
Abstract
Cold forging deformations (3 and 8) were carried out on extruded AZ31 and AZ61 Mg alloys, and subsequent annealing is performed at 573 K for different durations. The microstructure evolution is investigated and further analysed. The results show that the thick lenticular twinning is mainly formed at initial deformation stage and subsequently transforms into narrow band twinning. Compared to AZ31, AZ61 produces broader twins with lower volume fraction in response to 3 cold forging due to Al–Mn phase hindering the twinning activity and plastic deformation. Twin boundary plays an important role in refining grains as it provides the nucleation sites of static recrystallisation. Moreover, as for AZ61, the starting and ending times of static recrystallisation are much later than those of AZ31.
Introduction
Owing to their brilliant properties such as low density, high specific strength, good shock absorption and vibration damping capacity, magnesium and its alloys are in great damand in the aerospace and automotive industries to reduce vehicle weight and increase fuel efficiency.1,2 However, owing to the hexagonal close packed structure, the basal plane has only two independent slip systems available to accommodate an imposed arbitrary isochoric plastic strain, 3 and so presents poor formability at room temperature, which seriously limits the utilisation of Mg and its alloys. In order to improve this poor property of Mg alloy, microstructure refinement has been corroborated to be very effective. Nowadays, a number of studies have been performed on grain refinement of Mg alloys. Several methods such as equal channel angular pressing, 4 cyclic extrusion compression, 5 multidirectional forging 6 and accumulative back extrusion 7 have been adopted to achieve it due to dynamic recrystallisation (DRX). In addition, cyclic closed die forged AZ31–Si Mg alloy at 400°C for five passes could improve both strength and elongation significantly. 8 With the increase in cyclic extrusion compression passes, the grain size of AZ31 alloy decreased, but the first pass is the most effective, and the mean grain size of 1.8 μm can be reached with ultrafine grains of 150 ± 50 nm after seven passes at 300°C. 5 Under the annealing temperature of 300°C for 4 h duration, the combining energy field of Mg sheet was beneficial to refine grains and obtain homogeneous microstructure. 9
Recently, cold forging shows that strain rate is so quick that strain hardening effect arises from the energy accumulation in defects. During cold forging, the two common twinning modes for Mg are the {10
In the present paper, 3 and 8 cold forging and subsequent annealing were applied to extruded AZ31 and AZ61 Mg alloys. The microstructure and texture evolution, distortion energy storage and SRX behaviours during cold forging and subsequent annealing process were investigated in detail to reveal the effect of aluminium content on the twinning and SRX evolution during cold forging and annealing.
Experimental
Extruded AZ31 (Mg–3Al–0.8Zn–0.4Mn in mass-) and AZ61 (Mg–6Al–0.8Zn–0.4Mn in mass-) Mg alloys were machined into specimens with 10 × 5 × 5 mm by electrical discharge machining along the extrusion direction (ED), as illustrated in Fig. 1. The cold forging was carried out by a set of homemade hammers at room temperature with a fast strain rate, and the forging direction is parallel to the ED. To better control the strain, the prepared samples were placed in dies that have an inner diameter of 8 mm and heights of 9.2 and 9.7 mm to ensure reduction effect, and the specimens were forged under the targeted strains of 3 and 8 till they were at the same height as the given die. Besides, the samples were forged from the two ends alternately, and they were immersed into water quickly after the forging. Subsequently, annealing tests at 573 K for 1, 5 and 9 min were carried out respectively. To make a straightforward comparison, the central location of all samples was selected for microstructure observation.
Schematic illustration of as cut samples for cold forging (ED: extrusion direction; FD: forging direction)
Microstructures of all samples were characterised using optical microscopy (OM), scanning electron microscope (SEM), X-ray diffraction (XRD) and electron back scattered diffraction (EBSD). For the OM, samples were mechanically polished and etched with solution of 2 g picric acid, 35 mL ethanol, 5 mL acetic acid and 5 mL distilled water for 10 s, and the mean grain size was calculated by intercept linear measurement. The OM specimens were further mechanically and electrolytically polished for the XRD and EBSD observation using XRD (Bruker D8 Discover) and a JEOL JSM-7600 field emission gun scanning electron microscope equipped with a Nordlys II detector.
