
Abstract
In this study, nano-AlN particles were introduced into pure Mg matrix through the powder metallurgy technique incorporating microwave assisted two-directional sintering followed by hot extrusion. The effect of varying volume fraction of nano-AlN addition on the microstructural and mechanical properties of pure Mg was investigated. Microstructural characterisation revealed marginal grain refinement due to the fairly uniform distribution of AlN nano-particulates. X-ray diffraction results indicated basal texture weakening in Mg/0·2AlN composite. Tensile property measurements revealed an overall increase in strength properties and ductility. Among the developed composites, Mg/0·8AlN displayed superior strength (∼30 improvement) and Mg/0·2AlN showed enhanced ductility (∼80 enhancement). Under compressive loading, the developed Mg/AlN nanocomposite formulations exhibited improved strength properties without significant effect on compressibility.
Introduction
Recent years have seen rapid developments in the research trend of novel light weight metals, alloys and composites. Especially, the continuing research in automotive and aircraft industries largely targets on building light weight energy efficient vehicles in order to reduce the fuel consumption and the greenhouse gas emission. 1 In this regard, of the available alternatives to the conventional materials, magnesium (Mg) scores high with its light weight and superior weight saving capabilities. It also exhibit excellent castability, machinability and low working temperature (∼250 to 300°C) which makes it viable for energy conserving weight critical applications. 2 Despite being designers’ choice for light weight application, owing to its poor strength at room temperature and at high temperature, the utilisation and commercialisation of monolithic Mg demands extensive optimisation through alloying/reinforcement addition.3–6 While the addition of alloying elements such as aluminium generally imparts strength to monolithic Mg at room temperature, the strength properties tend to deteriorate at elevated temperature due to the poor thermal stability of second phases.3–9 In this context, the inclusion of ceramic particles with superior thermal stability improves the room temperature as well as the high temperature strength properties of Mg. However, it occurs often at the expense of ductility.2,6,8,9
Recently, the incorporation of inexpensive nanoscale ceramic particles to Mg has received stupendous attention, as it promises a new class of Mg materials called Mg-metal matrix nanocomposites (Mg-MMNCs) which displays superior strength and/or ductility without noticeable weight gains. 10 Available research works reveal different processing techniques such as blend press sinter based powder metallurgy route,11,12 friction stir processing 13 and solidification processing techniques such as disintegration melt deposition 12 and ultrasonic cavitation assisted processing14,15 are used to synthesise Mg-MMNCs. Wong and Gupta used powder metallurgy method coupled with innovative microwave assisted rapid sintering technique to synthesise Mg nanocomposites with improved mechanical response. 16 Lee et al. reported strength properties enhancement in AZ61Mg-alloy matrix composites by nano-sized SiO2 particles addition through friction stir processing method. 13 The effects of nano-SiC addition to monolithic Mg using ultrasonic cavitation method was studied and reported by Choi et al., 14 wherein the strength properties were found to improve without affecting the ductility. In a similar study, Nie et al. 15 observed improvement in strength and ductility of AZ91 magnesium alloy by SiC nanoparticle addition. Hassan and Gupta reported extensive improvement in strength and ductility of Mg through the incorporation of various nanoscale ceramic oxide reinforcements. 12 In this study, the Mg nanocomposites were synthesised using solidification processing based disintegrated melt deposition method and blend press sinter based powder metallurgy method. A careful study into this research work establishes that the end properties of Mg-MMNCs are strongly influenced by the processing route and in general, the powder metallurgy route offers higher strength levels owing to the finer microstructural features. 12 Further, it also clearly states that the mechanical properties enhancement in Mg-MMNCs by nanoscale reinforcement addition primarily depends on the efficient dispersion strengthening effects and non-basal cross slip activation as identified by the change in fracture mode and the reduction in tensile compression yield asymmetry.10,12,17
The existing literature also suggests that the ceramic particles such as SiC, Al2O3, SiO2 and Y2O3 have been extensively used as nanoscale reinforcement in Mg and their beneficial role in improving the mechanical properties of Mg are well documented. However, research works on nanoscale nitride reinforcements such as AlN, BN, Si3N4 and TiN are relatively meagre in the available literature.10,18,19 In this regard, previous research works have indicated that AlN (density: 3·26 g/cc) with superior properties such as high strength, high thermal conductivity and low thermal expansion coefficient was extensively used as a ceramic reinforcement in Al-MMCs. However, very few studies have been carried out so far in case of AlN particle reinforced Mg-MMCs. Ye et al. 20 investigated the in situ formation of AlN particles in an Mg–Al alloy through liquid nitridation. León et al. studied the properties of AlN based Mg-MMCs produced by pressure-less infiltration. 21 Using mechanical milling, Thein et al. produced Mg–5 wt-Al–x wt-AlN composites. 22 Experimental findings of the above mentioned works clearly demonstrate AlN as a promising reinforcement in Mg and hence, an attempt is made in this study to investigate the effects on nanoscale AlN particles on the microstructural, thermal, indentation, tensile and compressive properties of monolithic Mg. Mg/AlN nanocomposites required for this study were produced using the blend press sinter based powder metallurgy technique as it is considered a reliable method to fabricate complex/unique shapes that are impractical by other processes. The sintering was performed using an energy efficient microwave sintering method owing to its advantage of sintering the materials at higher temperatures within a relatively shorter period of time. 23 The microwave sintering technique is considered not only a fast and energy saver but also expected to minimise the formation of any second phase intermetallics induced by the possible chemical reaction of Mg matrix and AlN reinforcement during rapid sintering. 23 The effect of varying volume fractions of nano-AlN particles on the microstructural and mechanical properties of pure Mg is investigated. Microstructure–mechanical property correlation is used to comprehend the observed mechanical behaviour of the developed Mg/AlN nanocomposites.
