
Abstract
An ultrasonic electric surface modification treatment was employed to improve the surface properties of 2316 stainless steel. The surface properties of the specimens after conventional cutting, ultrasonic surface modification treatment and ultrasonic electric surface modification treatment were characterised respectively. A grain refinement layer was formed on the specimen's surface after ultrasonic electric surface modification treatment. The average grain size on the top surface was refined into the submicrometre or nanometre scale. This is caused mainly by two aspects: one is the accumulation of initial tiny particles during deformation, and the other is that the ferrite is smashed into pieces due to microfatigue damage. Moreover, it was found out that the specimen after ultrasonic electric surface modification treatment at four times had shown the optimal surface properties.
Keywords
Introduction
Owing to the development of new technology, plastics products have been widely used over the last few decades. Applications of 2316 stainless steels as mould steels are of a special interest in industry. It is mainly used to manufacture television cabinet, washing machine, refrigerator inner shell, etc. Therefore, the improvement of critical surface quality and properties is demanding and urgently required. However, regarding the 2316 stainless steels, there still exist some processing difficulties during the dry cutting operation, such as low processing efficiency and serious cutting tool wear. Moreover, the surface of workpieces had poor roughness, oxide coating and surface peeling faults.
Electropulsing, as an instantaneous high energy input method, has been applied for enhancement of the plasticity of metallic materials. It not only can reduce the deformation resistance but also reduce a large number of defects to improve the surface quality of metals, which is applicable to the materials that are difficult to deform. Additionally, electroplastic processing has been shown to be a promising technique for its high efficiency and low cost advantage. Ultrasonic effect has been also studied widely as an auxiliary method under dynamic impact process to influence the surface state.1–5 However, physical essence of the interaction between ultrasound and electroplastic effect has not yet been investigated in depth. In particular, it is still unknown if the current pulses have a specific effect on the surface of materials. The aim of the present study was to investigate the effects of ultrasonic electric surface modification (UESM) on the surface microstructure and mechanical properties.
Experimental
The 2316 stainless steel (C 0.4, Cr 16, Mo 1.0, Mn 0.5, Si 0.48, S 0.001, P 0.017) of rods (?16 mm × 165 mm) annealed at 750°C for 1 h after furnace cooling to obtain bainite structure was investigated. The steel was mainly composed of the α phase and the carbide. First, all the rods were preprocessed to a diameter of 16 mm by traditional dry cutting before the surface modification treatment during the fine cutting. Then, they were divided into two groups for the following experiments.
The samples were preliminarily strengthened on a self-designed platform based on the CJK0632 lathe, and ultrasound installation with steel balls was used as a working tool. A schematic diagram for the experimental platform is presented in Fig. 1. Balls were rotated to contact the surface of rods directly by automatic controlling forced under the pressure of 444 N recorded by the resistance dynamometer (Fig. 1). The revolving speed of the lathe spindle was fixed at 700 rev min− 1. The motion times t of the ultrasound installation acted on the specimens surface was equal to 2, 4 and 6. Three specimens of each condition were treated (group I).
