
Abstract
Specimens of medium manganese steels with different manganese contents were austenised at 850°C for 30 min followed by intercritical annealing and water quenching at three different temperatures with different times. After heat treatments, mechanical properties were measured through tensile test. X-ray diffraction, electron back scattered diffraction and scanning electron microscopy examinations were also performed. Results indicate that annealing time, annealing temperature and manganese content all affect the final microstructure, which may consist of ferrite, retained austenite and fresh lath martensite, and variation of microstructure leads to different mechanical properties of steel.
Introduction
As lowering cars’ weight can reduce fuel consumption, more and more automobile manufacturers begin to dedicate in this field in recent years. Moreover,material researchers have also paid a lot of attention on it. As the vehicles are mostly made of steel, reducing the usage amount of steel will effectively reduce the vehicles’ weight. In order to reduce the vehicles’ weights and at the same time to make sure of the necessary safety, we need new generation automobile steel that has both high strength and good ductility. 1
Both transformation induced plasticity (TRIP) and twinning induced plasticity (TWIP) steels have excellent ductility; especially, TWIP steels have excellent combination of strength and ductility, a metastable retained austenite has been thought to be the main effective factor as it can improve the ductility by TRIP or TWIP effects.2–9 Recently, medium manganese steels that have excellent mechanical properties were reported by Merwin. 10 In addition, new type medium manganese steels that were also reported to own improved mechanical properties were studied in our previous work.11–13 Those new type steels all contain a lot of metastable retained austenite.12–14 However, the previous work was not enough. As different cooling rates will result in different final microstructures that determine the mechanical properties, phase transformation behaviour under different cooling rates needs to be researched to understand the mechanism. In our previous work,11–13 air cooling or oil quenching was adopted, and the cooling rate is not so fast. Therefore, water quenching was adopted in my latest work, 15 which focused on microstructure evolution during intercritical annealing, and in this present work, which focused on the study of the mechanical properties to complement our work in this field. In addition, in our group's previous work, the fresh martensite formed during cooling was not found and proposed until my latest work, 15 so the understanding and explanation for the variation of mechanical properties may be not so accurate in our previous work. Therefore, in the present study, the objective is to investigate the influence factors on the mechanical properties through water quenching more comprehensively with three different aspects, including annealing time, annealing temperature and manganese content, and also to try to correlate the results with some of the microstructural features. The results may do some good to the research and development of new generation automobile steel.
Experimental
Three different medium manganese steels (0.2C–3Mn, 0.2C–5Mn and 0.2C–7Mn in wt-) were prepared by vacuum induction melting and forged into long rods with diameter ∼16 mm. The chemical compositions of the steels are given in Table 1. Those rods were homogenised at 1250°C for 2 h before further heat treatment.
Chemical compositions (wt-) of steels in present study
The specimens were then subjected to the following heat treatments:
Austenisation at 850°C for 30 min followed by water quenching. Annealing the specimens at 620, 650 and 680°C for 10 min, 60 min (1 h) and 360 min (6 h) followed by water quenching respectively.
The mechanical properties of the heat treated specimens were evaluated by mean of tensile. The tensile tests were performed using longitudinal specimens according to GB/T 228.1-2010.
The equilibrium amount of reversed austenite in steel was predicated by Thermo-Calc with the TCFE6 database. Microstructures of specimens were observed by electron back scattered diffraction (EBSD) and scanning electron microscopy (SEM), and retained austenite volume fractions of specimens were measured by X-ray diffraction (XRD). 11 Before SEM and XRD experiments, specimens were mechanically grounded, polished and then etched in 2 natal and electrolytically etched in 10 chromic acid solution respectively. The sample for EBSD experiment was firstly ground to thin foil with thickness of ∼80 μm and then twin jet polished with a solution of 6 perchloric acid and 94 alcohol at around − 25°C.
Results
Effect of annealing temperature on tensile properties
The annealing temperature will generally affect the tensile properties of steels. The variation of tensile strength (Rm), 0.2 yield strength (Rp0.2) and elongation (AT) for 0.2C–5Mn steel as a function of annealing temperature for a constant annealing time of 1 h is shown in Fig. 1.
