
Abstract
In the present work, pure aluminium melt was treated using electric current pulse. The effect of current density on the solidification microstructure was investigated by means of wire netting technology. It was found that wire netting could not only effectively stop crystal nucleus to enter other zones but also has relatively small effects on the heat transfer and convection in melts. Theoretical analysis and ANSYS simulation suggested that variation of current density in different localised zones is a key factor influencing the microstructural features. Increasing the current density is favourable for the formation of equiaxed grains.
Introduction
Pulse current has been widely used in the area of metallurgy.1–4 In the last 20 years, electric current pulse (ECP) grain refinement technology was extensively used in different alloys, including Al–4.5 wt-Cu, 5 Sn–0.9 wt-Cu, 6 Mg, 7 Cu 8 and Al.9–12 Recently, the ECP grain refinement technology was applied in 1Cr18Ni9Ti austenitic stainless steel, 13 high chromium cast iron 14 and 1045 steel, 15 which confirmed that ECP could refine grain. Based on the experimental results, abundant researchers are engaging to elucidate the refinement mechanism of ECP. Yan et al. 16 proposed that the refinement was resulted from the pulse magnetic pressure. Liao et al. 17 found that the ‘crystalline rain’ was formed in pure Al because ECP made the crystal nucleus on the wall of mould fall off and then drift in the liquid. This so called crystalline rain led to a multiplication of the crystal nuclei and grain refinement. However, so far, the quantitative description of the relationship between the ECP current density and the refinement effect of metallic solidification structure is still kept mysterious. Therefore, in the present work, we attempt to reveal the effect of ECP current density on the solidification microstructure based on experimental and ANSYS simulation.
Experimental materials and procedures
The self-designed high frequency pulse power was used to supply the pulse current. Commercial pure aluminium (99.7 wt-)was melted in a graphite crucible, which was superheated to 1123 K by a resistance furnace. After holding at 1123 K for 30 min, the molten metal was poured into a sand mould with a size of 40 × 40 × 120 mm. The solidified ingot was cut into four parts (marked as a, b, c and d) using wire netting, as shown in Fig. 1. The ECP worked on the lateral face of the casting mould through the electrode. The wire netting aperture was ∼0.5 mm. The experimental parameters of pulse power were energy storage capacitor of 1450 μF, charging voltage of 180 V, pulse width of 2 ms and discharging frequency of 3.33K1 (coefficient K1 is related to the power generator) respectively.
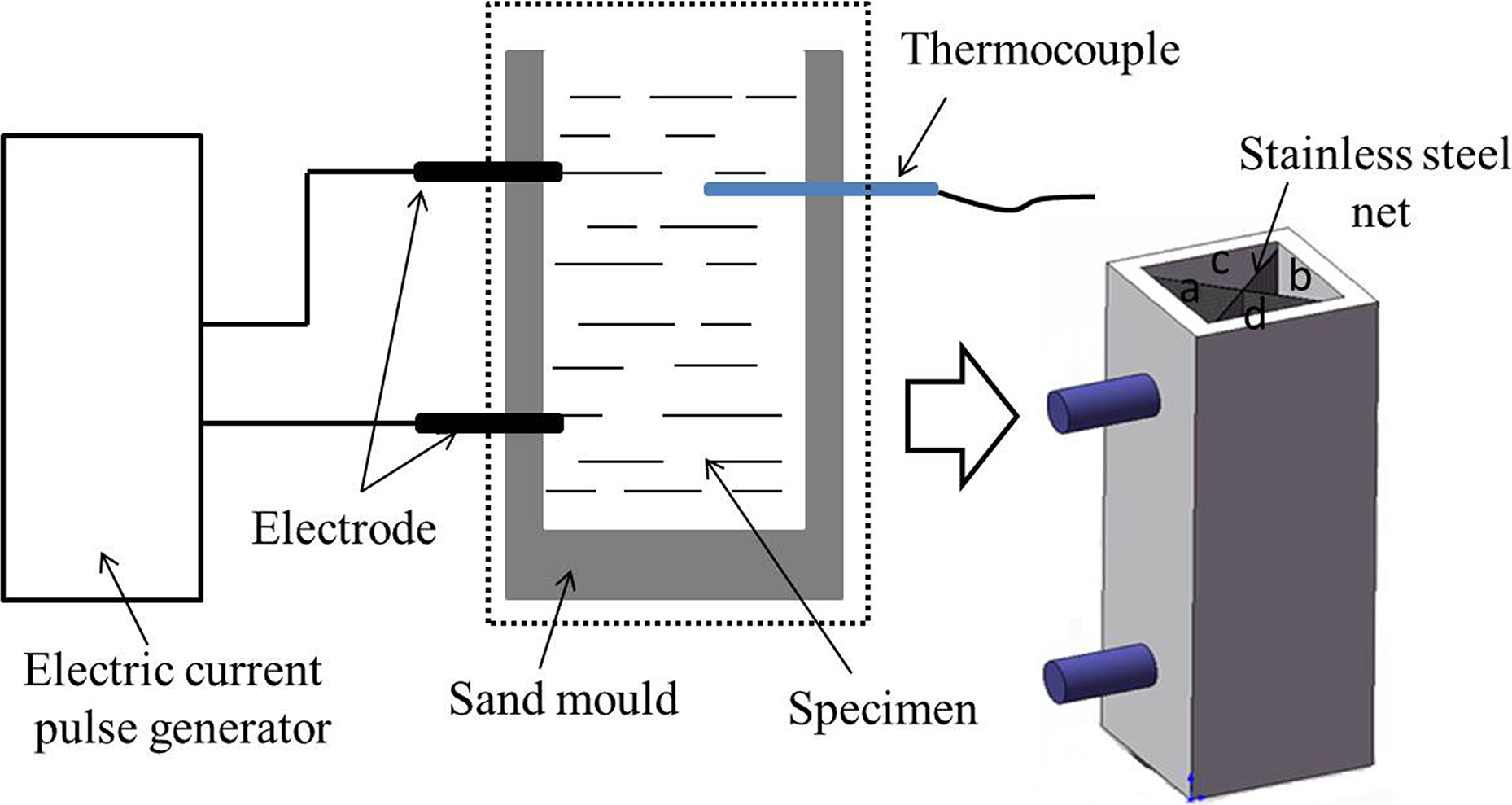
Schematic illustration of experimental set-up
Results and discussion
Figure 2 (a1–d1) shows the macrostructures of pure aluminium at the out layer under ECP treatment, which corresponds to different zones a–d respectively. The location where the electrode was inserted is shown in Fig. 2 (a1). It is obvious that refined equiaxed grains are formed. Figure 2 (b1) (the opposite side of Fig. 2, a1) shows coarse grains. The macrostructures in zones c and d are similar (Fig. 2, c1 and d1), which indicate a few equiaxed grains at the bottom. Comparing with the macrostructure ofthe specimen without ECP, as shown in Fig. 3, a3, b3, c3 and d3 indicate the structures in the longitudinal section of region a, b, c and d respectively.