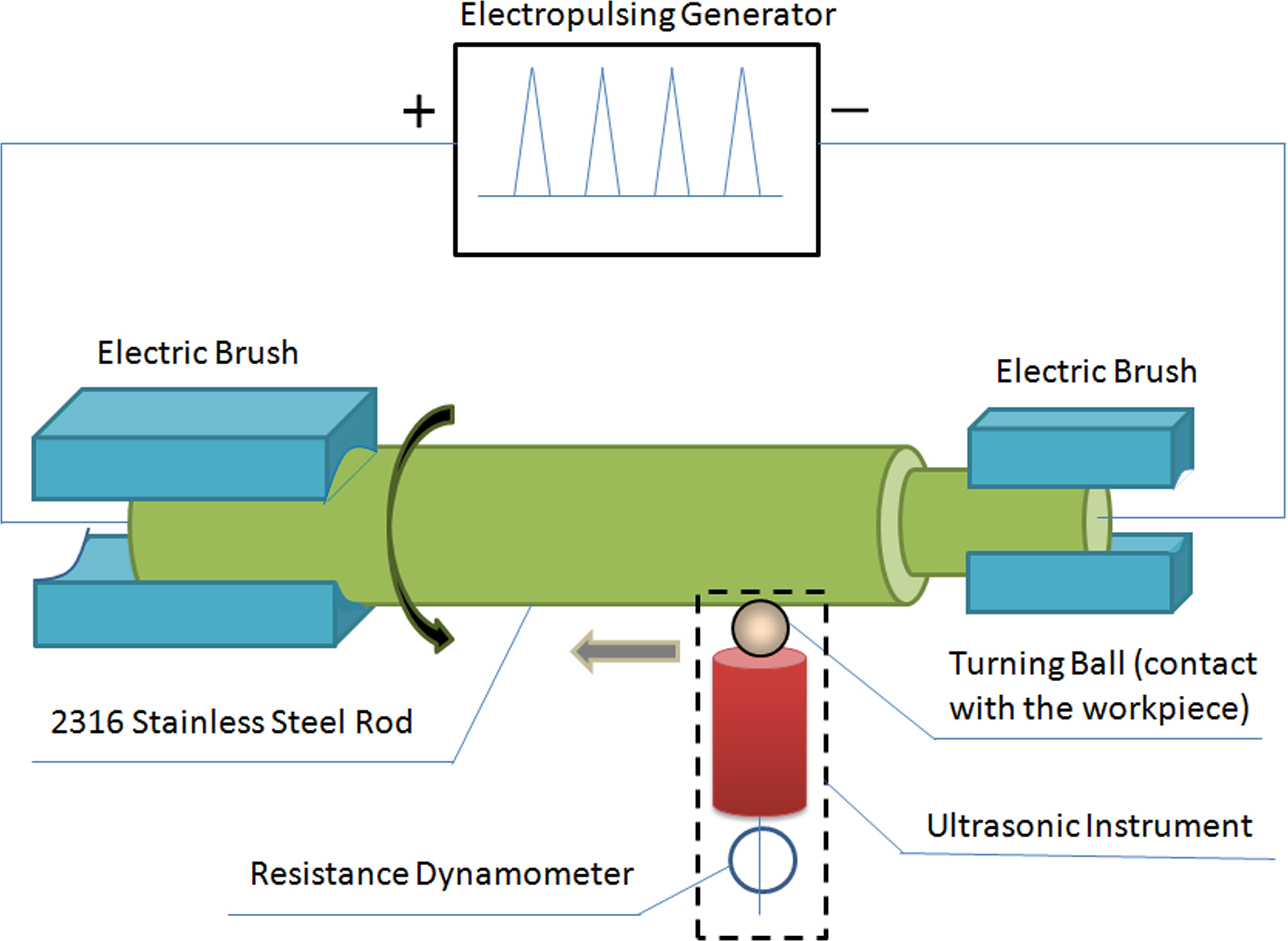
Schematic diagram of USM and UESM treatments
The electropulsing procedure was performed by capacitor banks of 100 F self-designed power generator, and it characterises a sharp wave pulse current (as shown in Fig. 1), which is liable to have a strong electroplasticity effect on materials. The frequency of 400 Hz and voltage of 60 V were used when the specimens were exerted on the lathe with assistance of both electropulsing and ultrasonic steps. The current density of electropulsing jmax was 5.7 × 106 A m− 2, and the pulse duration tp was 58 μs, which were labelled as group II.
The surface roughness was characterised using contact surface profiler (Taylor Surtronic 25). The surface hardness was measured with an HVS-1000B microhardness tester with load of 2 N and in dwelling time of 15 s. The microstructure of the cross-section on the top (3D test of KH-7700 digital microscope by setting the bottom zone and the top zone under the lamp scope, producing composite image of 20 photos) was investigated by scanning electron microscope (SEM) examination. The etching solution was composed of HF, HNO3 and H2O with the ratio of 1:3:7.
Results and discussion
Surface roughness and surface topography
The roughness of specimens after ultrasonic surface modification (USM) treatment and UESM treatment is presented in Table 1. As for the conventional cutting without any auxiliary field, an Ra value of 0.84 μm was reached. It can be seen that USM treatment decreased surface roughness significantly from 0.84 to 0.24 μm. Roughness of sample surface after UESM represents subtle fluctuations than USM.
