
Abstract
The bending deformation of 2024 aluminium alloy plate peened with rectangular laser beam of uniform intensity has been studied theoretically and experimentally. Based on the biharmonic equation and pure bending model, the residual stress and radius of curvature are derived from the laser intensity and the depth from the laser peened surface. Aluminium alloy plate was formed by the uniform rectangular laser spot shaped from Nd: glass pulse laser. The residual stress distribution of peened aluminium alloy plate was measured by X-ray diffraction, and the experimental radius of curvature was 2147.3 mm at a laser intensity of 3.3 GW cm− 2. The measured results, both the distribution of residual stress and radius of curvature, fit well with those obtained from the proposed theory.
Introduction
Laser shock peening (LSP) is an emerging surface treatment technique that induces a layer of compressive residual stress on the metallic surface.1–3 Compressive residual stresses existing near the metallic surface largely increase fatigue lifetime or load capability.3,4–7 Compared with the traditional shot peening (SP), the greater depth and bigger magnitude of compressive residual stress are achieved by LSP, thereby obtaining more robust fatigue improvement of metallic material.8,9 The SP process utilises ball shots that are difficult to control and that suffer from collision with rebounding shot, while LSP process is a more controllable and precise process with the stable and adjustable laser energy.10–12
Laser peen forming, one of the most important applications in the field of LSP, is a kind of non-thermal forming method using the shock wave pressure induced by laser irradiation to shape metallic materials without dies.13,14 The sequential explicit and implicit finite element analysis has been widely used in the numerical prediction of residual stress and deformation for laser shock processing.15–17
In the present paper, based on biharmonic equation, the laser induced stress distribution is deduced from the laser intensity and the depth from the laser peened surface, and then the residual stress and radius of curvature are derived from the analytical distribution of laser induced stress using the pure bending model. The rectangular laser spots of uniform intensity, shaped from the Q switch Nd: glass pulse laser, was applied to the 2024 aluminium alloy plate at a power density of 3.3 GW cm− 2; the bending deformation of peened aluminium alloy plate was induced by the laser induced residual stress. The residual stress distribution of the peened aluminium alloy plate are measured by X-ray diffraction; the experimental results are well consistent with the theoretical analysis. Meanwhile, the experimental value of radius of curvature is 2147.3 mm, which is well approach to the analytical result from pure bending model.
Theoretical derivation
Laser shock pressure q induced by LSP in a confined ablation mode
18
is expressed as
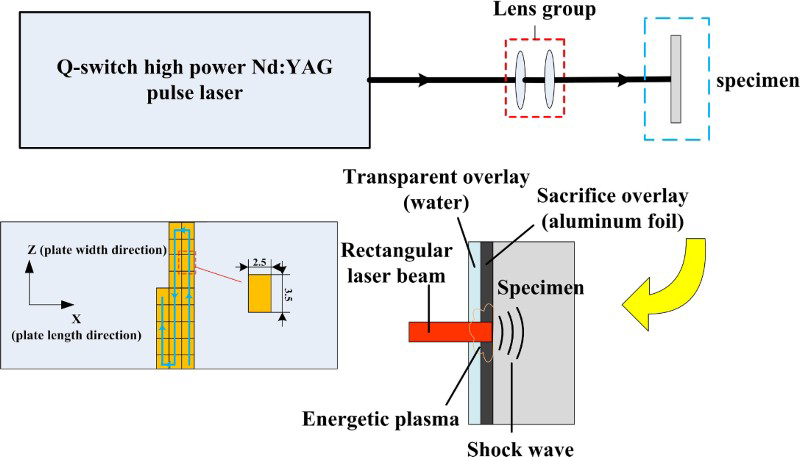
As shown in the Fig. 1, the laser induced shock pressure q peening on the metallic surface, which induces the bending stress σx, shear stress τxy and compressive stress σy. Owing to the applied intensity of rectangular laser beam being homogeneous, q is uniformly distributed on the top surface. Therefore, σy are evenly distributed on the plane parallel to the up surface, which means that σy is a function of y
 is the Airy stress function, which must satisfy the biharmonic equation (the force balance equation and the equation of strain compatibility)
20
is the Airy stress function, which must satisfy the biharmonic equation (the force balance equation and the equation of strain compatibility)
20

a left side view: width w and thickness h of plate; b front view: laser shock pressure q peens on metallic surface (y = − h/2); c two-dimensional stress analysis of peened plateLaser shock peening on metallic plate
The top and bottom surface boundary conditions of the plate in the peening area are expressed as
21


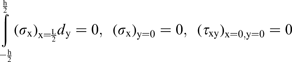
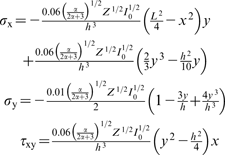
 are analytically derived from the laser intensity I0 directly in the process of LSP because the laser shock pressure q, induced by rectangular laser beam of uniform intensity, is constant, which simplifies the derivation process.
are analytically derived from the laser intensity I0 directly in the process of LSP because the laser shock pressure q, induced by rectangular laser beam of uniform intensity, is constant, which simplifies the derivation process.
