
Abstract
The crystal structure, microstructure, microhardness and compression mechanical properties of AlxNbTiVZr (x = 0, 0.5, 1, 1.5) high entropy alloy were examined. In the as solidified conditions, the alloys consisted from bcc matrix and C14 Laves phase. After homogenisation, the NbTiVZr alloy was bcc solid solution, whereas in Al containing alloys, C14 Laves phase and Zr2Al particles were found in the bcc matrix. Volume fraction of second phase increased with Al concentration. Increase in Al content results in gradual decrease in density of the alloys from 6.49 g cm− 3 of the NbTiVZr to 5.55 g cm− 3 of the Al1.5NbTiVZr alloy. The microhardness of the alloys was higher in the alloys with higher Al content and was generally proportional to the volume fraction of second phase particles. The compression yield strength of the alloys was of 960–1320 MPa, and NbTiVZr alloy was stronger than Al containing alloys. The ductility of the alloys gradually decreased with increase in Al content. The factors determining phase formation in the AlxNbTiVZr alloys and effect of phase composition and chemical composition of individual phases on the mechanical properties are discussed.
Introduction
The so called high entropy alloys (HEAs) is a new emerging class of metallic alloys, usually consisting from at least five elements in approximately equimolar concentrations. 1 High entropy alloys are frequently considered as potential structural materials for high temperature applications 2 due to effect of sluggish diffusion, 3 which is expected to stabilise structure of the alloys at high temperatures. In order to fully utilise potential of HEAs as high temperature material, Senkov et al. has introduced refractory HEAs. 4 Several refractory HEAs compositions have demonstrated remarkable compressive strength at elevated temperatures5,6 superior to currently used nickel based superalloys. Therefore, a lot of efforts have been made to explore microstructure and properties of refractory HEAs in order to further enhance their performance.4–17
The first developed alloys had large density of more than ∼10 g cm− 3, which could limit their possible applications.5,6 The alloys of Cr–Nb–Ti–V–Zr system with lower density of ∼6.5 g cm− 3 were introduced in order to provide lighter materials and had attractive mechanical properties at temperatures up to 1000 °C.7,8 However, further reduction of density is desirable. Addition of Al as an alloying element has the potential to decrease density of refractory HEAs as it was demonstrated.9,10,18 Moreover, increase in strength and formation of simple phase structure from disordered solid solutions due to Al addition was also demonstrated.9,10,18 The latter fact, i.e. absence of intermetallic phases, may seem surprising as Al tends to form intermetallic phases with other constitutive elements of the studied alloys. It should be noted that, in alloys based on transition metals like CoCrFeNiAlx or CoCrFeNiMnAlx, increase in Al content results in substantial strengthening of the alloys due to formation of ordered B2 bcc phase.19,20 However, no similar systematical studies of dependencies of microstructure and properties of Cr–Nb–Ti–V–Zr system based HEAs on Al content can be found in the literature. Nevertheless, such studies could provide better understanding of composition–microstructure–properties relationships in HEAs and result in development of new alloys with enhanced properties.
Therefore, in the present work, we report structure and mechanical properties of a series of AlxNbTiVZr alloys. According to previously published data, the base NbTiVZr alloy is composed mainly from disordered bcc phase with insignificant fraction of unknown particles and has good ductility at room temperature but limited strength at high temperatures.7,8 The systematic study of a series of the AlxNbTiVZr alloys is expected to clarify effect of Al on phase composition of refractory HEAs and provide insights into effect of Al on mechanical properties.
Experimental
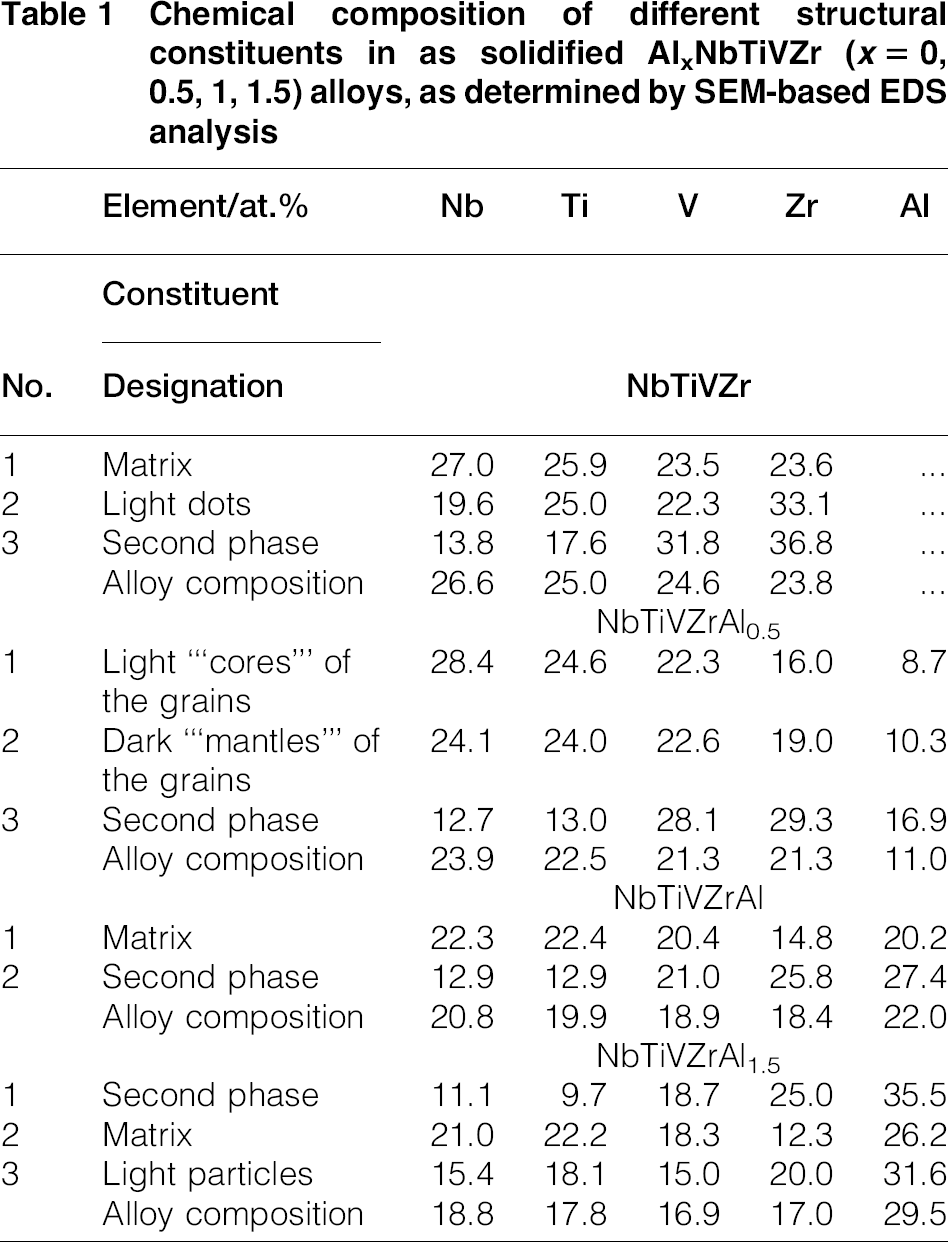
The alloys with nominal composition of NbTiVZr, Al0.5NbTiVZr, AlNbTiVZr and Al1.5NbTiVZr were produced by arc melting of the elements in a low pressure, high purity argon atmosphere inside a water cooled copper cavity. The purities of the alloying elements were above 99.9 at-. To ensure chemical homogeneity, the ingots were flipped over and remelted at least five times. The produced ingots of the alloys had dimensions of ∼6 × 12 × 40 mm. The actual chemical compositions of the produced alloys (in at-; all the compositions given in text below are also in at-) are given in Table 1. The alloys were studied both in as solidified state and after homogenisation annealing. Annealing was carried out at 1200 °C for 24 h, in accord with regime used previously for the NbTiVZr alloy.7,8 Before homogenisation, the samples were sealed in vacuumed (10− 2 torr) quartz tubes filled with titanium chips to prevent oxidation. After annealing, the tubes with the samples were removed from the furnace and were cooled down to room temperature due to heat exchange with surrounding air.