Surface roughness after effects of USM and UESM cutting on 2316 stainless steel

As shown in Fig. 2a, both the active zone after USM treatment and UESM treatment exhibited better surface quality than the untreated zone. The original structure of surface was presented in Fig. 2b with some defects and low roughness. Obviously, without auxiliary field assistance, the surface quality after conventional cutting caused non-smooth and visible parallel lines distribution (Fig. 2c). In contrast, Fig. 2d and e shows good surface quality without obvious defects subjected to USM and UESM treatments. Cao and coworkers confirmed that ultrasonic nanocrystal surface modification can improve the surface roughness, microhardness and compressive residual stress; however, the working surface could deteriorate to a certain extent. 6 Except for the common shear deformation, local fatigue damage is thought to be another mechanism under UESM, which favours the decrease in the deformation resistance. In this case, electroplastic processing not only can improve the surface quality but also can decrease a number of defects as well as improve the plasticity of the materials.
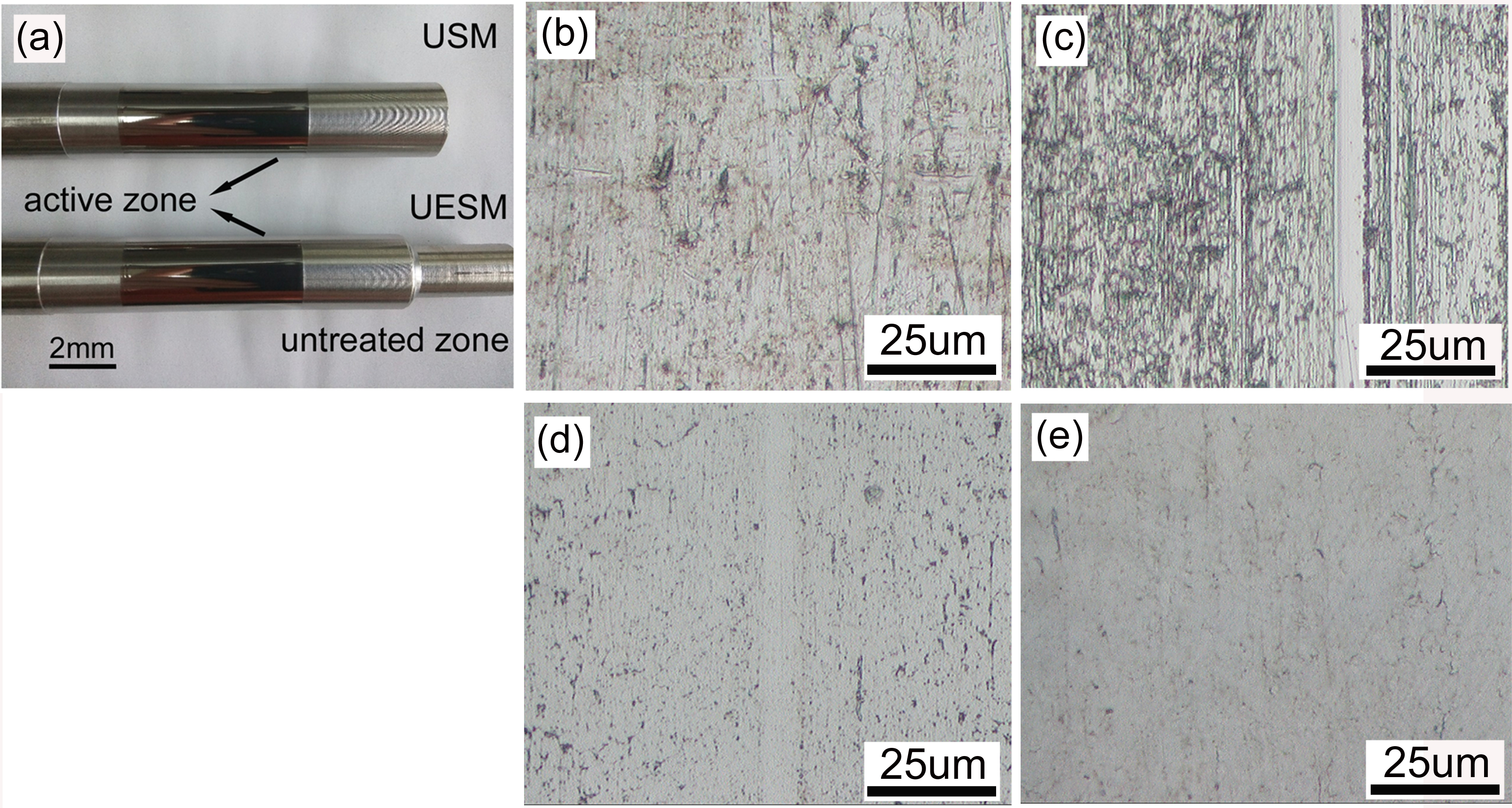
a surface macrograph after USM and UESM; three-dimensional digital micrograph of surface structure b before cutting; c after conventional cutting; d after USM at 4 ton; e UESM at 4 ton
Microhardness
As depicted in Fig. 3, there was a remarkable increase in the surface hardness for all the samples after UEST treatment. For group I, the surface hardness increased from 330 HV after UST (2 ton) to ∼410 HV after UST (6 ton). In terms of group II, the surface hardness increased from 390 HV after UEST (2 ton) to ∼422 HV after UEST (4 ton). Most importantly, the peak surface hardness value is about twice that of the original coarse grained matrix after cutting treatment.
