
Abstract
A two-stage thermodynamic calculation procedure was developed to analyse alloy compositions for rheocasting. Based on Kazakov's criteria, the processability of AZ91, AZ61 and AM60B for rheocasting was investigated. The results show that these alloys do not satisfy selected criteria fully, and only AZ91 is possible to be used for rheocasting with semisolid slurry having lower fraction solid (0.2–0.4). In microstructure produced by rheocasting, the β-Mg17Al12 phase forms continuous network along primary α-Mg gain boundary and is concentrated in this limited contiguous space. The routes to modify and optimise alloy composition were proposed.
Introduction
Magnesium alloy, as the lightest structural metal, has potential application in automotive market. Process development and material design are required to achieve the optimum microstructure for desired strength and corrosion properties for automotive applications. In terms of the choice of a manufacturing process, the preferred casting route for Mg alloys is high pressure die casting (HPDC). However, the HPDC is solely suitable for the thin walled parts. The main problem encountered in thick walled sections is porosity caused by turbulent die filling and solidification shrinkage. 1 Squeeze casting is another effective casting route and currently is being evaluated. 2 The three semisolid metal processing routes, thixocasting3–5, thixomoulding6–9 and rheocasting10–17 may be suitable for the production of components that are amenable for heat treatment to enhance mechanical properties of the most commonly used magnesium alloys. Owing to the lack of reliable and quality feedstock supply, thixocasting of Mg alloys has been very scarce. So far, only thixomoulding of thin walled components has achieved some success. Rheocasting, where semisolid slurry is produced directly from liquid metal and subsequently processed under high pressure can compete with HPDC, squeeze casting, permanent mould casting and thixocasting.18,19 It has been found that the rheocasting is much better suited to the production of magnesium components with high integrity than the conventional HPDC process.10–16 However, the reported mechanical properties do not reach that required by structural components.
Among the currently used magnesium alloys in rheocasting, only a few commercial alloys, such as AZ91, AZ61, AM50 and AM60, are investigated. These alloys are originally designed for liquid state processing. Therefore, the full potential of semisolid metal processing could only be exploited by modified or optimised alloy composition. Investigations have shown that such alloys should satisfy some criteria, such as temperature sensitivity of fraction solid, proportion of phase formed during solidification, solidification range, processing window, potential for age hardening and favourable thixotropic and mechanical properties.20–24 Thermodynamic calculation is a scientific and useful approach to investigate processability of alloys in semisolid state. In investigations carried out by Fan et al., thermodynamic approach was undertaken to study the potential Mg–Al–Mn and Mg–Al–Zn alloy compositions amenable to rheocasting, in which the total rheocasting is assumed as equilibrium (Lever rule) or non-equilibrium (Scheil model). 22 Kozlov et al. studied thermodynamic simulation of phase formation during blending of Mg–Al alloys by thixomoulding. 23 Patel et al. used thermodynamic calculation based on the Scheil model to optimise an alloy specifically designed for rheocasting based on the Al–Mg–Si system. 24
According to the operation procedure, rheocasting can be divided into two solidification stages: the solidification stage I within which the semisolid slurry is prepared and the solidification stage II within which the semisolid slurry is transferred into the shot sleeve and solidifies rapidly in the die cavity. In the present paper, a two-stage thermodynamic calculation procedure to simulate rheocasting has been developed. Based on this, Kazakov's criteria, such as temperature sensitive of fraction solid − dfS/dT, processing window ΔT and proportion of formed phases, are taken into account to evaluate the processability of AZ91, AZ61 and AM60B for rheocasting. Finally, the routes to modify and optimise alloy compositions were proposed.
Experiment and thermodynamic calculation procedure
Method preparations of semisolid slurry and rheocasting process
The experimental alloy was AZ91 containing 8.9 wt-Al, 0.75 wt-Zn, 0.27 wt-Mn, < 0.02 wt-Si, < 0.01 wt-Cu and balanced Mg. The semisolid slurry was produced by limited angular oscillation (LAO) and was processed by an indirect squeeze casting machine. Detailed description of LAO process can be found in Ref. 15. The oscillation intensity was controlled to be 1.4 rad s− 2. The processing temperature of semisolid slurry TP was 573°C corresponding to a fraction solid of 0.5. The die temperature was set at 230°C; the detail of the indirect squeeze casting can be found in Ref. 25. Both melting and semisolid slurry preparation were conducted under the protection of 2 vol.-SF6 in CO2.