Results and discussion
Microstructure of as extruded Mg Alloys
Figure 2 shows the typical features of the extruded AZ31 and AZ61. The average grain size of extruded AZ31 is ∼50 μm, as shown in Fig. 2a. Nonetheless, it is apparent that grains are not uniformly distributed, and the microstructure is still characterised by coarse grains close to 60 μm and fine grains < 5 μm. However, the OM and SEM images of extruded AZ61 (Fig. 2b) presents the average grain size of 30 μm with some small second phase observed at grain boundaries, and relative uniformly distributed grains are found. The second phase is further identified as Al–Mn phase via energy dispersive spectroscopy analysis. It demonstrates that the higher the Al content, and the more homogeneous and finer the grains, which can be attributed to the Al–Mn phase gathered at grain boundary impedes grain boundary migration, thus preventing abnomal grain growth.
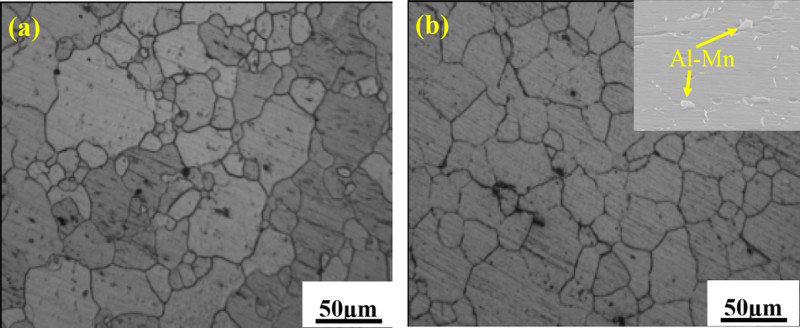
a optical micrograph of AZ31; b optical micrograph and EDS of AZ61Microstructures of as extruded Mg alloys before cold forging
Microstructure evolution of cold forging samples
To investigate the effect of Al content on microstructure evolution during cold forging process, we present in Fig. 3 the typical microstructure of cold forged AZ31 and AZ61 samples, and the total and morphology of twins are carefully observed. From Fig. 3a, some grains are elongated, and the broad twins frequently emerged across original grains. Besides, many tiny grains are formed in some local regions. Moreover, several types of twins including a large amount of thick lenticular, double and narrow band twins generate, which are straggling distributed. To identify the type of twins, we presented EBSD results in Fig. 3c, the type of twins is identified via the misorientation angle/axis relationships, and the colour lines are drawn correspondingly to represent the corresponding twins, and the data in Table 1 is calculated from Fig. 3c and d. The thick lenticular twins are identified as { } <
} <  > twinning, and the frequency of twin boundaries are statistically calculated to be 5.94, 1.36, 2.51, 0.013 and 50.5 for the {10
> twinning, and the frequency of twin boundaries are statistically calculated to be 5.94, 1.36, 2.51, 0.013 and 50.5 for the {10 2}–{01
2}–{01 2}, {10
2}, {10 2}–{
2}–{ 012}, {
012}, { 2}–{0
2}–{0 12}, {10
12}, {10 1}–{10
1}–{10 } and {10
} and {10 2} < 10
2} < 10 1> (Table 1) respectively. It is noteworthy that the data are the rate of twin boundaries. Theoretically, Mg alloys have six equivalent {10
1> (Table 1) respectively. It is noteworthy that the data are the rate of twin boundaries. Theoretically, Mg alloys have six equivalent {10 2} twin variants in each grain: tb1 (
2} twin variants in each grain: tb1 ( 102)[1
102)[1 01], tb2 (1
01], tb2 (1 02)[
02)[ 101], tb3 (
101], tb3 ( 012)[10
012)[10 1], tb4 (10
1], tb4 (10 2)[
2)[ 011], tb5 (0
011], tb5 (0 12)[01
12)[01 1] and tb6 (01
1] and tb6 (01 2)[0
2)[0 11]. Three misorientation relationships can be generated between different {10
11]. Three misorientation relationships can be generated between different {10 2} twin variants: 7.4° between a twin variant pair {10
2} twin variants: 7.4° between a twin variant pair {10 2}–{01
2}–{01 2} and 60 and 60.4° between different twin variant pairs of {10
2} and 60 and 60.4° between different twin variant pairs of {10 2}–{
2}–{ 012} and {10
012} and {10 2}–{0
2}–{0 12} respectively.