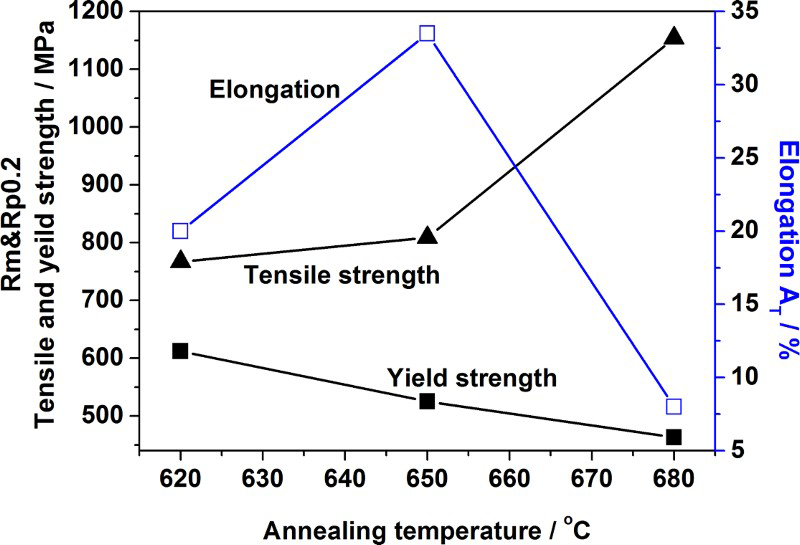
Variation of tensile properties with annealing temperature for 0.2C–5Mn steel with constant annealing time of 1 h
It could be seen that the variation of these properties with annealing temperature consisted of two stages: a) with increasing annealing temperature from 620 to 650 °C, the elongation (AT) increased sharply, the tensile strength (Rm) increased slightly while 0.2 yield strength (Rp0.2) decreased slightly; b) from 650 to 680 °C, the tensile strength (Rm) and elongation (AT) both changed very sharply; there were a sharp increase in the tensile strength (Rm) and a sharp decrease in elongation (AT); the 0.2 yield strength (Rp0.2) still decreased in this stage, but the rate of changing was more slightly than the low temperature stage.
Effect of annealing time on tensile properties
The tensile properties of the annealed specimens will also be affected by the annealing time. The variation of tensile strength (Rm), 0.2 yield strength (Rp0.2) and elongation (AT) for 0.2C–5Mn steel as a function of annealing time for a constant annealing temperature of 650 °C is shown in Fig. 2.
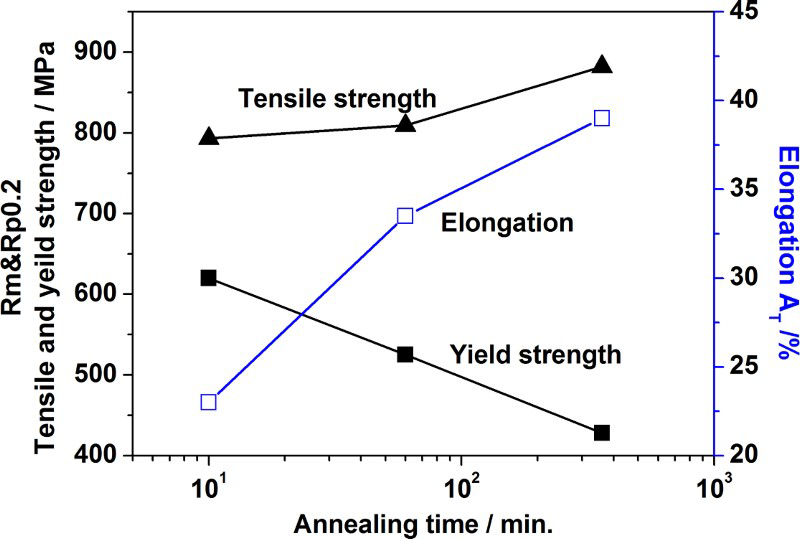
Variation of tensile properties with annealing time for 0.2C–5Mn steel at constant annealing temperature of 650°C
It can be found that the variation of tensile strength (Rm) with annealing time also consisted of two stages: a) with increasing annealing time from 10 to 60 min, both the tensile strength (Rm) and the elongation (AT) increased, and the elongation (AT) increased more quickly than the tensile strength (Rm); b) from 60 to 360 min, the tensile strength (Rm) increased a little more quickly than the first stage. On the opposite, the increase of the elongation (AT) became a little slowly in this stage. The 0.2 yield strength (Rp0.2) decreased all the time from 10 to 360 min.
Effect of manganese content in steel on tensile properties
The tensile properties of the annealed specimens also depend on the manganese content in steel. The variation of tensile strength (Rm), 0.2 yield strength (Rp0.2) and elongation (AT) as a function of manganese content for a constant annealing temperature of 650 °C and a constant annealing time of 60 min is shown in Fig. 3.
