
Abstract
The bulk as cast Zr50Cu50 − xAlx alloys with various microstructural phase constituents were prepared by copper mould casting. It is found that the mechanical properties and workhardening behaviours of Zr50Cu50 − xAlx alloys strongly depend on the microstructural phase constituents. The Zr50Cu44Al6 glassy composites constituted by ZrCu(B2) austenite and ZrCu martensite are able to achieve high strength and large plastic deformation together with pronounced workhardening. The ZrCu martensitic alloys show plastic deformation and workhardening. The Zr50Cu47Al3 diphase alloy constituted by ZrCu (B2) austenite and ZrCu martensite provides ultrahigh workhardening ability (Hc = 3.21) as expected for a deformation induced martensitic transformation. For the alloy containing ZrCu (B2) austenite phase, the deformation induced martensitic transformation is believed to cause a strong workhardening and contribute to a large compression deformability.
Introduction
In the past decades, martensitic transformation has been the subject of extensive researches because it has an important effect on the physical and mechanical properties of a material.1–4 The solid state phase transformation can be utilised to modify microstructure and to improve both physical and mechanical properties.5–7 Zr–Cu alloys exhibit two unique characteristics: first, the binary Zr–Cu melts solidify into bulk metallic glasses (BMGs),8–10 and second, equiatomic ZrCu (B2) phase can undergo a martensitic transformation from a cubic B2 to a monoclinic phase.11–14 It is now well known that austenitic ZrCu (B2) exhibiting twinning induced plasticity is characterised by a unique combination of uniform elongation and strength.11–20 The unique properties of ZrCu (B2) phase can be summarised as follows:
ZrCu (B2) can undergo a martensitic transformation from a cubic primitive phase (Pm–3m) to two monoclinic (Cm and P21/m) phases8,21 twinning usually forms during the martensitic transformation12,22 ZrCu (B2) can make the plastic strain distribute more homogeneously and release stress concentration at the grain boundary.8,23
Moreover, ZrCu (B2) is a high temperature metastable phase and can easily decompose into the low temperature equilibrium phases, Zr2Cu and Cu10Zr7, via a eutectoid reaction at 988 K. Hence, in order to preserve ZrCu (B2) at room temperature, the quenching process must be carefully controlled, and minor additions will strongly influence this phase transformation. The addition of third elements such as Al significantly improves the glass forming ability (GFA) and influences the phase transformation and the evolution of the microstructure of the Zr50Cu50 − xAlx alloys.
12
Phase transformation plays a crucial role for microstructure control and optimisation of mechanical properties. Thus, the combination of both the structural heterogeneities and the ability to undergo a diffusionless, and hence very fast shear transformation, promises interesting mechanical properties in Zr–Cu based alloys. However, as far as we know, the systematic investigations on the effects of Al addition on this B2 phase transformation and microstructural phase constituents in ZrCu based alloys are still absent. At the same time, there is lack of research on the influence of Al content on the microstructures, mechanical properties and the workhardening mechanism in Zr–Cu–Al alloys.
In the present study, the influence of Al content on the evolution of the microstructure of the Zr50Cu50 − xAlx alloys was discussed, and the workhardening mechanism and the microstructure–behaviour relationships were revealed. The Al element plays a decisive role in controlling the formation and microstructure of the martensite phases and ZrCu(B2) austenite during quenching. The purpose of the present article is to explore the influence of the Al content on the microstructural phase constituents, compression properties and workhardening behaviours in Zr50Cu50 − xAlx alloys.