Chemical composition of different structural constituents in as solidified AlxNbTiVZr (x = 0, 0.5, 1, 1.5) alloys, as determined by SEM-based EDS analysis
Microstructure and phase composition of the alloys were studied using X-ray diffraction (XRD) and scanning electron microscopy (SEM) techniques. The XRD analysis was performed using a RIGAKU diffractometer and Cu Kα radiation. Samples for SEM observations were prepared by careful mechanical polishing. Investigations by SEM were performed utilising a Quanta 600 FEG microscope equipped with an energy-dispersive (EDS) detector.
Density of the homogenised alloys was measured hydrostatic weighting method. Vickers microhardness, HV, was measured on polished cross-section surfaces using a 136° Vickers diamond pyramid under a 250 g load applied for 15 s. Compressive tests were performed on rectangular specimens with dimensions of 6 × 4 × 4 mm using the Instron 300LX machine. The initial strain rate was 10− 3 s− 1.
Results
As solidified structures of AlxNbTiVZr alloys
The XRD patterns of the as solidified AlxNbTiVZr alloys are shown in the Fig. 1. Apparently, all the studied alloys are composed from two phases, the bcc solid solution and the hexagonal C14 Laves phase. In the NbTiVZr alloy, the bcc phase is the dominant phase, and only tiny peaks from hexagonal lattice are observed. Increase in Al concentration results in gradual increase in intensity of diffraction maximums from hexagonal lattice and decrease in intensity from peaks from bcc lattice.
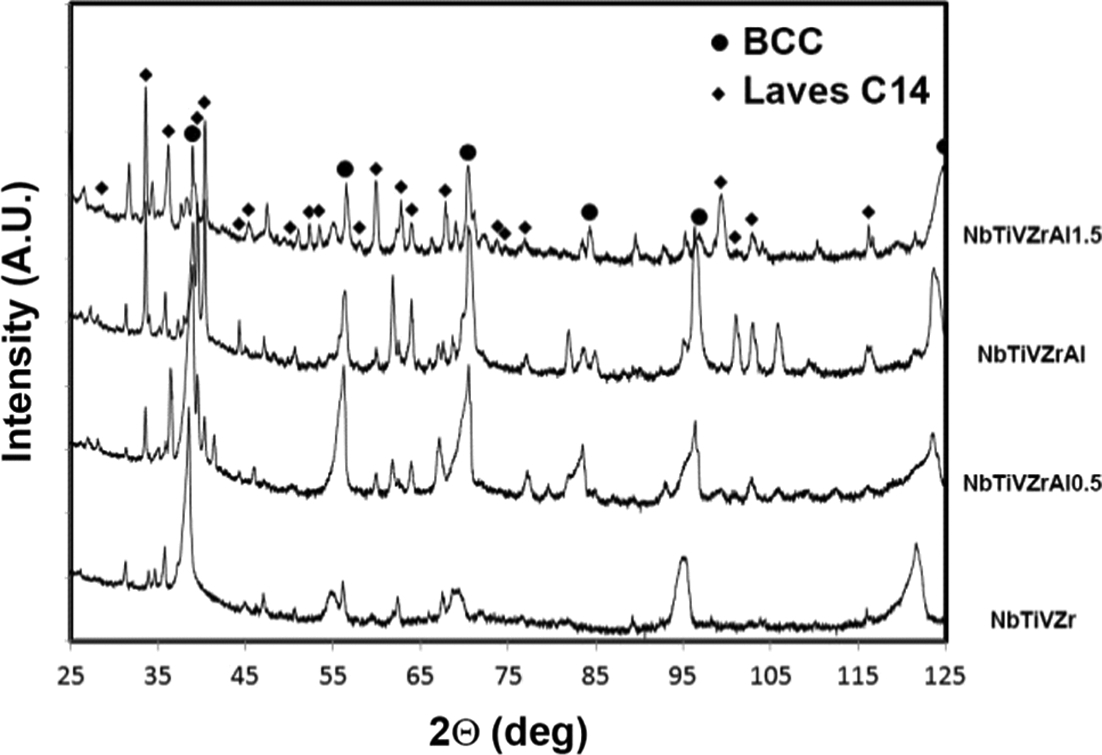
X-ray diffraction pattern of AlxNbTiVZr (x = 0, 0.5, 1, 1.5) alloys in as solidified condition
The microstructures of the as solidified AlxNbTiVZr HEAs are demonstrated in Fig. 2. The base NbTiVZr alloy has predominantly single phase structure (point 1, Fig. 2a); however, some dark second phase particles are observed both on grain boundaries (higher magnification insert in Fig. 2a) and as a separate complex shape particles inside the grains (point 3, Fig. 2a). The volume fraction of dark particles is estimated of 3.1. One should also note the presence of some lighter circular dots inside the grains (point 2, Fig. 2a). The results of chemical analysis by EDS (Table 1) demonstrates that the grains have composition very close to exact composition of the alloy and are slightly enriched with Ti and V and depleted of Zr. The light dots are enriched with Zr and depleted of V and Nb. Finally, the second phase particles are composed mainly from V and Zr.
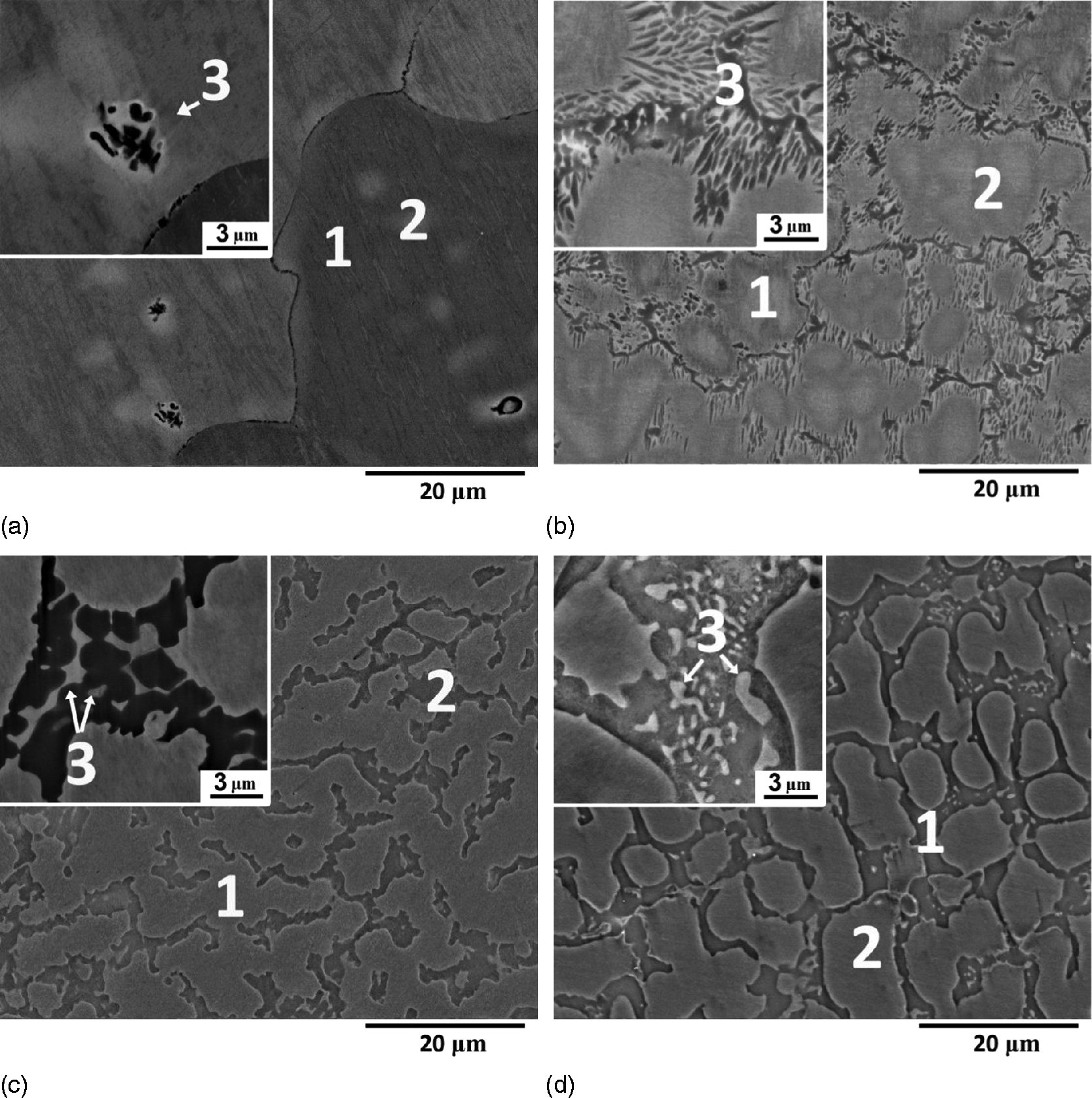
a NbTiVZr; b Al0.5NbTiVZr; c AlNbTiVZr; d Al1.5NbTiVZr
The Al addition to the base alloy promotes significant changes in the microstructure, observed on the example of Al0.5NbTiVZr alloy (Fig. 2b). The most apparent effect is increased amount of second phase, which is predominantly found as a thick layer on grain boundaries (point 3, Fig. 2b). Volume fraction of second phase was estimated of 9.4. The layer is non-uniform; local breaks or thickenings are often observed. Usually groups of thin elongated lens shaped particles are located around the grain boundary layer (Fig. 2b, higher magnification insert). Particles in such groups are close to be perpendicular to the grain boundary layer. However, sometimes such groups are observed inside grains and not in vicinity of grain boundaries. Some contrast inside matrix phase is also observed: the matrix is lighter near the grain boundaries, then darker ‘mantle’ is observed (point 2, Fig. 2b), and, in many grains, there is a light ‘core’ part in the centre (point 1, Fig. 2b). The color of the layer beside the grain boundary layer and the ‘core’ regions are nearly identical, which is reflected in their chemical composition: they are enriched in Nb and Ti and depleted of Al and Zr (Table 1). The darker mantle has composition close to the exact composition of the alloy. Finally, the second phase particles are significantly enriched with Zr, V and Al and depleted of Nb and Ti.