Metallographic specimens were prepared using standard technique, etched with a solution of 10 mL acetic acid, 6 g picric acid in 100 mL ethanol and 10 mL water. Microstructure observations and quantitative measurements were performed on a Zeiss optical microscope. A Quanta-400 scanning electron microscope was used to perform the SEM examinations with an accelerating voltage of 20 kV.
Thermodynamic simulations
The two-stage thermodynamic calculation procedure assumes that the semisolid slurry should be in the equilibrium state before being transferred into the mould, and the remaining liquid will solidify rapidly according to the Scheil model after being transferred into the mould.
The desired starting feedstock for rheocasting is the semisolid slurry in which the solid is present as fine and nearly perfect globular particles. The combination of localised cooling with vigorous agitation near and just below the liquidus temperature for 2–5 s is frequently carried out to result in a large number of nuclei in the melt.26–29 Then, the melt is cooled down very slowly to the processing temperature TP within 2–5 min to obtain the stability of solidifying interface. Thus, the semisolid slurry tends to reach equilibrium, and the solidification stage I could be described using thermodynamic equilibrium calculation. During the solidification stage II, the semisolid slurry is transferred in to a preheated mould and will solidify rapidly under high pressure. Thus, the Scheil model solidification assumption in solidification stage II is acceptable. The thermodynamic calculation of this stage can be carried out by taking the amount of the remaining liquid with its proper composition at TP as new input information for a non-equilibrium solidification approximated by Scheil model. Figure 1 summarises the proposed two-stage thermodynamic calculation procedure and the information that can be calculated.
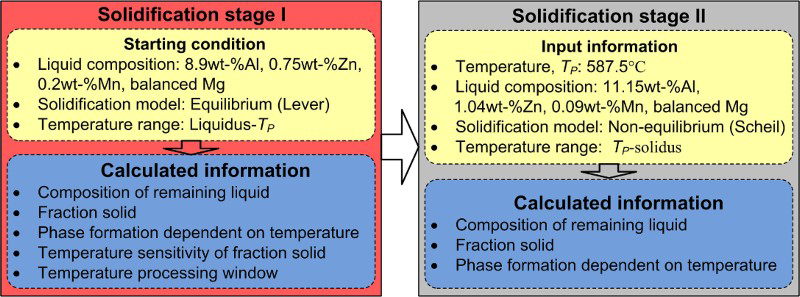
Schematic illustration taking AZ91 as example to show two-stage thermodynamic calculation procedure and calculated important information related to rheocasting
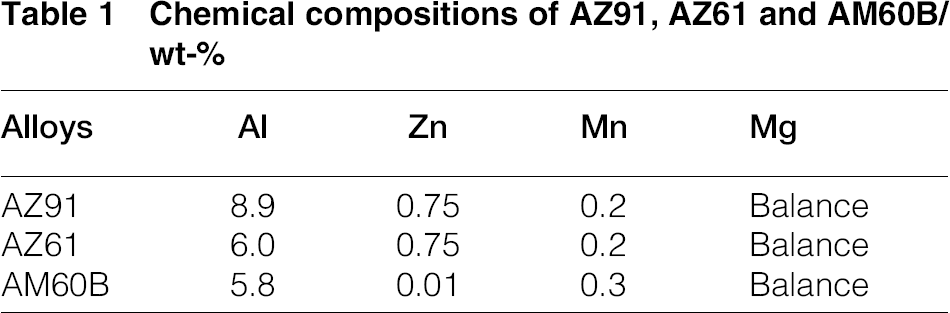
The present paper is restricted to predict the processability of AZ91, AZ61 and AM60M for rheocasting. The compositions of calculated alloys are show in Table 1. All calculations were performed using PANDAT computational thermodynamic software package and PanMg Database. 30
Chemical compositions of AZ91, AZ61 and AM60B/wt-
Results and discussion
Microstructure characteristics
Figure 2 shows detailed microstructure characteristics of AZ91 alloy processed by rheocasting with semisolid slurry containing fraction solid fS of 0.5 molar fraction. According to rheocasting operation procedure, the primary α-Mg phase formed in solidification stage I is defined as α1-Mg; that formed in solidification stage II is defined as α2-Mg. The eutectic α-Mg formed in solidification stage II by eutectic solidification is defined as α3-Mg. The primary