
Abstract
This study demonstrates that simply by rolling at ambient temperature, FCC type high entropy alloy Al0.5CoCrCuFeNi can be refined to have nanocrystalline structure and exhibits outstanding combination of strength and ductility. The yield strength and ultimate tensile strength are 1284 and 1344 MPa, respectively, in combination with an elongation of 7.6. After a short annealing at 900°C for 10 min, the elongation is doubled to 15.3 with a trade-off around 20 in strength. This excellent combination of strength and ductility is attributable to the activation of quasi-dynamic recrystallisation during cold work and the limited grain growth during 900°C annealing.
Introduction
Nanocrystalline (NC) and ultra fine grained (UFG) metals offer exceptional strength; however, they often suffer from their poor ductility. Nanocrystalline metals obtained by two step process (nanopowder preparation and subsequent consolidation) contain flaws and artifacts that induce premature failure under tensile stress and severely degrades the performances against deformation. 1 Although one step processes such as electrodeposition or severe plastic deformation can produce materials free from artificial defects. These nanostructured materials still show very limited ductility due to their inability for substantial work hardening, limiting their use in structural applications.2,3 Over the past several years, there has been considerable effort to address the strength–ductility paradox in such metals. Strategies such as using a bimodal grain size distribution, 4 mixing up two or multiple phases, 5 incorporating nanoscale growth twins or nanopartical/nanoprecipitates,6–8 and deforming at low temperatures and/or high strain rates 9 have shown varying degrees of success. However, these nanostructuring processes and methods to improve ductility so far cannot produce NC/UFG materials in larger volume and commercial scale massive production. In powder consolidation based processes, sample size larger than 1 cm has not yet been reported. Electrodeposited NC materials can be available in a variety of forms; 10 however, production of large dimension bulk materials by electrodeposition is impractical. Severe plastic deformation such as equal-channel angular extrusion can process bulk work pieces. However, the dimensions are limited and the largest reported sample size is up to 10 cm. 11
Recently there has been a growing interest in the field of high entropy alloys (HEAs) that have shown numerous new phenomena for materials science.12,13 High entropy alloys in general have at least five principal metal elements each having the concentration between 5 and 35 at.-. They are featured with multiprincipal element effects as compared with conventional alloys. Many interesting phenomena have been found such as the tendency for the alloy to form solid solution or amorphous phases due to high entropy effect; large solution hardening, and low electrical and thermal conductivity due to severe lattice distortion effect; and thermal stability due to high entropy effect and sluggish diffusion effect. 13
In the past decade, many HEA systems composed of five to nine metallic elements, e.g. AlxCoCrCuFeNi,14–19 AlxCoCrFeNiTi, 20 CoCrCuFeNiTix, 21 CoCrFeMnNi,22–26 AlCoCrCuFeNiMoTi,27,28 AlCoCrCuFeNiSi 29 and AlxCoCrCuFeMnNiTiV 30 have been studied and characterised intensively for their microstructures and mechanical properties. Among them, the AlxCoCrCuFeNi alloys have been studied most widely including the evolutions of microstructure 31 mechanical properties from room temperature to 1000°C, 32 and the application on laser cladding. 33 It has been known that the alloy having higher Al content (x≥1) is mainly composed of strong BCC phase which leads to low ductility and poor workability at ambient temperature. 15 However, the Al0.5CoCrCuFeNi alloy has a microstructure composing of two FCC phases, i.e. dendrite phase and Cu-rich interdendrite phase, and can be deformed over 50 true strain without fracture.14,17 The authors had also investigated the temperature effect on the mechanical properties of this alloy at the as rolled and fully annealed states. It was found that BCC phase precipitates from the supersaturated matrix and Cu-rich phase, and causes hardening when aging at the temperature between 300 and 700°C. However, the aging hardening reduces the ductility. It was also found that BCC phase precipitation of the cold rolled alloys could be prevent when annealing temperature is higher than 800°C. 34
Based on the above findings, it is expected that the Al0.5CoCrCuFeNi alloy might display novel mechanical properties if annealing on cold rolled samples is performed at 900°C for short time. The present study thus monitored the annealing time to see the evolution of microstructure and properties. In addition, the present study is to understand whether there exists the possibility that simply rolling and annealing can produce NC/UFG structure in bulk forms.