Experimental
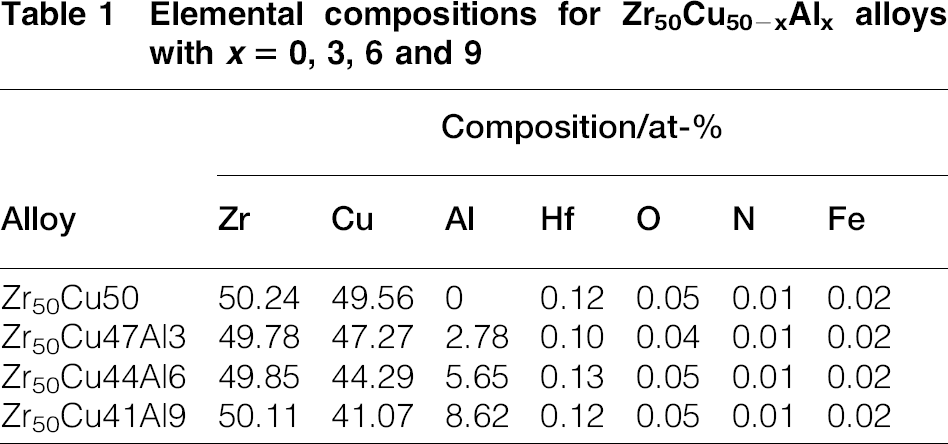
The Zr50Cu50 − xAlx (x = 0, 3, 6 and 9) alloys with nominal compositions were prepared by arc melting of the mixtures of the alloying components in a Ti gettered argon atmosphere. The alloys were melted and turned in a water cooled copper crucible for four times, and then, the master alloys were remelted in a quartz crucible and cast into a copper mould with a cylindrical cavity of φ 6 mm using a spurt casting method. The chemical composition for the Zr50Cu50 − xAlx alloys with x = 0, 3, 6 and 9 was detected by chemical analysis. The real oxygen and nitrogen contents in these alloys were analysed by the pulse heating inert gas fusion infrared thermal conductivity method, and the results are listed in Table 1.
Elemental compositions for Zr50Cu50 − xAlx alloys with x = 0, 3, 6 and 9
The phases in the spurt cast sample were identified by X-ray diffraction (XRD, D8 Discover with GADDS, Bruker AXS, Germany) using Cu Kα radiation, and the microstructures were observed using a laser confocal scanning microscope (LCSM, Model Olympus LEXT OLS3000, Japan) and HRTEM (JEM-2100F, Japan). The TEM samples were first sliced and grinded, and then electrochemically polished by the twin jet method. The cylindrical samples with a diameter of 3 mm and a height of 6 mm were used for uniaxial compression test performed at a constant strain rate of 10− 4s− 1, using a servo-hydraulic materials testing system (Model MTS 810, USA) at room temperature. Both ends of the specimens were polished to make them parallel to each other before the compression test. The lubrication (MoS2) is used on the top and bottom surfaces of the specimen under compression test. All samples for microstructure observation and constituent analysis were taken along the ring at the half radius of the as cast samples. The middle in the fracture surfaces of the samples after compression were further examined by XRD. The elastic modulus tests were detected by ultrasonic etching thickness gauge (Olympus-NDT, 38DLP-XT).
Results and discussion
Figure 1 shows XRD patterns for the Zr50Cu50 − xAlx alloys with x = 0, 3, 6 and 9. For Zr50Cu50 alloy, the dominant diffraction peaks can be identified as the monoclinic ZrCu martensite phase (Cm symmetry). As the Al content increases to 3 at-, the intensity of ZrCu martensite decreases, while the intensity of ZrCu (B2) austenite increases. When Al content increases to 6 at-, the patterns consist of several small crystalline diffraction peaks superimposed on the broad amorphous diffraction peak. The crystallising phases were identified as ZrCu (B2) austenite and ZrCu martensite phases. When the Al content increases to 9 at-, the patterns of Zr50Cu41Al9 alloy consist of only a series of broad diffraction maxima without any detectable sharp peaks.
