
Abstract
This paper is focused on the influence of Ni addition on the microstructure and fracture toughness of structural steels after tempering. Nickel is known to increase the resistance to cleavage fracture of steel and decrease a ductile–brittle transition temperature. The medium carbon, low alloy martensitic steels attain the best combination of properties in low tempered condition, with tempered martensite, retained austenite and transition carbides in the microstructure. In the present research, four model alloys of different Ni contents (from 0·35 to 4·00) were used. All samples were in as quenched and tempered condition. Quenching was performed in oil at room temperature. After quenching, samples were tempered at 200°C for 2 h. An increase in nickel content in the investigated model structural steels causes a decrease in ε carbide volume fraction in their microstructure. Cementite nucleates independently in the boundaries of martensite laths and in the twin boundaries in the areas where the ε carbide has been dissolved. It was stated that stress intensity factor KIc significantly decreases in the case of the presence of dispersive elongated cementite precipitations at the boundaries of the prior austenite grains.
Introduction
Morphology of carbides plays a significant role for the development of fractures in steels. A number of research papers confirm that hypothesis, for example, in a publication by Lee et al. 1 including a comment written by Tanguy et al.; 2 it can be found that fractures are developing along the carbides of the M3C type, in the case when the microstructure also includes the M2C type carbides. Based on the current literature, one can infer that an increase in the volume fraction of carbides can cause a decrease in the fracture toughness. Similar findings were published by Norris and Parker, 3 with included reference to the paper of Curry and Knott 4 as well as Petch, 5 where it was pointed out that the increase in the volume fraction of carbides decreases the fracture stress. It should be noted that the amount of carbide precipitates is not the only significant aspect in this matter, but the type of the carbides itself plays an important role as well. As it was shown in the work by Casellas et al., 6 also the carbides themselves exhibit different brittleness, depending on their type. In this aspect, the present paper compares carbides of the MC, M7C3 and M6C type. On the other hand, some publications, e.g. by Kroon and Faleskog,7,8 suggest that the interfacial boundary between the carbide and the matrix 7 and the shape of the carbide precipitates play the most important role in the effect of carbides for the fracturing in steels. Therefore, especially the carbides precipitating on the grain boundaries in the continuous manner are suspected to be the areas of an easy propagation of fracture, as discussed in the paper by Hong et al. 9 for twinning induced plasticity steel. Authors of this work 10 observed