Materials and methods
Materials
In this work, magnesium powder (98·5 purity) supplied by Merck, Germany with a size range of 60–300 μm (average size: 140 μm) was used as the matrix material and nano-sized aluminium nitride (AlN) particulates of particle size <100 nm (average size: 75 nm) (Nanostructured & Amorphous Materials Inc., USA) was used as the reinforcement. The amount of nano-sized AlN was varied between 0 and 0·8 vol.-.
Synthesis
Pure Mg and its nano-AlN particulate reinforced composites required for the current study were synthesised using powder metallurgy technique. 11 The synthesis process involved blending pure magnesium powder with different volume fractions of nano-sized AlN powder in a RETSCH PM-400 mechanical alloying machine at 200 rev min−1 for 1 h. No balls or process control agent was used during blending step and the blending process was carried out without any protective atmosphere. The blended Mg powder mixture was then uni-axially cold compacted at the pressure of 50 tons into billets of size 35 mm diameter and 40 mm length. The compacted billets were sintered using a hybrid microwave assisted two-directional sintering technique. 11 It involved heating of compacted billet in a 900 W, 2·45 GHz Sharp microwave oven for 17 min to a temperature near the melting point (640°C) of Mg. The sintered billets were then soaked at 400°C for 1 h using a resistance furnace for homogenisation. The homogenised billets were then hot extruded at 350°C into rods of 8 mm diameter using a cylindrical die with a maximum extrusion pressure of 40 bar. Samples from the extruded rods were used for further characterisation.
Materials characterisation
Density measurements
The density of extruded Mg and Mg/AlN nanocomposites in polished condition was measured using Archimedes’ principle.11,12 Three samples were randomly selected from extruded rods and were weighed in air and when immersed in distilled water. An A&D ER-182A electronic balance with an accuracy of 0·0001 g was used for recording the weights. Theoretical densities of the samples were calculated using ‘Rule of Mixtures’ principle.
Microstructure
Microstructural characterisation studies were conducted to determine the average matrix grain size, its morphology and distribution, the presence and distribution of reinforcement and the interface between the matrix and reinforcing phase. Microstructural analyses were carried out on the short sections of the extruded rod. A small section (8 to 10 mm in length) was cut from each extruded rod of different composition. Cutting was done at low speed using a diamond blade wheel cutter to produce samples with fairly flat ends. The ends of the sample were then ground using 600 and 1200 grit size sand paper to remove the large surface scratches and also to produce a flat surface. Once all visible surface scratches and cracks were removed, the sample was polished using a polishing disc with 5 μm diamond slurry, followed by 1 μm diamond slurry and lastly by 0·3 μm alumina slurry. The surface of the polished samples was etched with citral (4·2 gm of citric acid monohydrate in 100 mL of water) to make the grain boundaries visible. Citral was applied onto the surface of the sample by dabbing the surface for 5 to 10 s, before the surface was rinsed under running water. These samples were then observed in optical microscopy and scanning electron microscopy to see the grain size, morphology and for secondary phases. The microstructures were studied using an optical microscope (Olympus, Tokyo, Japan) and a field emission scanning electron microscope (FESEM-S4300, Hitachi Ltd., Tokyo, Japan). In quantitative metallography, the characterisation of the primary grain structure involves the measurement of the grain size and grain aspect ratio. Using selected optical/SEM microstructures from various compositions, the grain characteristics were determined using the Scion image analysis software. From the micrographs, using the software, the area of each grain and the values of major and minor axes of each grain can be obtained. From the values of the grain area, the average grain diameter is calculated; while from the ratio of major and minor axes, the average aspect ratio of the grains are obtained. A total of 120–150 grains were selected to calculate the grain characteristics.
X-ray diffraction studies
X-ray diffraction analysis was carried on the extruded Mg and Mg/AlN composite samples using automated Shimadzu LAB-X XRD-6000 diffractometer. Flat polished samples cut from the cross-section and longitudinal sections of the extruded rods of each composition were scanned at a scanning speed of 2° min−1, with a scanning range of 20–80°. The plot of intensity against diffraction angle, 2θ, where θ is the Bragg angle, is plotted. Samples phase identification was carried out by matching the Bragg angle and the intensity of the peaks with the standard peaks of Mg, AlN and related phases. Further, the basal plane orientation of the developed Mg composites was identified based on the XRD peak details.
Coefficient of thermal expansion
An INSEIS TMA PT 1000LT thermo-mechanical analysis instrument was used to determine the thermal expansion coefficients (CTE) of the as extruded monolithic Mg and composite samples. Heating rate of 5°C min−1 was maintained. Argon gas flowrate was maintained at 100 ccm min−1. Displacement of the test samples (each 5 mm long) as a function of temperature (50–400°C) was measured using an alumina probe and was subsequently used to determine the CTE.