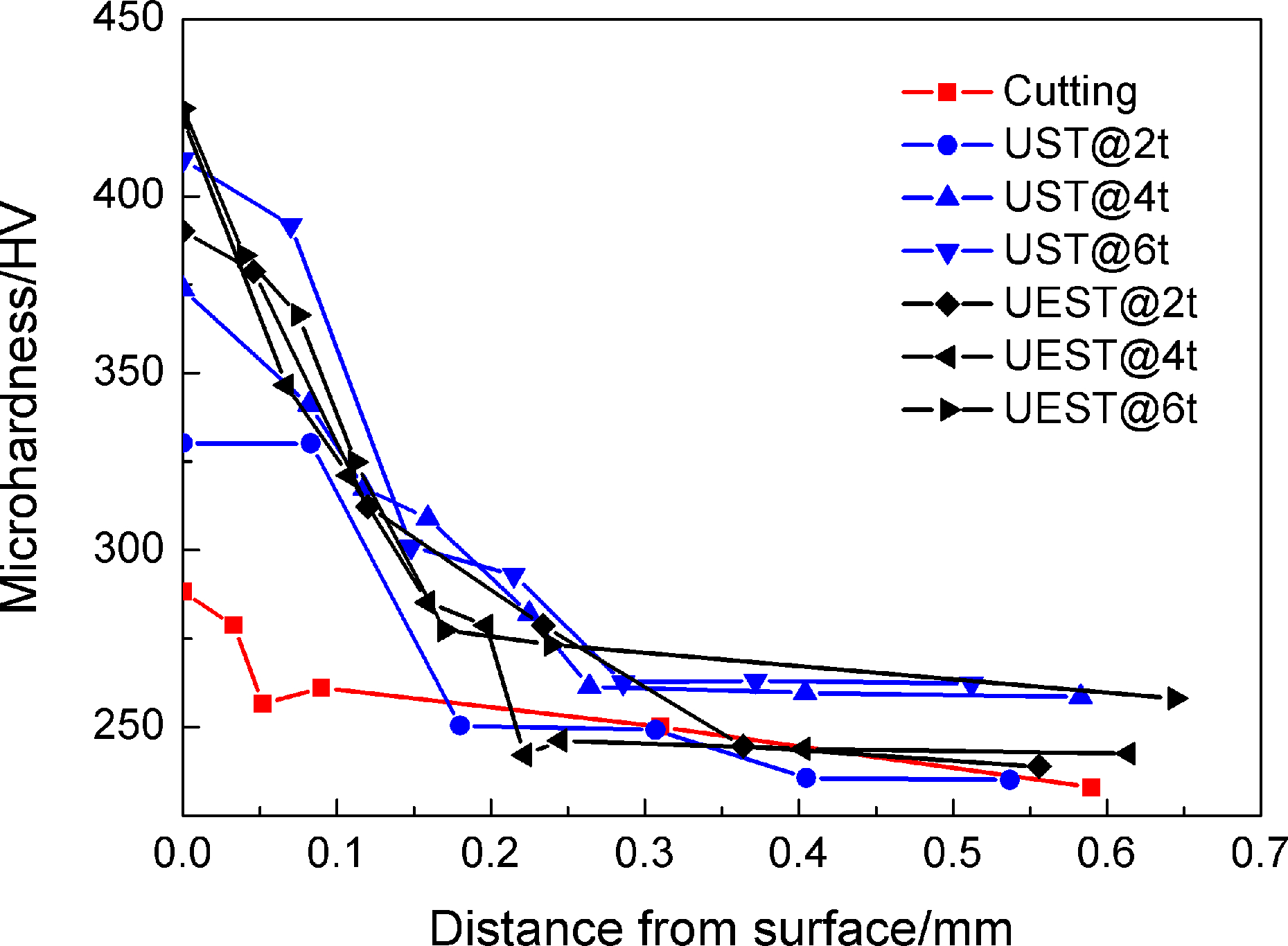
Hardness profile of conventional cutting and auxiliary field cutting
It can be observed that number in the flat curve had no significant effect on the subsurface hardness, and group I had a thinner deformation zone than group II. The difference is the surface layer in a depth of ∼150 μm significantly varied with the different strike numbers. According to the previous study, the surface hardness has a close relationship with the electric current. 7 Experimental results had shown that UESM can increase the microhardness more than USM. Heavy plastic deformation may be one of the reasons for remarkable working hardening. There exist two mechanisms to explain this phenomenon. One is that the interaction between electrons and dislocations will be a favourable advantage to the moving and depinning of the dislocations at specific regions, such as grain boundaries and neighbourhood of second phase particles. When the electric current pulses are introduced into the plastic deformation zone, the drift electrons in the alloys may exert a push on dislocations to overcome the obstacles.8–10 The other is that the increase in the mobility of the dislocation will lead to a decrease in macrodefects growth rate. 11
Microstructure evolution
A refining layer and a diffusion zone were formed on the 2316 stainless steel sample's surface during UESM process. The bainite phase after conventional cutting was observed in Fig. 4a. After UESM at 2 and 4 ton, the thickness of the refined zone was about 90 and 180 μm respectively. The UESM surface showed a gradient grain size distribution from the top surface to the interior (Fig. 4e). The average grain size in the gradient grain layer was ∼1 μm. The majority of broken grains were < 0.4 μm, and a few of