previously that the type, the morphology and the place of carbide precipitation affect the fracture toughness of four steels after quenching and tempering. The investigated carbides were of M3C and ε type, which was confirmed based on TEM analysis.10,11 The investigations were conducted on four steels differentiated mainly by the content of Ni. 12 For similar heat treated samples, an effect of the Ni content on the mechanical properties was observed. 13 Effects of nickel content on the steel properties have also been presented in the papers.14–16 Similarly, this problem has been discussed for ductile iron. 17 Nickel affects the precipitation of ε and M3C carbides, which was mentioned, i.e. in Refs. 18 and 19.
The parameter describing the fracture toughness, which, at the same time, is the material constant, is the stress intensity factor for the critical fracture toughness in plane strain KIc. It is a parameter that is frequently determined and discussed in respect of steel.20–24
The subject of the present paper is to determinate the role of the morphology of M3C and ε carbide precipitations in the fracture toughness evaluated by the KIc parameter.
Materials
This investigation involved the use of four model steel alloys of a constant concentration of C (∼0·30) and a variable concentration of Ni (0·35/4·00). The content of the other elements was kept constant. Figure 1 presents the chemical compositions of the investigated steels. Steels were melted in air and hot forged into 20 × 35 mm bars. The samples for the investigations were machined after normalising.
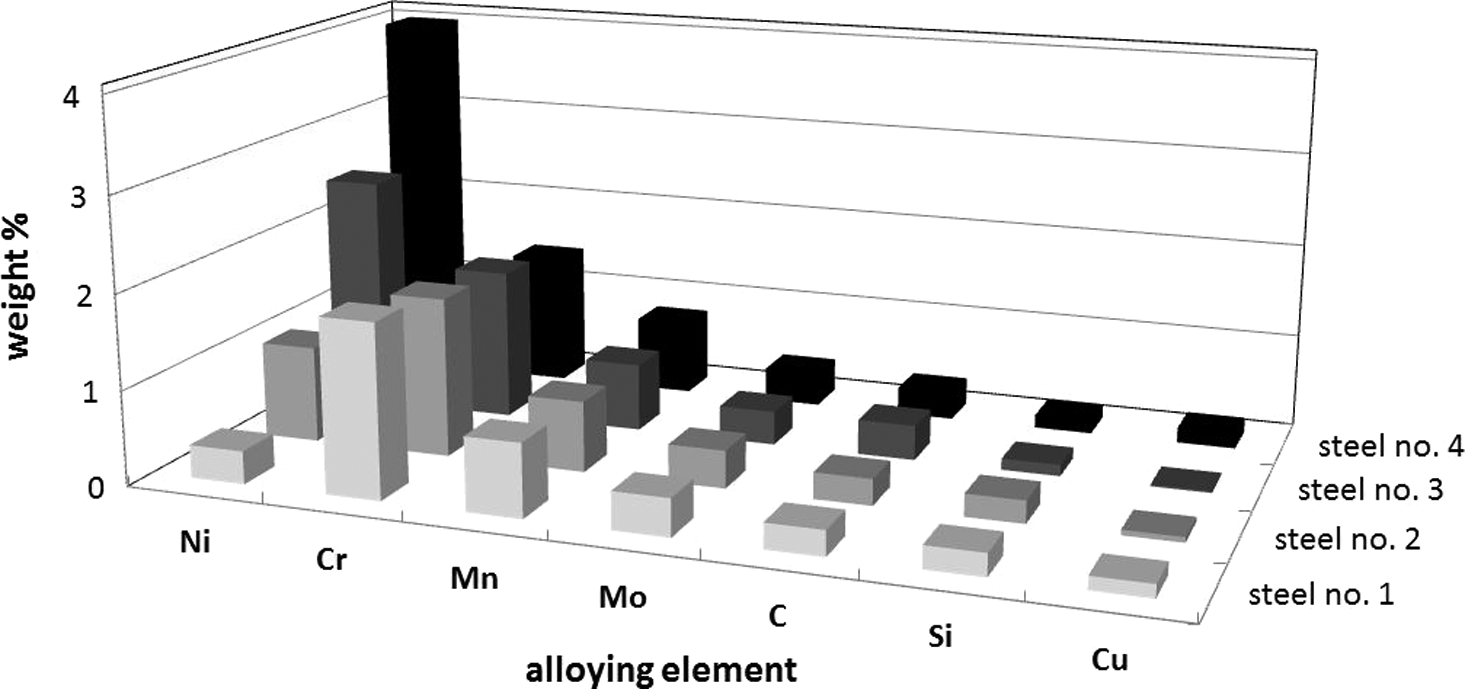
Chemical compositions (wt-) of investigated steels
Experimental methods
The microstructures of the samples were observed by means of the light microscope Axiovert 200 MAT by Zeiss. X-ray diffraction examinations were applied to measure the volume fraction of the retained austenite. They involved the use of a quantitative phase analysis (RIAF). 25 The tests were conducted by means of the X-ray diffractometer TuR-M61 with the goniometer HZG4, with the use of Fe Kα radiation.
The morphology examinations of the carbide precipitations were performed using the transmission electron microscope (TEM) JEM 200.
The hardness measurements were performed with the Vickers method, with the use of the hardness tester HPO 250. The indenter load was 294 N.
In the static tensile tests, the values of the following were determined: the yield strength, the tensile strength, the elongation and the contraction. The tests were conducted by means of the testing machine Instron, on proportional 10-fold Φ5 diameter samples. Each variant was represented by three samples.