Material and methods
The HEA of Al0.5CoCrCuFeNi (the subscript means molar ratio) was prepared by arc melting constituent elements with purity >99 wt- under a current of 500 A in a water cooled copper hearth. Melting and cooling were performed in a vacuum of 1.01×10−3 Pa after purging with argon for three times. The melting process was repeated for at least 5 times to ensure chemical homogeneity of the alloy. The cast was further homogenised at 1000°C for 6 h and then water quenched. The homogenised slab was cold rolled to a thickness of 1 mm with a reduction ratio of 80. A scanning electron microscope (SEM, JEOL JSM-5410) was applied to examine the microstructure of the alloy. Thin foil specimens of the alloy were prepared by mechanical thinning, followed by ion milling at room temperature, and then subsequently observed under a transmission electron microscope (TEM, JEOL JEM-2010) with selected area diffraction analysis. Crystal structures were identified using an X-ray diffractometer (XRD, Rigaku ME510-FM2) with Cu Kα radiation. The scanning range was from 20 to 100° in the θ–2θ geometry at a speed of 2° min−1. The hardness was measured by a Vickers microhardness tester (Mitutoyo HM-115), under a load of 50 g, at a speed of 10 μm s−1, and with a loading time of 10 s. Tensile tests with an Instron 4505 at a strain rate of 1×10−3 s−1 were performed on samples of the as rolled state and as annealed state after annealing at 900°C for 10, 30, 60 and 300 min. The gauge section of the specimens was 13×3×1 mm. The three-point bending tests were conducted on the as rolled and 30 min annealed samples with a 3×3 mm cross-section, which were taken from the 3 mm thick sheet processed from a cast slab with larger initial thickness than that for tensile specimens. Its rolling reduction ratio was also 80. The speed of crosshead during three-point bending was 0.18 mm min−1.
Results and discussion
Al0.5CoCrCuFeNi HEA in the as homogenised state has been reported to consist of two FCC solid solution phases: the matrix with less Cu content and the Cu-rich phase dispersed among the matrix grains. The matrix phase is originated from dendrite region whereas the Cu-rich phase is originated from Cu-rich interdendrite region of cast structure. The width of matrix phase and Cu-rich phase are roughly 40 and 10 μm, respectively. However, the grain sizes of both phases after homogenisation are 10–20 and 5–10 μm, respectively. The overall hardness is 154 HV. The hardness achieved after rolling is 399 HV which indicates a work hardening about 160. 34 The high work hardening capacity was also observed after cold rolling the as cast sample. 35 Figure 1 shows the microstructure of as annealed samples. After annealing for 300 min, the alloy reaches its fully recrystallised state. The grain sizes in the matrix phase and Cu-rich phase are 2 and 1 μm, respectively. This demonstrates that even at 900°C the grain growth is very slow. Table 1 shows the microhardness of the matrix phase and that of the Cu-rich phase. The indentations were made on larger regions of each phase so that the measured hardness of each phase was not affected by another adjacent phase. The hardness of these two phases decreased with increasing annealing time. After 300 min, the hardness of the Cu-rich phase is higher than that of the matrix phase. The X-ray diffraction patterns of as rolled and as annealed samples are shown in Fig. 2. It can be seen that the diffraction peaks of matrix phase and Cu-rich phase tend to merge in the as rolled state because the width of peaks become larger due to deformation strain imposed on both FCC crystal structures. After annealing, the two sets of peaks separate from each other due to the recovery effect eliminating a large portion of lattice strain. Figure 3 shows the stress–strain curves of the as rolled and as annealed samples. The inset shows three representative fracture surfaces revealing that all the fractures are ductile. The yield strength, ultimate tensile strength, and Young's modulus of the as rolled sample are 1284 MPa, 1344 MPa and 155 GPa, respectively. Notably, the total elongation is 7.6 which is much better than what is usually expected for alloys receiving such a cold reduction of 80. For example, highly workable FCC alloys such as 70Cu–30Zn, 304, and 310 stainless steels all show a rupture strain of 3 after heavy cold work. Significant reduction in ductility is observed even in pure Cu, which only exhibits 5 rupture strain after 61 reduction. 36 By contrast, Al0.5CoCrCuFeNi alloy possesses a good strength and ductility combination at its fully work hardened state.