The microstructure of the equiatomic alloy AlNbTiVZr is composed from only two phases (Fig. 2c): the light grey matrix phase (point 1, Fig. 2c) and dark grey coarse second phase particles (point 1, Fig. 2c). The volume fraction of second phase is estimated to be of 23.8 . The second phase particles have complex shape; they can either form continuous networks or be located as separate mostly elongated curved particles. Their average thickness is ∼4 μm. Inside the second phase particles, some light grey particles with contrast very close to the contrast of the matrix phase are observed. The chemical composition of the matrix phase is reasonably close to the actual chemical composition of the alloy (Table 1) with the only exception for lower concentration of Zr. The second phase particles are enriched with Al and Zr and depleted of Nb and Ti.
Further increase in Al content in the Al1.5NbTiVZr alloy results in the increase in volume fraction of second phase to 41.5 (point 1, Fig. 2d). Second phase particles form continuous network and almost completely separate grains of the matrix phase (Point 2, Fig. 2d) from each other. Inside the second phase, fine particles with similar to matrix phase contrast are observed (point 3, Fig. 2d). The results of chemical analysis (Table 1) demonstrate that the matrix phase is enriched with Nb and Ti, whereas the second phase particles are enriched with Al and Zr.
Structure of AlxNbTiVZr alloys after homogenisation
The XRD patterns of the homogenised AlxNbTiVZr alloys are shown in Fig. 3. Apparently, the four-component NbTiVZr alloy consists almost entirely of bcc phase, although some tiny peaks from hexagonal Laves phase can be also found. In the Al0.5NbTiVZr alloy, the reflections from bcc lattice remain dominant, but the intensity of reflections from C14 Laves phase increases. Furthermore, additional weak diffraction maxima appear, which can be attributed to hexagonal Zr2Al phase. Further increase in Al concentration in the AlNbTiVZr and Al1.5NbTiVZr alloys results in the decrease in intensity of diffraction peaks from bcc lattice and increase in intensity of peaks from both Laves and Zr2Al intermetallic phases.
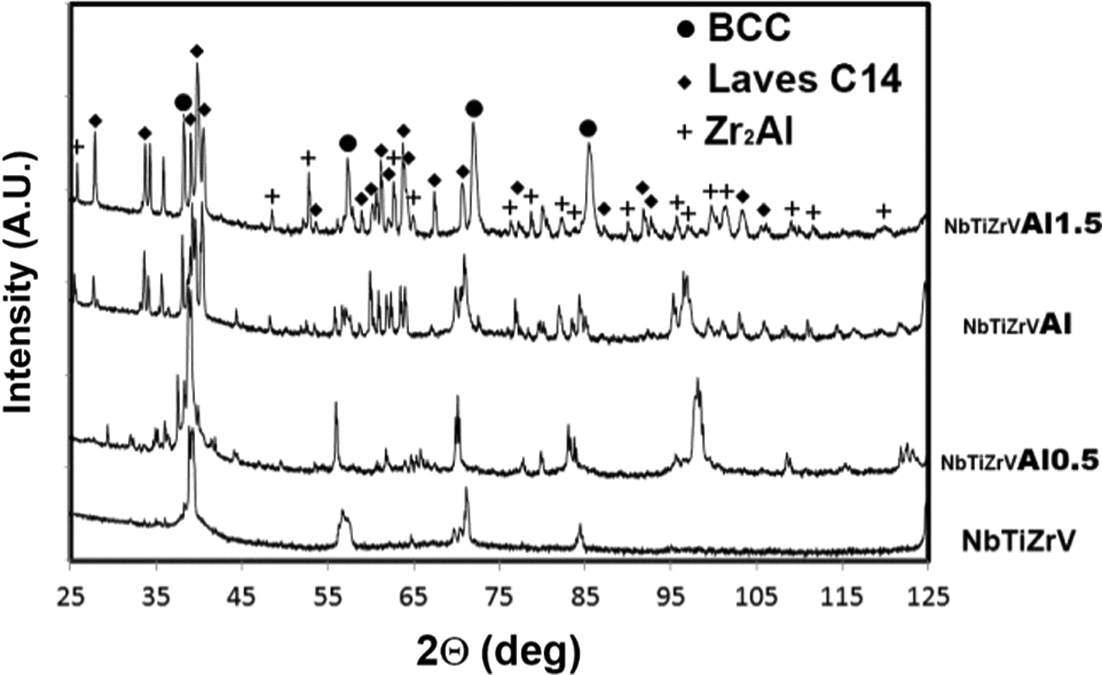
X-ray diffraction pattern of AlxNbTiVZr (x = 0, 0.5, 1, 1.5) alloys in homogenised condition
Scanning electron microscopy–backscatterd electron (SEM-BSE) images of microstructure of the AlxNbTiVZr alloys after homogenisation annealing are shown in Fig. 4. The base NbTiVZr alloy has coarse granular single phase structure (Fig. 4a). The chemical composition of the grains is close to actual chemical composition of the alloy (Table 4). However, the higher magnification insert in Fig. 4a demonstrates the presence of very thin layer of a second phase on a grain boundary. Careful inspection has revealed that similar layer is present on all grain boundaries. The layer was too thin to measure its chemical composition; however, EDS line scanning in direction perpendicular to grain boundary (not given) has revealed that it is enriched with V and Zr and depleted of Ti.