α1-Mg presents large and globular particles, as shown in Fig. 1a. Solidification stage II produces further volume fraction of the primary phase by formed primary α2-Mg with fine size and globular morphology, followed by the formation of a continuous eutectic network, as shown in Fig. 1a. The detailed eutectic structure is shown in Fig. 2b. The eutectic is completely divorced. The intermetallic β-Mg17Al12 forms its own network, and the eutectic α3-Mg presents fine particles. Guo et al. found that primary α1-Mg continuously grew during the solidification stage II, and a growth layer of the α1-Mg was observed by a specially designed etching solution. This kind of growth layer was also found in Al–Cu alloy by Martinez and Flemings 27 and was further investigated by Reisi and Niroumand in Al–Si alloys. 31 Thus, this growth layer formed in solidification stage II is also defined as primary α2-Mg.
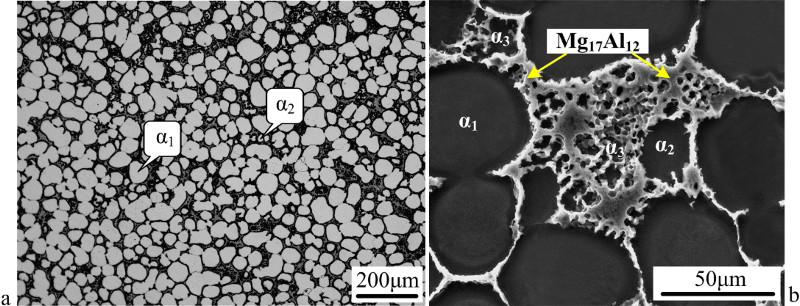
Microstructure characteristics of AZ91 alloy produced by rheocasting with fraction solid of 0.5: a optical, b SEM
The solidification behaviour of melt in the LAO process, which occurs during solidification stage I and is responsible for the formation of α1-Mg globular grains, has been dealt in terms of the combination of localised cooling and vigorous convection at the onset of solidification. 15 It is important to point out that the remaining liquid in the semisolid slurry has uniform composition and temperature distribution. The fraction solid and the composition of the remaining liquid in the semisolid slurry should be contribution to the formation of fine primary α2-Mg, eutectic α3-Mg and intermetallic β-Mg17Al12 in the solidification stage II.15,25
−dfS/dT and ΔT
Figure 3a–c shows the calculated fraction solid versus temperature of AZ91, AZ61 and AM60B respectively, showing the proposed two-stage thermodynamic calculation procedure. The set value of fs = 0.5 defines the processing temperature TP.  represents the fraction solid developed in solidification stage I calculated by the Lever rule. The non-equilibrium solidification of the remaining liquid in semisolid occurring in solidification stage II is marked by
represents the fraction solid developed in solidification stage I calculated by the Lever rule. The non-equilibrium solidification of the remaining liquid in semisolid occurring in solidification stage II is marked by  calculated by the Scheil model. The total fraction solid developed in rheocasting
calculated by the Scheil model. The total fraction solid developed in rheocasting  is
is  .
.  is calculated by the Lever rule. The fraction solid/temperature relationship in equilibrium and non-equilibrium, as shown in Fig. 3, is critical for understanding rheocasting and identifying alloy compositions.
is calculated by the Lever rule. The fraction solid/temperature relationship in equilibrium and non-equilibrium, as shown in Fig. 3, is critical for understanding rheocasting and identifying alloy compositions.