19
Besides, {10
12} respectively.
19
Besides, {10 1} < 10
1} < 10 2>contraction twins reorient the lattice by a 56° rotation about the < 11
2>contraction twins reorient the lattice by a 56° rotation about the < 11 1}–{10
1}–{10 2}).
11
It is not surprising that a large amount of thick lenticular twins appear during 3 cold forging, which is similar to the previous reports showing that thick lenticular twins appear in the alloys compressed under a strain of 5, and a dramatic texture change of ∼90° rotation is observed.15,20,21 As all metals require a critical amount of strain energy to recrystallise.
22
The presence of subgrains and low angle grain boundaries (LAGBs) indicates that many dislocation slip occur except twinning during the cold forging process, dislocation slip generate and often gathered at grain boundaries, and for the reason of complicated dislocation interaction and deformation heat, LAGBs and subgrains are formed finally, which can provide distortion energy for the SRX generation during subsequent annealing, which is similar to our previous report.
23
2}).
11
It is not surprising that a large amount of thick lenticular twins appear during 3 cold forging, which is similar to the previous reports showing that thick lenticular twins appear in the alloys compressed under a strain of 5, and a dramatic texture change of ∼90° rotation is observed.15,20,21 As all metals require a critical amount of strain energy to recrystallise.
22
The presence of subgrains and low angle grain boundaries (LAGBs) indicates that many dislocation slip occur except twinning during the cold forging process, dislocation slip generate and often gathered at grain boundaries, and for the reason of complicated dislocation interaction and deformation heat, LAGBs and subgrains are formed finally, which can provide distortion energy for the SRX generation during subsequent annealing, which is similar to our previous report.
23
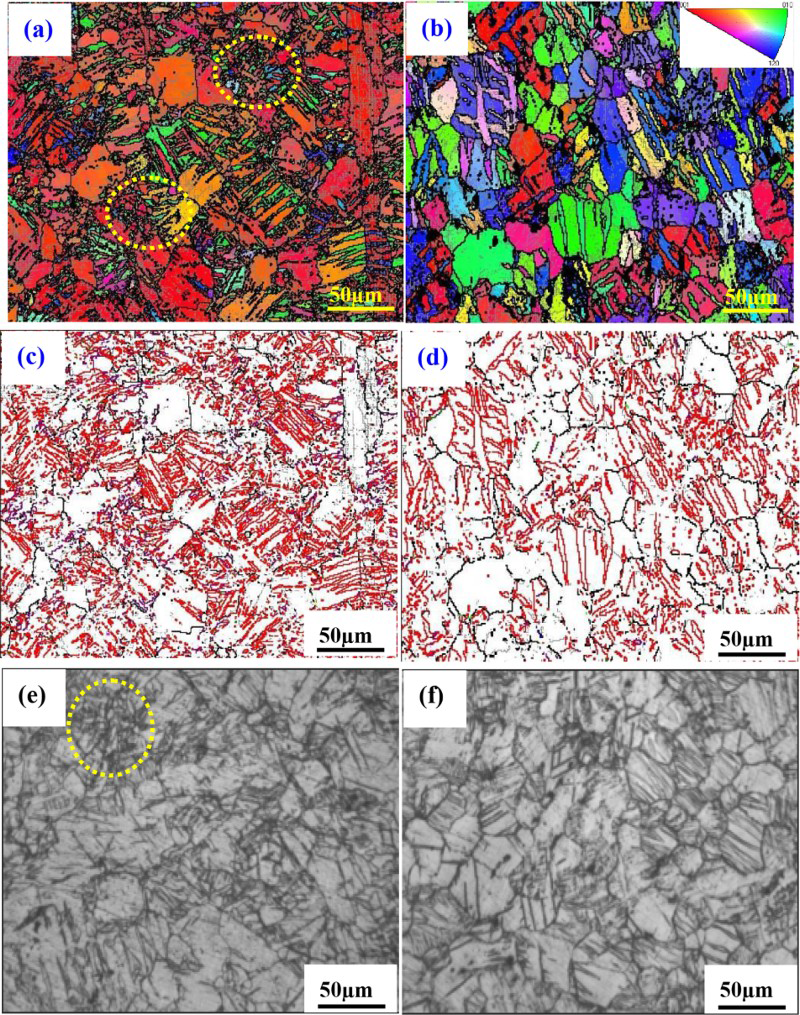
