
Abstract
Tempering of martensite under simultaneous compressive stress has been studied within the temperature range of 20–400°C. Resistive heating was utilised to obtain rapid heating and cooling cycles of a few seconds. Material was obtained from a medium carbon pearlitic railway wheel steel, quench hardened to obtain martensitic structure. Greater than ∼150°C dilatation effects where observed below the global yielding point of the material. Microstraining around dislocations in the body centred tetragonal crystallographic structure or viscous flow at higher temperatures was a probable explanation to this material behaviour. Hence, external stress may have an important influence on the tempering progression of martensitic steel. The trials also showed that tempering of martensite progresses fast, is near instantaneous and is independent of the presence of external stress or not.
Introduction
In railway traffic, if a lockup of a wheelset occurs during braking while the train still has forward momentum, the temperature in the wheel–rail contact patch can reach above the austenitisation temperature within a fraction of a second due to frictional heating. Subsequent rapid self-cooling typically results in a thin layer of martensite being formed locally on the wheel tread. 1 Partial slip (creep) present in the contact zone between the wheel and the rail gives cause to increased temperatures also under regular traction and braking conditions, up to several hundreds of degrees.2–4 Hence, tempering of formerly created martensite is possible in regular traffic, together with compressive stress in the wheel/rail interface. In an earlier study, rapid tempering of martensite without prestress showed a strong softening taking place greater than about 150–200°C (associated with the first stages of tempering5,6), essentially instantaneous and as a function only on maximum peak temperature reached during the tempering process. 7 In the present study, monotonic stress–strain response has been investigated for as quenched martensite (and pearlite) when flash heated under simultaneous constant compressive stress. Rapid resistive heating of test samples was made using a digitally controlled dc power supply, type SM 15-400 (Delta Elektronika, The Netherlands). The heating cycle consisted of a 0·1 s ramp up to preset current level with subsequent 2 or 10 s at constant power to obtain different heating rates in an open loop system. Surface temperature was measured continuously at the middle of the specimens with an IR pyrometer (Testo 845), measuring spot of ∼1·5 mm. Specimens had a surface modifier applied with known emissivity; the technique and surface temperature were validated against calibration samples with welded thermocouples. The tested material was a fine pearlitic railway wheel steel; R8T (European grade ER8) specification and nominal chemical composition are shown in Table 1. To obtain martensite, specimens were austenitised in a tube furnace at 900°C for 10 min in protective argon atmosphere and thereafter quenched in room tempered water. Test specimens had a cross-sectional area of ∼7 mm2 and length of 8 mm. Vickers hardness was measured in each sample to confirm full martensite transformation (∼790 HV30). Compression tests were performed in a servo hydraulic rig capable of 100 kN static force with a MTS Flextest 40 controller, fitted with an IITRI Compression Test Fixture (ASTM D3410 standard). Each side of the test fixture was electrically insulated from each other by non-conductive carbide steel elements. The mechanical and thermal strains (thermal expansion–contraction) were measured with a conventional clip on extensometer mounted onto the sample, with a gauge length of 3·5 mm. Additionally, conventional monotonic compression tests were performed at constant temperature in load control mode at 5 N s−1 for two test conditions: martensitic specimens were furnace tempered and subsequently compressed at room temperature, and specimens were also tempered in a climate chamber and compressed directly at elevated temperature. Tempering time was 30 min in all trials.
Chemical composition/wt-

Results and discussion
Temperature homogeneity and measurement accuracy
Analysis of the resistive heated martensitic samples showed no thermal gradients in perpendicular sections, but along the length of the specimen temperatures, gradients were present, which is caused primarily by heat flow from the grips into the sample. The temperature gradient field was evaluated by connecting hardness to temperature with a tempering formula established in an earlier study. 7 Within the gauge length section of the extensometer (3·5 mm), the temperature deviation was estimated to some 10–20 of the peak temperature as measured in degrees centigrade. Measured thermal expansion was marginally larger in the flash heating hot compression trials than obtained in previous dilatometer trials (see comparison for pearlitic material in Fig. 2). 7 This effect could be present due to measurement inaccuracies of strain and temperature in the two techniques or material variations. The power, i.e. current needed to obtain the same temperature for two subsequent heat cycles for the same specimen, was practically the same; hence the effect of change in electric resistivity due to annealing–tempering of the microstructure was assumed to be negligible.