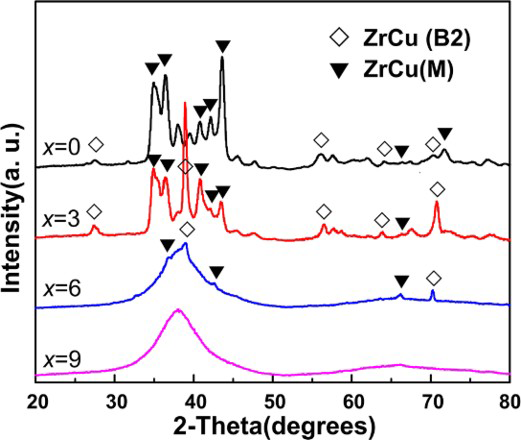
X-ray diffraction patterns for Zr50Cu50 − xAlx alloys with x = 0, 3, 6 and 9
Figure 2 shows the LCSM images for the Zr50Cu50 − xAlx alloys. As shown in Fig. 2a, Zr50Cu50 alloy shows typical martensitic microstructure. When the Al content increases to 3 at-, the volume fraction of ZrCu martensite decreases, and the volume fraction of ZrCu (B2) increases. When the Al content increases from 3 to 6 at-, the glassy phase appears. These ZrCu martensite and ZrCu(B2) phases are uniformly distributed in an amorphous matrix. When the Al content increases to 9 at-, the Zr50Cu41Al9 alloy displays a monolithic glassy microstructure. It can be deduced that the Al addition in the Zr–Cu alloys stabilises the ZrCu (B2) austenite and improves the GFA.
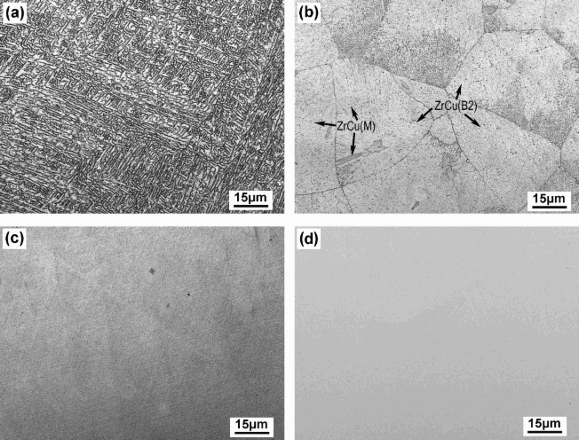
a x = 0; b x = 3; c x = 6; d x = 9Images (LCSM) for Zr50Cu50 − xAlx alloys
The ZrCuAl alloy has a high GFA; the presence of Al in the alloy improves the GFA. The nose of the crystalline phase stability region on temperature–transformation–time curves shifts to longer times with increasing Al content. As schematically shown in the Fig. 3, ZrCu (B2) or ZrCu martensite will form if the ZrCu alloy is free of Al under the copper mould cooling. However, the presence of Al moves the ‘C’ curve to the right, making the martensite transformation region gradually leave drift away from the current cooling rate range (the cooling rate for copper mould is approximately between 102 and 103 K s− 1) and thus resulting in glass formation. On the other hand, the cooling rate could also be used to modify the microstructure in the copper mould cooled Zr based alloy. If the cooling rate is large enough, the melt could evolve into a glassy structure. At a relatively large cooling rate, the melt could form a microstructure consisting of ZrCu (B2) phases, without undergoing a martensitic transformation. For a relatively low cooling rate, the ZrCu phase forms, and the martensite transformation occurs. For an even smaller cooling rate, the ZrCu phase could decompose into the Cu10Zr7 and Zr2Cu (B2) phases. In a sense, the effect of the Al addition is similar to the effect of the cooling rate. The difference lies just in that, in the former, the ‘C’ curve moves and the cooling rate is constant, while in the latter, the cooling rate changes, but the ‘C’ curve is fixed. In the present paper, ZrCuAl alloys were cast into a copper mould with a cylindrical cavity of φ 6 mm using a spurt casting method. These ZrCu martensite and ZrCu(B2) phases are uniformly distributed in an amorphous matrix in Zr50Cu47Al3 specimens cast by a copper mould with a cylindrical cavity of φ 6 mm. As described in Ref. 24, ingot was remelted three times in the arc melter, and finally, cylindrical rods with 2.5 mm in diameter and 3 cm in length were cast in water cooled copper mould. 24 In Ref. 24, Cu50Zr43Al7 is almost completely glassy structure. 24 The difference in the cooling rate among the Φ 6 and Φ 2.5 mm specimens could be attributed to the different microstructures.