Mechanical properties
Microhardness measurements were performed on the polished samples using a Matsuzawa MXT 50 automatic digital microhardness tester. The microhardness test was performed using a Vickers indenter under a test load of 25 gf and a dwell time of 15 s in accordance with the ASTM standard E3 84–99. 24
The tensile and compressive properties of the as extruded pure magnesium and its composite counterparts were determined using an MTS 810 automated servo hydraulic mechanical testing machine in accordance with the procedures outlined in ASTM standards E8/E8M-13a 25 and E9-09 26 respectively. The crosshead speed was set at 0·254 mm min−1 (strain rate: 0·010 min−1) and 0·04 mm min−1 (strain rate: 0·005 min−1) respectively. For each composition, a minimum of six tests were conducted to obtain repeatable values. The fractured samples under tensile and compressive loading of Mg materials were studied using a Hitachi S-4300 FESEM to identify the fracture mechanisms.
Results
Macrostructure
The surface of both as sintered billets and extruded rods were smooth and free from any microstructural defects such as circumferential and radial cracks, pores, etc.
Density and porosity measurements
The results of density and porosity measurements conducted on the extruded Mg and Mg/AlN nanocomposite samples are listed in Table 1. It shows an increase in experimental density due to the incorporation of AlN nanoparticulates of relatively higher density (3·26 g/cc). This could also be a reason for the increase in experimental density with the increasing nano-AlN volume fraction. With regard to porosity, the obtained experimental values are relatively low in comparison to similar works.11,12,16 This also suggests the successful synthesis of near-dense materials with minimal porosity (≤0·28) through the powder metallurgy method assisted with microwave sintering followed by hot extrusion.
Results of density and porosity measurements

Microstructural characterisation
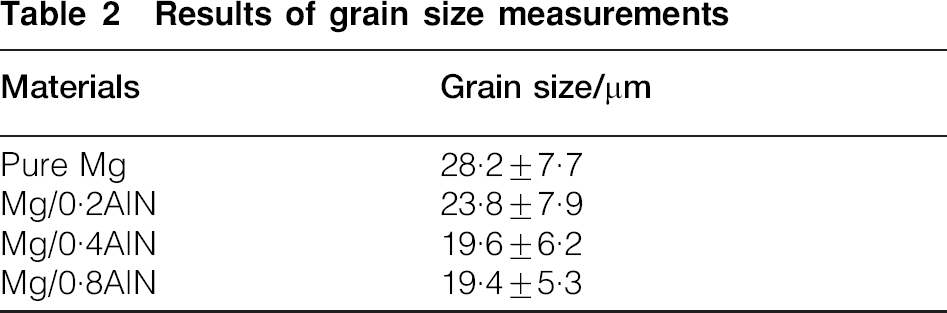