a IPF map of 3 forged AZ31; b IPF map of 3 forged AZ61; c demarcation of twinning boundaries for 3 forged AZ31; d demarcation of twinning boundaries for 3 forged AZ61; e optical micrographs of 8 forged AZ31; f optical micrographs of 8 forged AZ61Microstructures evolution
Frequency of various twin boundaries in 3 forged AZ31 and AZ61
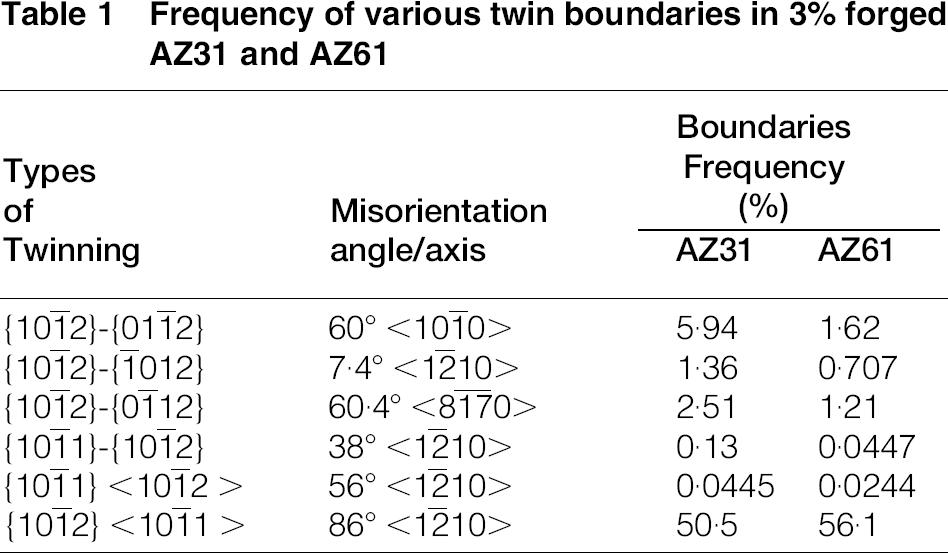
Fig. 3d presents the EBSD map of 3 cold forged AZ61. It is also found that a lot of {10 2} < 10
2} < 10 1> twinnings emerge, and careful observation reveals that the width and number are broader and smaller compared with that of 3 forged AZ31 (Fig. 3c), and the frequency of twin boundaries is calculated to be 1.62, 0.707, 1.21, 0.0447 and 56.1 for the {10
1> twinnings emerge, and careful observation reveals that the width and number are broader and smaller compared with that of 3 forged AZ31 (Fig. 3c), and the frequency of twin boundaries is calculated to be 1.62, 0.707, 1.21, 0.0447 and 56.1 for the {10 }–{01
}–{01 2}, {10
2}, {10 2}–{
2}–{ 012},{10
012},{10 2}–{0
2}–{0 12}, {10
12}, {10 1}–{10
1}–{10 2} and {10
2} and {10 2} < 10
2} < 10 1> (Table 1) respectively. By comparison, it is observed that the frequency of tension twinning boundary in 3 forged AZ61 is more than that in 3 forged AZ31, which can be mainly attributed to the fact that broader tension twinning produced in AZ61 has more twinning boundaries. Moreover, the number of LAGBs is much less than that of 3 cold forged AZ31, which indicates that much less slip can be activated in AZ61 due to the barrier of Al–Mn phase.
1> (Table 1) respectively. By comparison, it is observed that the frequency of tension twinning boundary in 3 forged AZ61 is more than that in 3 forged AZ31, which can be mainly attributed to the fact that broader tension twinning produced in AZ61 has more twinning boundaries. Moreover, the number of LAGBs is much less than that of 3 cold forged AZ31, which indicates that much less slip can be activated in AZ61 due to the barrier of Al–Mn phase.