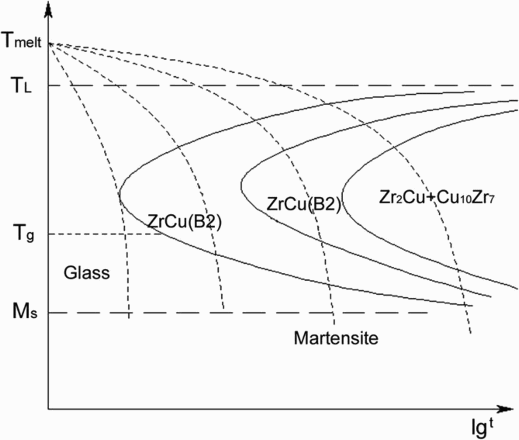
Schematic temperature–transformation–time (TTT) diagram of ZrCuAl alloy
The compression engineering stress–strain curves of the Zr50Cu50 − xAlx samples with x = 0, 3, 6 and 9 are shown in Fig. 4. Table 2 summarises the values of compression properties and workhardening capacity of these samples. Zr50Cu50 sample exhibits the yield stress of 575 MPa, ultimate compression strength of 1545 MPa and fracture strain of ∼9. For Zr50Cu47Al3 alloy, its yield stress, ultimate compression strength and fracture strain are 360 MPa, 1691 MPa and 11.66 respectively. Clearly, Zr50Cu47Al3 alloy shows the lower yield stress, the higher ultimate compression strength and the larger fracture strain in comparison with the Zr50Cu50 alloy. The monolithic glassy Zr50Cu41Al9 alloy shows no plastic deformation before failure, while the Zr50Cu44Al6 BMG composite containing ZrCu austenite and martensite phases shows the fracture strain of 8. The stress–strain curves of Zr50Cu50, Zr50Cu47Al3 and Zr50Cu44Al6 samples show plastic deformation and workhardening.
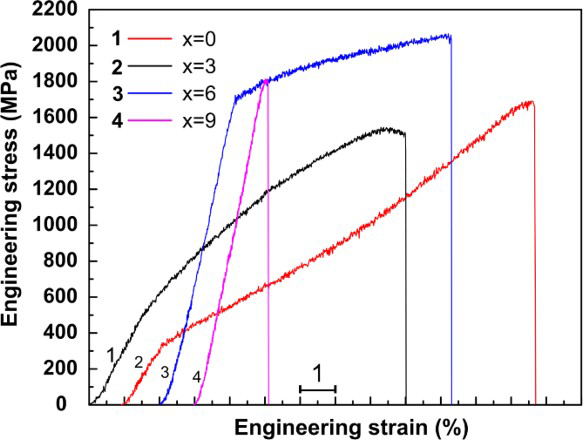
Compression engineering stress–strain curves of Zr50Cu50 − xAlx samples with x = 0, 3, 6 and 9
Room temperature compression properties and workhardening capacity Hc of Zr50Cu50 − xAlx (x = 0, 3, 6 and 9) alloys*

 /MPa
/MPa /MPa
/MPaσ0.2 yield stress, E Young's modulus, εe elastic strain, σUCS ultimate compression strength and εf fracture strain
The XRD pattern of the Zr50Cu47Al3 sample after compression deformation is shown in Fig. 5a. As indicated, compared with the XRD pattern of as cast Zr50Cu47Al3 sample before compression deformation in Fig. 1, the peak intensity of the ZrCu (B2) phase decreases, while that of the ZrCu martensite (Cm) increases considerably, implying that some ZrCu austenites transform into martensites after the deformation. Figure 5b shows the TEM bright field image of the microstructure in the cross-section area of the deformed Zr50Cu47Al3 sample. As indicated, the bright phase is ZrCu (B2) austenite, and the grey and dark ones are ZrCu martensites. A higher magnification on area A (see Fig. 5c) shows the ZrCu (B2) phase and ZrCu martensite. A typical plate-like structure with internal microtwins was observed in the ZrCu martensite. The HRTEM observation (see Fig. 5d) reveals that the twinned structure of the martensite and stacking faults are widely presented in the severely deformed zones, indicating that the ZrCuAl alloy has a low stacking fault activation energy and thus a low stability against martensitic transformation. During plastic deformation, ZrCu (B2) can accommodate the imposed strain mainly through a twinning martensitic transformation mode. As the B2 phase undergoes a martensitic transformation, the volume fraction of the martensite phase increases, resulting in the increase in the dislocation density as well as the interactions between dislocations and interfaces in deformation induced twins.