Stress–strain development at constant temperature
Stress–strain development in martensite at room temperature after tempering and at elevated temperature, denoted as HD, is shown in Fig. 1. For trials performed at room temperature, increased tempering temperature resulted in a lowered yield stress and, moreover, an altered strain hardening behaviour. Strain hardening decreased with increasing tempering temperature, in agreement with earlier work. 8 This change of hardening behaviour appears to be related to the decomposition of martensite to cementite and ferrite, starting at ∼275°C.6,7,9 For the HD trials, Young's modulus was slightly lowered, and proof stress decreased with increased temperature as would be expected. The flow curves showed a proportional decrease in strain hardening.
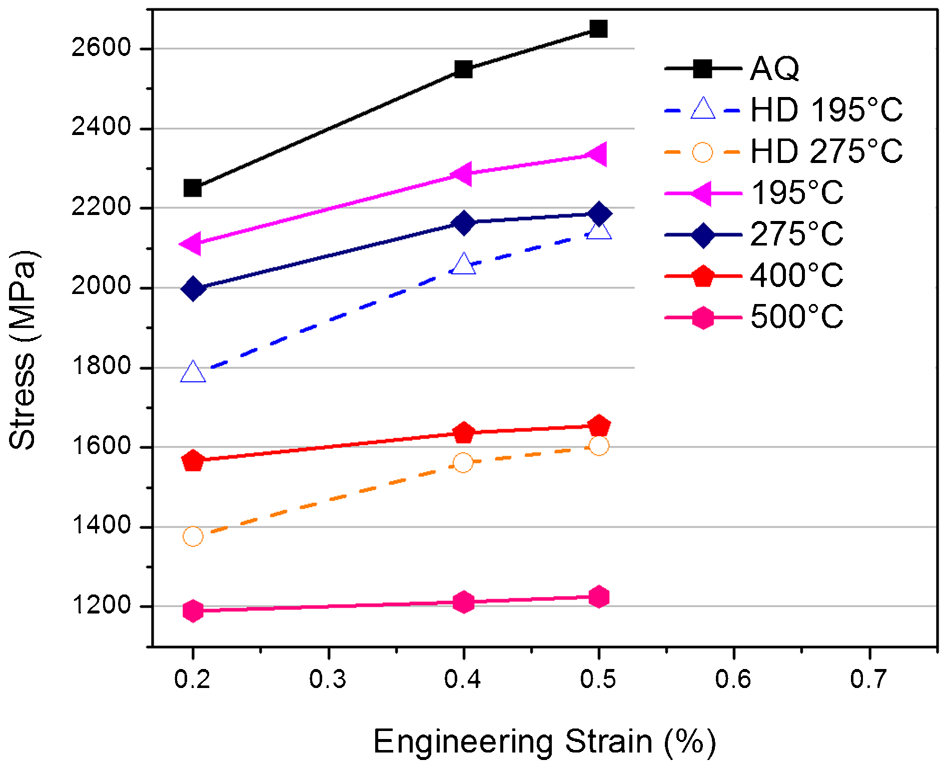
Monotonic compression tests at constant temperature: tests denoted as hot deformation (HD) were compressed at elevated temperature after 30 min of tempering (dashed connecting lines); all other tests made at room temperature after tempering at denoted temperature for 30 min
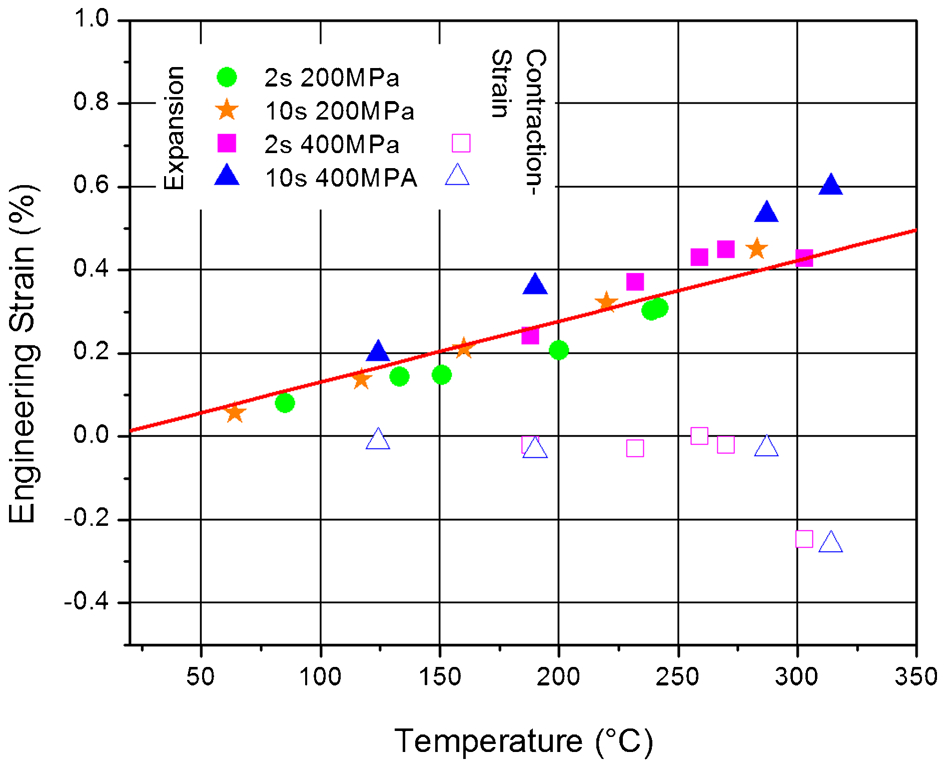
Maximum thermal expansion and shrinkage–plastic strain measured during flash heating for different stresses and temperatures for pearlite material; solid line represents linear expansion, as measured by dilatometry (no stress)
Strain response during flash heating with prestress
In Figs. 2 and 3, the maximum and minimum dilatations on heating to certain tempering temperatures are plotted for pearlitic and martensitic material respectively. Different markers are used to indicate prestress levels and heating times. The solid lines show the thermal dilatation during tempering as obtained with pushrod dilatometry (30 N on 6 mm cylindrical rod).