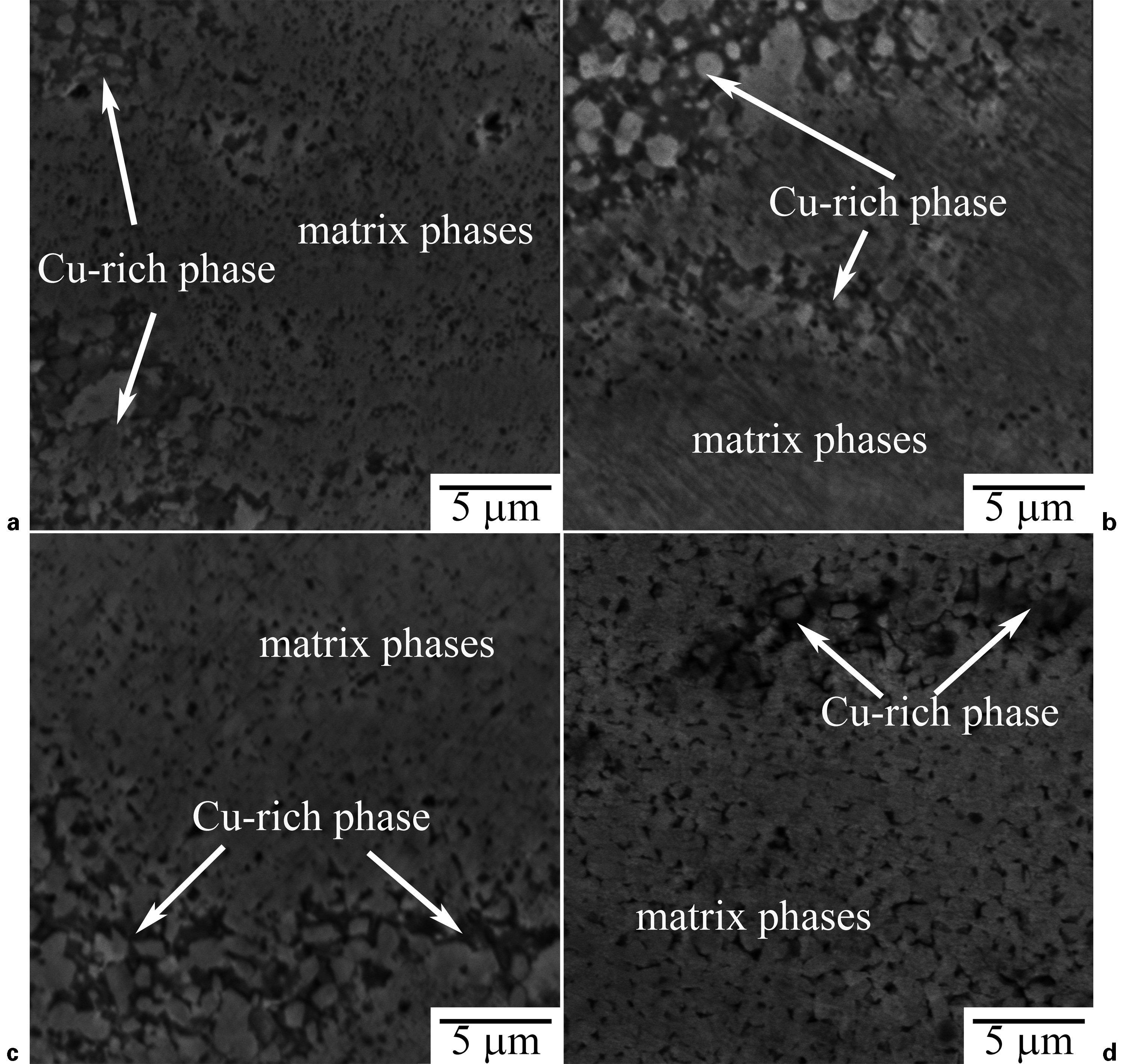
Microstructures of Al0.5CoCrCuFeNi alloys in as annealed states which receive annealing at 900°C for a 10 min, b 30 min, c 60 min and d 300 min, respectively
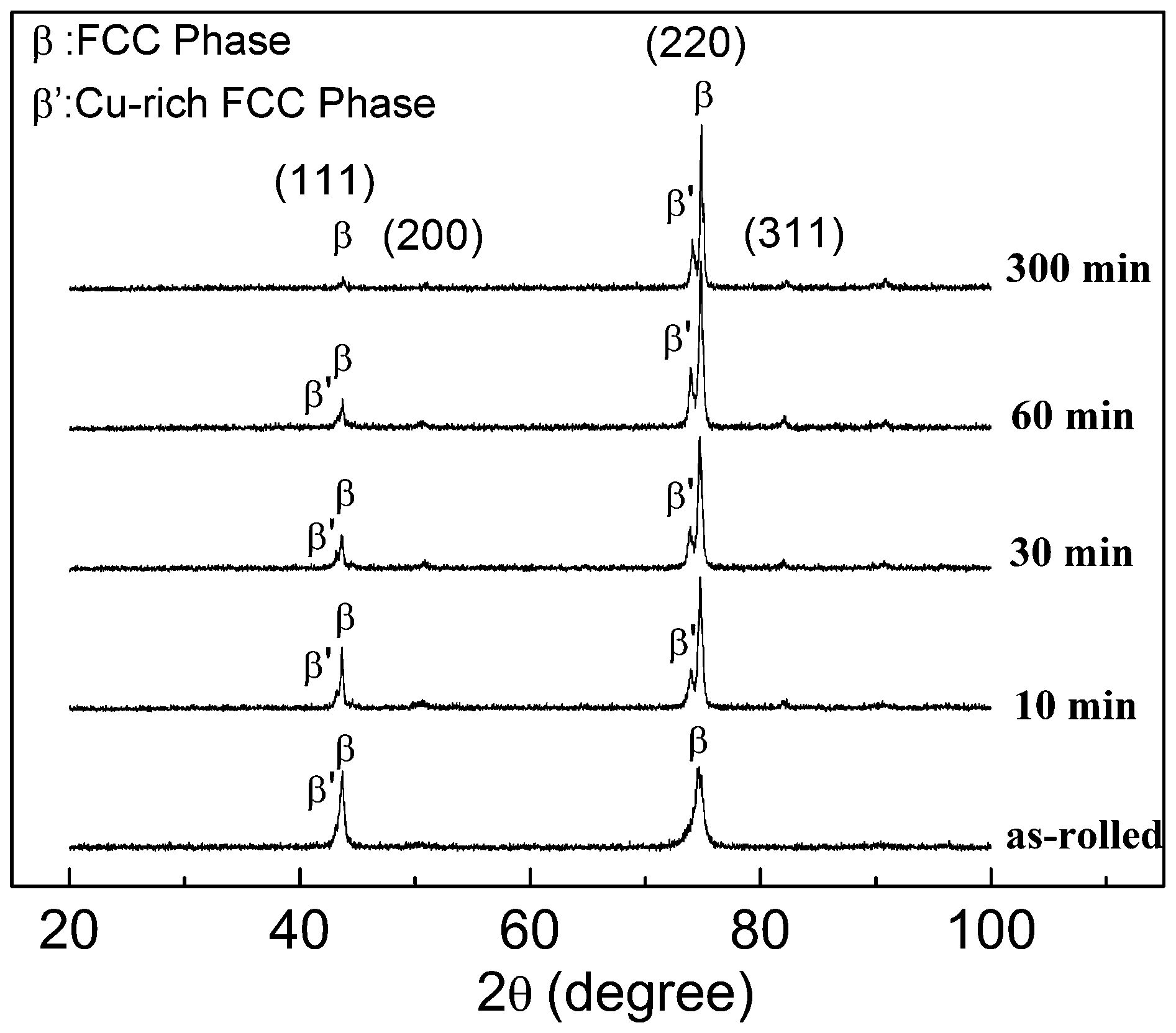
X-ray diffraction patterns of Al0.5CoCrCuFeNi alloys in as rolled state and as annealed states which receive annealing at 900°C for 10, 30, 60 and 300 min, respectively
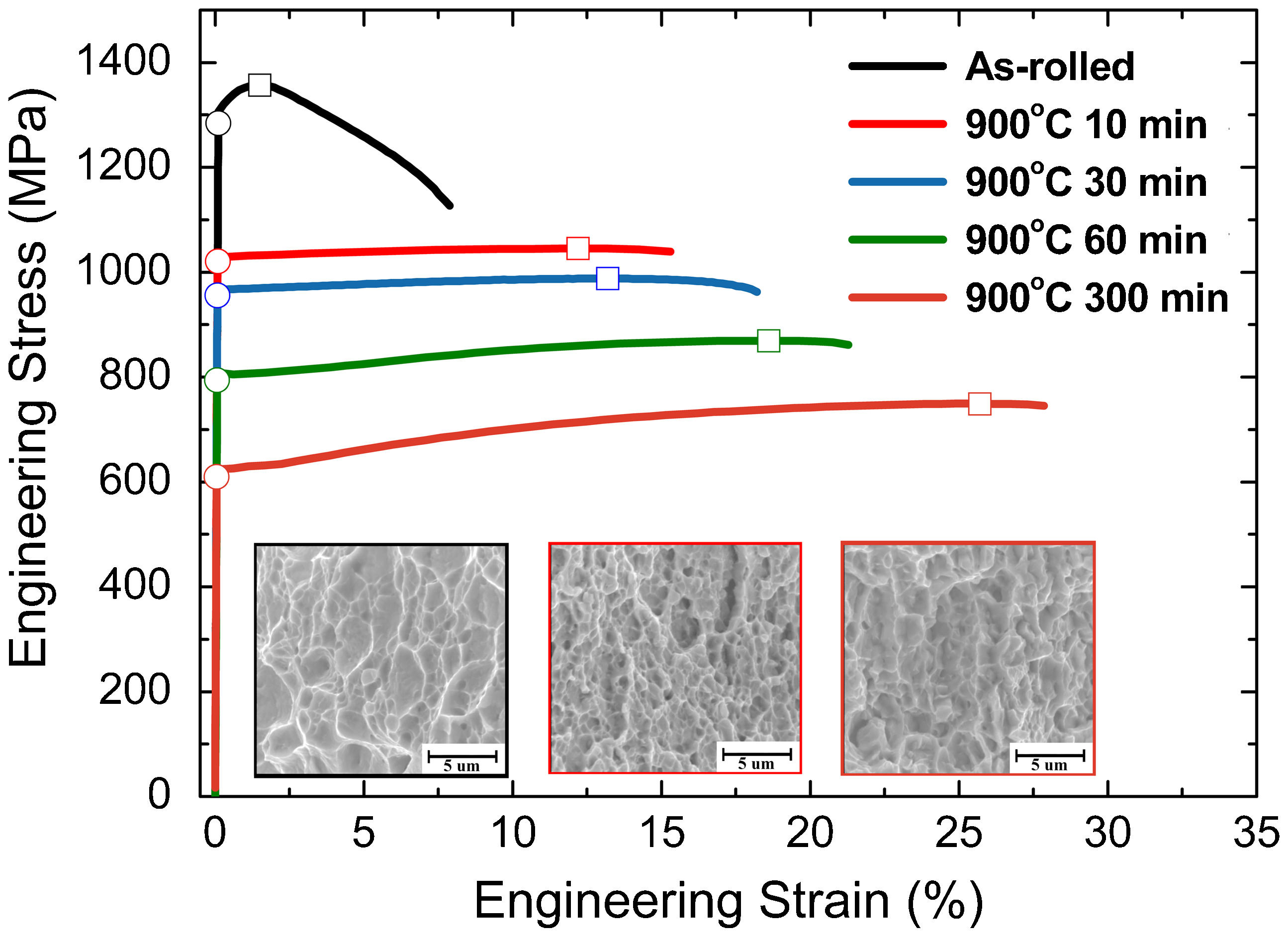
Tensile engineering stress–strain curves for Al0.5CoCrCuFeNi alloys in as rolled state, and as annealed states which receive annealing at 900°C for 10, 30, 60 and 300 min, respectively. Circle spots represent yield points and square spots do ultimate points. Three insets from left to right are SEM micrographs of tensile fracture surfaces corresponding to as rolled state and as annealed states of 900°C–10 min and 900°C–300 min annealing, respectively
Microhardness values (HV0.05) of matrix phase and Cu-rich phase in as rolled state, and as annealed states after annealing at 900°C for 10, 30, 60 and 300 min

Ductility of the as rolled alloy can be significantly enhanced without sacrificing much of its strength by performing short annealing. Annealing at 900°C for 10 min increases the total elongation to 15.3 and the uniform elongation to 12.2, while the yield strength is reduced to 1021 MPa. The same trend is observed after annealing for 30 min and longer time. It is noted that even in the fully recrystallised state (300 min) the present alloy still show good yield strength of 610 MPa with an excellent uniform elongation of 25. Figure 4 summarises the combinations of yield strength and uniform elongation in the present study in comparison with the data collected from representative breakthroughs in solving the strength–ductility paradox.4,8,37–41 It shows that the strength and uniform elongation combinations of Al0.5CoCrCuFeNi alloys except the as rolled state clearly stand out from the reported data. It should be mentioned that the as rolled state still has a total elongation of 7.6 although its uniform elongation is lower. This demonstrates that the present rolling and annealing process is basically better than other nanostructuring processes by the merits of getting fully density and preventing from flaws and artifacts.
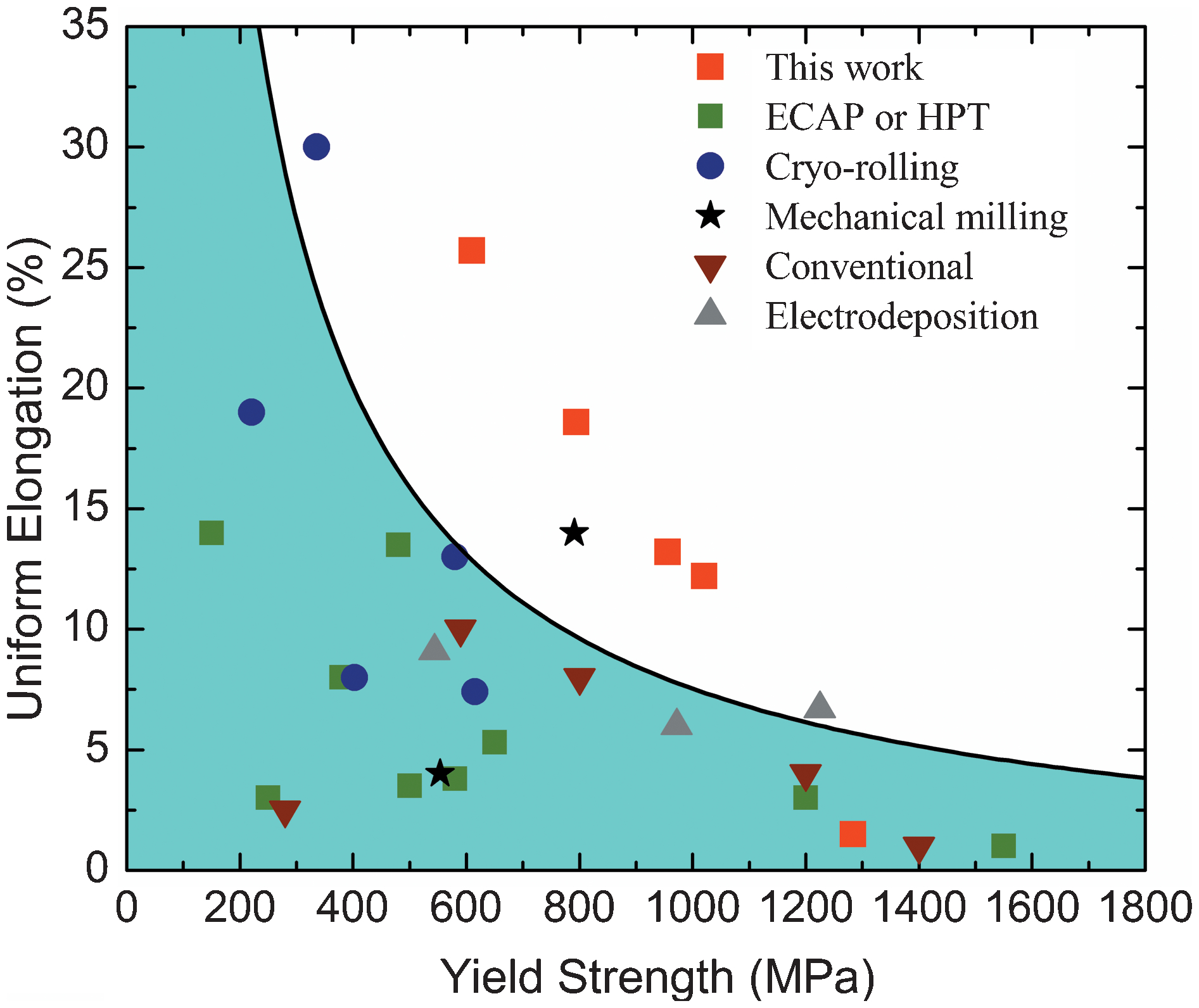
Uniform elongation versus yield strength for various nanocrystalline metals. Data points are collected from representative papers reporting strength and ductility of nanostructured metals which are classified by process used to produce nanostructures.4,8,37–41 Only best result(s) are taken from each paper. When different strain rates are available, values are taken from stress–strain curve whose rate is closest to that (1×10−3 s−1) of present study