nanoparticles also appeared. Previous studies had confirmed that α phase grain more easily possesses nanosize properties with S2PD treatment for multiphase alloys, on account of the hard particles, and forms a deeper deformation layer.6,12–13 α Phase structure can be broken into pieces, resulting in the formation of the refined layer. According to the Hall–Petch equation, grain refinement can also enhance the microhardness, which is related to the yield strength of materials.

Three-dimensional micrograph of cross-section specimens after treatment of a conventional cutting; b UESM at 2 ton; c UESM at 4 ton; d UESM at 6 ton, top right corner with higher magnification × 1400; e histogram of grain size distribution
The specimen after UESM at 4 ton was further investigated by SEM analysis in order to reveal the microstructure in detail. Figure 5a shows that matrix structure, and the treated surface was composed of the refined grains. Figure 5b reveals that on the top of the refined layer grain size was decreased to a few submicrometre or nanometres. Both the deformation bands and particles of ferrite can be discerned clearly. Additionally, a large amount of deformation carbide particles were also present. As shown in Fig. 5d, broken particles ∼400 nm were present, and it was shown that 20–30 nm scale particles appeared on the grain boundaries in the central zone. Many initial tiny particles were accumulated during the deformation. In addition, the ferrite and carbine were smashed into pieces due to the microfatigue damage. As the processing depth increased, the microhardness orders of magnitude gradually reduced from the nanostructure layer to the layer with refined structure, and then to the layer deformed coarse grains further, reaching the region of the matrix ultimately.