The evaluation of the fracture toughness of steel was made by the method of linear elastic mechanics of fracture, on the basis of the measurements of the stress intensity factor KIc, in a static bending test. The test involved use of 15 × 30 × 150 mm samples, in which, at the bottom of mechanically indented notches, ∼2 mm deep fatigue fractures were created. The samples were bent in three points on the testing machine Instron. The bending force changes were registered in the function of the notch edge gap, till the moment when the sample fractured. The measurements of the total notch depth on the sample fractures were performed by means of a light microscope. The dependences obtained in this way were used to determine the KIc factor. Each variant of these tests was represented by three samples.
Fractographic tests were conducted on the fractures of the samples used to determine the stress intensity factor KIc. The fractures were observed with the use of the scanning electron microscope Stereoscan by Cambridge.
Heat treatment
The steels were melted in air and hot forged into 20 × 35 mm bars. The test samples were machined after normalising. For the purpose of mechanical property testing, all the samples were used under quenching and tempering conditions. The austenitising temperatures were determined 26 as Ac3 +50°C, and these values are given in Fig. 2. The quenching was performed with the use of oil at room temperature. The martensitic microstructures of the investigated steels after the oil quenching are shown in Fig. 3. It can be seen that the finest grain is characterised by steel 2, whereas a large grain is especially exhibited by steels 1 and 4. However, in the case of steel 4, the martensite laths are clearly finer.
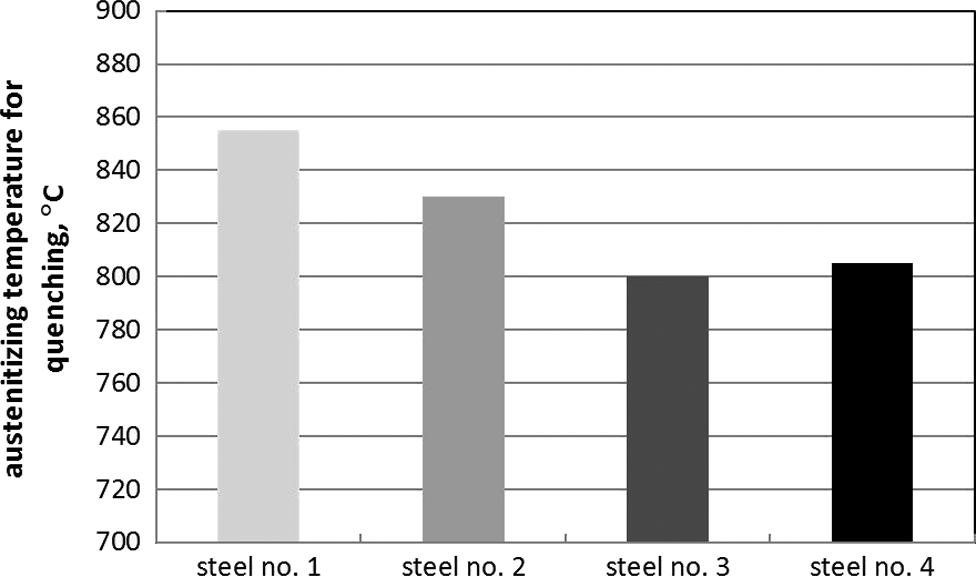
Applied austenitising temperatures for steel quenching
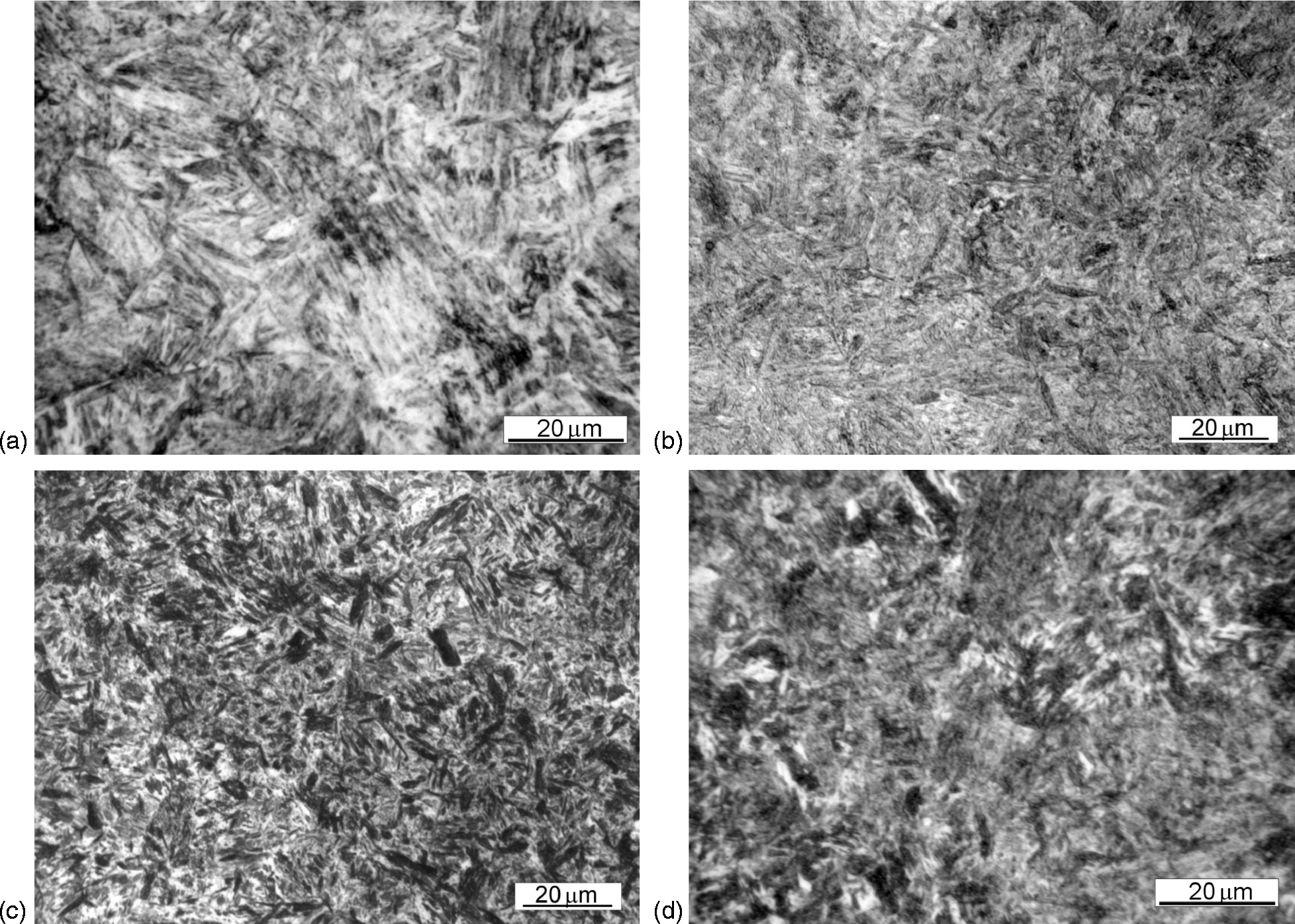
a steel 1; b steel 2; c steel 3; d steel 4
Results and discussion
After quenching and tempering, the examined samples exhibited different percentages of the retained austenite (Fig. 4). The percentage increased together with the increase in the Ni content in the chemical composition of steel. The percentage of the retained austenite did not, however, exceed 4, and in the case of steel 1, it was so low that it was impossible to assess it. Thus, it is hard to expect that slight changes in the percentage of retained austenite can significantly affect the properties of the examined steels (Figs. 5 and 6). Additionally, it was observed that these properties are similar for the examined steels. These properties slightly increase together with the increase in the Ni content. This can be explained by the positive effect of the Ni content on the hardenability 26 and the solution hardening of the quenched martensite. For the remaining steels, the parameters describing the elasticity are considered as similar. Only a slight increase in elongation and a drop in the contraction together with the increase in the Ni content in the steel can be observed. Therefore, we can establish that the investigated steels, after applied heat treatment, are characterise by similar strength and plastic properties; thus, these parameters could not affect the difference in the strength of these steels.