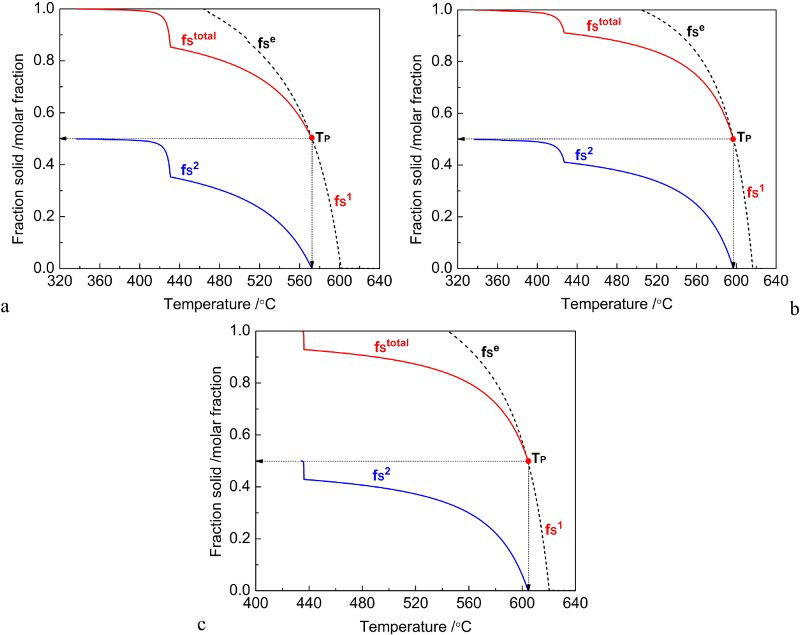
Calculated molar fraction solid versus temperature for Mg–9Al–1Zn alloy, showing two-stage thermodynamic calculation procedure: a AZ91, b AZ61, c AM60B
According to Midson's investigation, 2 rheocasting is being carried out to produce improved quality die castings using semisolid slurry having lower fraction solid (fs = 0.2–0.4) and produce high quality castings using the semisolid slurry with higher fraction solid (fs = 0.4–0.6). Therefore, the processing window is defined as the temperature interval between 0.2 and 0.4 fraction solid (ΔT0.2–0.4) or between 0.4 and 0.6 fraction solid (ΔT0.4–0.6). fs = 0.3 and 0.5 are chosen as the calculation point for − dfS/dT because they are midway through the processing window. Based on Fig. 3, curves of − dfS/dT versus fraction solid for AZ91, AZ61 and AM60B are shown in Fig. 4, and some solidification parameters are summarised in Table 2.
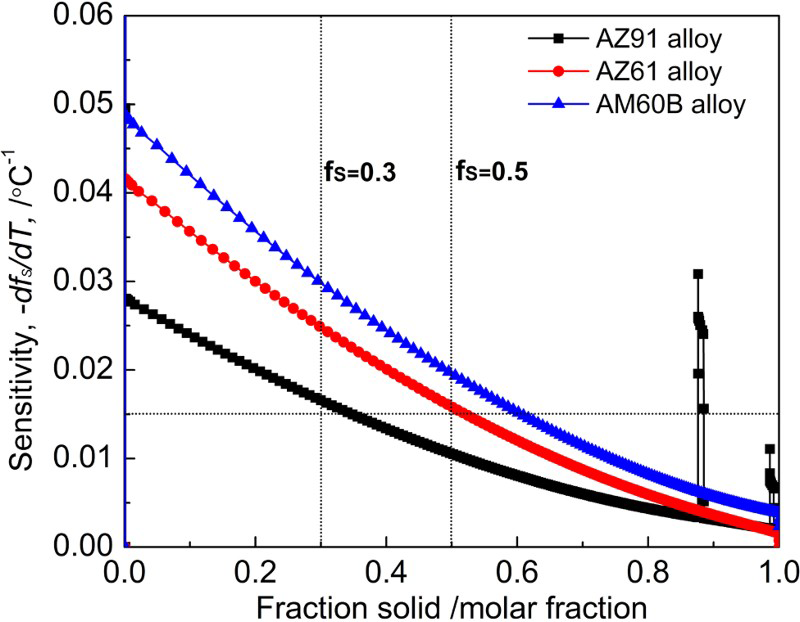
Calculated temperature sensitivity of fraction solid, − dfS/dT, as function of fraction solid of AZ91, AZ61 and AM60B alloys
Solidification parameters calculated by Lever rule in solidification stage I for Mg–Al–Zn–Mn alloy system: T L istemperatureatwhichtheprimaryα1-Mg starts to appear in melt

Fan et al. 22 argued that the value of − dfS/dT should be < 0.015°C− 1. This value is more general for semisolid metal processing based on temperature control within ± 3°C. AZ91 is the most frequently used magnesium alloy in rheocasting. At fs = 0.3, the − dfS/dT is 0.017°C− 1, indicating that AZ91 appears unsuitable for rheocasting. However, the value of ΔT0.2–0.4 is obviously large enough for successful forming operation. At fs = 0.5, the − dfS/dT is 0.011°C− 1 and ΔT0.4–0.6 is 20.5°C, indicating that AZ91can be used for rheocasting using the semisolid slurry with higher fraction solid. Based on the above discussion, it is possible to use AZ61 and AM60B for rheocasting using the semisolid slurry with higher fraction solid rather than lower fraction solid.