The results of microstructural characterisation studies conducted on the developed Mg/AlN nanocomposites are shown in Fig. 1a–d. It reveals a fairly uniform distribution of nano-sized AlN particles in case of Mg/0·2AlN (Fig. 1a) and Mg/0·4AlN (Fig. 1b). However, nanoparticle clustering was predominantly observed in Mg/0·8AlN (Fig. 1c). Further, in all the cases, the nano-AlN particles are observed both inside the Mg-matrix grains and closer to the grain boundaries. The microstructural observation also reveals good interfacial integrity between the Mg matrix and nano-AlN reinforcement (Fig. 1d) assessed in terms of interfacial de-bonding at the particulate/matrix interface. The results of grain size measurements conducted on the optical micrographs (Fig. 2) of developed Mg/AlN nanocomposites are listed in Table 2. It indicates equi-axed grain morphology and a marginal reduction in the average grain size due to the incorporation of nano-sized AlN particulate reinforcement. The development of equi-axed microstructure also suggests complete matrix recrystallisation during extrusion.5,27
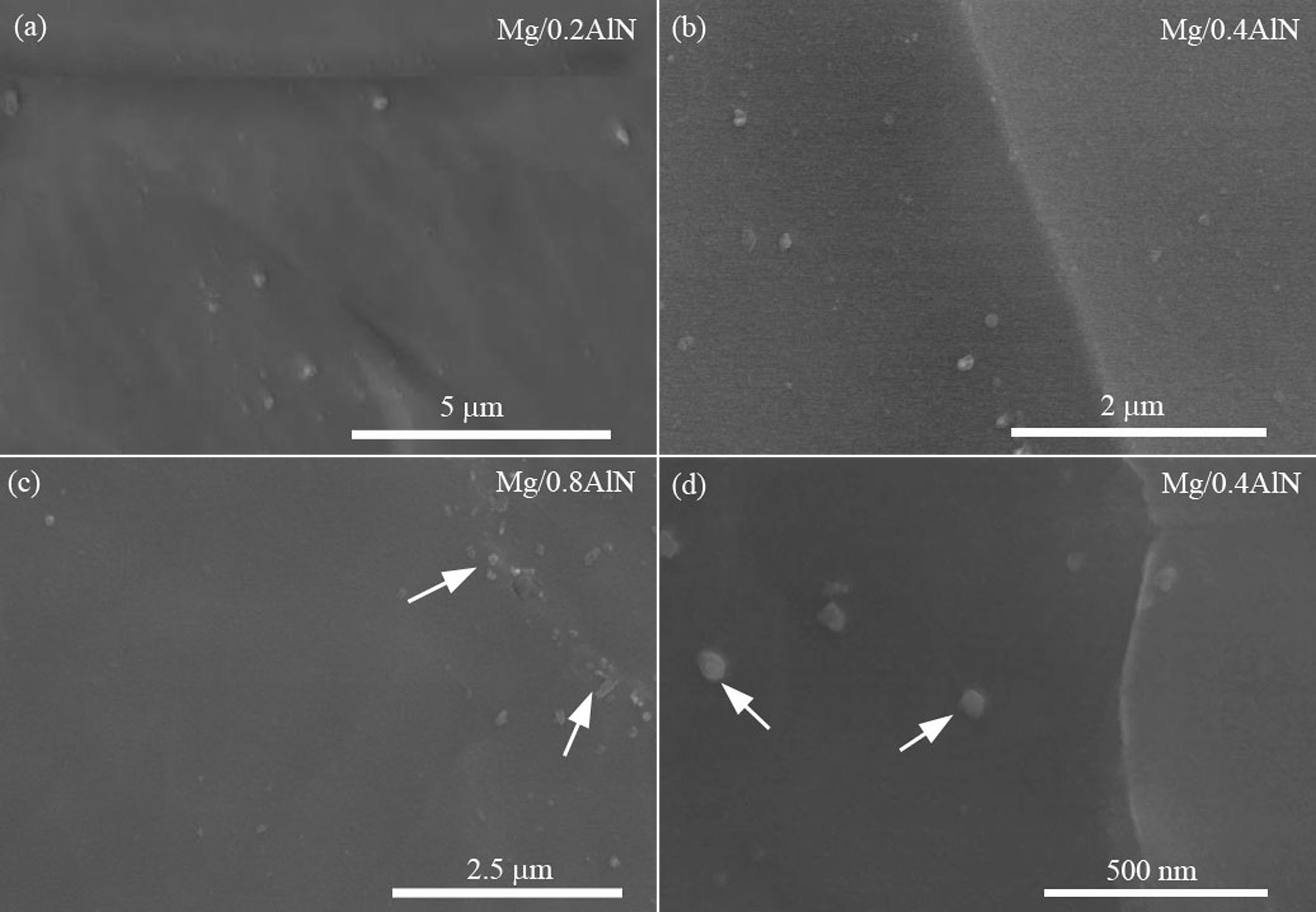
Representative SEM micrographs showing the uniform distribution of nano-AlN particles in a Mg/0·2AlN and b Mg/0·4AlN, c clustering in Mg/0·8AlN, d matrix - reinforcement interfacial characteristics in Mg/0·4AlN

Optical micrographs showing the grain characteristics of: a Pure Mg, b Mg/0·2AlN, c Mg/0·4AlN and d Mg/0·8AlN
Results of grain size measurements
X-ray diffraction studies
The results of X-ray diffraction studies conducted on pure Mg and its nanocomposites are shown in Fig. 3. It displays high intensity peaks corresponding to Mg in all the cases. However, peak corresponding to AlN reinforcement phases are not prominently seen.
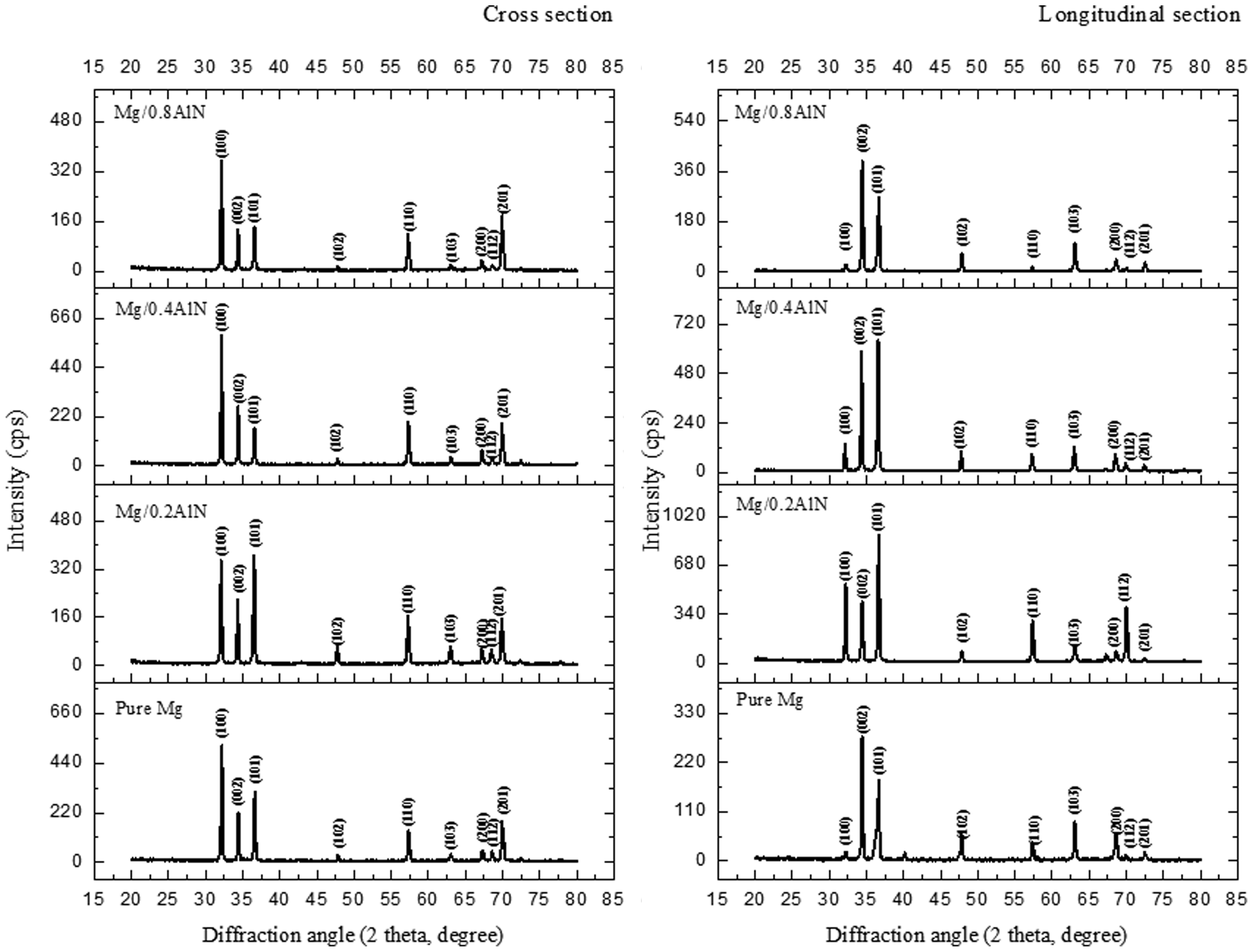
Results of X-ray characterization studies conducted along the cross section and longitudinal sections on the extruded rods of developed Mg/AlN nanocomposites