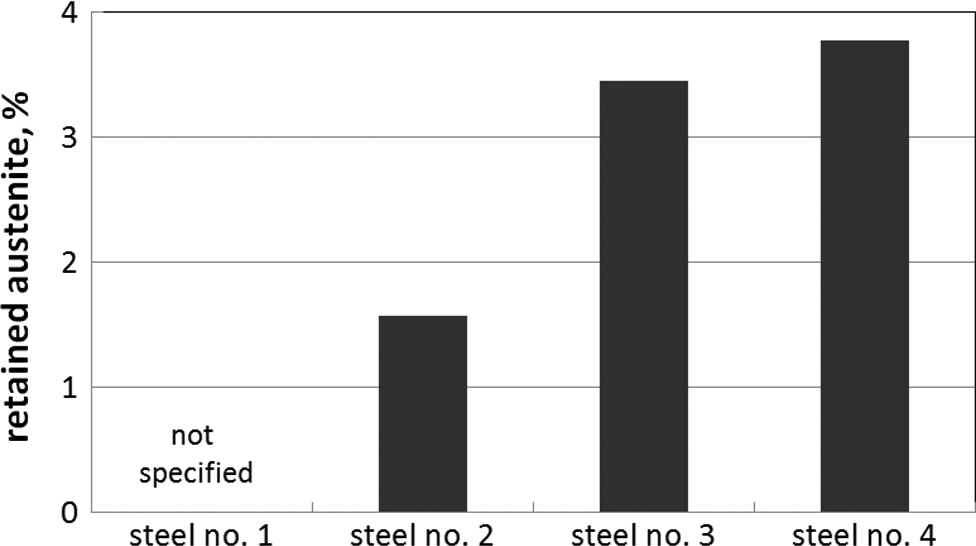
Percentage of retained austenite in investigated steels after quenching and tempering
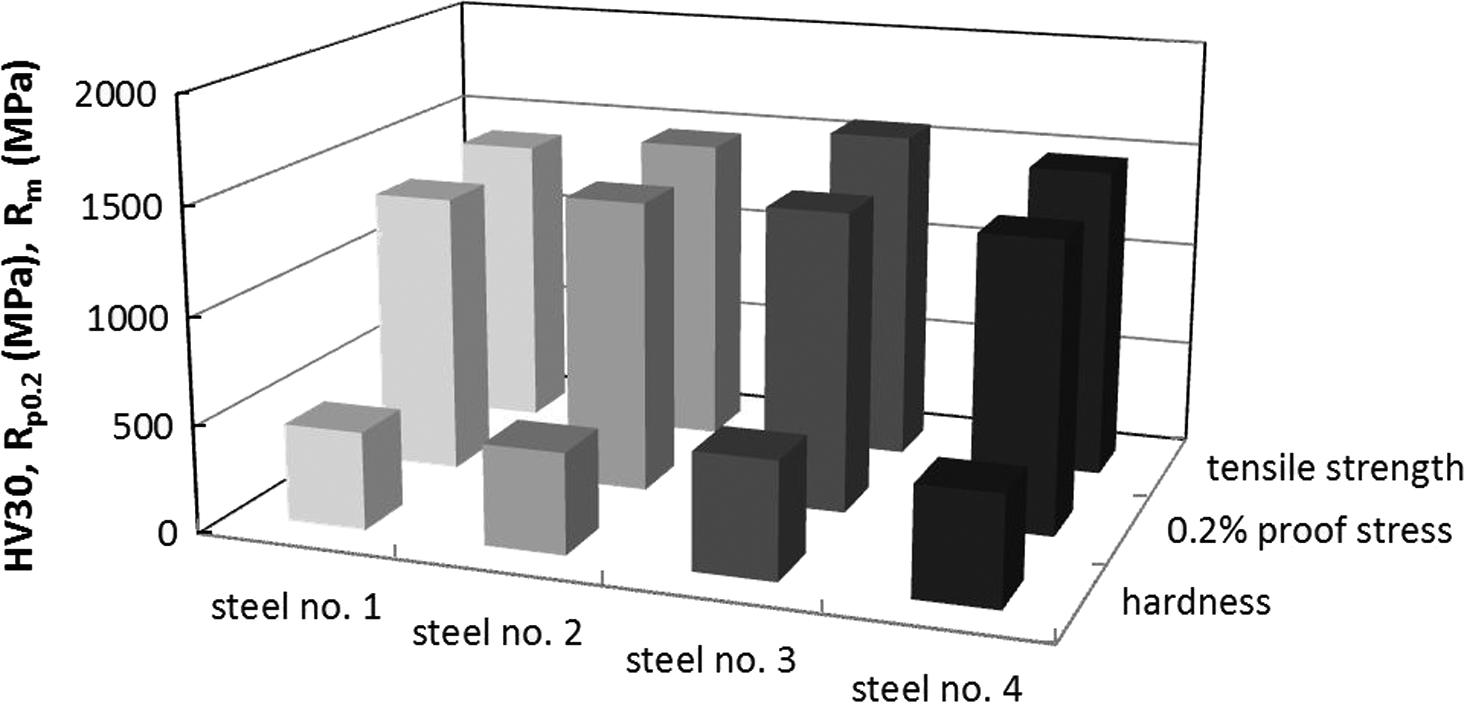
Strength properties of investigated steels after quenching and tempering
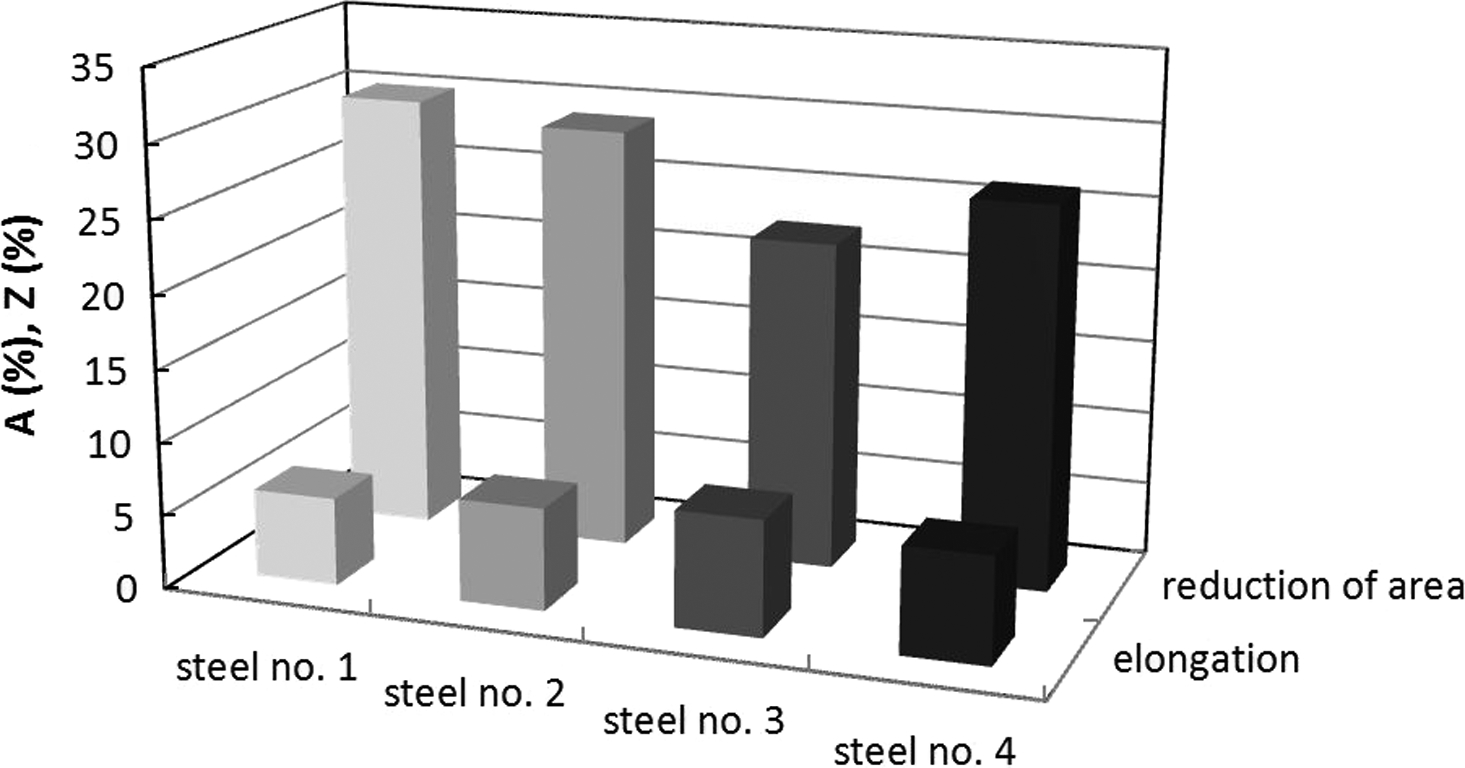
Parameters describing plasticity of investigated steels after quenching and tempering obtained in static bending test
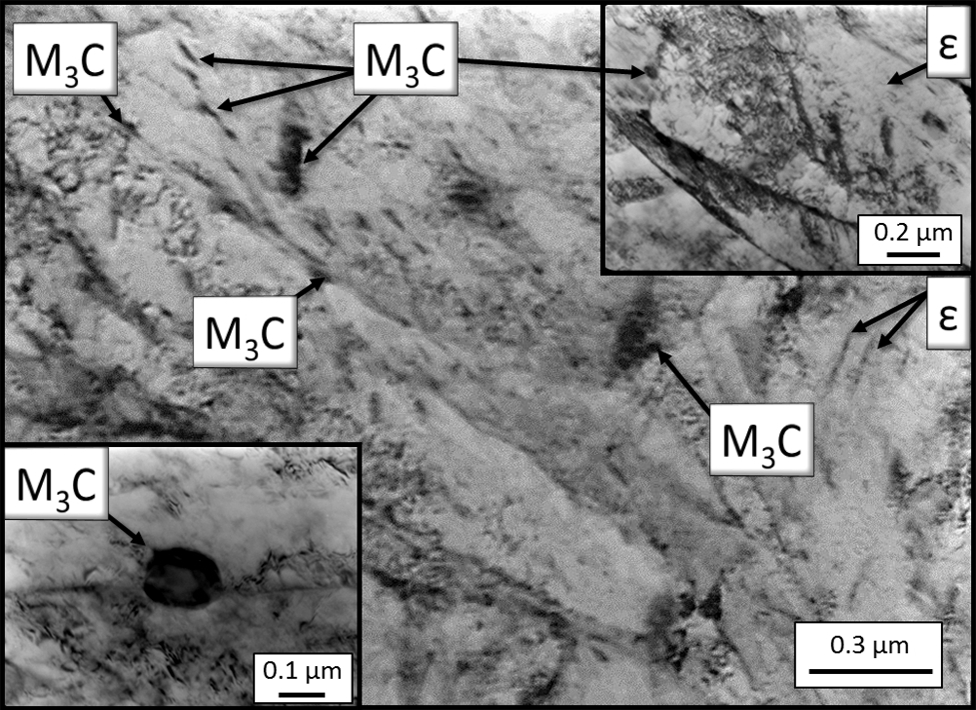
The results of the morphology examinations of the carbides in the investigated steels are presented in Figs. 7–10. Examples of the intensification of the carbide precipitations may be found in previous works.10,11 For the steel 1, only ε carbide precipitations were observed in the microstructure (Fig. 7). For steel 2, in addition to ε carbide precipitations, cementite precipitations were visible (Fig. 8). These precipitations are very fine, and they are located at the boundaries of the prior austenite grain as well as at the boundaries of the martensite laths and the twin boundaries in the martensite. In the case of steel 3, the microstructure also includes ε carbide precipitations (Fig. 9). The latter are, however, much smaller than in the case of steels 1 and 2. The cementite precipitations in steel 3 are larger and more spheroidal than in steel 2. They are located at the boundaries and beyond the boundaries of the prior austenite grain as well as the martensite laths. The smallest amount of the ε carbide precipitations was observed in the microstructure of steel 4 (Fig. 10). The cementite precipitations in steel 4 are even larger, but the areas of their presence are similar to the case of steel 3. Because of a large percentage of fine cementite precipitations observed at the boundaries of the martensite laths, it can be presumed that the differences in the content of nickel in the examined steels may significantly affected the beginning temperature of the independent precipitation of cementite during the tempering process. The mechanism of such independent precipitation of cementite, related to the dissolution of ε carbides, has been discussed earlier in works,27–30 but for other kinds of steels.