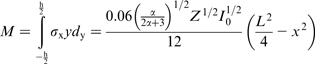
The laser induced bending moment M is obtained from the laser induced bending stress σx
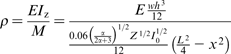
Based on the pure bending model, the laser induced radius of curvature ρ is derived from the laser induced bending moment M
When the applied laser energy is high enough, the peened plate will experience plastic deformation. After removing the laser payload, the plate will retain a residual stress σres and residual radius of curvature ρres as a result of plastic deformation. The deformation of laser peened plate transits gradually from plastic to elastic along with the increasing depth from laser peened surface, the compressive and tensile residual stress of peened plate, induced by elastoplastic deformation, which must satisfy the force balance
26
 ,
,  and
and  are the residual stress at
are the residual stress at  and
and  .
.
After removing the laser beam, the laser induced residual stress σres is expressed as
 is the recovered stress.
is the recovered stress.
Substituting equation (9) into equation (8), the laser induced radius of curvature ρres is derived
 is the laser induced bending stress when
is the laser induced bending stress when  .
.
Substituting equations (6), 7 and (10) into equation (9), the laser induced residual stress σres is written as
Experiments and results
Schematic of experimental set-up is shown in Fig. 2. The LSP experiments have been performed with a Q switch high power Nd: glass pulse laser operating at 1.064 μm wavelength and 30 ns pulse duration. The circular Gaussian laser beam is shaped into a rectangular laser beam of uniform intensity by a serial of special lens. The 2024 aluminium alloy plate is supported by two bases at 20 mm from ends of the plate shown in Fig. 3. The laser starts from one free side of the plate, scans linearly across the surface of the plate with a step interval of 3.5 mm and then reverses the track by moving over to the next line with a step interval of 2.5 mm (moves in zigzag). The peening area is 30 × 50 mm. The aluminium foil and water work as sacrificial overlay and transparent overlay respectively.
Schematic of experimental set-up for laser peen forming
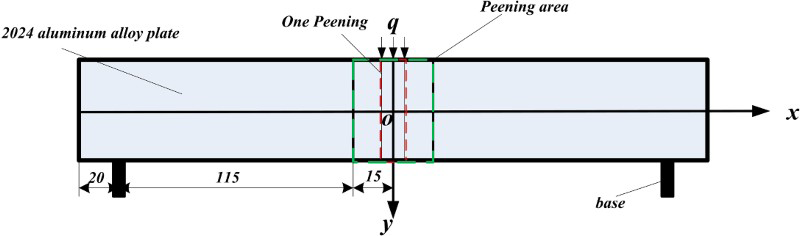
2024 aluminium alloy plate resting on bases
Before applying the laser beam, the tensile properties of 2024 aluminium alloy are shown in Table 1; the modulus of elasticity is 76.1 GPa, and the tensile yield strength σ0 is 329 MPa.
Experiment results of tensile test

The laser intensity is 3.3 GW cm− 2, the size of 2024 aluminium alloy plates is 300 × 50 × 10 mm and the size of the rectangular laser beam is 2.8 × 3.7 mm. Laser pulse scans on the 2024 aluminium alloy plate with an overlapping ratio of 5.
The 2024 aluminium alloy plate peened with the rectangular laser beam of uniform intensity is shown in Fig. 4. The residual stress distributions along depth from the top and bottom surfaces are shown in Fig. 5a and b respectively. The measured residual stress distributions shown in Fig. 5 are average values in the peening area. The red solid points are experimental residual stresses measured by X-ray diffraction, surface layer of the peened plate was removed by electrolytic polishing to obtain the in-depth profile of the residual stress and the black dashed points are the analytical results derived from equation (11). The experimental results fit well with the theoretical analysis.

2024 aluminium alloy plate peened with rectangular laser beam of uniform intensity
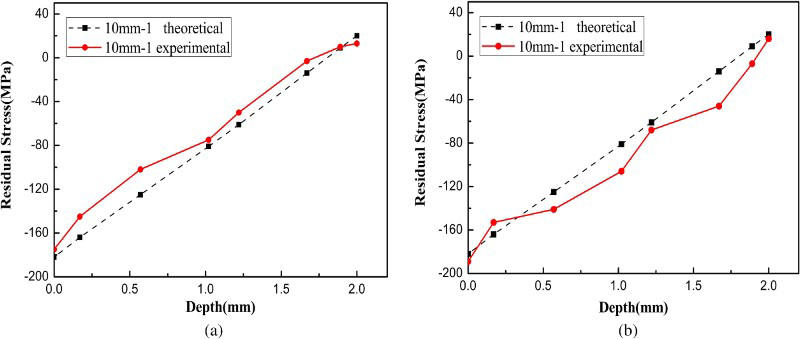
a distribution along depth from top surface, b distribution along depth from bottom surfaceMeasured residual stresses (solid line) and analytical results (dashed line)
Figure 6 shows measured residual stresses of different positions on the laser peened surface (y = − h/2). The deviation of different residual stresses on the laser peened surface is 2.5, which is small enough so that the residual stresses in the same plane parallel to the laser peened surface are considered to be approximately similar in the peening area.