To further investigate the effect of deformation extent on microstructure evolution during cold forging, 8 cold forged microstructures are shown in Fig. 3e and f. For the forged AZ31 alloy, since the forging speed and strain are very high and large, therefore, a large amount of compression twinning and distortion energy would be generated in the inner of sample. However, compression twins are difficult to detect through EBSD;
11
OM is therefore used to observe its microstructure. The morphologies of microstructure vary substantially with the increase in strain. Twins become narrower and shorter, and the intersected twins also become more. It is note worthy that DRX is not the reason for the disappearance of thick lenticular twins because our forging temperature and speed are low and high respectively, which cannot satisfy the requirement of triggering DRX, which may be explained by the tension twins’ transformation into compression twins with increasing forging strain. In addition, the original grain boundaries with high density of plastic strain gradually become fuzzy (Fig. 3e). As for 8 cold forged AZ61 sample (Fig. 3f), the morphologies of samples are also modified substantially; several kinds of twins become much narrower and finer, accompanied with their frequent intersection with each other, which may become the nucleation sites for SRX because high strain must be concentrated around them. These twins were identified as {10
X-ray diffraction observation of cold forging samples
To further examine the texture evolution, we present in Fig. 4 the crystallographic orientation of extruded AZ31 and AZ61 before and after cold forging. The extruded AZ31 and AZ61 intensity of the (0002) peak [denoted as I( )/I(0002)ratio]
25
is ∼0.21 and ∼0.11 respectively. Both of the initial textures can be approximately considered as a ring fiber texture with the basal planes parallel to the ED, which do not allow any twinning under tensile loading but maximum twinning under compressive loading. Therefore, this starting texture could activate the {
)/I(0002)ratio]
25
is ∼0.21 and ∼0.11 respectively. Both of the initial textures can be approximately considered as a ring fiber texture with the basal planes parallel to the ED, which do not allow any twinning under tensile loading but maximum twinning under compressive loading. Therefore, this starting texture could activate the { } twinning at the small deformation. In order to evaluate the difference in twinning behaviour of cold forged AZ31 and AZ61 samples, the crystallographic orientation after ∼3 and ∼8 cold forging deformations are measured, as shown in Fig. 4. The as extruded AZ61 shows a much weaker (0002) intensity than that of as extruded AZ31. Since {
} twinning at the small deformation. In order to evaluate the difference in twinning behaviour of cold forged AZ31 and AZ61 samples, the crystallographic orientation after ∼3 and ∼8 cold forging deformations are measured, as shown in Fig. 4. The as extruded AZ61 shows a much weaker (0002) intensity than that of as extruded AZ31. Since { } twinning leads to a reorientation of 86.3° of the crystal lattice, all the basal planes in twinned lattices lie nearly perpendicular to the ED, in other words, parallel to (
} twinning leads to a reorientation of 86.3° of the crystal lattice, all the basal planes in twinned lattices lie nearly perpendicular to the ED, in other words, parallel to ( ) after compressive plastic deformation. According to the sharp texture in the initial material, with nearly no grains parallel to (0001), it can be hypothesised that large reorientation originates from {
) after compressive plastic deformation. According to the sharp texture in the initial material, with nearly no grains parallel to (0001), it can be hypothesised that large reorientation originates from { } twinning. Meanwhile, the XRD data can thus be used to estimate the volume fraction of twins in the microstructure. For the same strain of 3 and 8 cold forging process, the I(
} twinning. Meanwhile, the XRD data can thus be used to estimate the volume fraction of twins in the microstructure. For the same strain of 3 and 8 cold forging process, the I( )/I(0002) ratios in AZ31 are ∼2.55 and∼4.51, while the I(
)/I(0002) ratios in AZ31 are ∼2.55 and∼4.51, while the I( )/I(0002) ratios in AZ61 are ∼0.71 and ∼4.61. Hence, it is reasonable to conclude that AZ61 has a lower total volume fraction of {
)/I(0002) ratios in AZ61 are ∼0.71 and ∼4.61. Hence, it is reasonable to conclude that AZ61 has a lower total volume fraction of { } twins than AZ31, which is similiar to the above results. It again indicates that finer grain size and incontinuity of Al–Mn phase at grain boundaries play a major role in suppressing twinning activity.