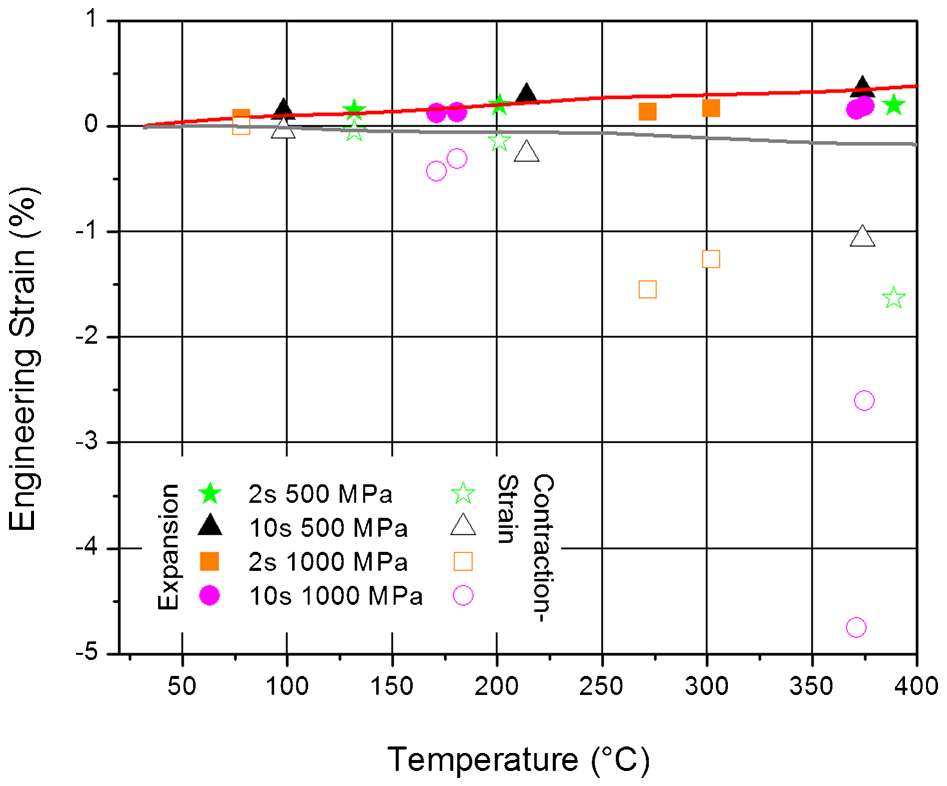
Maximum thermal expansion and contraction (including plastic straining) measured during flash heating for different stresses and temperatures for martensitic material; solid lines represent expansion and contraction as measured by dilatometry (no stress)
For the pearlitic samples, no plastic deformation was recorded below ∼275°C. At higher temperatures, plastic deformation of a few promille was measured when a prestress of 400 MPa was applied. The yield stress Rp0·2 of the pearlite at room temperature was measured to ∼600 MPa.
For the martensitic samples, significant deviations from the dilatometry curve were present at higher temperatures. Some scatter in data is acknowledged to exist due to differences in sample geometry and temperature distribution. At temperatures up to 100–150°C, the maximum and minimum dilatations under stress were similar to the dilatations measured without any preapplied stress. Above 150°C, a deviation compared to the unstressed dilation curves appears.