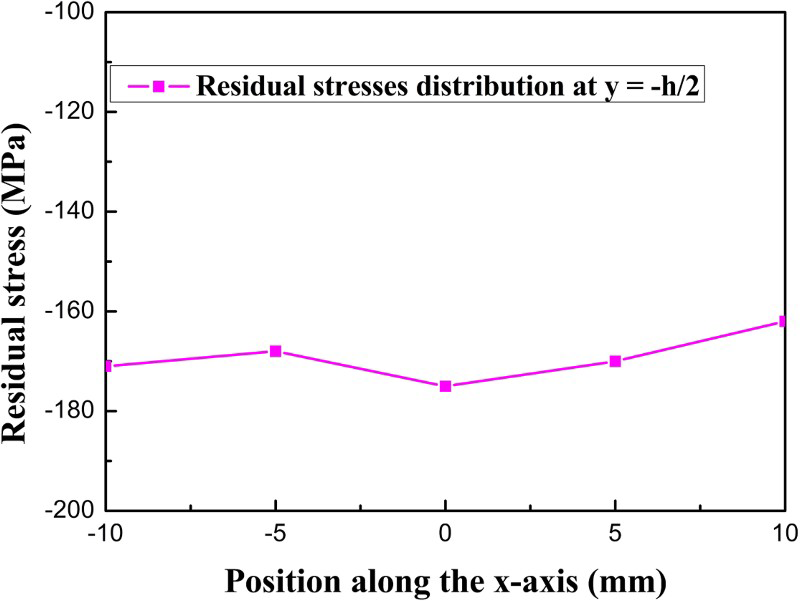
Measured residual stresses of different positions on laser peened surface (y = − h/2)
The radius of curvature of the peened plate is measured by Almen gauge with an experimental deviation of 3.6 mm, and the analytical result, which is deduced from equation (10), are shown in the Table 2. The deviation between the experimental and theoretical value is 5.8.
Radius of curvature both experimental and theoretical values
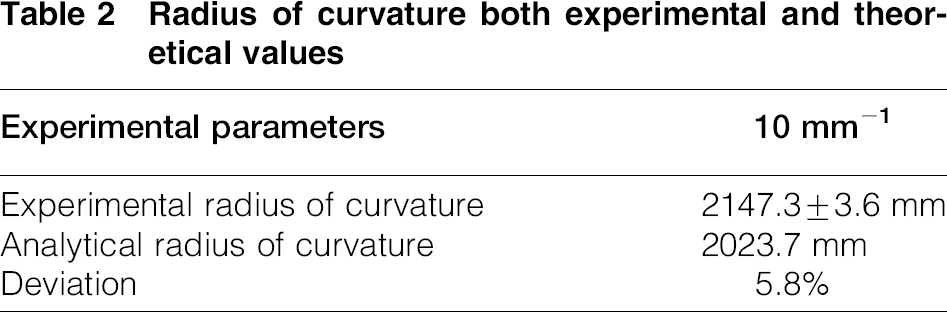
The experimental results, both the distribution of residual stress and radius of curvature, are well consistent with the results obtained from the proposed theory. An analytical method has been established to predict the bending deformation of the metallic plate induced by the rectangular laser beam of uniform intensity.
Conclusion
In the present paper, an analytical method is presented to predict the residual stress distribution and radius of curvature of laser peened metallic plate. Utilising the biharmonic equation, the laser induced stress is analytically derived from the laser intensity and the depth from the laser peened surface. Since the intensity of rectangular laser beam is homogeneous, the laser induced stress distribution is uniform on the plane parallel to the metallic surface. Based on pure bending model, the residual stress and radius of curvature are obtained from the analytical distribution of laser induced stress. The uniform rectangular laser spot, shaped from the Q switch Nd: glass pulse laser, was applied to the 2024 aluminium alloy plate at a power density of 3.3 GW cm− 2. The bending deformation was generated in the peened aluminium alloy plate. The residual stress distribution of the peened aluminium alloy plate is measured by X-ray diffraction, which are well consistent with the theoretical analysis. The radius of curvature of peened aluminium plate was measured by an Almen gauge, the deviation between the experimental and theoretical results is 5.8.
Acknowledgements
The authors would like to thank Science and Technology on Power Beam Processes Laboratory in Beijing Aeronautical Manufacturing Technology Research Institute (BAMTRI) for providing the instrument support. This work is also supported by the National Natural Science Foundation of China under grant nos. 61378067 and 61178050, Fund of National Engineering and Research Center for Commercial Aircraft Manufacturing (project no. SAMC12-JS-15-019) and Research Fund for the Doctoral Program of Higher Education of China (grant no. 20110073110059).