} twins than AZ31, which is similiar to the above results. It again indicates that finer grain size and incontinuity of Al–Mn phase at grain boundaries play a major role in suppressing twinning activity.
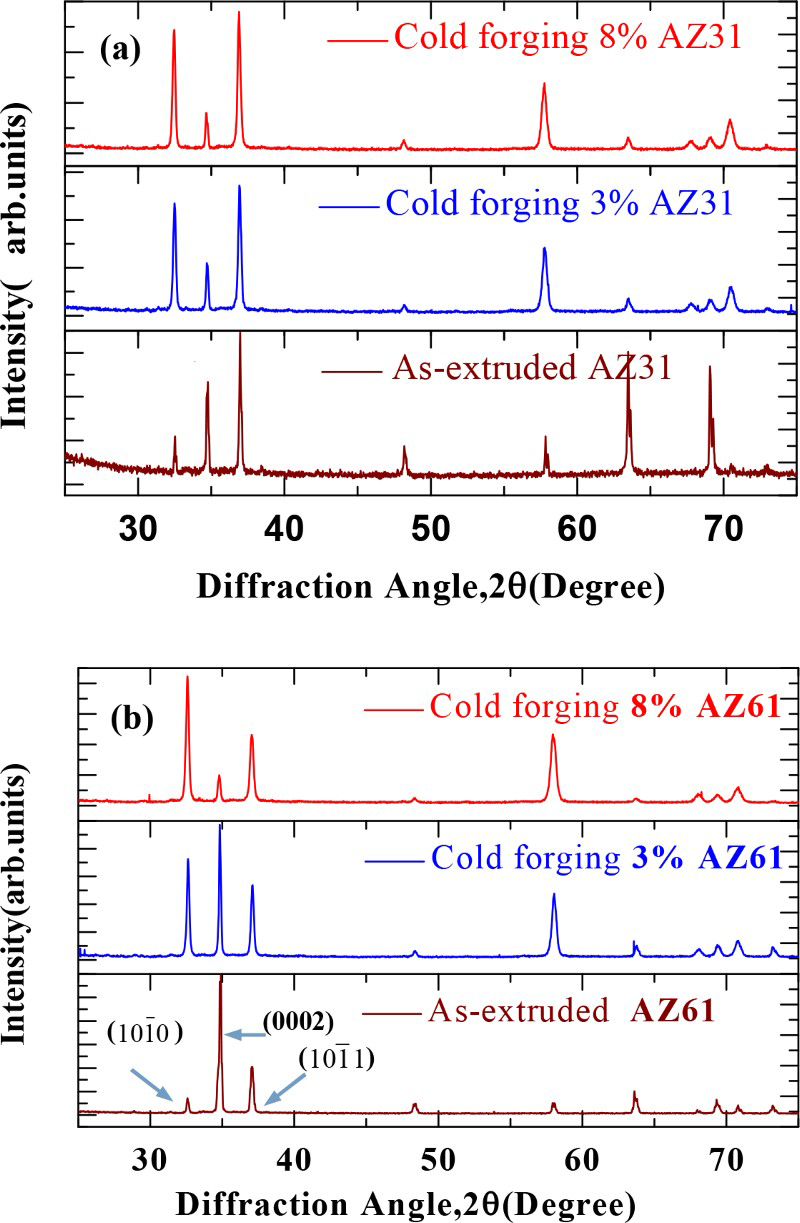
a as extruded, 3 and 8 forged AZ31; b as extruded, 3 and 8 forged AZ61X-ray diffraction pattern of longitudinal planes
Microstructure evolution during annealing treatment
Eight per cent cold forged samples were annealed at 573 K for different durations, as shown in Fig. 5. For the AZ31 alloy, one can see that microstructures are mainly tension twinning within initial coarse grains, and a few fine SRX grains generate at triple junctions and intersected twins (Fig. 5a). Careful observation reveals that no SRX grains associated with extension twin can be found at the beginning of annealing, which can be attributed to the mobility of extension twin boundary during cold forging, and dislocations are more difficult to accumulate at extension twin boundary than that at contraction twin boundary. The nucleation of tension twins within pre-existing contraction twins can destroy the coherence of the contraction twin boundary, resulting in double twins. Therefore, double twins have high density of dislocations, which can provide a higher driving force than primary extension twin. Thus, double twin can recrystallise before the extension twin. Similarly, the initial grain boundaries are with a high density of dislocations as well; thus, new grains can nucleate at these boundaries easily and with equiaxed shapes. 26
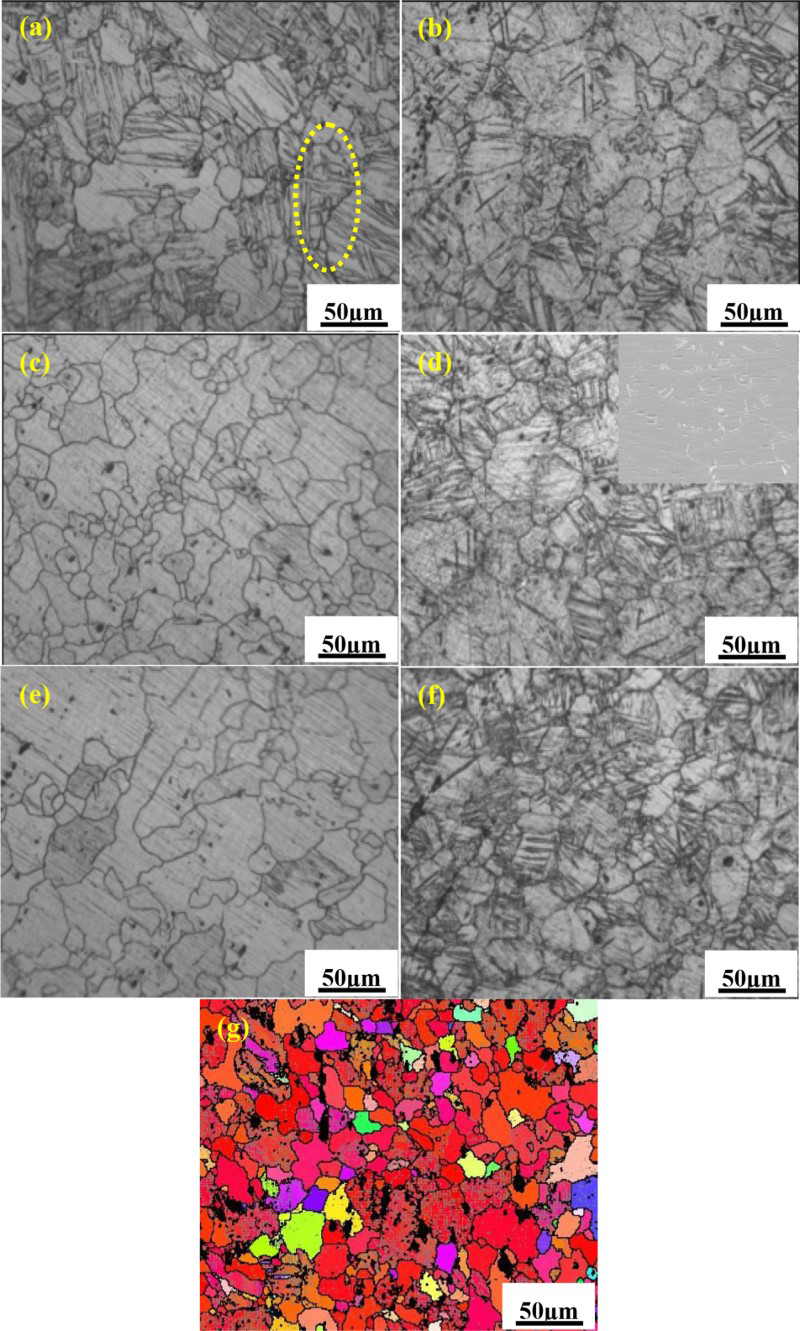
a AZ31, 1 min; b AZ61, 1 min; c AZ31, 5 min; d AZ61, 5 min; e AZ31, 9 min; f AZ61, 9 min; g AZ61, 55 minAnnealing microstructures at 573 K for different durations of 8 cold forged samples
With the increase in duration to 5 min (Fig. 5c), internal twins have completely been replaced by recrystallisation grains, and the average grain size is ∼20 μm, but grain structure is still non-uniform. Further annealing to 9 min (Fig. 5e), the SRX grains start to grow; unfortunately, there occurs abnormal growth in some local deformed grains, which is different from many studies27,28 in which abnormal grain growth