The high ductility in the present NC alloy is further confirmed with the three point bending test. Pictures of as rolled and 900°C–30 min annealed samples after the bending test are shown in Fig. 5. Both samples have been bended to cause a touch between bent samples and the platform. The limiting bend angle is around 60 degrees. No crack is observable on the annealed sample after the test, while a small crack is found at the tension side of the as rolled sample. Crack formation on the as rolled sample is reasonable because of its lower elongation.
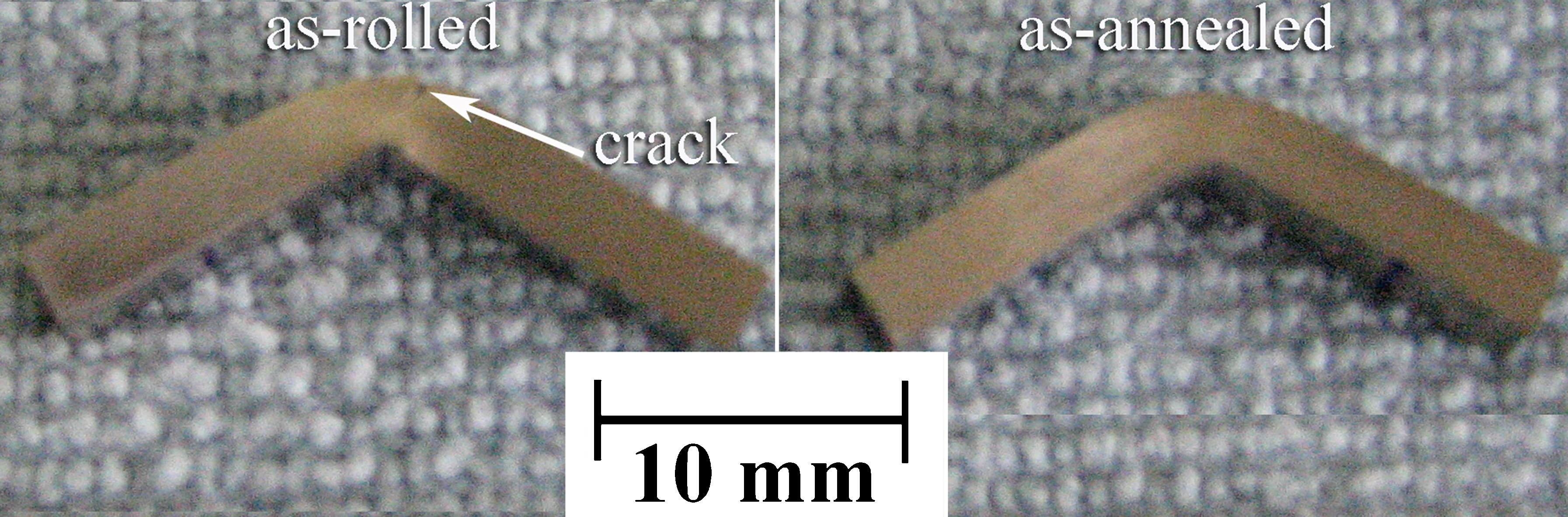
As rolled sample and 900°C–30 min annealed sample after three point bending test
Figure 6 shows TEM micrographs and corresponding selected area diffraction patterns of as rolled and 900°C–10 min annealed samples. Figure 6a reveals that the as rolled alloy has a ploygrain structure with a grain sizes around 100 nm. The grains are equiaxed and divided by non-equilibrium grain boundaries featured with a higher density of dislocations than grain interiors. This indicates that quasi-dynamic recrystallisation occurred during rolling since grains do not actually recrystallise in company with clear grain boundaries. However, quasi-dynamic recrystallisation during room temperature rolling is unusual since the present alloy has a solidus temperature of 1552 K and the liquidus temperature 1635 K as previously measured by DTA thermal analysis. 