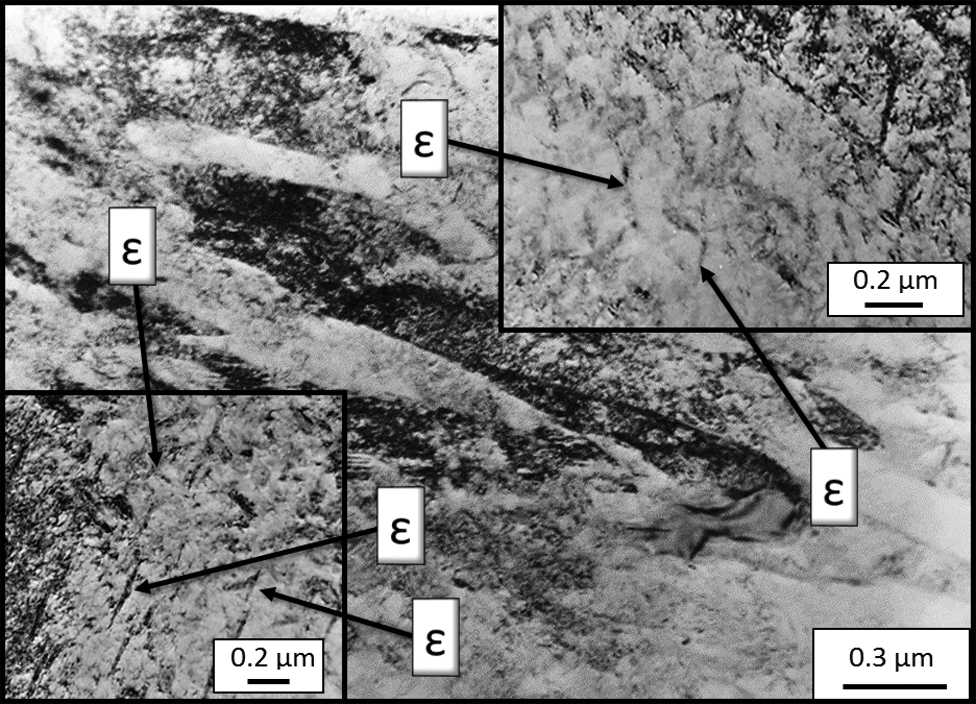
Dislocation microstructure illustrating carbide precipitations morphology of steel 1 after quenching and tempering (TEM)
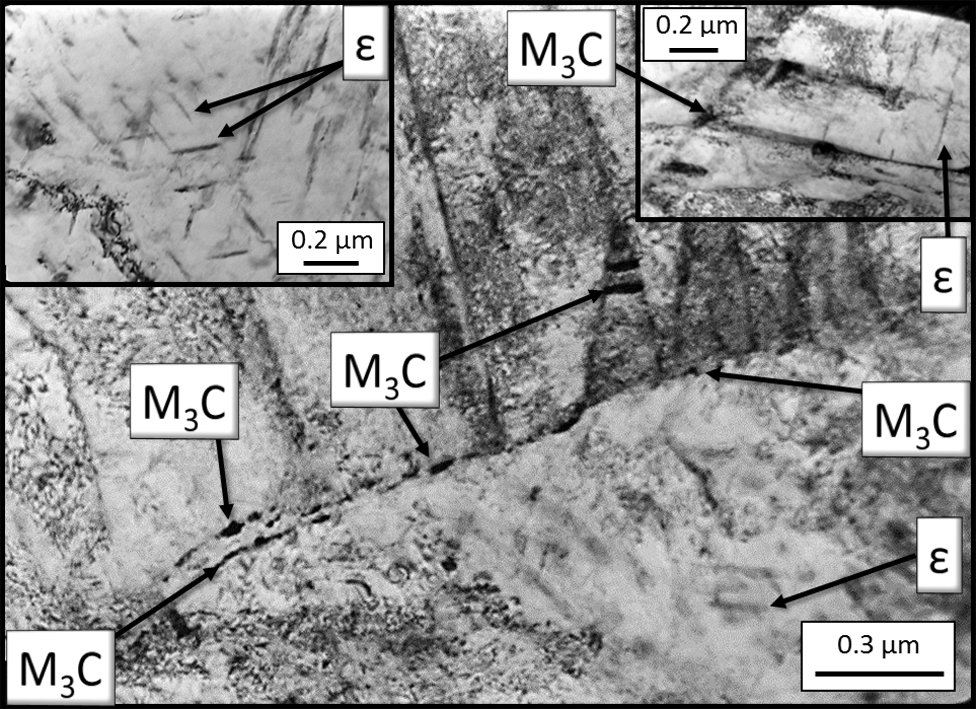
Dislocation microstructure illustrating carbide precipitations morphology of steel 2 after quenching and tempering (TEM)
Dislocation microstructure illustrating carbide precipitations morphology of steel 3 after quenching and tempering (TEM)
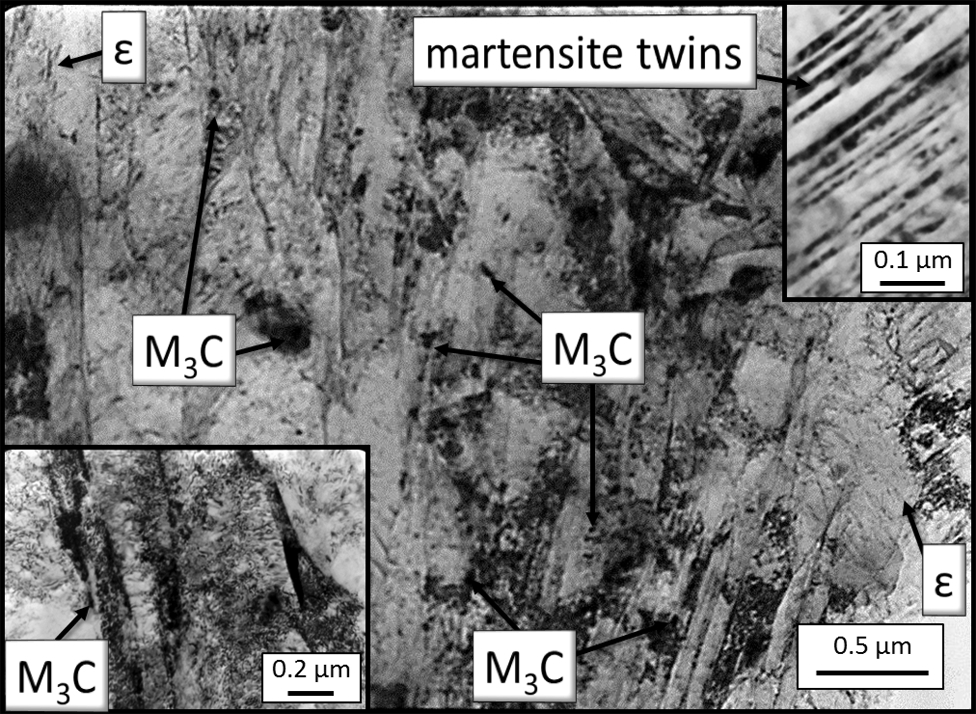
Dislocation microstructure illustrating carbide precipitations morphology of steel 4 after quenching and tempering (TEM)
The differences in the morphology of carbides in the investigated steels affect their impact strength. 10 The results of the fracture toughness KIc tests, included in Fig. 11, seem to exhibit a correlation with the carbide morphology. The highest fracture toughness is observed for steel 1. This is probably related only to the presence of ε carbides in its microstructure. The