was observed using high annealing temperatures. Therefore, high annealing temperature is not the sole factor that induces abnormal growth in magnesium alloy. As for the equal channel angular pressed and deformed AZ31 at a lower strain rate condition, abnormal growth could be also observed when annealed at low temperature.29,30 Barnett 31 attempted to examine the dependence of grain size on the Zener–Hollomon parameter and found that abnormally large grains were developed at intermediate values of Z; at low and high values of Z, the grain size remained small. It can be deduced that the operation of abnormal grain growth is a complicated and unsettled issue. As for AZ61 alloys, no SRX grains emerge first (Fig. 5b and d). According to EDS analysis, a large number of fine second phase are precipitated along the grain boundaries to consume the annealing energy, and the deformed microstructures still exist obviously (Fig. 5d); it can be deduced that aging precipitation has the priority to consume annealing energy compared with SRX. With the increase in duration from 5 to 9 min, SRX nucleation is observed to grow slightly, although many non-static recrystallisation areas still exist (Fig. 5f). To further reveal SRX of AZ61, the annealing duration was increased to 55 min; SRX takes place completely, and the grains are refined significantly to 10 μm and present a uniform distribution (Fig. 5g). By comparison with AZ31, the reason for the SRX uniformity and the delayed initiation and completion time of SRX during annealing process can be ascribed to the fact that aging precipitation and Al–Mn phase in AZ61 hinder the SRX nucleation and grain growth.
Annealing is often utilised to tailor microstructures of Mg and its alloys, which in turn affect properties of the metals.28,32–34 In the cold forging process, more initial, double and intersected twinnings in AZ31 alloy can provide more nucleation sites, so the activation energy of SRX in AZ31 is smaller than that in AZ61 materials. Simultaneously, owing to the hexagonal crystal structure of Mg alloy, which resulted in the slower diffusion rate of Al–Mn phase, there is delay in the migration rate of grain and twins boundaries; meanwhile, annealing energy is first consumed by aging precipitation, rendering a serious delay in the starting and ending times of SRX for AZ61.