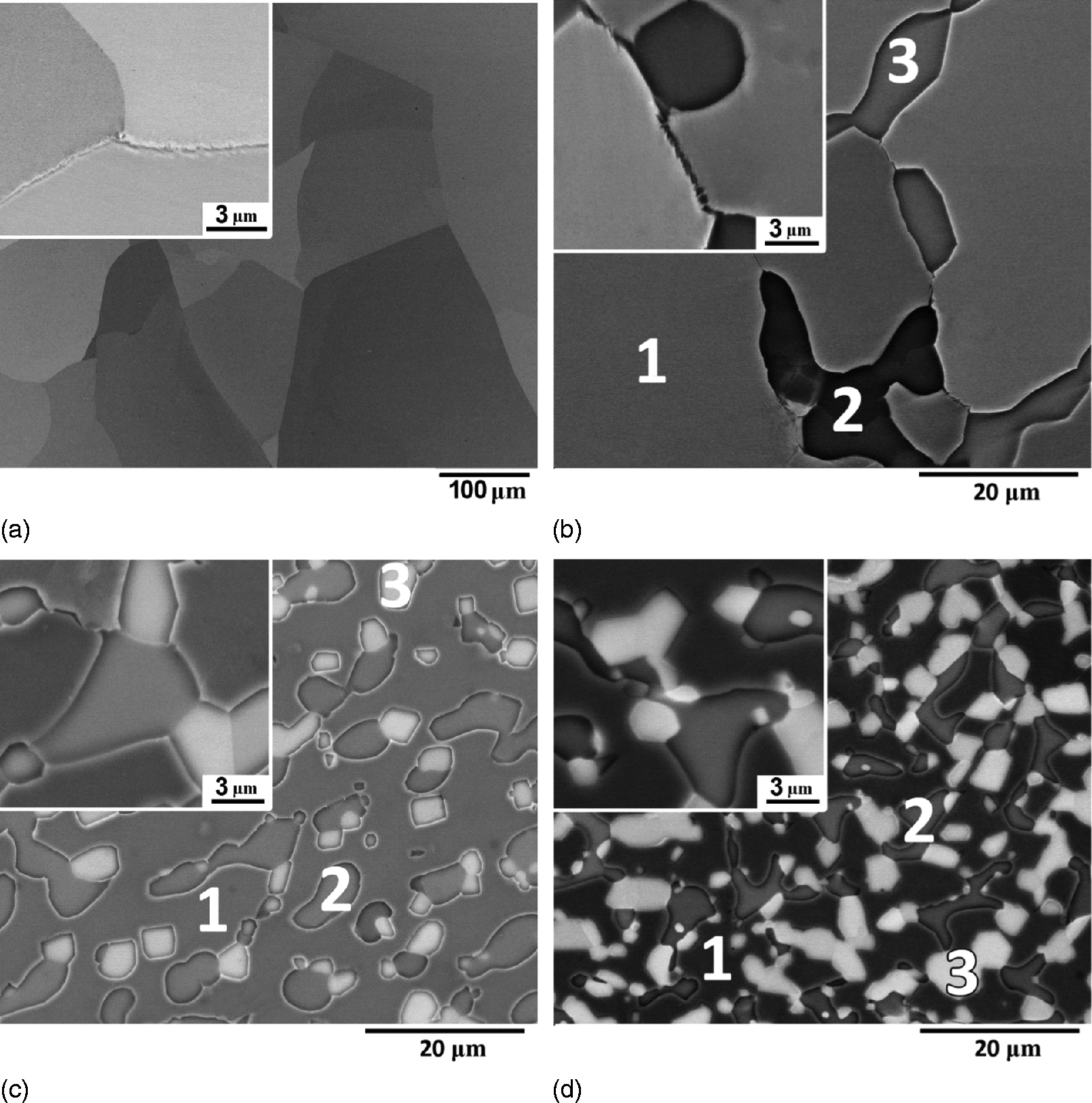
a NbTiVZr; b Al0.5NbTiVZr; c AlNbTiVZr; d Al1.5NbTiVZrImages (SEM-BSE) of microstructure of AlxNbTiVZr (x = 0, 0.5, 1, 1.5) alloys in homogenised state
The microstructure of the Al0.5NbTiVZr alloy (Fig. 4b) consists from the matrix (point 1) containing two types of second phase particles clearly resolved in SEM-BSE images: dark grey particles (point 2) and light ones (point 3). The dark grey particles are usually located on grain boundaries, and the grain boundary layer of the dark grey phase is observed on grain boundaries (high magnification insert, Fig. 4b). The light particles are generally connected to dark grey particles. The average size of both types of the particles is similar and is about 5–20 μm. The volume fraction of dark grey particles was estimated of 13.5, whereas the volume fraction of light particles is of 3.1. The chemical analysis (Table 2) revealed that the composition of the grains was reasonably close to the actual composition of the alloy. The dark grey particles are enriched with Zr, V and Al, and the light particles are composed mainly from the same elements. However, the concentration of Zr is considerably higher, and the concentration of V is considerably lower in light particles than in dark grey ones.
Chemical composition of different structural constituents in homogenised AlxNbTiVZr (x = 0, 0.5, 1, 1.5) alloys, as determined by SEM based EDS analysis
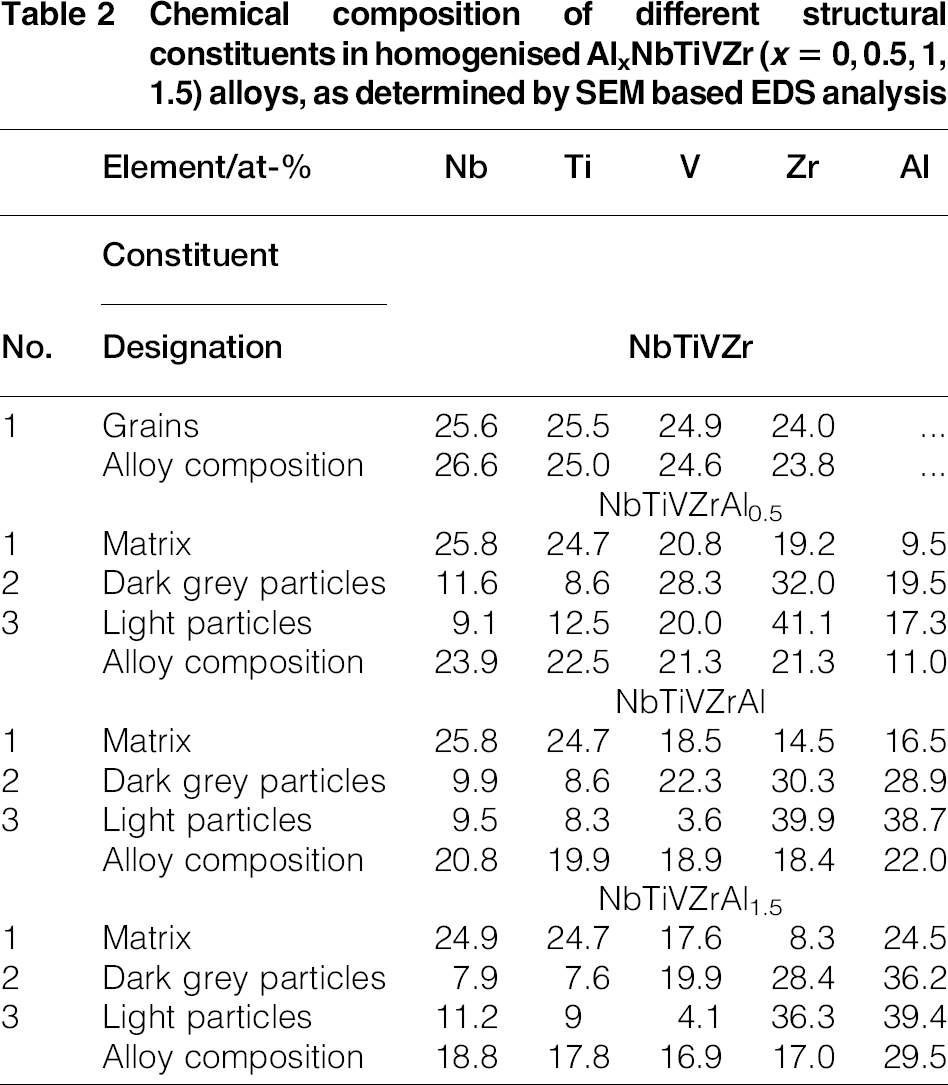
The microstructure of the AlNbTiVZr alloy (Fig. 4c) is close to the microstructure of the previously described Al0.5NbTiVZr alloy. The structure constitutes from similar phases, namely, the matrix phase (point 1, Fig. 4c), the dark grey particles (point 2) and the light particles (point 3). The volume fraction and size of dark grey and light particles is of 20.7 and 12.2 respectively. The results of chemical analysis (Table 4) demonstrate that the matrix phase is enriched with Nb and Ti and depleted of Zr and Al. In turn, the dark grey particles are mainly composed of Zr, Al and V, whereas the light particles are enriched of Zr and Al.
Finally, the microstructure of the Al1.5NbTiVZr (Fig. 4d) is similar to that of the Al0.5NbTiVZr and AlNbTiVZr alloys. However, the volume fraction of light (point 3, Fig. 4d) particles becomes considerably higher and is of 30.1, and the volume fraction of dark grey particles (point 2, Fig. 4d) decreases to 16.1. Chemical analysis (Table 2) demonstrates that the composition of the phases is similar to those of the AlNbTiVZr alloy.