The temperature of 150°C coincides with the first stage of martensite tempering.7,9 Especially, the contraction after the heat pulse becomes much larger when having a prestress as compared to without. The HD trials at 195 and 275°C showed a proof stress of ∼1800 and 1400 MPa respectively at these temperatures (Fig. 1). Hence, plastic deformation would not be expected, and the stress level of 500 and 1000 MPa should be within the elastic region of the flow curve. When temperature was increased to greater than 250°C, significant dilatation was measured during the heating pulses for both tested prestress levels, this temperature range coincides with the third stage of martensite tempering.7,9 These preliminary results suggest that prestress influences the tempering process of martensite, manifested as decrease of the effective yield point. A possible explanation would be microstraining in the martensite 10 and viscous strains at the highest temperatures.
However, heating time seems to have limited influence on the tempering kinetics at least for longer times as tested in the current trials. By heating the martensitic samples several times, the effect of repeated tempering was studied. For a heat pulse that follows with a lower temperature than any proceeding pulse (or pulses), no dilatation due to either tempering or other effect was recorded. However, if a heat pulse follow with a higher temperature than all proceeding pulses, an apparent contraction of the sample occurs (Fig. 4).
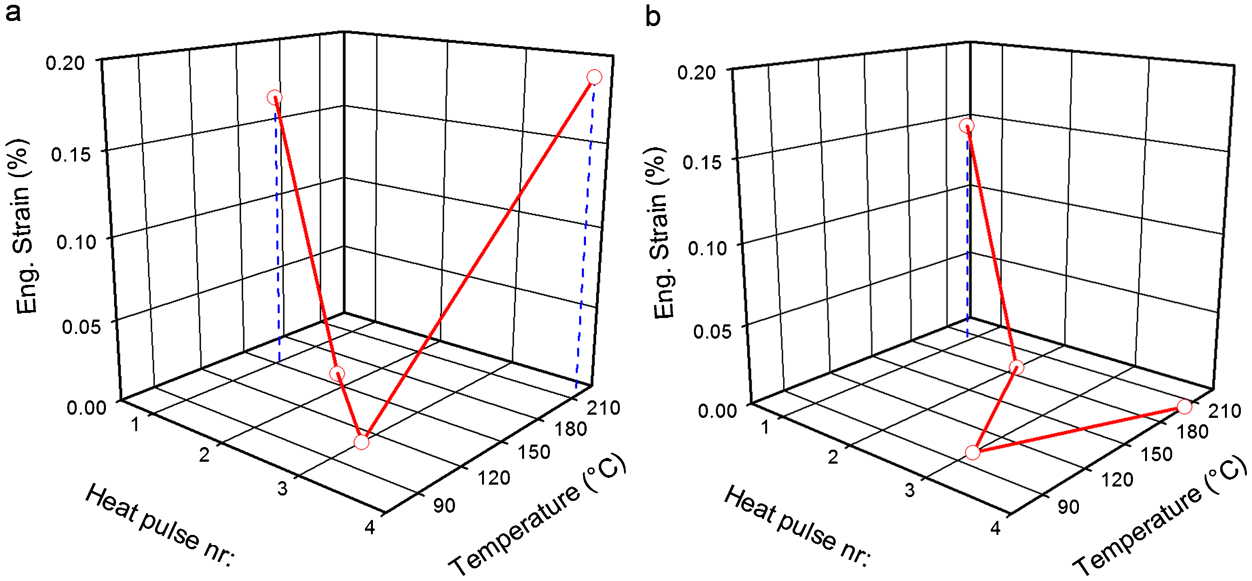
Examples of shrinkage or strain after compression flash heating for several heat pulses at compressive stress level of a 1000 MPa and b 500 MPa
Conclusions
The observed dilatation effects during combined compression flash heating at stresses below the apparent global yield point are attributed to microstraining around dislocations in the body centred tetragonal crystallographic structure 10 or viscous flow at higher temperatures. A lower stiffness was measured during the stress–strain tests at elevated temperatures; hence, stress may have an important influence on tempering progression.
However, after initial tempering at an arbitrary temperature and prestress, further tempering is not observed on reheating below the initial temperature. This behaviour suggests that tempering under stress progresses fast or close to instantaneously, similarly to tempering of unstressed martensite. 7 In addition, martensite strain temper hardening can proceed at lower temperatures at higher dislocation density. 11 Although the result in the present study to some extent confirms this strain tempering behaviour and the limiting temperature of ∼150°C, 11 it is seen that for combined heating and deformation, the strength is diminished during the first heat cycle.
Further investigations is needed to evaluate the microstructural development upon tempering: influence of microstraining at dislocation sites in the body centred tetragonal crystallographic structure, effect of local carbon diffusion around dislocations and viscous effects at high temperatures.