Phase formation
Figure 5 shows the proportion of precipitated phases during rheocasting in AZ91, AZ61 and AM60B. Primary α1-Mg and  marked with open symbols are formed in solidification stage I. Primary α2-Mg, eutectic α3-Mg,
marked with open symbols are formed in solidification stage I. Primary α2-Mg, eutectic α3-Mg,  , β-Mg17Al12 and Φ-MgAlZn phases marked with solid symbols are formed in solidification stage II. L represents the fraction liquid. The temperature, at which a new phase appears, corresponds to a bend in the fraction solid curve in Fig. 3. The first formed phase is Al8Mn5. The primary α1-Mg starts to appear at 601.4, 616.5 and 620.3°C for AZ91, AZ61 and AM60B, and its fraction increases until the temperature reaches the processing temperature TP, as shown in Fig. 5. The fraction solid
, β-Mg17Al12 and Φ-MgAlZn phases marked with solid symbols are formed in solidification stage II. L represents the fraction liquid. The temperature, at which a new phase appears, corresponds to a bend in the fraction solid curve in Fig. 3. The first formed phase is Al8Mn5. The primary α1-Mg starts to appear at 601.4, 616.5 and 620.3°C for AZ91, AZ61 and AM60B, and its fraction increases until the temperature reaches the processing temperature TP, as shown in Fig. 5. The fraction solid  actually consists of Al8Mn5 and primary α1-Mg. This is shown by open symbols in Fig. 5, corresponding to the dash line in Fig. 3. In solidification stage II, following the fraction increase in primary α2-Mg, the next phases Al11Mn4, Al4Mn, β-Mg17Al12 and Φ-AlMgZn will be formed. The trace phases Al11Mn4 and Al4Mn are formed with amounts below 0.01 and not shown in Fig. 5. For AM60B, the solidification terminates at a ternary eutectic reaction (435°C), L → α3-Mg+Mg17Al12 + Al11Mn4. For AZ91 and AZ61, the solidification should terminate at a ternary eutectic reaction (336°C), L → α3-Mg+τ-MgAlZn+MgZn. However, the solidification terminates between 336°C and another ternary eutectic reaction (365°C), L+β-Mg17Al12 → α3-Mg+Φ-MgAlZn. This might be because of very limited remaining liquid at the end of solidification.
actually consists of Al8Mn5 and primary α1-Mg. This is shown by open symbols in Fig. 5, corresponding to the dash line in Fig. 3. In solidification stage II, following the fraction increase in primary α2-Mg, the next phases Al11Mn4, Al4Mn, β-Mg17Al12 and Φ-AlMgZn will be formed. The trace phases Al11Mn4 and Al4Mn are formed with amounts below 0.01 and not shown in Fig. 5. For AM60B, the solidification terminates at a ternary eutectic reaction (435°C), L → α3-Mg+Mg17Al12 + Al11Mn4. For AZ91 and AZ61, the solidification should terminate at a ternary eutectic reaction (336°C), L → α3-Mg+τ-MgAlZn+MgZn. However, the solidification terminates between 336°C and another ternary eutectic reaction (365°C), L+β-Mg17Al12 → α3-Mg+Φ-MgAlZn. This might be because of very limited remaining liquid at the end of solidification.