Density and mechanical properties of AlxNbTiVZr HEAs
The experimentally determined density of the of the AlxNbTiVZr alloys after homogenisation annealing is given in Table 3. The given values demonstrate that an increase in Al content results in a gradual decrease in density of the alloys from 6.49 g cm− 3 of the NbTiVZr to 5.55 g cm− 3 of the Al1.5NbTiVZr alloy. Using the rule of mixtures and densities of the constitutive elements, the densities of disordered solid solutions with compositions of the studied alloys were calculated (Table 3) using the following formula
9
Density (experimental ρexp and calculated using rule of mixtures ρmix) of homogenised AlxNbTiVZr (x = 0, 0.5, 1, 1.5) high entropy alloys and microhardness of alloys in as solidified and homogenised conditions

The microhardness values of the AlxNbTiVZr alloys in the as solidified condition and after homogenisation is given in Table 3. Apparent tendency of gradual increase in microhardness of the alloys with increase in Al concentration in as solidified state is observed; for example, the microhadrness increases from 380 to 620 HV in the NbTiVZr and the Al1.5NbTiVZr alloys respectively. Homogenisation annealing does not affect microhardness of the alloys substantially, except for the NbTiVZr alloy: its microhardness increases from 380 HV in as solidified state to 460 HV in the homogenised condition.
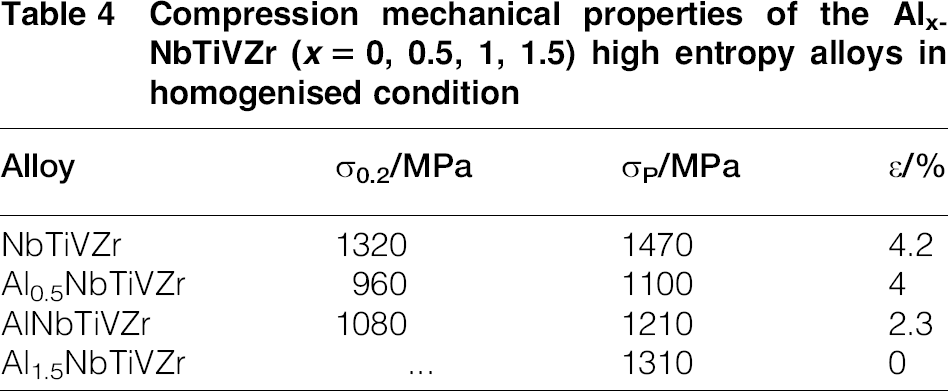
The compressive stress–strain curves of the AlxNbTiVZr alloys are shown in Fig. 5. The resulting mechanical properties, namely, yield strength σ0.2, peak stress σp and fracture strain ϵ, are summarised in Table 4. The NbTiVZr alloy demonstrates high yield strength of 1320 MPa, but very limited ductility of 4.2 and fractures at stress of 1470 MPa. The Al0.5NbTiVZr alloy surprisingly has lower yield strain of 960 MPa and similar ductility of 4. Increase in Al concentration results in slight increase in yield strength and decrease in ductility. For example, the Al1.5NbTiVZr alloy does not exhibit plastic deformation and fractures after reaching stress of 1310 MPa. Examination of all fractured specimens has revealed development of multiple cracks, generally aligned with compression direction or having an angle of ∼45° with compression direction.
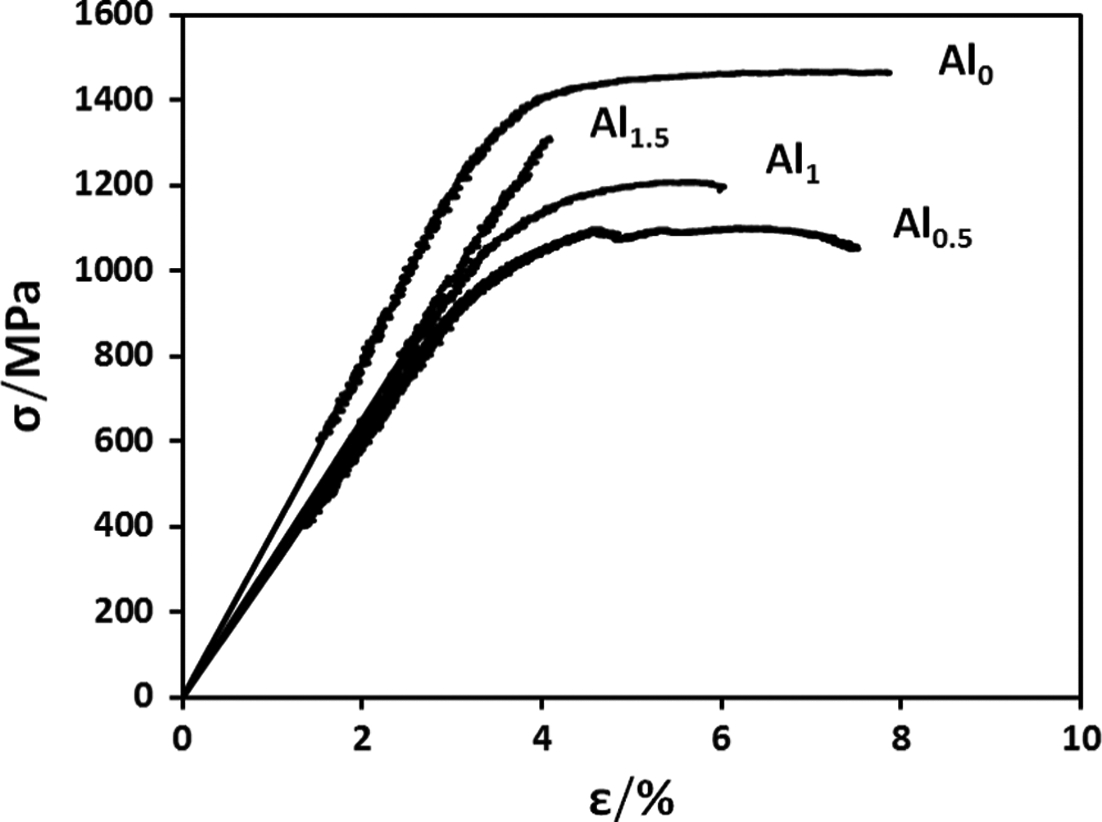
Compression stress–strain curves of AlxNbTiVZr (x = 0, 0.5, 1, 1.5) high entropy alloys in homogenised condition
Compression mechanical properties of the AlxNbTiVZr (x = 0, 0.5, 1, 1.5) high entropy alloys in homogenised condition
Discussion
Phase formation in AlxNbTiVZr HEAs
The presented results clearly demonstrate that the Al concentration has very pronounced effect on the structure of the AlxNbTiVZr alloys. The main finding can be summarised as follows:
(i) in the as solidified condition, the AlxNbTiVZr alloys are composed from bcc matrix and particles of C14 hexagonal Laves phase
(ii) in the homogenised condition, the NbTiVZr alloy has almost entirely single bcc solid solution phase structure, whereas in the Al containing alloys, particles of C14 Laves phase and hexagonal Zr2Al phase are found in bcc matrix
(iii) in both conditions, increase in Al concentration in the AlxNbTiVZr alloys results in substantial increase in volume fraction of intermetallic second phases
(iv) the second phases are composed mainly from Al, Zr and V in different proportions
(v) clear tendency of increase in Al concentration in the second phase particles with increase in overall concentration of Al in the alloys is observed.
All these facts imply that Al content has dominant effect on phase composition of the AlxNbTiVZr alloys, resulting in stabilisation of intermetallic phases. It is worth to explore reasons of Al effect on intermetallic phase formation in the AlxNbTiVZr alloys.