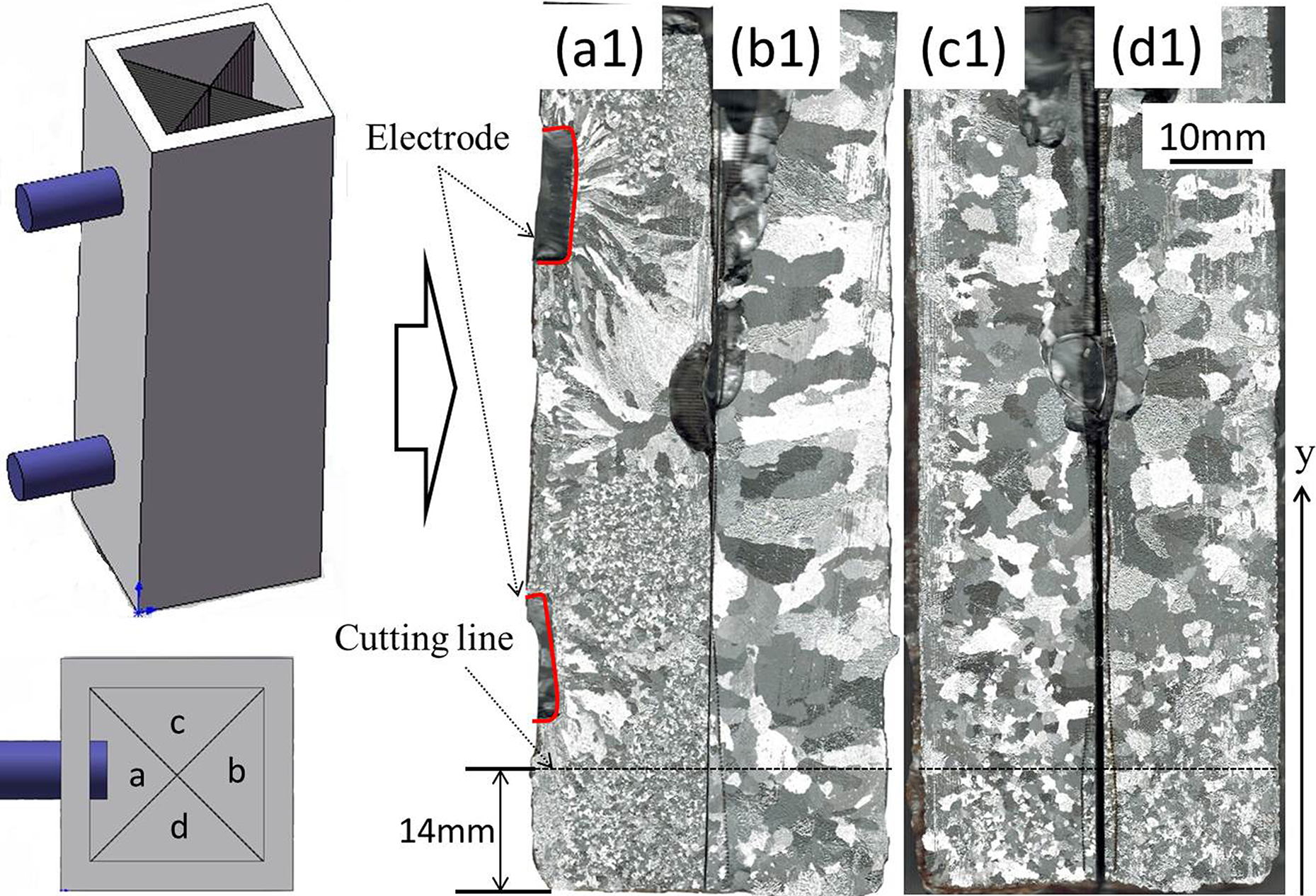
Macrostructure of specimen with ECP; a1, b1, c1 and d1 are longitudinal sections of regions a–d respectively
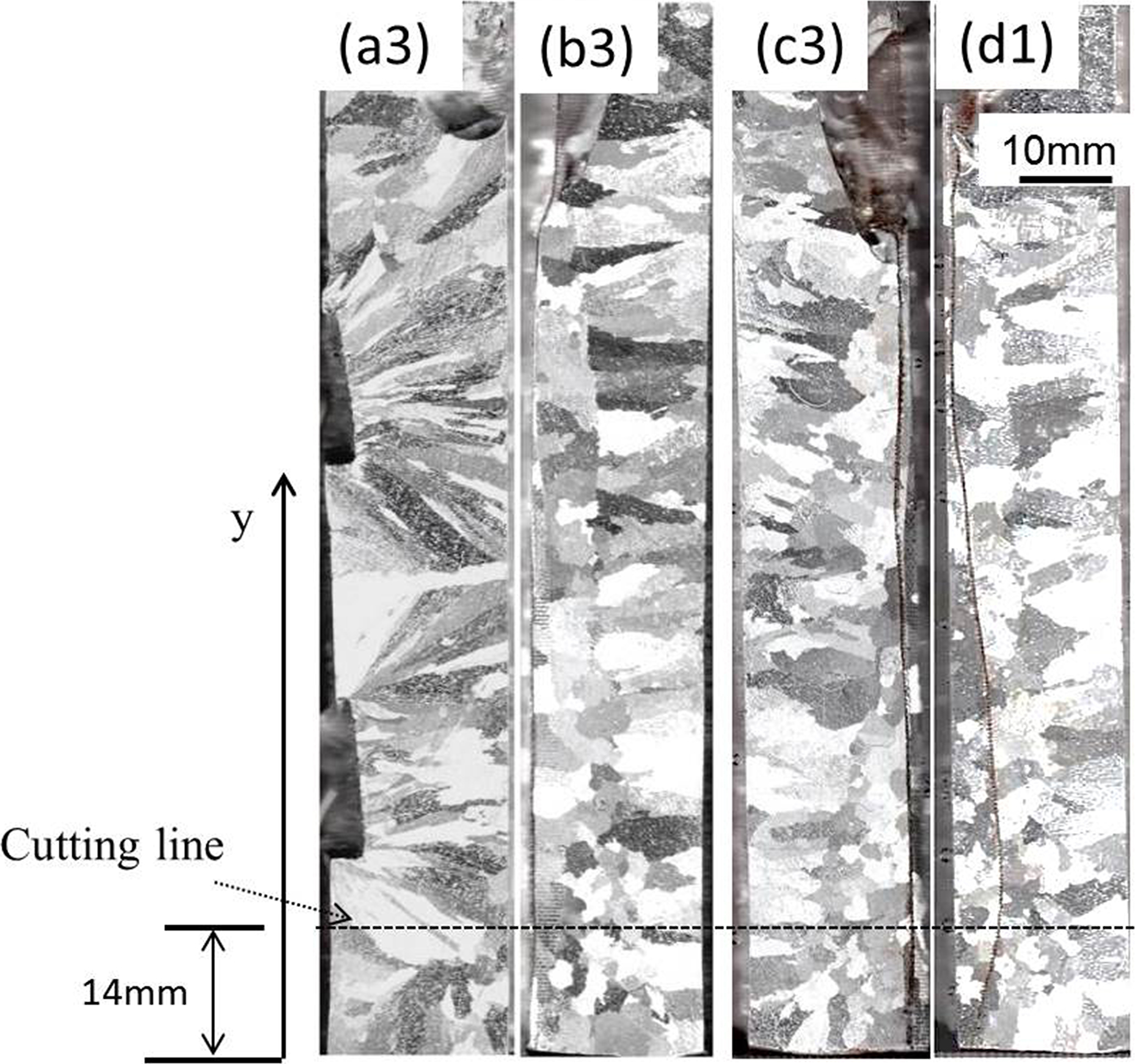
Macrostructure of specimen without ECP treatment; a3, b3, c3 and d3 are longitudinal sections of regions a–d respectively
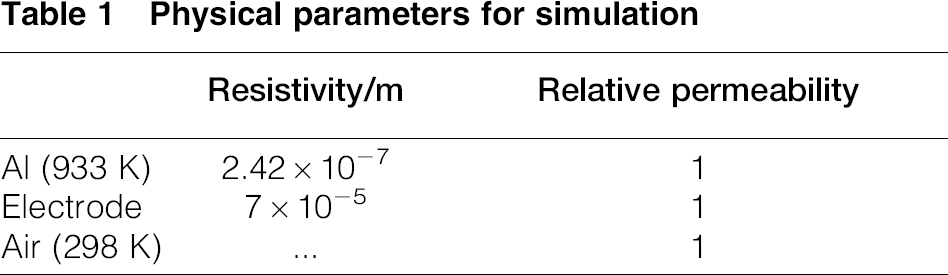
Supposed the whole physical parameters of wire netting and melts are consistent, relative physical property parameters of electrode and melts were constant, uniform and isotropous, and the displacement current and the flow of melts were also ignored, the tetrahedron element SOLID97 was used to calculate the three-dimensional electromagnetic field in the calculation of electromagnetic field. The size of calculation model is 40 × 40 × 120 mm. Solid modelling and meshing of melts are shown in Fig. 4. The physical parameters are listed in Table 1.
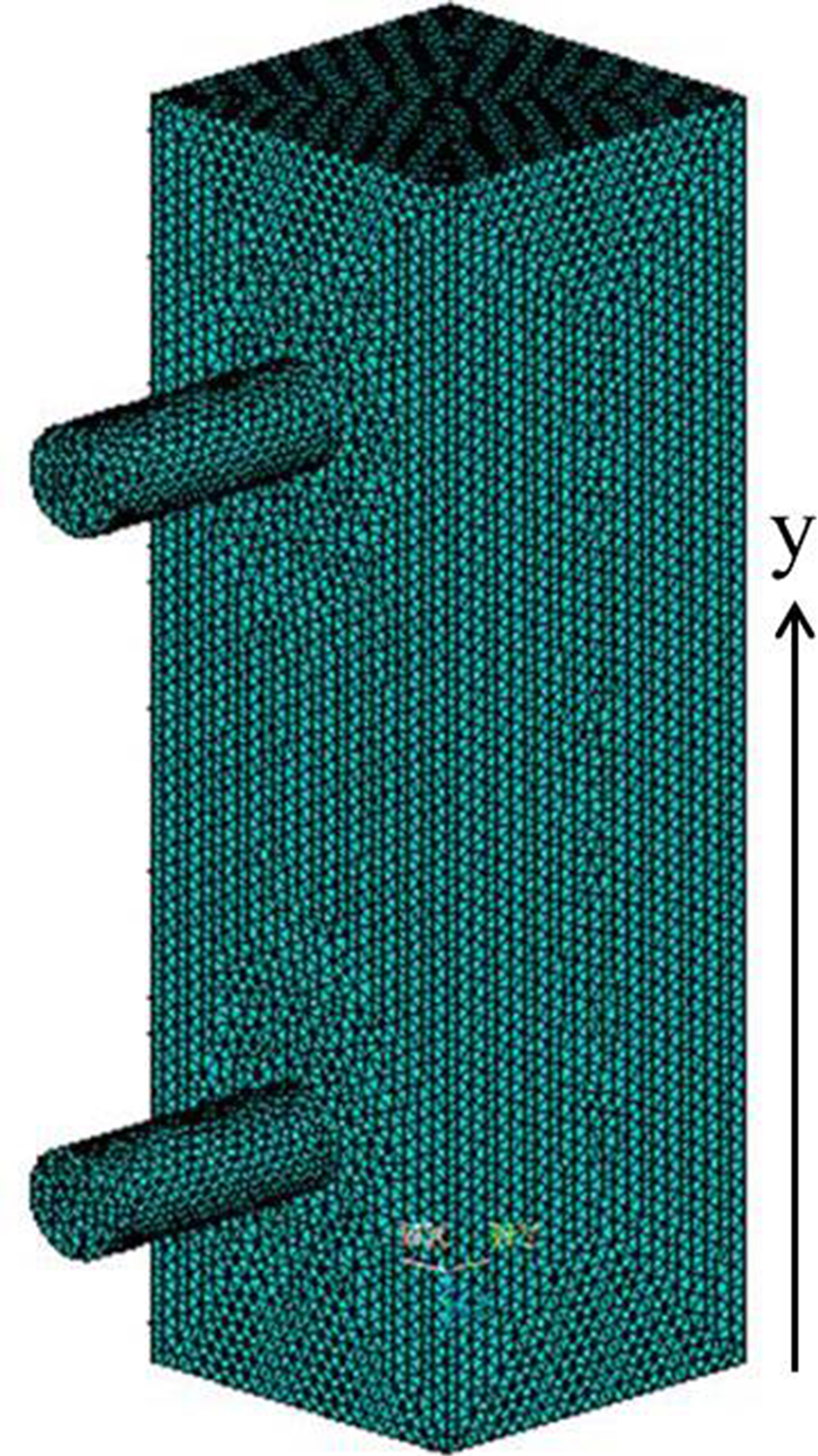