Further, the intensity of peaks observed at 2θ = 32°, 34° and 36° corresponding to the (1 0 −1 0) prismatic, (0 0 0 2) basal and (1 0 −1 1) pyramidal planes of HCP Mg crystal were analysed to identify the dominant crystallographic texture. 28 It shows that the prismatic plane intensity (2θ = 32°) is maximum along the cross-section in all the cases. However, in case of Mg/0·2AlN, the peak at 2θ = 36°, corresponding to pyramidal plane is also equally dominant. Along the longitudinal cross section, while the basal plane intensity (2θ = 34°) is maximum in all the cases except Mg/0·2AlN, wherein the maximum peak is observed at 2θ = 36°. This indicates dominant basal texture in all the cases except Mg/0·2AlN, wherein the basal planes are not completely parallel to the extrusion direction and remain tilted at an angle to the extrusion direction. 28
Coefficient of thermal expansion
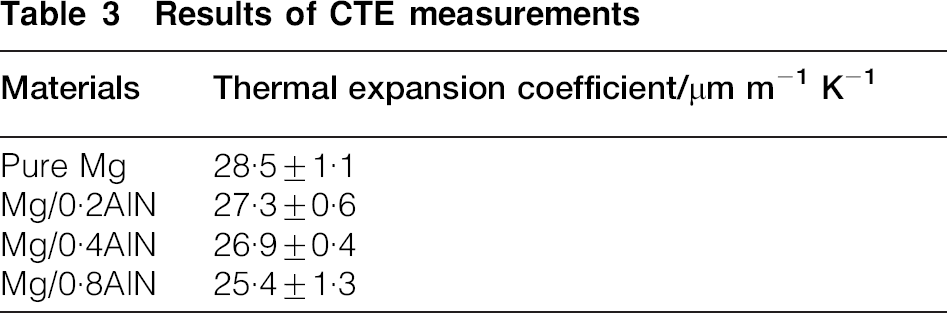
The results of CTE measurements conducted on the developed composite formulations are listed in Table 3. It reveals a slight reduction in the CTE values with the addition of nanoscale AlN reinforcement.
Results of CTE measurements
Mechanical properties
Microhardness measurements
The results of microhardness measurements conducted on the developed Mg materials are listed in Table 3. It shows that the Mg/AlN nanocomposites exhibited higher hardness than the monolithic material. Amongst the composites, Mg/0·4AlN exhibit relatively higher mean hardness value when compared to other composite formulations developed in this study.
Tensile properties
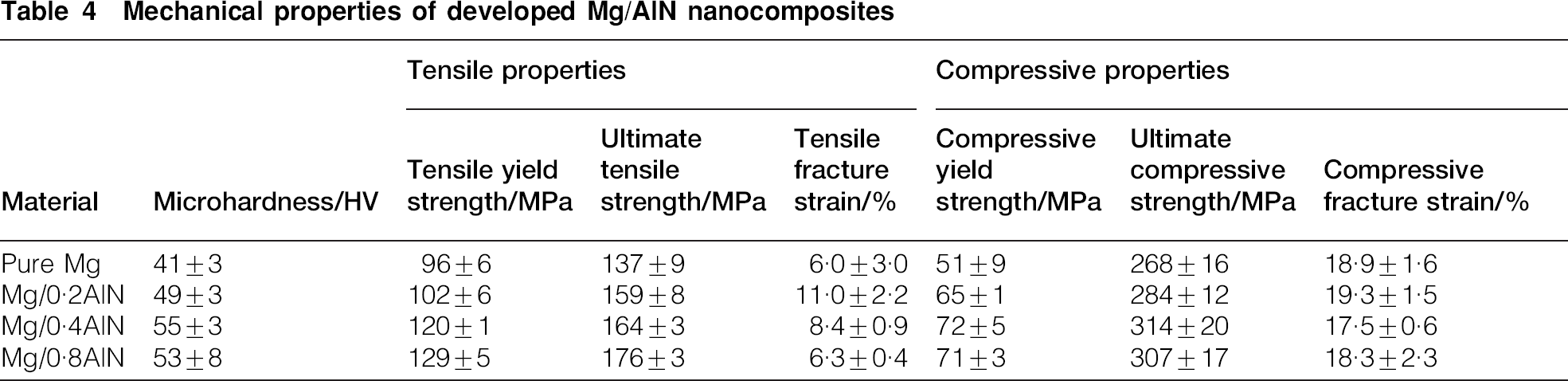
The room temperature tensile properties of the Mg/AlN nanocomposite formulations developed in this study are listed in Table 4. The corresponding stress–strain curves are shown in Fig. 4a. It indicates that the offset tensile yield strength (0·2TYS) and ultimate tensile strength (UTS) values increases with increasing nano-AlN content. However, in case of tensile ductility, it is found to significantly increase (by ∼85) only in case of 0·2 volume percent nano-AlN addition and decreased thereafter with increasing nano-AlN volume fraction. The average tensile ductility of the composite samples, however, remains higher than that of pure Mg.