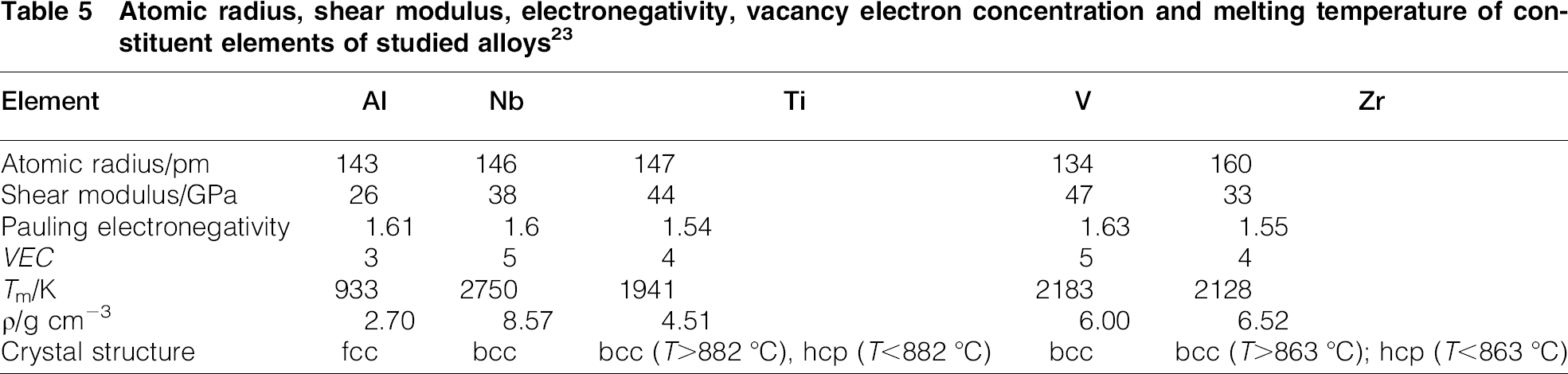
It is well established that despite earlier suggestion of preferential formation of solid solutions over intermetallic phases in HEAs, 21 phase structure of the HEAs complexly depends on chemical composition of the alloys. 1 According to the Hume–Rothery rules 22 used to predict formation of solid solutions in conventional single principle element alloys, it might be expected that alloys from elements with close atomic radii, electronegativity, vacancy electron concentration VEC and crystal structure would form solid solutions readily. The individual properties of the constitutive elements of the AlxNbTiVZr HEAs, including atomic radii, shear modulus, Pauling electronegativity, VEC, melting temperature Tm and crystal structure, are summarised in Table 5. 23 Brief analysis of the table shows that Al, Nb and Ti have very similar atomic radii, whereas V has notably smaller radius and Zr a considerably higher one. All elements have similar Pauling electronegativity. Valence electron concentration of elements derives from 3 of Al to 4 of Ti and Zr and 5 of Nb and V. Finally, Al has stable fcc lattice, Nb and V have bcc lattice, whereas Ti and Zr have the same bcc lattice at temperatures higher than 882 and 863 °C respectively and, at lower temperatures, have hcp lattice. Shear modulus of the elements varies from 26 GPa of Al to 47 GPa of V. The melting temperatures of Ti, V and Zr are reasonably close, whereas Nb has somewhat higher melting temperature, and Al has significantly lower melting temperature.
Atomic radius, shear modulus, electronegativity, vacancy electron concentration and melting temperature of constituent elements of studied alloys 23
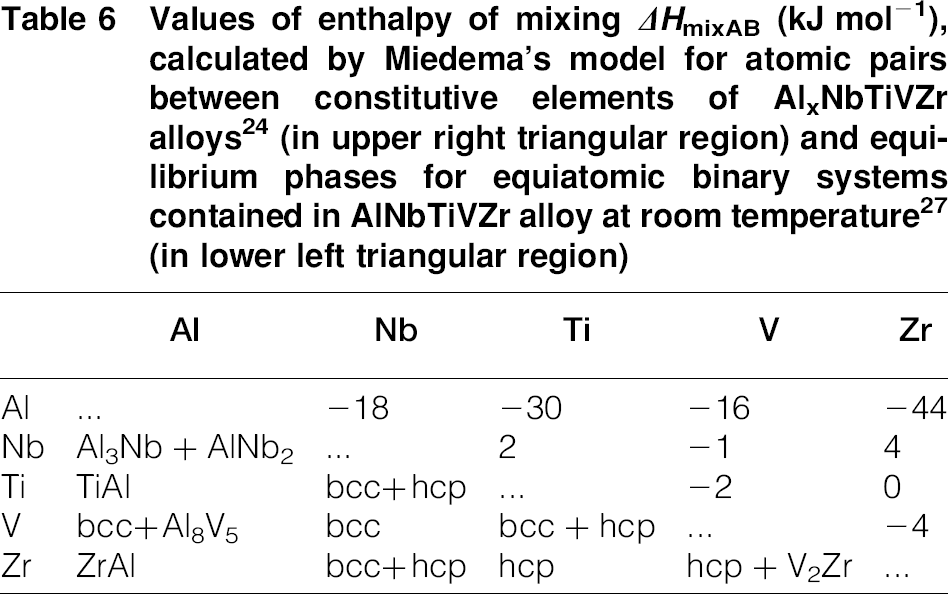
Another important factor that affects the formation of intermetallic phases is mixing enthalpy. Large negative enthalpy causes clustering of corresponding elements and formation of ordered or intermetallic phases in HEAs. 25 Values of mixing enthalpies between constitutive elements of the AlxNbTiVZr alloys are given in the Table 6. 24 The values of mixing enthalpy of the constitutive elements of the NbTiVZr alloy are only slightly negative or even positive; the lowest is mixing enthalpy between V and Zr of − 4 kJ mol− 1. However, the mixing enthalpy between Al and other constitutive elements are very low: from − 16 kJ mol− 1 (Al–V) to − 44 kJ mol− 1 (Al–Zr). Analysis of binary phase diagrams of the constitutive elements is also useful for predictions of phase composition of multicomponent alloys, as it was demonstrated recently that phase stability for binaries can be extended to higher order alloys. 26 The stable phases of the equiatomic binary alloys are shown in Table 6. 27 Binary systems not containing Al are not subject to intermetallic phase formation with the only exception of V–Zr system where V2Zr Laves phase with hexagonal C14 crystal lattice is formed and are composed from either bcc or hcp solid solutions or mixture of both. It should be noted, however, that the formation of hcp structures in the binary alloys is expected only at low temperatures below 770 °C; at higher temperatures, single bcc solid solution is found in all Al free binaries except for V–Zr. In Al containing binaries, formation of intermetallic compounds is expected, and equiatomic alloys of two systems, Al–Ti and Al–Zr, are composed from single intermetallic phase. It should be noted that, in each Al–X system where X = Nb, Ti, V or Zr, several aluminide phases with different compositions and crystal structures can be formed.
Values of enthalpy of mixing ΔHmixAB (kJ mol− 1), calculated by Miedema's model for atomic pairs between constitutive elements of AlxNbTiVZr alloys 24 (in upper right triangular region) and equilibrium phases for equiatomic binary systems contained in AlNbTiVZr alloy at room temperature 27 (in lower left triangular region)
Interest in accurate predictions of phase composition of HEAs with various compositions has resulted in development of specific criteria for multiple principle element alloys.28–32 These criterions are generally based on conventional Hume–Rothery rules and/or thermodynamic parameters. Some of these criterions are given below.






 is the average atomic radius, ΔHmix is the enthalpy of mixing,
28
ωij is a concentration dependent interaction parameter between elements i and j in a subregular solid solution model,
25
Ω is a specially introduced thermodynamic parameter,
29
is the average atomic radius, ΔHmix is the enthalpy of mixing,
28
ωij is a concentration dependent interaction parameter between elements i and j in a subregular solid solution model,
25
Ω is a specially introduced thermodynamic parameter,
29
 is the average melting temperature, Tmi is the melting temperature of element i, VEC is the average valence electron concentration,
30
VECi is the valence electron concentration of element i, Δχ is the Pauling electronegativity difference,
31
χ
i
is the Pauling electronegativity of element i and
is the average melting temperature, Tmi is the melting temperature of element i, VEC is the average valence electron concentration,
30
VECi is the valence electron concentration of element i, Δχ is the Pauling electronegativity difference,
31
χ
i
is the Pauling electronegativity of element i and  is the average electronegativity. Formation of solid solution phases is expected when δr < 6.2 and ΔHmix is in the range from − 20 to 5 kJ mol− 1, while intermetallic phases can be present in HEAs for which δr>3 and ΔHmix < 5 kJ mol− 1.
28
Only solid solution phases were found to form in many HEAs when the conditions Ω ≥ 1.1 and δr ≤ 6.6 are met.29,33 Lattice type of solid solution phase can be predicted using VEC criterion: at VEC in the range of 6.87–8.0, a mixture of fcc and bcc phases forms; at VEC ≥ 8.0, fcc phases are stable; and at VEC smaller than 6.87, bcc ones.