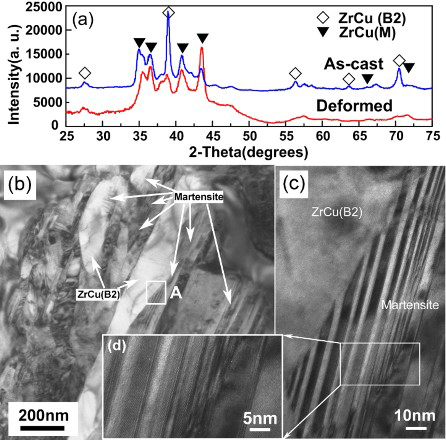
a X-ray diffraction patterns of Zr50Cu47Al3 deformed sample, b post-mortem TEM bright field image of microstructure in cross-section area of Zr50Cu47Al3 deformed sample, c HRTEM image of deformation twins and stacking faults in ZrCu martensite and d microtwins and stacking faults in ZrCu martensite (high magnification view of white frame region in c)
In order to clarify the workhardening mechanism, the normalised workhardening rate Θ, defined as  ,
25
was calculated, and the results were plotted as a function of the true strain in the plastic regime, as shown in Fig. 6a. At a low strain, the Θ of Zr50Cu50 alloy is larger than that of Zr50Cu47Al3. The larger volume fraction of ZrCu martensite would result in higher density of dislocations in as cast sample due to the internal strain caused by the martensitic transformation during solidification. Thus, when the strain is low, the workhardening effect in Zr50Cu50 alloy is stronger than that in Zr50Cu47Al3. However, at the higher strain, the result is reverse. It means that, with the increase in the strain, the deformation induced martensitic transformation results in the rapid increase in the dislocation density of the Zr50Cu47Al3 alloy. Further, the complex interactions between slip dislocations and interfaces in deformation induced twins remarkably strengthen the workhardening effect. In order to reveal the variation in the workhardening coefficient n during plastic deformation,
,
25
was calculated, and the results were plotted as a function of the true strain in the plastic regime, as shown in Fig. 6a. At a low strain, the Θ of Zr50Cu50 alloy is larger than that of Zr50Cu47Al3. The larger volume fraction of ZrCu martensite would result in higher density of dislocations in as cast sample due to the internal strain caused by the martensitic transformation during solidification. Thus, when the strain is low, the workhardening effect in Zr50Cu50 alloy is stronger than that in Zr50Cu47Al3. However, at the higher strain, the result is reverse. It means that, with the increase in the strain, the deformation induced martensitic transformation results in the rapid increase in the dislocation density of the Zr50Cu47Al3 alloy. Further, the complex interactions between slip dislocations and interfaces in deformation induced twins remarkably strengthen the workhardening effect. In order to reveal the variation in the workhardening coefficient n during plastic deformation,  has been quantitatively determined using the flow stress equation (
has been quantitatively determined using the flow stress equation ( ) from the true stress–strain curves, which were obtained under uniaxial compression, where σtrue, εtrue and K are true stress, true strain and the strength coefficient respectively.
24
The workhardening coefficient n versus true strain for the Zr50Cu50 − xAlx samples is plotted in Fig. 6b. It can be seen that n is strongly influenced by the microstructural phase constituents. For Zr50Cu44Al6 BMG composite, the n value is ∼0.14 after yielding, and this value decreases slowly to 0 with the increasing strain. However, in the case of the fully martensite Zr50Cu50 alloy, n increases from 0.62 to 0.68 at a true strain of 0.0285 and decreases below 0 before fracture. On the other hand, the Zr50Cu47Al3 sample containing ZrCu martensite and ZrCu(B2) phases first shows a remarkable increase in n value from 0.39 to 0.95 due to dynamic microstructure refinement at a strain range of 0.012–0.095, then shows a decrease in n to 0.63 at a strain of 0.123. Twinning is an evolving process with stress and strain increasing. The workhardening coefficient n provides a direct and conclusive characterisation for the workhardening ability in metals. The workhardening mechanism of the ZrCu martensite and ZrCu (B2) phases is mostly governed by dislocation multiplication and motion. The increasing strain brings an increase in dislocation density in the ZrCu martensite and the retained ZrCu (B2) phases, where the twins appeared to act as strong obstacles to dislocation motion. The complex interactions between slip dislocations and interfaces in deformation induced twins strengthen the workhardening effect. The strong workhardening effect in Zr50Cu50 − xAlx sample resulted from the continuous transformation of the ZrCu (B2) phase into the harder martensite phase under deformation.