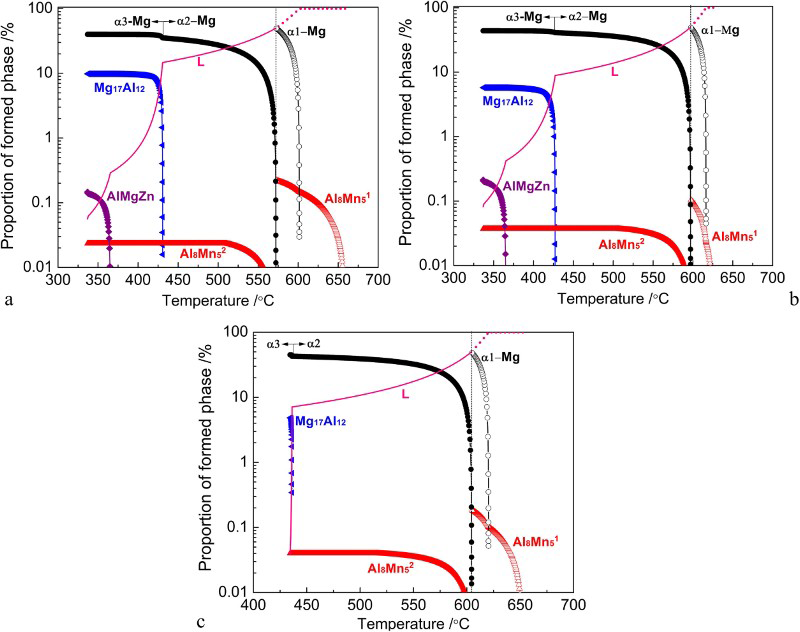
a AZ91; b AZ61; c AM60BCalculated fractions of formed phases for Mg–Al–Zn–Mn alloys system plotted in logarithmic scale; preset fraction solid at TP is 0.5
Figure 6 shows the effects of fraction solid at TP on proportions of primary α1-Mg, primary α2-Mg and eutectic α3-Mg. Although they have the same structure (hcp solid solution), they are significantly different in their size and morphology in the microstructure, as shown in Fig. 2. With increase in fraction solid in semisolid slurry at TP from 0.1 to 0.6, the final contents of fine primary α2-Mg and eutectic α3-Mg in microstructure decreases, resulting in an increase in average grain size of α-Mg. According to the Hall–Petch equation, increase in fraction solid in semisolid slurry will decrease the strength. This prediction agrees well with investigations carried out by Czerwinski et al., in which a reduction in strength of Mg–Al–Zn–Mn alloys with an increasing content of coarse α1-Mg globules in semisolid slurry at TP was reported.6–9 This prediction also explains the low tensile strength of AZ91 alloy produced by new rheocasting 10 , thixocasting 10 and rheodiecasting11,16, in which the content of coarse globular α1-Mg is high, generally with a value of 40–60.