Schematic illustration of mesh
Physical parameters for simulation
The distribution of current density on the surface of pure aluminium melt is simulated by ANSYS, as shown in Fig. 5. The current density distribution on the cross-section and the macrostructure of the specimen are shown in Fig. 6. The macrostructures of the specimen without ECP treatment are shown in Fig. 7. The simulation calculation finds that the current density distribution on the a2 side is the strongest, and that on the c2 and d2 sides are relatively weak but distribute uniformly. The current density distribution on b2 side is the weakest. According to the above experimental results and ANSYS simulation, the current density has a strong effect on the microstructure of pure aluminium. Large current density is favourable for the formation of refined grains.
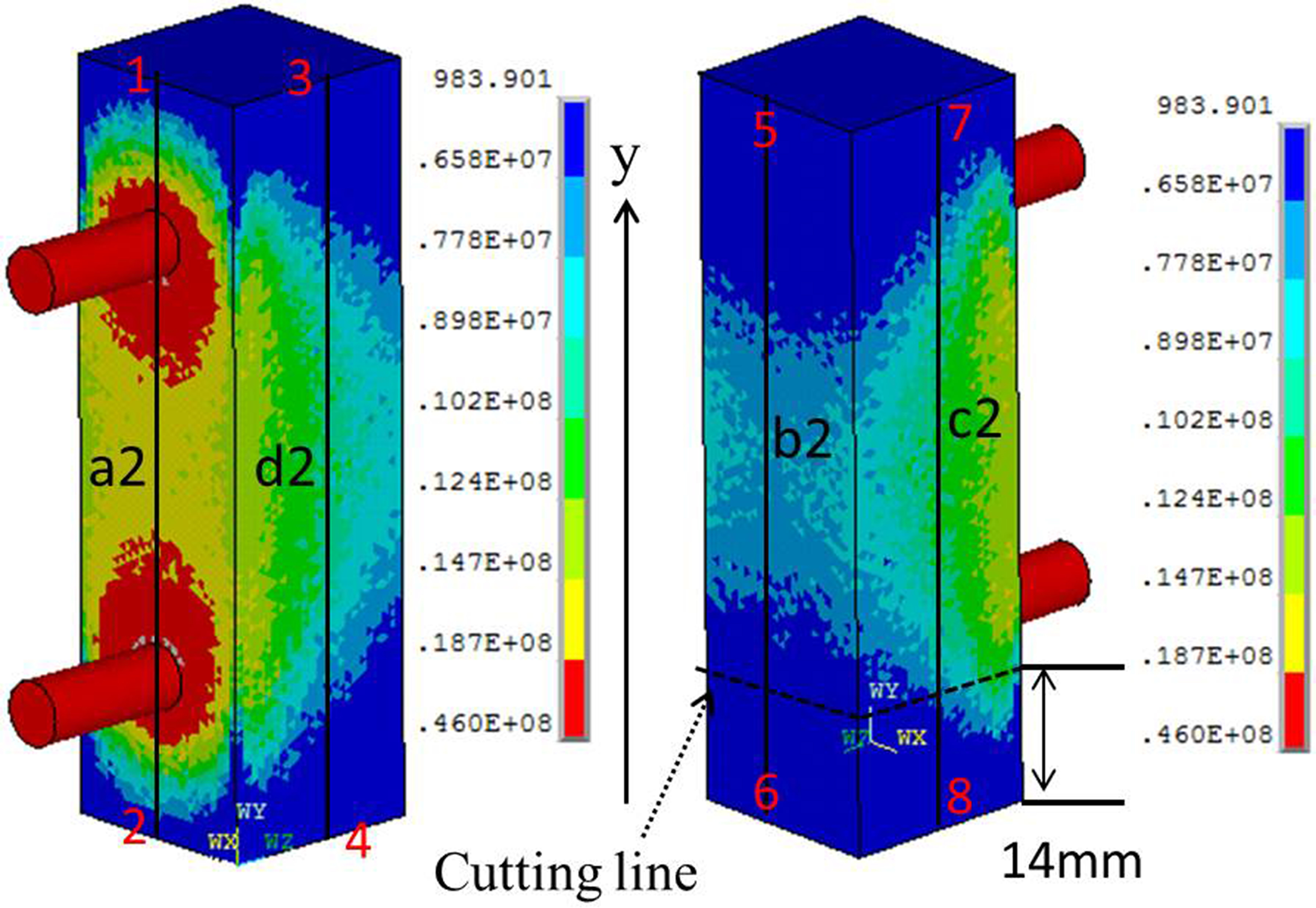
Current density on surface of melt; a2, b2, c2 and d2 are surfaces of regions a–d respectively