) from the true stress–strain curves, which were obtained under uniaxial compression, where σtrue, εtrue and K are true stress, true strain and the strength coefficient respectively.
24
The workhardening coefficient n versus true strain for the Zr50Cu50 − xAlx samples is plotted in Fig. 6b. It can be seen that n is strongly influenced by the microstructural phase constituents. For Zr50Cu44Al6 BMG composite, the n value is ∼0.14 after yielding, and this value decreases slowly to 0 with the increasing strain. However, in the case of the fully martensite Zr50Cu50 alloy, n increases from 0.62 to 0.68 at a true strain of 0.0285 and decreases below 0 before fracture. On the other hand, the Zr50Cu47Al3 sample containing ZrCu martensite and ZrCu(B2) phases first shows a remarkable increase in n value from 0.39 to 0.95 due to dynamic microstructure refinement at a strain range of 0.012–0.095, then shows a decrease in n to 0.63 at a strain of 0.123. Twinning is an evolving process with stress and strain increasing. The workhardening coefficient n provides a direct and conclusive characterisation for the workhardening ability in metals. The workhardening mechanism of the ZrCu martensite and ZrCu (B2) phases is mostly governed by dislocation multiplication and motion. The increasing strain brings an increase in dislocation density in the ZrCu martensite and the retained ZrCu (B2) phases, where the twins appeared to act as strong obstacles to dislocation motion. The complex interactions between slip dislocations and interfaces in deformation induced twins strengthen the workhardening effect. The strong workhardening effect in Zr50Cu50 − xAlx sample resulted from the continuous transformation of the ZrCu (B2) phase into the harder martensite phase under deformation.
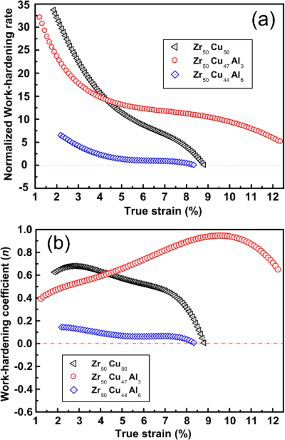
a workhardening rate Θ and b workhardening coefficient n versus true strain for Zr50Cu50 − xAlx samples with x = 0, 3 and 6
Conclusions
The addition of Al significantly stabilises the ZrCu (B2) austenite and improves their glass forming ability in the Zr50Cu50 − xAlx alloy. The Zr50Cu44Al6 glassy composites consisting of ZrCu(B2) austenite and ZrCu martensite phases have excellent mechanical properties since their plasticity and fracture strengths are higher than that of the monolithic glassy Zr50Cu41Al9 alloy. Martensitic transformation and the blocking effect exerted by the microscaled ZrCu (B2) crystals on the shear bands lead to good deformability combined with pronounced workhardening in the glassy composites. Compared with the ZrCu martensitic alloy, the Zr50Cu47Al3 diphase alloy consisting of ZrCu(B2) austenite and ZrCu martensite provides an ultrahigh workhardening ability (Hc = 3.21) and a large compression deformability. The strong workhardening effect as well as the enhanced plasticity and strength primarily resulted from the transformation of the metastable ZrCu (B2) phase to the ZrCu martensite.
Footnotes
Acknowledgements
The present work is supported by the National Natural Science Foundation of China (grant no. 51101071), the National Basic Research Program of China (973 Program, grant no. 2012CB619600), the Natural Science Foundation of Jilin province (grant no. 20130102022JC) as well as the Project 985–High Performance Materials of Jilin University.