Conclusions
We have applied the cold forging and subsequent annealing to the as extruded AZ31 and AZ61 and investigated in detail their microstructure and orientation. We find that AZ61 alloy produces broader and lower volume fraction of twins in response to 3 cold forging than those of 3 cold forged AZ31 alloy. As for 8 cold forged samples, the thick lenticular twins nearly vanished, and the number of narrow and short twins increases a lot. However, the original grain boundaries concentrated with large plastic strain of AZ31 alloy become fuzzier than that of AZ61. Moreover, the (0002) intensity of the extruded AZ31 and AZ61 samples is remarkably weaker than that of cold forged samples, and the I( )/I(0002) ratios increase from 0.21 to 2.55 and 4.51, and 0.11 to 0.71 and 4.61 for AZ31 and AZ61 via cold forging respectively due to the fact that Al–Mn phase hinders the twinning activity and plastic deformation. By comparison with AZ31, the uniformity of SRX grains and the delayed initiation and completion time of SRX come out during the annealing process, which can be attributed to the fact that the aging precipitation and Al–Mn phase in AZ61 grievously hinder the SRX nucleation and grain growth.
)/I(0002) ratios increase from 0.21 to 2.55 and 4.51, and 0.11 to 0.71 and 4.61 for AZ31 and AZ61 via cold forging respectively due to the fact that Al–Mn phase hinders the twinning activity and plastic deformation. By comparison with AZ31, the uniformity of SRX grains and the delayed initiation and completion time of SRX come out during the annealing process, which can be attributed to the fact that the aging precipitation and Al–Mn phase in AZ61 grievously hinder the SRX nucleation and grain growth.
Acknowledgements
The present work is supported in part by China Postdoctoral Science Foundation (grant no. 2014M562128), and by a project supported by the Hunan Provincial Natural Science Foundation of China (grant no. 14JJ3111). L. L. appreciates the financial supports from the Scientific Research Fund of Hunan Provincial Education Department (grant no. 14C0455).