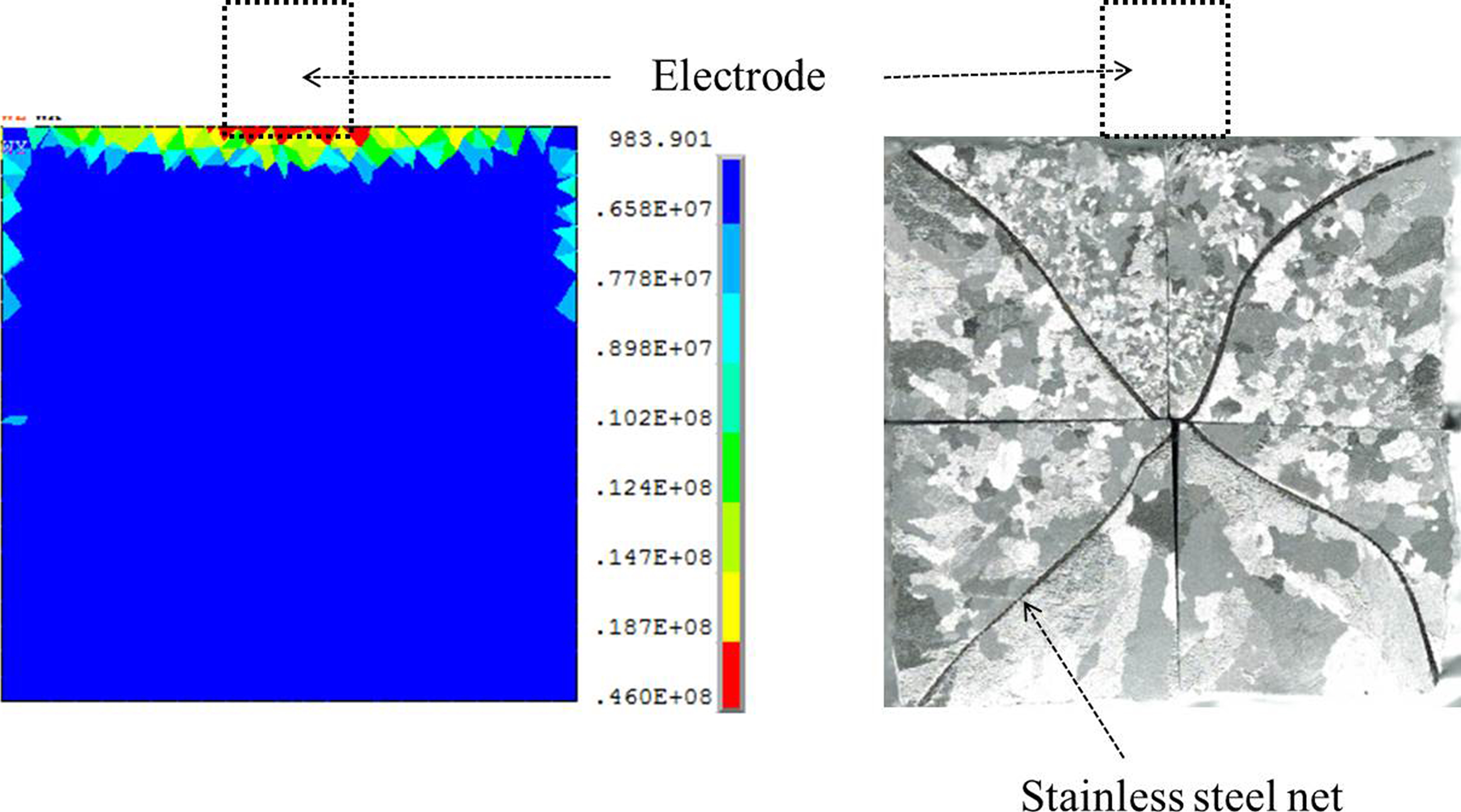
Current density of melt on section and macrostructure of specimen with ECP, position of cutting line shown in Figs. 2 and 5
Macrostructure of specimen without ECP treatment on section, position of cutting line shown in Fig. 3
Generally, a liquid at the temperature either above or below its melting point can form some solid-like clusters.
18
According to the classical heterogeneous nucleation theory,9,19,20 the nucleation rate M can be given by



 is the number of crystals with a critical size,
is the number of crystals with a critical size,  is the adsorption rate, ns is the density of sites on which the atoms can be adsorbed by the critical nucleus, ν0 is the vibration frequency of the atom, Gd is the diffusion activation energy, p is the adsorption probability and GV is the Gibbs free energy.
is the adsorption rate, ns is the density of sites on which the atoms can be adsorbed by the critical nucleus, ν0 is the vibration frequency of the atom, Gd is the diffusion activation energy, p is the adsorption probability and GV is the Gibbs free energy.
In general, the value of M0 is regarded as constant, which usually has a marginal influence on the M value because the exponential term is extremely sensitive to small variations. However, under the action of ECP, the influence of M0 on M is required to be evaluated. Electric current pulse with high frequency and strong current will have Joule heating, Peltier and Thomson effect on the surface of melt, which can increase the atom vibration frequency, and correspondingly enhance the adsorption probability.
17
Similarly, the application of ECP can change the Gibbs free energy of liquid and solid  and diffusion activation energy
and diffusion activation energy  .13,21,22 All these changes promote heterogeneous nucleation.
.13,21,22 All these changes promote heterogeneous nucleation.