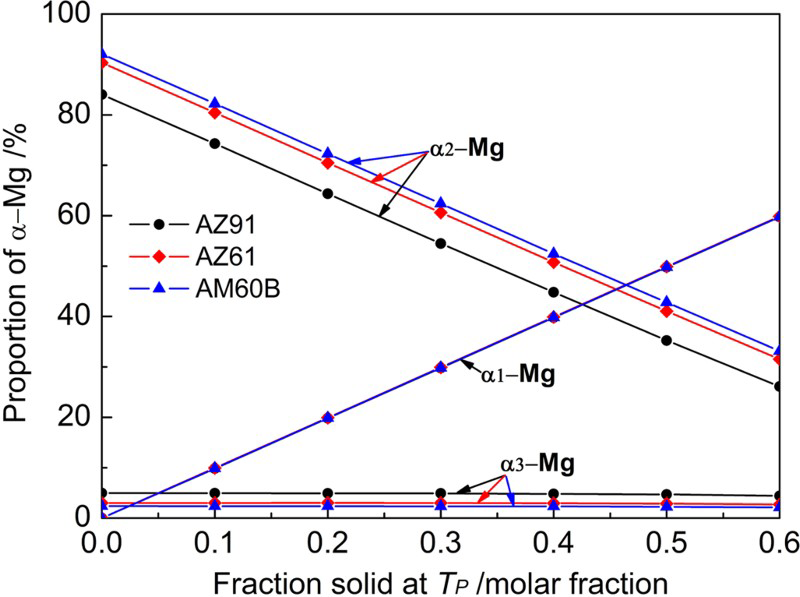
Effects of fraction solid at TP in semisolid slurry on proportions of primary α1-Mg, primary α2-Mg and eutectic α3-Mg
The high cooling rate in the solidification stage II results in a microstructure containing primary α1-Mg and primary α2-Mg globules embedded in a fine matrix representing the formerly remaining liquid in the semisolid slurry at the temperature when eutectic reaction (L → α3-Mg+β-Mg17Al12 + Al11Mn4) occurs, as shown in Fig. 2. The coarse globular primary α1-Mg and fine globular primary α2-Mg facilitates the formation of a contiguous space. As a result, the β-Mg17Al12 does not present discontinuous as in conventional casting processes, but forms continuous network instead. Moreover, because all of the eutectic formed by the L → α3-Mg+β-Mg17Al12 + Al11Mn4 reaction is concentrated in this limited contiguous space, the matrix contains higher lever of β-Mg17Al12. Figure 7 shows the effects of fraction solid at TP on the relative proportion of β-Mg17Al12. The proportion is relative to the formerly remaining liquid in the semisolid slurry at the temperature when the eutectic reaction, L → α3-Mg+β-Mg17Al12 + Al11Mn4, occurs. The eutectic in microstructures of rheocast AZ91, AZ61 and AM60B contains as much as ∼67 of β-Mg17Al12. The important finding in Fig. 7 is that the increase in fraction solid at TP leads to an increase in concentration level of β-Mg17Al12 distributed along primary α-Mg grain boundaries. For example, when the semisolid slurries with fraction solid of 0.5 are processed in the preheated metal die, the matrix in microstructure of AZ91, AZ61 and AM60B would contain ∼19.7, 11.5 and 9.7β-Mg17Al12, which is nearly twice the proportion of β-Mg17Al12 in a conventional casting process in which the starting alloy at TP is superheat liquid (10.5, 6.1 and 5.2 for AZ91, AZ61 and AM60B, the total solidification is calculated by the Scheil model). It is well known that the amount of the brittle β-Mg17Al12, as well as its distribution and morphology, has the most influence on the mechanical properties of Mg–Al–Zn–Mn alloys. Czerwinski et al. investigated the fracture mechanism of AZ91 produced by thixomoulding and found that, for a large fraction solid over 0.4 at TP, a decohesion along the primary α-Mg particles/matrix interface is predominant. 8 This kind of concentrated distribution of β-Mg17Al12 along grain boundary would largely restrict mechanical properties, especially the ductility, as reported in Refs. 6–11 and 16, and should be considered as a drawback of rheocasting.