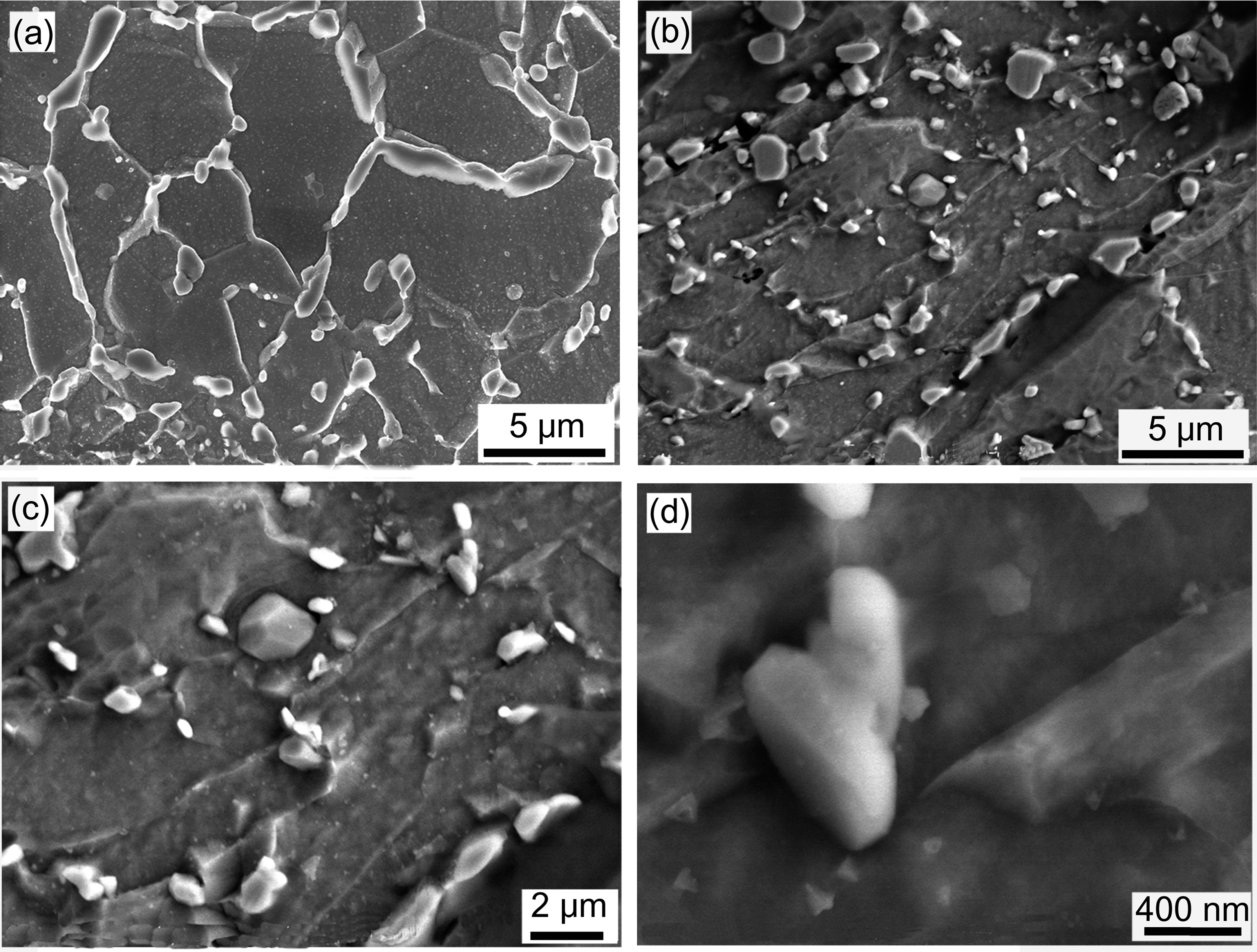
Image (SEM) showing microstructure of UESM specimens at 4 ton of a central zone, b surface zone, c surface zone and d surface zone
Conclusions
The surface quality and surface mechanical properties of 2316 stainless steel can be significantly improved with assistance of ultrasonic and electric effects. The strengthened surface layer comprised a gradient of grain sizes distribution from the top surface with submicrometres or nanometres to the interior with micrometres. The optimised parameter for UESM treatment for 2316 stainless steel in cutting processing was at 4 ton. The mechanism for the above phenomenon is attributed to the microfatigue damage associated with decreasing deformation resistance and enhanced the dislocation mobility.
Acknowledgements
GT acknowledges the financial support from the National Science Foundation of China (grant no. 50571048).