Within the duration of a pulse width, the ECP can be expressed as



According to the above analysis and experimental results, the refining mechanism of pure aluminium processed by ECP is clear. In conventional casting, the solidification process occurrs first in the low temperature region near the wall of the mould in a heterogeneous nucleation way when the melt is poured into the mould. Then, the solidified region grows from the heterogeneous nuleation region to the centre of the mould. In the case of ECP, more nuclei are formed and grow on the wall of mould. The electromagnetic periodic force makes the nuclei dissociate from the wall of the mould. Subsequently, under the action of electromagnetic force, a large number of growing nuclei move down and enter into the undercooled melt. Then, the so called crystalline rain is formed. During the falling of the nucleus, on the one hand, they grow into equiaxed crystals and accumulate towards the bottom; on the other hand, they impinge continuously the tip of the primary columnar crystal growing from the wall of the mould. This continuous impingement prevents the primary columnar crystal from growing into coarse columnar crystal as show in Fig. 2 (a1).
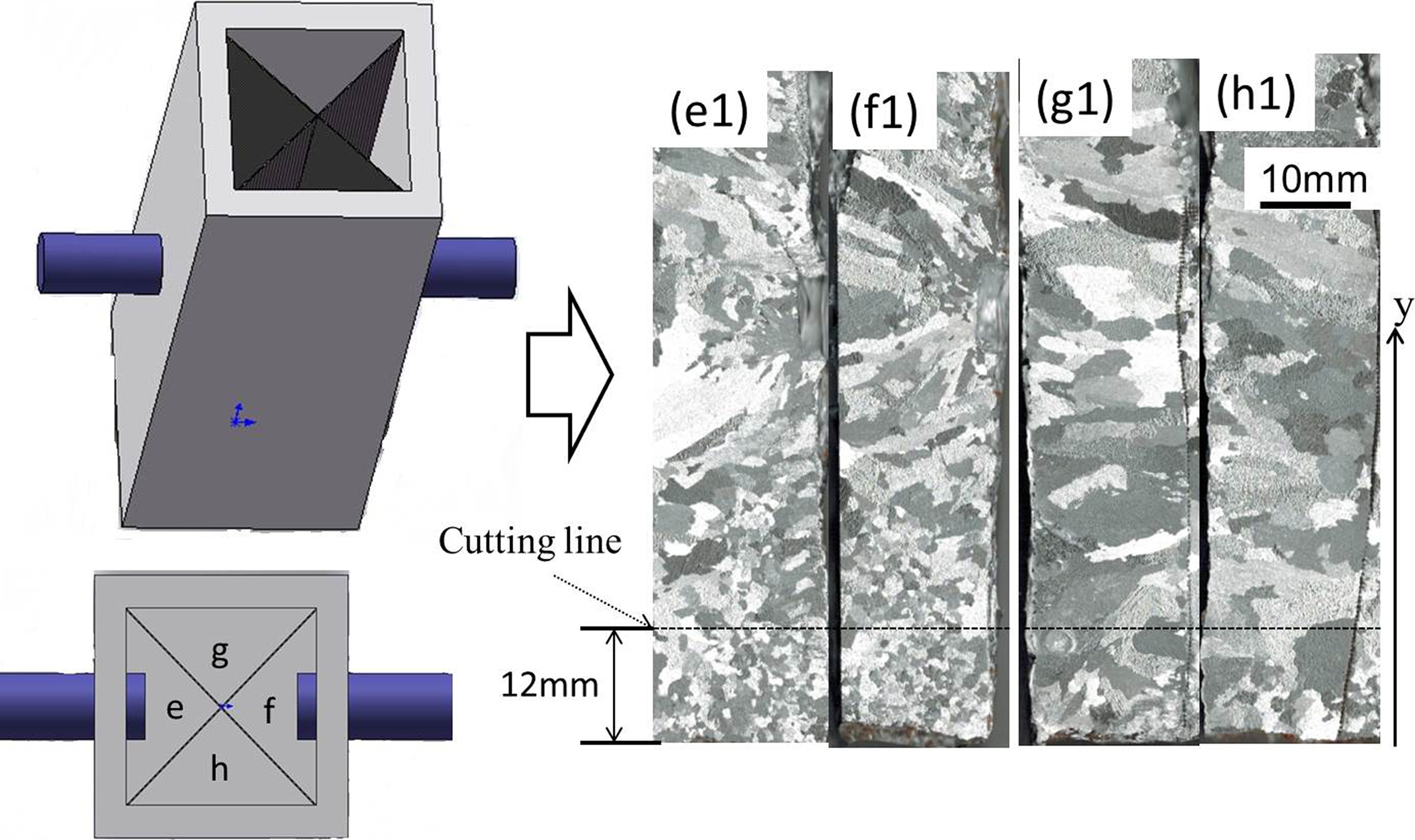
Lines 12, 34, 56 and 78 are the axle wires on the surface of a2, b2, c2 and d2 in Fig. 5 respectively. The value of current density along the axial wires is shown in Fig. 8. The current density on the electrode axle wire is the strongest. The current density concentrates in the area close to the electrode, which is shown in Fig. 8 (line 12). The current density on the axle wires in the adjacent zones decreasesdramatically as shown in Fig. 8 (lines 34 and 78). The current density on the opposite axial wire also decreased remarkably and is the weakest among four zone, as shown by line 56 in Fig. 8. The current density can be calculated by equation (5). Because the electrode is smaller than the surface of the melts, the current density j(t) near the electrodes decreases first to a certain value and then increases with increasing distance from one electrode to another, which is shown in Fig. 8 (line 12). The current density in the region close to the electrode increases remarkably, indicating that the electrode plays a significant role in the refinement of solidification structure. In order to verify this point, another experiment was performed to induce the electrode through another method, as shown in Fig. 9. With flowing out of the electrode, the current is divided into two parts, and go through two lateral faces respectively. The wire netting was still used to divide the melts to investigate the effect of electrode on the solidification structure refinement. The macrostructures and the current density distribution are shown in Figs. 9–11 respectively. Similarly, it is obvious that the current density produced strong influence on the final structure.