14 By rule of thumb the recrystallisation temperature is around half of the melting temperature, i.e. 817.5 K, which is far above room temperature. According to dynamic recrystallisation theory, metals with a low or medium stacking fault energy (SFE) (e.g. copper, nickel and austenitic iron), would have a low recovery processes and thus dynamic recrystallisation may take place when a critical deformation condition is reached.42–44 Otherwise dynamic recovery would occur before dynamic recrystallisation since high SFE results in complete dislocations that can easily cross-slip to increase the possibility of mutual annihilation of opposite dislocations during deformation. An example is the comparison between Ni–5.5 wt-Al alloy and pure Ni, the former has very low SFE due to the segregation of Al content and no dynamic recovery during cold work whereas pure Ni has high SFE and easily induces dislocation cell structure due to dynamic recovery. 44 Theoretically, SFE is the energy difference between the energy state of atoms in the stacking fault per unit area and that in the perfect lattice.45,46 In the present alloy or similar HEAs featured by the whole solute heavily distorted matrix, it is expected that the energy difference between the energy state of stacking fault and that of matrix is inherently reduced due to the high energy level of the distorted matrix. Thus, this effect results in low SFE which enhances the dynamic recrystallisation. 25 As for the unusual occurrence of quasi-dynamic recrystallisation at room temperature, two additional factors besides the very low SFE are expected to give some contributions:
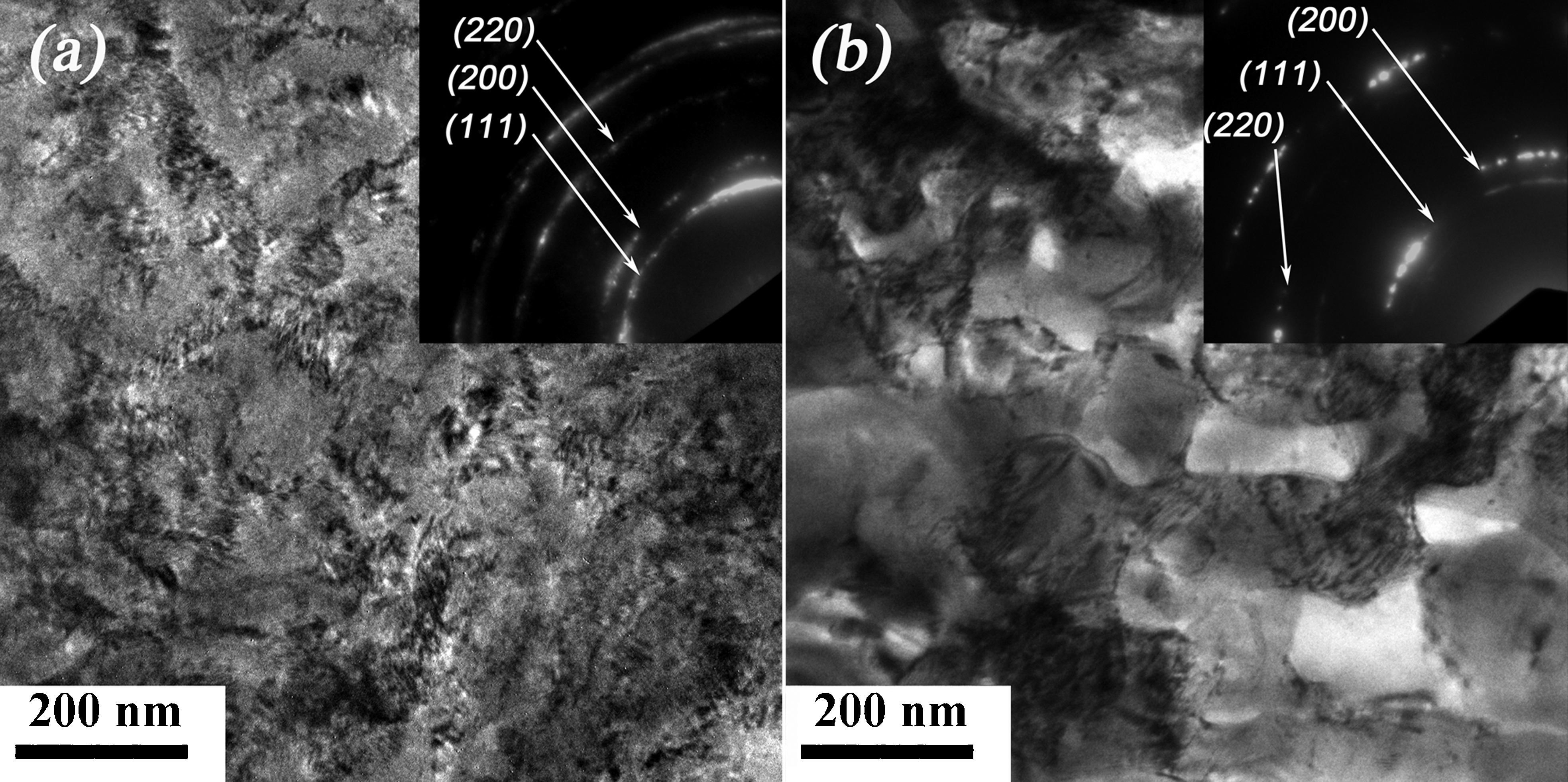
