate elongation during tension. The plastic strain to failure for the sample without precompression is ∼14·6, as illustrated in Fig. 7. However, these for the sample with ∼3 and ∼9 precompression are ∼16·0 and ∼18·8 respectively. In addition, these test results turned out to be rather reproducible. As we all know, twinning can accommodate plastic strain for magnesium alloy. For the extruded magnesium alloy without precompression, slip in the early stage and then {10–11} type twinning dominate the deformation during tension along ED because the {10–12} type twinning is difficult to be activated. For the sample subjected to precompression, however, the deformation process can be divided into two stages. In stage I, detwinning dominated the deformation and the orientation of the twinned areas was changed to the extruded state. In stage II, when detwinning was completed, slip and then {10–11} type twinning began to dominate the deformation. The deformation mechanism in this stage was similar to tension for the sample without precompression. The difference in the deformation mechanism for the sample with and without precompression can explain why the ultimate elongations for these samples are different. Ghaderi and Barnett
25
have claimed that the total twin volume fraction in magnesium alloy is determined largely by strain if twinning dominated deformation. Therefore, twins make the following contribution via their characteristic shear s to the macroscopic strain
26
Conclusions
The effects of detwinning on strain hardening and ultimate elongation were investigated in the present paper. The major conclusions are summarised as follows.
Precompression along ED leads to an obvious drop in the yield stress during subsequent tension parallel to ED. Detwinning in the sample with lower prestrain was completed earlier than in that with higher prestrain. Strain hardening stopped when detwinning was completed.
The sample with higher prestrain has a higher ultimate elongation during subsequent tension. It suggested that detwinning has an obvious contribution to the ultimate elongation.
Footnotes
Acknowledgements
This work was supported by sharing fund of Chongqing University's large scale equipment (grant no. 2012121513). The authors are also grateful to J. She and Z. Yu for their valuable assistance in various aspects of the experimental program.