Engineering stress-strain curves showing the mechanical behavior of developed Mg/AlN composites under tensile and compressive loading
Mechanical properties of developed Mg/AlN nanocomposites
Compressive properties
The results of ambient temperature compressive tests conducted on the Mg/AlN nanocomposites are shown in Fig. 4b and listed in Table 4. It shows that the compressive strength properties (both yield strength and compressive strength) of the developed Mg/AlN nanocomposites are superior when compared to pure Mg. Further, it is interesting to note that the improvement in strength properties occurred without significantly affecting the compressive ductility. Overall, the Mg/0·8AlN nanocomposite exhibit superior combination of compressive properties.
Fractography
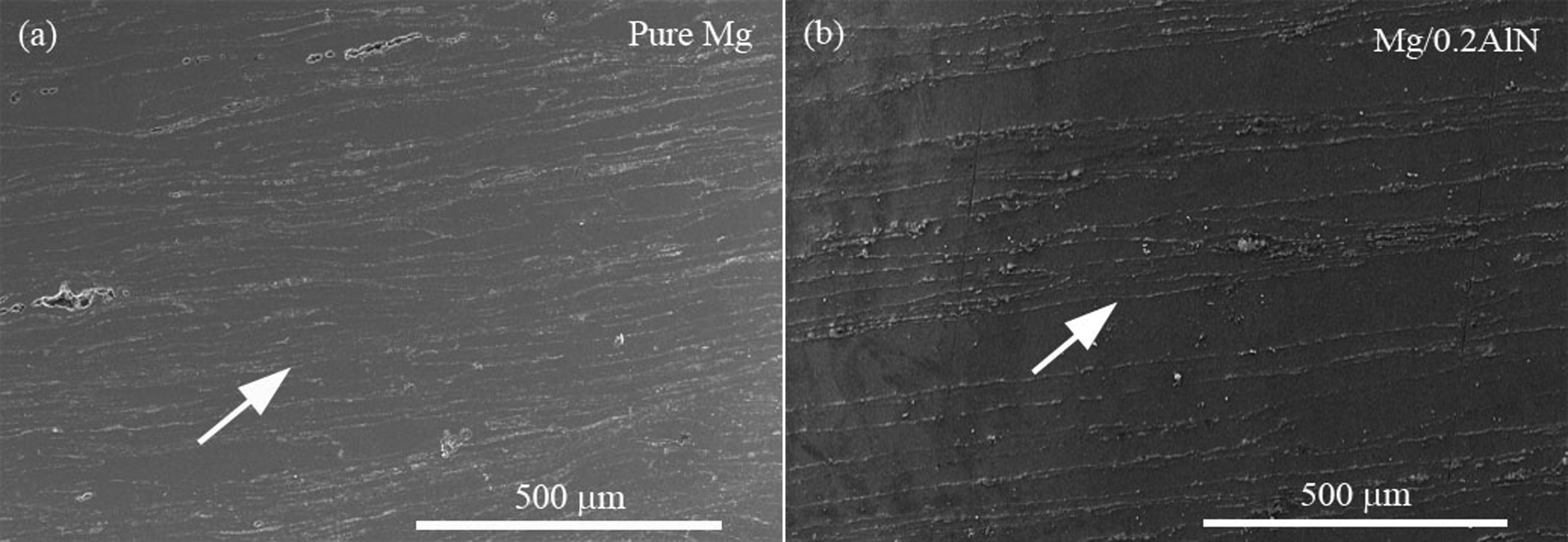
The fractographic evidences of tension and compression tested Mg/AlN nanocomposites are shown in Figs. 5 and 6. Under tensile loads, while pure Mg exhibit clear cleavage mode of fracture (Fig. 5a and c), mixed mode fracture with prominent signs of plastic deformation is observed in case of Mg/AlN nanocomposites (Fig. 5b and d). Under compression, the fractured surface (after polishing and etching along the loading direction) of both monolithic Mg and its nanocomposite appeared similar with prominent shear bands as shown in Fig. 6a and b.

Representative tensile fracture surfaces of a, c pure Mg and b, d Mg/AlN nanocomposite
Representative compressive fractographs of a pure Mg and b Mg/AlN nanocomposite
Discussion
Synthesis
Pure Mg and its composites containing nano-AlN particulates were successfully synthesised through the powder metallurgy technique coupled with the microwave assisted rapid sintering technique. The successful synthesis of nanocomposite materials with negligible porosity (Table 1) attributes to the efficacy of microwave sintering and hot extrusion process to fabricate near dense materials. 23 The results of property characterisation clearly indicate the efficacy of microwave assisted rapid sintering technique followed by hot extrusion to fabricate Mg/AlN nanocomposites.
Microstructure
The microstructures of Mg and its composites containing nano-AlN particles (Figs. 1 and 2) were studied in terms of:
distribution of reinforcement in the Mg matrix
grain size and morphology
matrix–reinforcement interfacial characteristics
crystallographic texture based on X-ray analysis.