Images (TEM) and corresponding selected area diffraction patterns of a as rolled and b 900°C–10 min annealed samples
heavy deformation causes a larger driving force for recrystallisation
temporary temperature increase in the sample during rolling enhances the activation of recrystallisation.
The good ductility in a fully work hardened state can be attributed to the nanosized substructure formed by quasi-dynamic recrystallisation. This is because a large number of dislocations have been eliminated by dynamic recrystallisation. Moreover, the NC structure could increase the strength by Hall–Petch equation and decrease the possibility of crack initiation and propagation.
Figure 6b shows the TEM image for the 10 min annealed sample. It is interesting to see the grain size, about 100 nm, is the same as that of as rolled samples but grain boundaries become sharper and clearer without the presence of non-equilibrium dislocations near grain boundaries. This agrees with the inset diffraction pattern which contains clear spots in the FCC rings. In addition, elimination of a portion of dislocations in the annealed samples can be used to explain its lower strength and higher ductility as compared with the as rolled samples. As for the mechanism for the limited grain growth to retain its UFG structure during 900°C annealing, it is related to dual phase structure of the matrix phase and Cu-rich phase, and sluggish diffusion effect of HEAs.24,47
Conclusions
Outstanding mechanical properties of NC or UFG Al0.5CoCrCuFeNi alloy in bulk form can be achieved by simple rolling and annealing. The process is cost-effective in practice as compared with rapid solidification, mechanical alloying, electroplating, and equal channel angular pressing. Moreover, it is basically better than other nanostructuring processes in getting fully density and preventing from flaws and artifacts. As a result, the as rolled state and the annealed state at 900°C for short periods of time exhibit superior combinations of strength and elongation over most reported nanostructured metals. The yield strength and ultimate tensile strength of the as rolled state are 1284 and 1344 MPa, respectively, in combination with an elongation of 7.6. After a short annealing at 900°C for 10 min, the yield strength and ultimate tensile strength are 1021 and 1045 MPa, and the elongation is doubled to 15.3. The underlying mechanism for the NC structure is mainly related to quasi-dynamic recrystallisation activated during cold work. The quasi-dynamic recrystallisation is promoted by low SFE, and heavy deformation and temporary temperature increase during rolling. Whole solute matrix with heavy lattice distortion and Suzuki interaction of abundant solute atoms with stacking fault could considerably lower the SFE. The mechanism for the limited grain growth to retain its UFG structure during 900°C annealing is attributable to the dual phase structure and the sluggish diffusion effect.