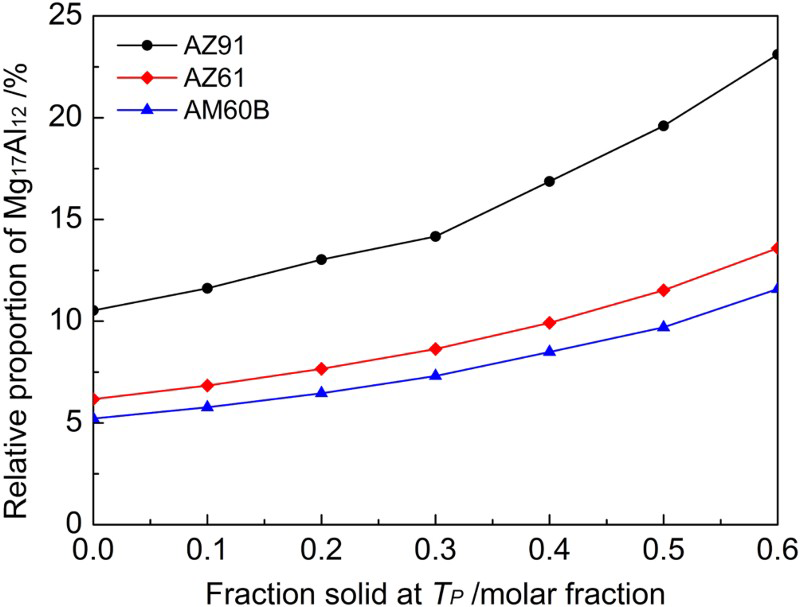
Effects of fraction solid at TP in semisolid slurry on proportion of β-Mg17Al12; proportion is relative to formerly remaining liquid in semisolid slurry at temperature when eutectic reaction, L → α3-Mg+β-Mg17Al12+ Al11Mn4, occurs
Processability prediction
Thermodynamic calculation and metallurgical characteristics of Mg–Al–Zn–Mn alloys suggest that this kind of alloys may not be best suited for rheocasting. Increase in Al content in alloy such as AZ91 will agree with the requirement of − dfS/dT as shown in Fig. 4, but this will result in the formation of much β-Mg17Al12. Decreasing the processing temperature TP will also agree with the requirement of − dfS/dT, but this will increase the level of concentrated distribution of β-Mg17Al12 along grain boundary and increase the average grain size of primary α-Mg. All of these are very detrimental to the mechanical properties, especially ductility. In summary, Mg–Al–Zn–Mn alloys cannot incarnate full advantages of rheocasting to produce high quality components.
From Fig. 4 and Table 2, AZ91 ally can be used for rheocasting using the semisolid slurry with lower fraction solid (0.2–0.4, or even lower). The lower fraction solid rheocasting uses turbulent die filling conditions that are similar to that used by conventional die casting processes. Thus, this kind of rheocasting is capable of producing complex shaped components. Jorstad argued that this kind of rheocasting is not developing high fraction solid (0.4–0.6), so is not providing maximum benefits. 18 However, it can be used to produce improved quality diecastings (mechanical properties of components produced by lower fraction rheocasting are higher than that produced by conventional diecasting processes, such as rheodiecasting reported in Refs. 12 and 13.
Based on the present thermodynamic calculation and related literatures,6–25 the following are some proposed routes to modify and optimise compositions of magnesium alloys.
First, in the case of rheocasting using lower fraction solid, the critical point is to adjust compositions to meet − dfS/dT selection criterion in order to reduce capital cost.
Second, in order to exploit full advantages of rheocasting, Mg–Al–Zn–Mn alloys should be judged critically:
reducing Al content to improve ductility, and adding other elements to meet ( − dfS/dT)fS = 0.5 selection criterion adding elements to reduce the grain growth kinetics and particle agglomeration in the semisolid slurry the Mg–Al–Zn–Mn alloys to age hardening is poor because supersaturated solid solution transforms directly into solid solution and β-Mg17Al12 without the appearance of GP zone or any other intermediate precipitate, so adjusting compositions to meet the criterion of high potential for age hardening is a critical factor adding element to modify the formed intermetallic phases in order that their size and morphology can be further controlled by heat treatment is another critical factor.
Conclusions
A two-stage thermodynamic calculation procedure has been developed. This procedure can provide not only detail information on the constitutions of final microstructure but also on their temperature dependent development. In microstructure produced by rheocasting, the β-Mg17Al12 forms continuous network along primary α-Mg gain boundary and is concentrated in this limited contiguous space. The increase in fraction solid at TP leads to an increase in concentration level of β-Mg17Al12. AZ91, AZ61 and AM60B alloys are not suited for rheocasting using the semisolid slurry containing higher fraction solid (0.4–0.6) to produce high quality components. AZ91 alloy might be used for rheocasting using the semisolid slurry containing lower fraction solid (0.2–0.4, or even lower) to produce improved diecasting components.
Footnotes
Acknowledgements
The authors gratefully acknowledge the supports from the National Natural Science Foundation of China (grant no. 50804023), the Luodi Research Plan of Jiangxi Educational Department (grant no. KJLD14016), the Nature Science Foundation of Jiangxi Province (grant no. 20122BAB206021) and the Jiangxi Province Young Scientists Cultivating Programs (grant no. 20122BCB23001). Partial support came from the China Scholarship Council (CSC).