The results of microstructural characterisation studies shown in Fig. 1a and b revealed fairly uniform distribution of nano-AlN particles in Mg/0·2AlN and Mg/0·4AlN which can be attributed to the suitability of blending parameters and the capability of efficient extrusion process to break down the agglomerates. 11 Literature study reveals that the efficient dispersion of nanoscale ceramic reinforcement in metallic matrix can be obtained using optimal blending and extrusion conditions regardless of the size difference between matrix and reinforcement materials.10–12 The minimal standard deviation in density measurement results also confirms this observation. However, owing to the high surface energy associated of the nanoparticles, clustering was also seen in larger volume fraction reinforcement addition, as in the case of Mg/0·8AlN nanocomposite (Fig. 1c). Further, the presence of nano-particles with good interfacial integrity inside the matrix grains and closer to the grain boundaries indicates the assistance of nano-AlN particle in grain boundary pinning and nucleation of Mg-matrix grains.27,29 Hence, it can be deduced that the incorporation of nano-AlN particles aided in matrix recrystallisation and resulted in grain refinement by efficient grain boundary pinning and nucleation during extrusion. The ability of nanoscale dispersions to nucleate recrystallised grains and to inhibit grain growth has been already established and will not be discussed here.4,5,27,29
The results of X-ray characterisation studies conducted on the developed Mg/AlN nanocomposites shown in Fig. 3 exhibit prominent high intensity peaks corresponding to Mg in all the cases. However, the absence of peaks related to AlN and other intermetallic phases could be attributed to the limitation of X-ray analyses to detect low volume fraction nanoparticles in the Mg matrix. 30 Further, in the context of crystallographic texture, the X-ray diffractograms of developed Mg/AlN nanocomposites clearly indicate texture weakening in case of Mg/0·2AlN nanocomposite. 28 Thus, it can be observed that the incorporation of 0·2 volume percent AlN particles resulted in the weakening of basal texture i.e. change in orientation of Mg crystals’ basal planes away from the extrusion direction. However, similar weak texture was not found in case of 0·4 and 0·8 vol.- nano-AlN addition.
Coefficient of thermal expansion
The marginal improvement in dimensional stability (decrease in CTE) of the composite samples when compared to the pure Mg as seen in Table 3 attributes to the lower thermal expansion coefficients (CTE) of AlN reinforcement (4·5 μm m−1 K−1) when compared to Mg (27·1 μm m−1 K−1). 5 Further, the results also indicate that the CTE values decreases with increasing nano-AlN volume fraction. Similar observations were made by various other researchers as reported in open literature.11,12
Mechanical properties
The mechanical property measurements under indentation loads listed in Table 4 indicates an increment in microhardness due to nano-AlN reinforcement addition which can be primarily attributed to the constraint imposed by the presence and relatively uniform distribution of harder AlN nanoparticles in the Mg-matrix and by the reduced grain size, on the localised matrix deformation during indentation. 5 The results also revealed that the increment in microhardness values peaked at 0·4 vol.- nano-AlN addition and reduced thereafter which might be due to the coupled effects of increasing presence of porosity (see Table 1) and clustering of nano-AlN in the case of Mg/0·8AlN nanocomposite. However, the microhardness of Mg/0·8AlN is still observed to be greater than that of pure Mg.
The room temperature tensile and compressive properties of the developed Mg materials listed in Table 4 indicate that the developed Mg/AlN nanocomposites exhibit marginal improvement in strengths when compared to monolithic Mg. This improvement in strength (although marginal) can be primarily be attributed to the dispersion strengthening effects offered by the presence and uniform distribution of nanoscale AlN reinforcement particulates which restricts the dislocation generation, multiplication and movement.5,8,9 Ideally, the strength of a material can be described as the stress required to operate dislocation sources which is governed by the dislocation density and the magnitude of all the obstacles that restricts the dislocation movement inside the matrix. 5 Hence, under the applied stress, the large number of fine nanoscale AlN particulates which are evenly distributed in the matrix and the increasing amount of grain boundaries (due to marginal refinement in average grain size when compared to pure Mg) would restrict the dislocation movement and aid in dislocation pile ups.3,5,9 Further, owing to the thermal residual stresses between the matrix and reinforcement, the thermo-mechanical processing (extrusion) would also induce dislocation generation and glide, which would also result in further dislocation pile ups upon obstruction by nano-reinforcement and grain boundaries.4,5 Hence, the coupled effects of these obstacles enhanced the strength properties of Mg/AlN nanocomposites.