30
Finally, no topologically close packed phases are found in alloys with Δχ < 0.133, except for the alloys containing high concentrations of Al.
31
The values of parameters δr, ΔHmix, ΔSmix, Tm, Ω, VEC and δχ for the studied AlxNbTiVZr alloys are summarised in Table 7.
is the average electronegativity. Formation of solid solution phases is expected when δr < 6.2 and ΔHmix is in the range from − 20 to 5 kJ mol− 1, while intermetallic phases can be present in HEAs for which δr>3 and ΔHmix < 5 kJ mol− 1.
28
Only solid solution phases were found to form in many HEAs when the conditions Ω ≥ 1.1 and δr ≤ 6.6 are met.29,33 Lattice type of solid solution phase can be predicted using VEC criterion: at VEC in the range of 6.87–8.0, a mixture of fcc and bcc phases forms; at VEC ≥ 8.0, fcc phases are stable; and at VEC smaller than 6.87, bcc ones.
30
Finally, no topologically close packed phases are found in alloys with Δχ < 0.133, except for the alloys containing high concentrations of Al.
31
The values of parameters δr, ΔHmix, ΔSmix, Tm, Ω, VEC and δχ for the studied AlxNbTiVZr alloys are summarised in Table 7.
Calculated parameters δr, ΔHmix, ΔSmix, T;m, Ω, VEC and Δχ for studied AlxNbTiVZr alloys

Analysis of parameters given in Table 7 demonstrates that addition of Al to the base NbTiVZr alloy results in very pronounced increase in absolute value of ΔHmix and decrease in the value of Ω, which supposes that Al makes the alloys much more susceptible to formation of intermetallic phases. On the other hand, Al addition results in gradual decrease in atomic size difference and increase in ΔSmix, which should benefit the formation of solid solutions. The Al0.5NbTiVZr and AlNbTiVZr alloys satisfy all the requirements for solid solution as all of them have δr < 6.2, − 20 kJ mol− 1 < ΔHmix < 5 kJ mol− 1, Ω>1.1 and Δχ < 0.133. However, formation of intermetallic phases can be anticipated in the NbTiVZr alloy due to high value of δr = 6.29 and in the Al1.5NbTiVZr alloy, as it has highly negative value of ΔHmix = − 21.55 kJ mol− 1. In addition, the value of Ω of 1.16 for the Al1.5NbTiVZr alloy is very close to the critical value of 1.1. Finally, the VEC value suggests formation of bcc structure in all the studied alloys, which is in accordance with the bcc matrix phase of the AlxNbTiVZr alloys. It should be also noted that the formation of bcc matrix phase in the AlxNbTiVZr alloys is in agreement with crystal structures of the individual elements (Table 5) and information from the binary phase diagrams (Table 6).
The comparison between the predictions by other criterions from Table 7 with the experimentally observed phases in the AlxNbTiVZr alloys shows some contradictions. Despite high atomic size difference, the NbTiVZr alloy in homogenised state has almost purely single solid solution phase structure with insignificant fraction of second phase on grain boundaries. The atomic size difference value of the Al containing alloys, which contain intermetallic phases both in as solidified and homogenised conditions, is high, >5.5, but lower than the threshold value of 6.2. On the other hand, the Al containing alloys have significantly lower ΔHmix and Ω values in comparison with the NbTiVZr alloy, but these values satisfy the requirements for intermetallic phase formation only in the case of the Al1.5NbTiVZr alloy.
Although the criterions described above do not predict phase structure of the AlxNbTiVZr alloy, their usage can be very helpful for understanding phase formation in the studied alloys. It should be noted that some of the solid solution alloys reported in the literature with somewhat similar compositions, namely, AlNbTiV, 18 AlMo0.5NbTa0.5TiZr and AlNb1.5Ta0.5Ti1.5Zr0.5 (Ref. 9), had ΔHmix of − 16.25, − 16.6 and − 16.1 kJ mol− 1 and Ω of 1.38, 1.92 and 1.65 respectively. These values are comparable with those of the currently reported Al containing alloy. However, the values of δr of the AlNbTiV, AlMo0.5NbTa0.5TiZr and AlNb1.5Ta0.5Ti1.5Zr0.5 alloys are considerably lower than that of the AlxNbTiVZr alloys, 3.14, 4.70 and 3.99 respectively. The fact that solid solution are formed in alloys with similar values of ΔHmix and Ω but lower δr suggests that high atomic size difference is required for formation of intermetallic phases in addition to negative mixing enthalpy. Therefore, it can be concluded that highly negative values of ΔHmix (and low Ω) due to Al addition together with the high δr of all the AlxNbTiVZr alloy govern formation of intermetallic phases in the studied AlxNbTiVZr alloys.
In addition to Table 7, Table 6 also can be very useful for prediction of phase composition of the AlxNbTiVZr alloys. For example, ΔHmixAB and stable phases from binary phase diagrams suggests that, in the NbTiVZr alloy, formation of Laves phase containing mostly V and Zr is possible, which is consistent with the experimental data on the as solidified alloy. On the other hand, as the other binaries do not conclude intermetallic phases, the V2Zr Laves phase can be stable only in certain temperature range, and therefore, it is almost completely dissolved after homogenisation. When Al is added to the NbTiVZr alloy, it should tend to cluster with Zr, as the Al–Zr pair has the lowest mixing enthalpy among the possible atomic pairs. Therefore, the Al segregates in the Zr rich Laves phase and most probably stabilises the Laves phase forming strong chemical bonds with constitutive elements. In addition, the Al has strong tendency to form aluminides with all constitutive elements of the alloy according to binary phase diagrams. Owing to high negative mixing enthalpy between Al and Zr, formation of zirconium aluminides is expected. Indeed, after homogenisation annealing, Zr2Al phase is observed in the Al containing alloys. The Zr2Al phase almost does not contain V, which is in agreement with relatively high mixing enthalpy between Al and V. Thus, simultaneous usage of mixing enthalpy of atomic pair and binary phase diagrams is very useful for understanding of phase formation in the AlxNbTiVZr alloys, as it was recently shown for Al–Li–Mg–Zn–Sn alloy system. 34
Effect of Al on mechanical properties of AlxNbTiVZr HEAs
The mechanical properties of the AlxNbTiVZr alloys apparently are significantly affected by the concentration of Al. For instance, the microhardness (Table 3) demonstrates apparent tendency to increase with increase in Al content. As Al results in increase in volume fraction of second phase particles, it can be supposed that hardness can be dependent on the volume fraction of particles. Figure 6 shows the dependence of microhardness of the AlxNbTiVZr alloys on the volume fraction of second phase particles (in the as solidified condition, the volume fraction of second phase particles is equal to the volume fraction of Laves phase particles; in homogenised condition, to sum of the volume fraction of Laves phase and Zr2Al phase).