precipitation of elongated dispersive cementite particles at the boundaries of the former austenite grain has clearly a disadvantageous effect on the fracture toughness (steel 2). Increasing the size of the cementite precipitations and locating them beyond the grain and martensite lath boundaries favour an increase in the fracture toughness (steel 3). Next to the increase in the size of the cementite precipitations, an increase in the number of dispersive precipitations at the boundaries of the martensite laths causes a facilitation of the fracture development (steel 4).
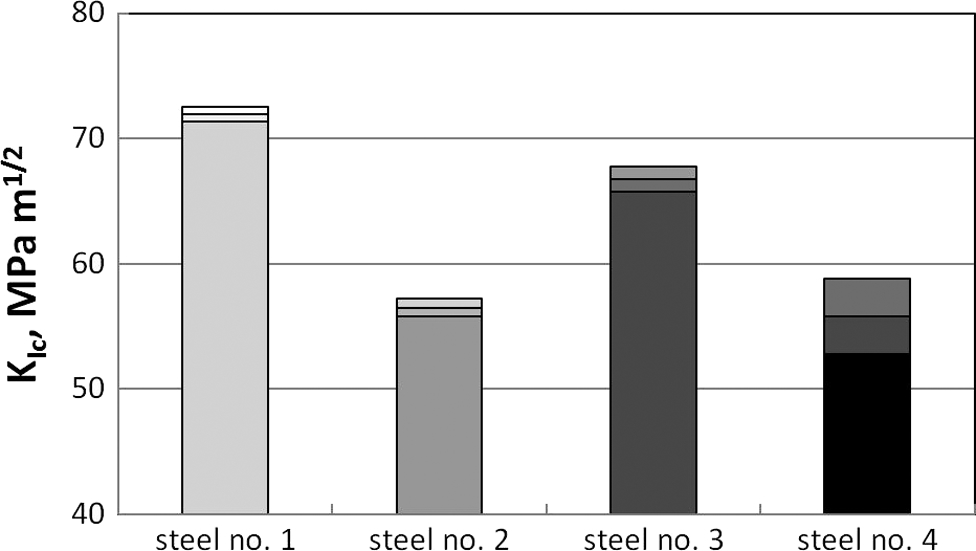
Fracture toughness of investigated steels after quenching and tempering described by parameter KIc
The role of the morphology of the carbide precipitations in the examined steels in their fracture toughness is visible due to the plastic character of the fractures in all of the investigated steels. This is exhibited by the fractures presented in Fig. 12.