The results of tensile property measurements (Fig. 4a and Table 4) also revealed the capability of nano-size AlN particulates reinforcement to significantly increase the ductility of pure magnesium when present in low volume fraction (0·2 vol.-). The increment in ductility of magnesium matrix due to the incorporation of nanoscale reinforcement can be primarily attributed to the coupled effects of grain refinement, presence of reasonably uniformly distributed reinforcement particulates and slip on extra non-basal slip system induced by the texture changes.4,5,9,11,12,31 The beneficial effect of grain refinement on the tensile ductility of hexagonal metals wherein the inter-granular fracture arises from the inter-crystalline stress is well reported in the available literature.4,11,12 It reveals that the presence of uniformly dispersed phases in brittle matrix (here, nano AlN phase dispersed in Mg matrix) will act as ductility enhancer through grain boundary pinning. 29 Ideally, the mobility of dislocations will be usually restricted and the crack generation will be relatively easier in a brittle matrix. In such a case, the presence of uniformly dispersed phases (herein, nano-AlN phases) are expected to provide sites for opening the cleavage cracks ahead of advancing crack front and assist to dissipate the stress concentration at the crack front. This eventually may aid in improving the deformation behaviour. 12 However, the decrease in tensile failure strain in case of Mg/0·8AlN composite could be due to the relatively high porosity level and the tendency of reinforcement clustering. 11
Further, the results of X-ray analysis are significant to comprehend the role of nanoscale AlN particulates on the crystallographic texture change and the mechanical property improvement.17,28,31 From the X-ray diffractograms, it can be clearly seen that the developed Mg/AlN nanocomposites exhibit dominant basal texture with basal planes alignment parallel to the extrusion direction (max peak observed at 2θ = 32° along the cross-section and 2θ = 34° along the longitudinal section). The development of basal extrusion texture during thermo-mechanical processing is similar to the observations reported by various researchers in the open literature.31–33 For this extrusion texture, basal slip is the principal deformation mechanism under tensile loads at room temperature. However, in case of Mg/0·2AlN, the peak observed at 2θ = 36° (along both cross section and longitudinal section) in the X-ray diffractogram suggests that the basal planes are not completely parallel to the extrusion direction, indicating a possible change in the crystallographic orientation.33,34 Such an orientation would facilitate the slip transition by activating the non-basal cross slips for enhanced tensile ductility.17,28 Also, bearing in mind that the enhanced activity of non-basal slip systems would encourage matrix strengthening (CRSS of non-basal slip greater than CRSS of basal slip), the tensile yield strength improvement in case of Mg/AlN nanocomposites observed in Table 4 can also be attributed to the changes in crystallographic orientation of Mg matrix due to nano-AlN particle addition. Similar observations are reported in our recent studies on nano-particle reinforced Mg composites and further studies are in process to comprehensively understand the deformation behaviour in detail.17,28
The fractographic evidences (Fig. 5) of pure Mg and its nanocomposites under tensile loading also confirm to the results of above observations on the tensile property measurements (Fig. 4a and Table 4). While the tensile fractographs of pure Mg clearly show typical cleavage mode fracture (Fig. 5a); mixed mode fracture with some evidences of plastic deformation was seen in Mg/AlN nanocomposite (Fig. 5b).4,5 Hence, it could be understood that the incorporation of nano-AlN particles has marginally affected the fracture behaviour of Mg under tensile loads. Owing to the HCP crystal structure and the lack of sufficient slip activity, the plastic deformation in magnesium is generally limited, and the cleavage steps seen in the tensile fractographs (Fig. 5c) are the indications of the inability of uniform deformation in Mg.4,5 However, in case of Mg/AlN, the high magnification image (Fig. 5d) indicates mixed mode of fracture with both cleavage and signs of plastic deformation due to increased slip activity when compared to pure Mg and Mg/0·8AlN. This could correspond to the activation of additional non-basal cross slips due to nano-AlN addition.31,33,34
The results of mechanical testing listed in Table 4 also indicates that the developed Mg nanocomposites display different yield strengths under tension and compression loading. Such a difference in yield strengths under tension and compression loading (tension–compression yield symmetry) generally attributes to the strong influence of crystallographic orientation which facilitates basal slip dominated tensile and extension twinning governed compressive deformation as clearly evident by the stress-strain response. 33 For the same reason, the tensile yield strength is generally about 1·5 to 2 times greater than that of the compressive yield strength when Mg based materials are tested along the extrusion direction. Table 4 also highlights that the compressive strength properties improvement occurred without largely affecting the compressive ductility. Available literature shows that in case of such anisotropic materials, the restriction of twinning process strengthens the matrix.31,33,34 However, this would occur at the expense of ductility. Conversely, in this study, the results show that the compressive ductility was not detrimentally affected due to nano-AlN addition. The shear bands attributed to tensile twinning seen in the compression fractographs of pure Mg and its nanocomposite counterpart (Fig. 6a and b) also confirms that the compressive deformation of the developed Mg materials remained largely unaltered. 35 Further, it is also interesting to note that while the hardness and compressive properties have peaked at 0·8 nano-AlN addition, the tensile strength increment was observed to be monotonous (Table 4) which can be attributed to the localised matrix hardening effects arisen from the reinforcement clusters. However, the tensile strength increment between 0·4 and 0·8AlN addition is marginal and the variation in compressive strength properties between 0·4 and 0·8AlN addition was statistically insignificant.
Conclusions
Mg composites reinforced with nanoscale AlN particulates were successfully synthesised using microwave assisted sintering technique followed by hot extrusion and the effects of nano-AlN particulates addition on the microstructural and mechanical properties of Mg were studied. Based on the experimental observations, the following conclusions are drawn.
The addition of nanoscale AlN reinforcements marginally reduced the average grain size and CTE and increased hardness when compared to monolithic Mg.
XRD studies showed weakening of basal texture in case of Mg/0·2AlN nanocomposite.
Under tensile loads, owing to the strengthening effects and non-basal slip activation, the developed Mg/AlN nanocomposites exhibit improved mechanical properties such as 0·2 offset yield strength; ultimate tensile strength and ductility.
Under tensile loads, Mg/0·8AlN and Mg/0·2AlN nanocomposites respectively exhibit highest strength (∼30) and ductility (∼85) improvements.
Under compressive loads, the addition of nano-AlN particulates enhanced the overall strength (by ∼30) without significantly affecting the ductility owing to the difficulty in twinning.