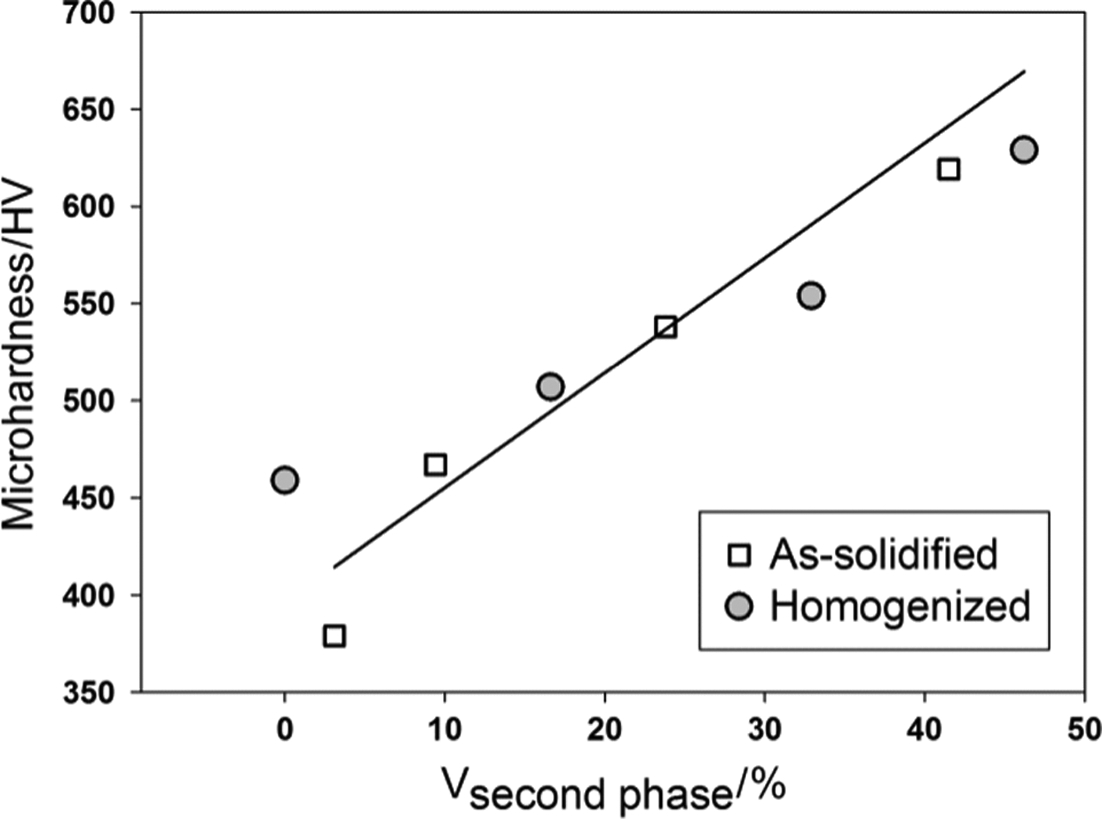
Dependence of microhardness of AlxNbTiVZr alloys on volume fraction of second phase
Figure 6 clearly demonstrates that there is linear proportion between microhardness and the volume fraction of second phase particles in the AlxNbTiVZr alloys, which can be written as follows

Two following conclusions can be made from this dependence: first, the hardness of the AlxNbTiVZr alloys can be rather precisely controlled by varying concentration of Al and heat treatment, as the volume fraction of second phase particles was found to be dependent on the composition of the alloy and sensitive to annealing; second, there is no substantial differences in hardening produced by particles of Laves phase and Zr2Al particles as the sum of their volume fractions can be successfully used to predict hardness of the AlxNbTiVZr alloys.
However, the hardening by second phase particles does not explain increase in hardness of the NbTiVZr alloy after homogenisation (Table 3), as in this case, the Laves phase particles found in as solidified condition were almost completely dissolved after annealing. Moreover, the yield strength of the homogenised NbTiVZr alloy is higher than the yield strength of the Al containing alloys despite the fact that alloys with Al contain significant volume fraction of second phase particles.
It is widely accepted that the crystal lattice of the solid solution HEAs is severely distorted due to the presence of several types of atoms with different sizes. 1 Lattice distortions are expected to cause significant solid solution type strengthening, although in multicomponent alloys, there is difficult to define ‘solvent’ and ‘solute’ atoms. 35 Apparently, the strengthening caused by atoms of different sort is proportional to difference of their atomic sizes with average atomic radii. 36 With respect to the AlxNbTiVZr alloys, the Al, Nb and Ti have similar radii, Zr has considerably higher radius and V has considerably lower radius (Table 5). Therefore, it can be suggested that lattice distortions will be generated predominantly by V and Zr atoms. In the homogenised NbTiVZr alloy, all V and Zr atoms are in the solid solution, whereas in as solidified state, they cluster in the Laves phase particles (Tables 1 and 2). Therefore, probably, lower hardness of the as solidified alloy can be attributed to the weaker solid solution type strengthening of the bcc matrix phase. Similarly, in the Al containing alloys, the matrix phase is enriched with Nb and Ti and depleted of Zr and V, which tend to segregate in the second phase particles (Tables 1 and 2). The difference between Zr and V content in the bcc phase between the NbTiVZr and the Al containing alloys is as high as 8.9–24.0 (Table 2). Thus, the solid solution type strengthening of the matrix phase in the Al containing alloys can be significantly weaker than in the NbTiVZr alloy due to depletion of the bcc matrix phase of the Zr and V atoms, presumably causing high distortions of crystal lattice.
One can anticipate that the presence of second phase particles will cause strengthening of the AlxNbTiVZr in proportion with hardness (Fig. 5). Indeed, some increase in the strength in the Al containing alloys with increase in Al content is most likely associated with higher volume fraction of second phase particles. However, the resulting compression strength of the Al containing alloys is lower than that of the NbTiVZr alloy despite their significant volume fraction. It indicates that the particles do not contribute much to compression strength, most probably due to their morphology, large sizes and location predominantly on grain boundaries. Moreover, the particles of second phase likely are the reason of the poor ductility, as, for example, the Laves phase is known to be extremely brittle at room temperature. 37 Even in the NbTiVZr alloy, the presence of thin grain boundary layer of Laves phase can be thought to be the reason of relatively low ductility. In Al containing alloys, increase in volume fraction of second phases results in gradual decrease in ductility, and the Al1.5NbTiVZr alloy does not exhibit plastic deformation at all. Nevertheless, it should be mentioned that the high temperature properties of the AlxNbTiVZr alloys can benefit from the presence of second phase particles, as it was demonstrated in Cr–Nb–Ti–V–Zr alloys. 8
Conclusion
In the present study, the structure and mechanical properties of the AlxNbTiVZr (x = 0, 0.5, 1, 1.5) alloys were examined, and the following conclusions were drawn.
In the as solidified condition, the AlxNbTiVZr alloys were composed from bcc matrix and C14 Laves phase particles. The Laves phase particles were enriched of Zr and V (and Al in Al containing alloys). The volume fraction of Laves phase increased from 3.1 in the NbTiVZr alloy to 41.5 in the Al1.5NbTiVZr alloy.
After homogenisation annealing, the NbTiVZr alloy was almost entirely single bcc phase with only a thin grain boundary layer of presumably Laves phase. In contrast, two intermetallic phases in bcc matrix were observed in the Al containing alloys: the C14 Laves phase and Zr2Al phase. The Zr2Al phase was enriched with Zr and Al and almost does not contained V. The volume fraction of second phases increased with increase in Al content. For example, the volume fractions of Laves and Zr2Al phases in the Al0.5NbTiVZr alloy were 13.5 and 3.1 respectively, and in the Al1.5NbTiVZr alloy, the respective values were 16.1 and 30.1.
The stabilisation of intermetallic phases in the AlxNbTiVZr alloys with higher Al concentration is facilitated by significant decrease in mixing enthalpy and Ω parameter (Ω = TmΔSmix/|ΔHmix|) in Al containing alloys together with high values of atomic size difference of all alloys. For example, in the NbTiVZr alloys, the values of ΔHmix, Ω and δr were − 0.25 kJ mol− 1, 103.75 and 6.29 respectively, whereas in the Al0.5NbTiVZr and Al1.5NbTiVZr alloys, the corresponding values were of − 10.86 kJ mol− 1, 2.55 and 5.98 and − 21.55 kJ mol− 1, 1.16 and 5.51 respectively.
Increase in Al content results in gradual decrease in density of the alloys from 6.49 g cm− 3 of the NbTiVZr to 5.55 g cm− 3 of the Al1.5NbTiVZr alloy.
The microhardness of the AlxNbTiVZr alloys increase with increase in Al concentration. For example, the microhardness of the NbTiVZr alloy in the as solidified condition was of 379 HV and that of the Al1.5NbTiVZr alloy was of 619 HV. Homogenisation annealing has not affected microhardness of the alloys substantially, except for the NbTiVZr alloy where microhardness increased to 457 HV. Generally, linear relationship between volume fraction of second phase particles and microhardness of the AlxNbTiVZr alloys was found.
The compression mechanical properties of the homogenised AlxNbTiVZr alloys were found to be complexly dependent on Al concentration. The NbTiVZr alloy had the highest yield strength of 1320 MPa, and the Al0.5NbTiVZr alloy has considerably lower yield strength of 960 MPa. Further increase in Al concentration resulted in continuous strengthening; however, alloys with higher Al content were less ductile. For example, the compression ductility of the NbTiVZr alloy was 4.2 , and the Al1.5NbTiVZr alloy does not exhibited plastic deformation at all and brittle fractured when strain reached 1310 MPa.
Acknowledgements
The authors gratefully acknowledge the financial support from the Ministry of Science and Education of Russian Federation under agreement no. 11.1816.2014/K.