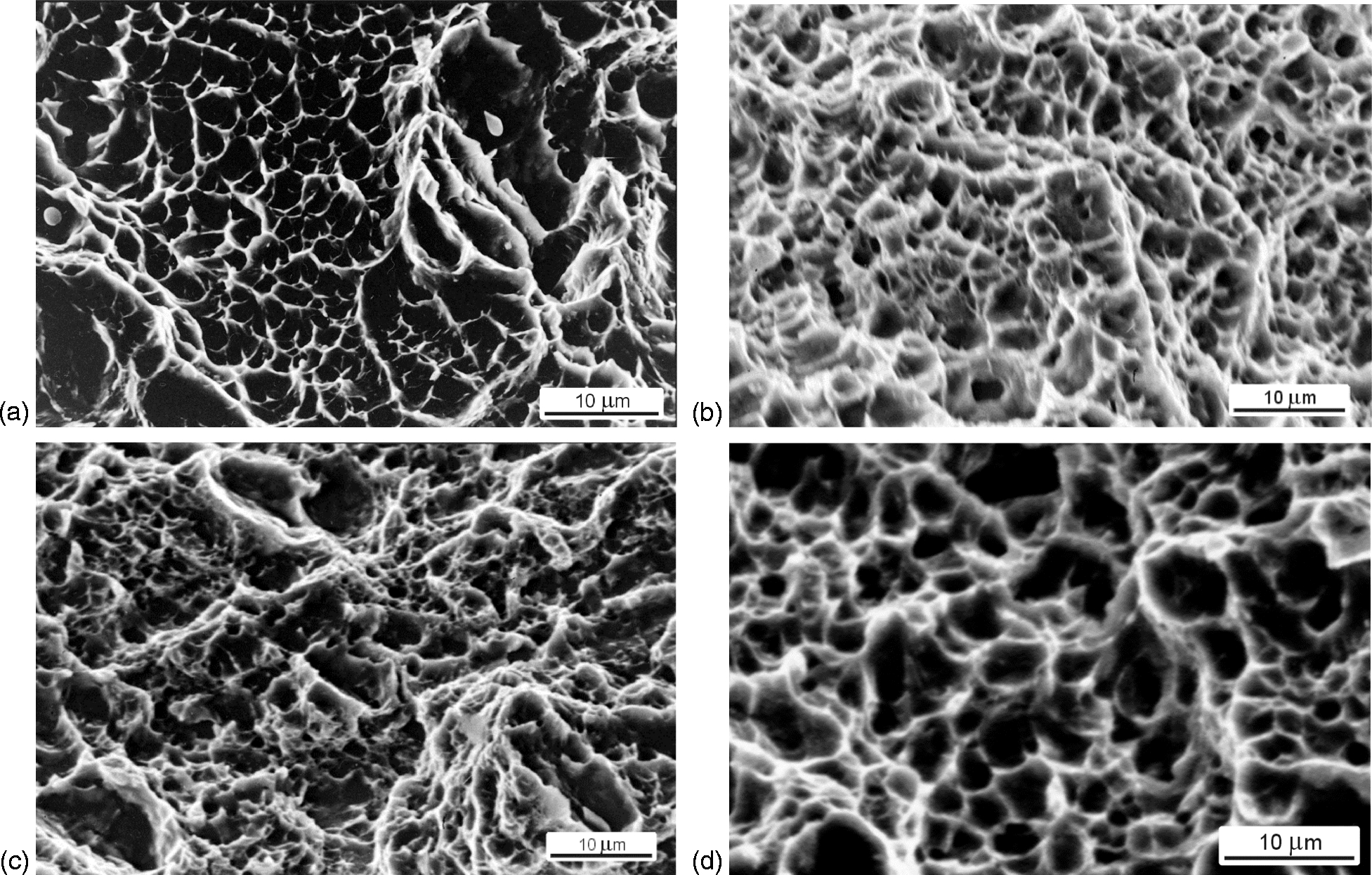
a steel 1; b steel 2; c steel 3; d steel 4Fractography of KIc sample fractures (SEM)
Conclusions
Steels of different advancement states of the independent cementite precipitations in their microstructure were prepared. These steels are characterised by similar strength and plastic properties and a very low percentage of the retained austenite. Differences in the fracture toughness occurring in these materials has been described by the KIc parameter, thus be mainly referred to the morphology of the carbide precipitations. Based on the results presented in the present paper, the following conclusions have been drawn.
Presence of dispersive elongated cementite precipitations at the boundaries of the prior austenite grains significantly decreases the KIc parameter. The dispersive precipitation of cementite particles at the boundaries of the martensite laths is disadvantageous for the fracture toughness. An increase in the size of the cementite particles, their spheroidality as well as the precipitation beyond the boundaries of the prior austenite grains and the boundaries of the martensite laths positively affect the fracture toughness described by KIc parameter. Tempering of structural steel in the temperature of the beginning of cementite precipitation and the related ε carbide dissolution can be risky due to the possibility of a drop of the fracture toughness.