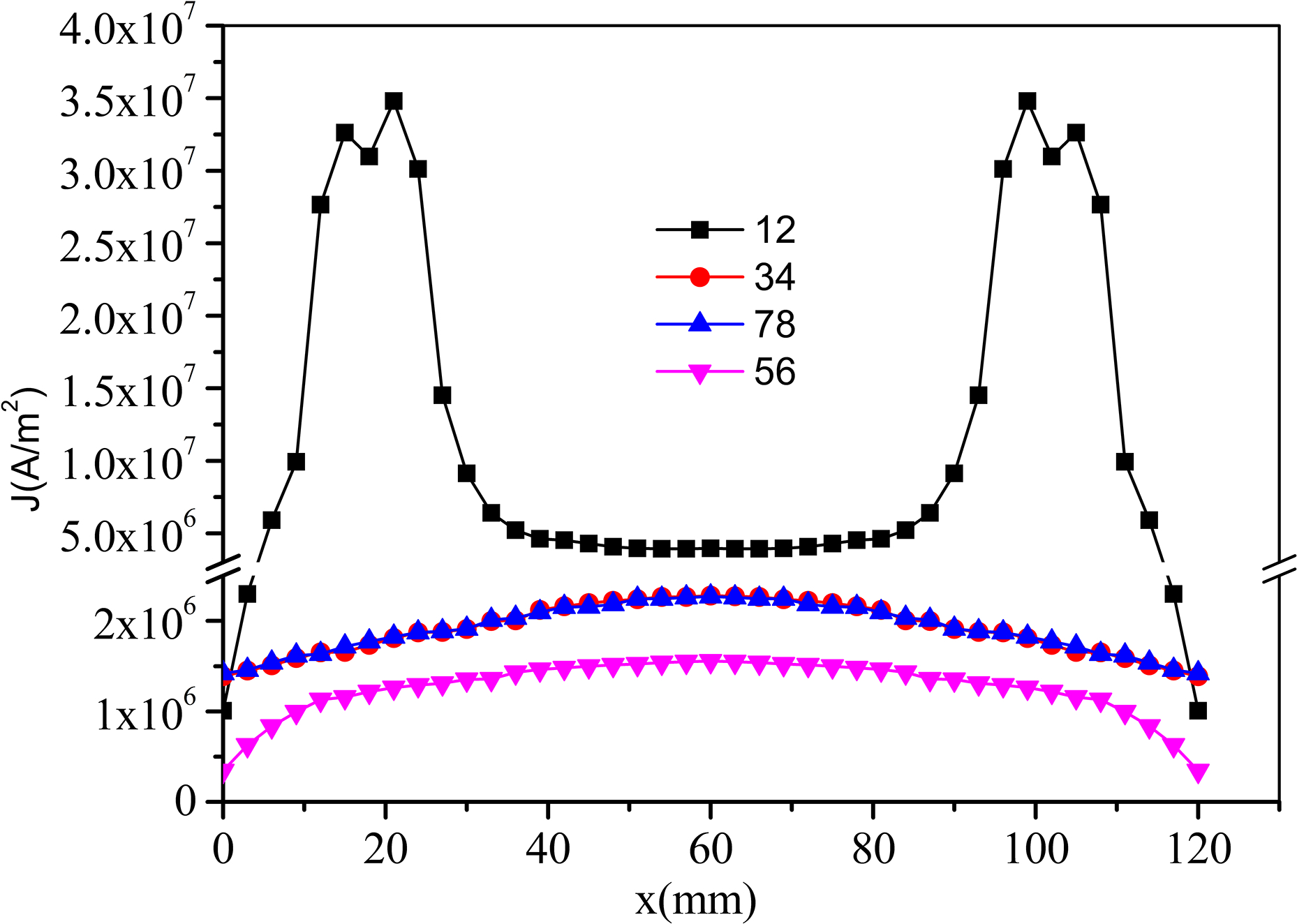
Current density of surface on central axis, and 12, 34, 56 and 78 shown in Fig. 5
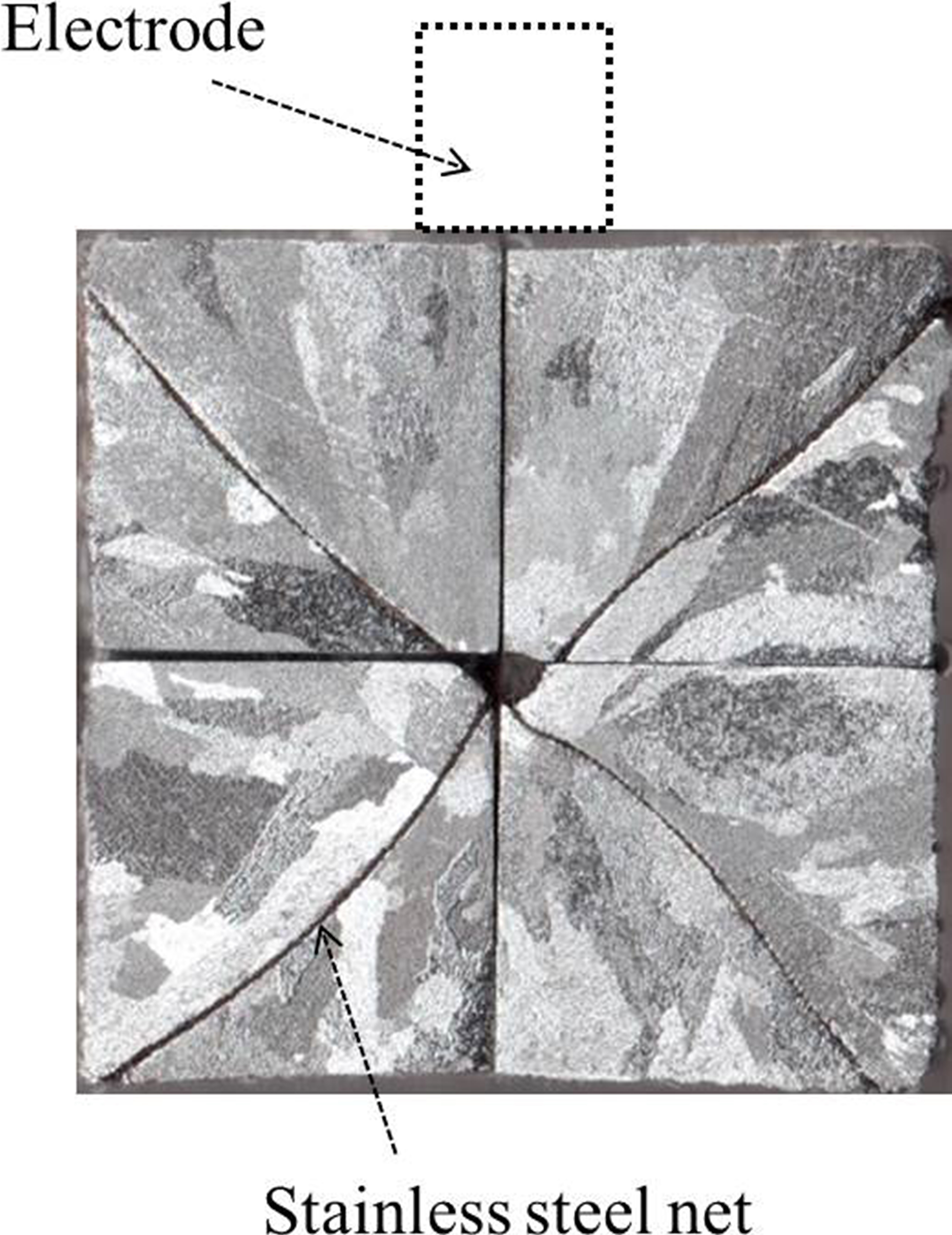
Macrostructure of ECP specimen
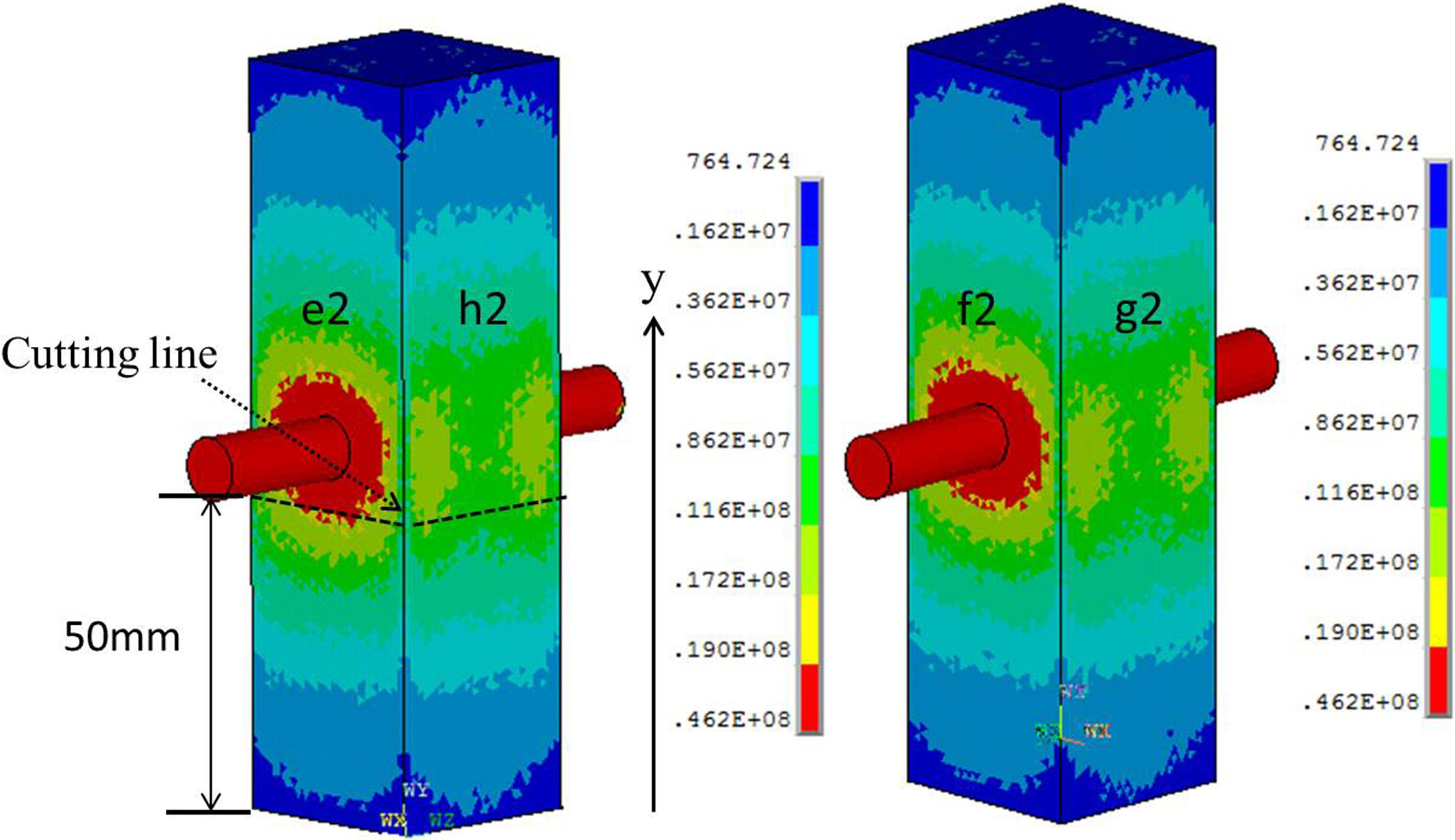
Current density on surface of melt

Macrostructure of ECP specimen, position of cutting line shown in Fig. 9
Conclusions
1. Increasing current density favours the formation of equiaxed grains during ECP process.
2. The ECP electrode position strongly affects the current density on the surface of the melts and thus produces influence on the refinement of solidification structure.
Acknowledgements
The authors gratefully acknowledge the financial support from the National Basic Research Program of China (973 program) (grant no. 2011CB012902) and the National Natural Science Foundation of China (grant nos. 11304194 and 50574056). We also thank the High Performance Computing Center of Shanghai University and the Instrumental Analysis and Research Center of Shanghai University for technical support.