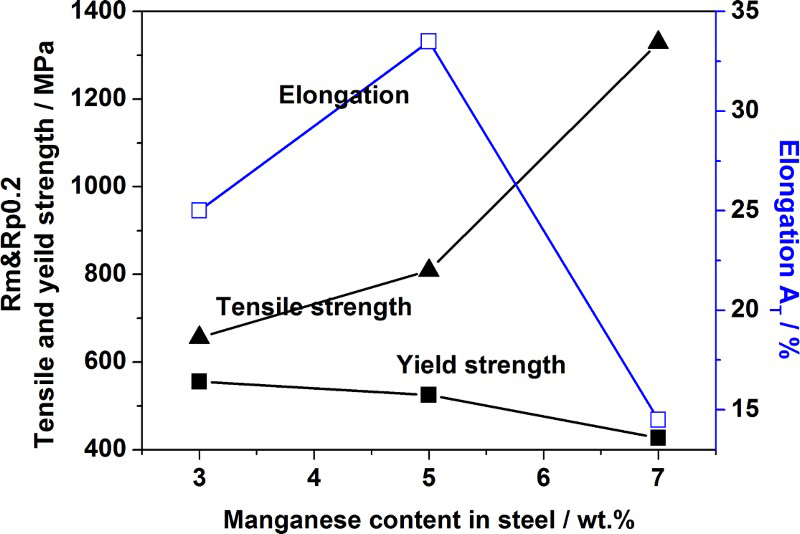
Variation of tensile properties with manganese content in steels with constant annealing temperature of 650°C and constant annealing time of 1 h
It can be seen that the variation of tensile strength (Rm) with manganese content consisted of two stages: a) with increasing manganese content from 3 to 5 wt-, both the tensile strength (Rm) and the elongation (AT) increased, but the elongation (AT) increased more quickly than the tensile strength (Rm). In addition, the 0.2 yield strength (Rp0.2) decreased slowly. b) From 5 to 7 wt-, the tensile strength (Rm) tensile strength (Rm) still increased and became more sharp, while the elongation (AT) decreased very sharply in this stage. The 0.2 YS decreased all the way from 3 to 7 wt-, and the change rate of the second stage became larger than the first stage.
Discussion
After the austenisation at 850°C for 30 min followed by water quenching, the initial structure is full martensite lath structure. 13 During the following intercritical annealing process, the reversed austenite will form and will partially retransform to martensite (fresh martensite) due to instability 15 during the water quenching, the retained part of the reversed austenite will be called retained austenite and finally the compound structure will be present. The amount of fresh martensite plus the amount of retained austenite equals to the amount of reversed austenite that formed at high temperature during intercritical annealing. If the equilibrium amount of reversed austenite in steel increased, the average content of alloy elements in reversed austenite will decrease. 15 As a result, the stability of the reversed austenite will decrease, which will result in more part of the reversed austenite retransforming into fresh martensite during the water quenching; the amount of fresh martensite will increase. In addition, both fresh martensite amount and retained austenite amount may increase in some cases. Owing to the combined effects of ferrite, retained austenite and fresh martensite, the tensile properties change in all the different heat treatment processes.
Generally, the stability of austenite could be determined by the martensite start (Ms) temperature. While the Ms temperature could be estimated by the formula proposed by Mahieu et al.22

From the formula, it could be known that the stability of austenite is generally determined by its alloy element concentration. When the alloy elements concentration in the austenite increases, the Ms temperature decreases, and the austenite would become more stable. On the contrary, the stability of austenite would decrease.
The equilibrium volume fraction of austenite and carbon and manganese concentration in austenite was calculated by Thermo-Calc with TCFE6 database (Figs. 7 and 8).
Figure 4 show the EBSD observation for specimen of 0.2C–5Mn steel after 36h annealing at 620°C. In the image, the white part is ferrite (tempered martensite) or fresh martensite, the green part represents austenite and the red line is the phase boundary. In the observation, the morphology and distribution of the retained austenite are clearly indicated. In addition, this result agrees well with the SEM observation result shown in Fig. 5a, which was also annealed at 620°C. In addition, based on this observation and the TEM 15 observation results, the phases in the SEM observation images were indicated.
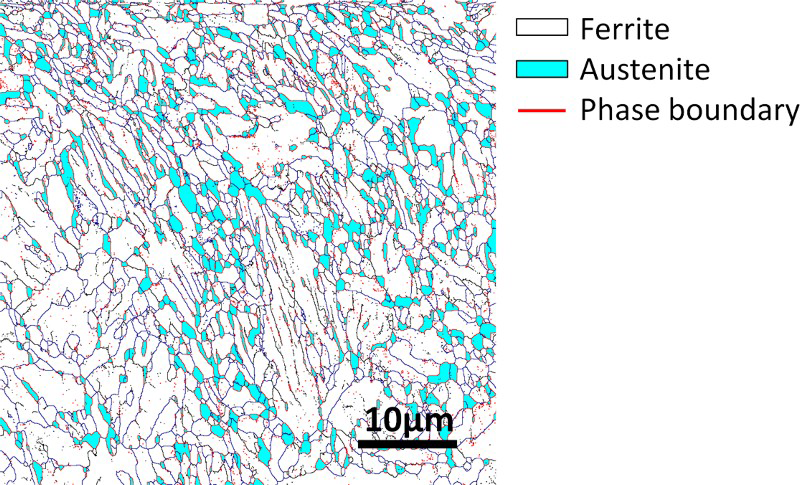
Electron back scattered diffraction observation for specimen of 0.2C–5Mn steel after 36 h annealing at 620°C, white part is ferrite, green part is austenite and red line is phase boundary
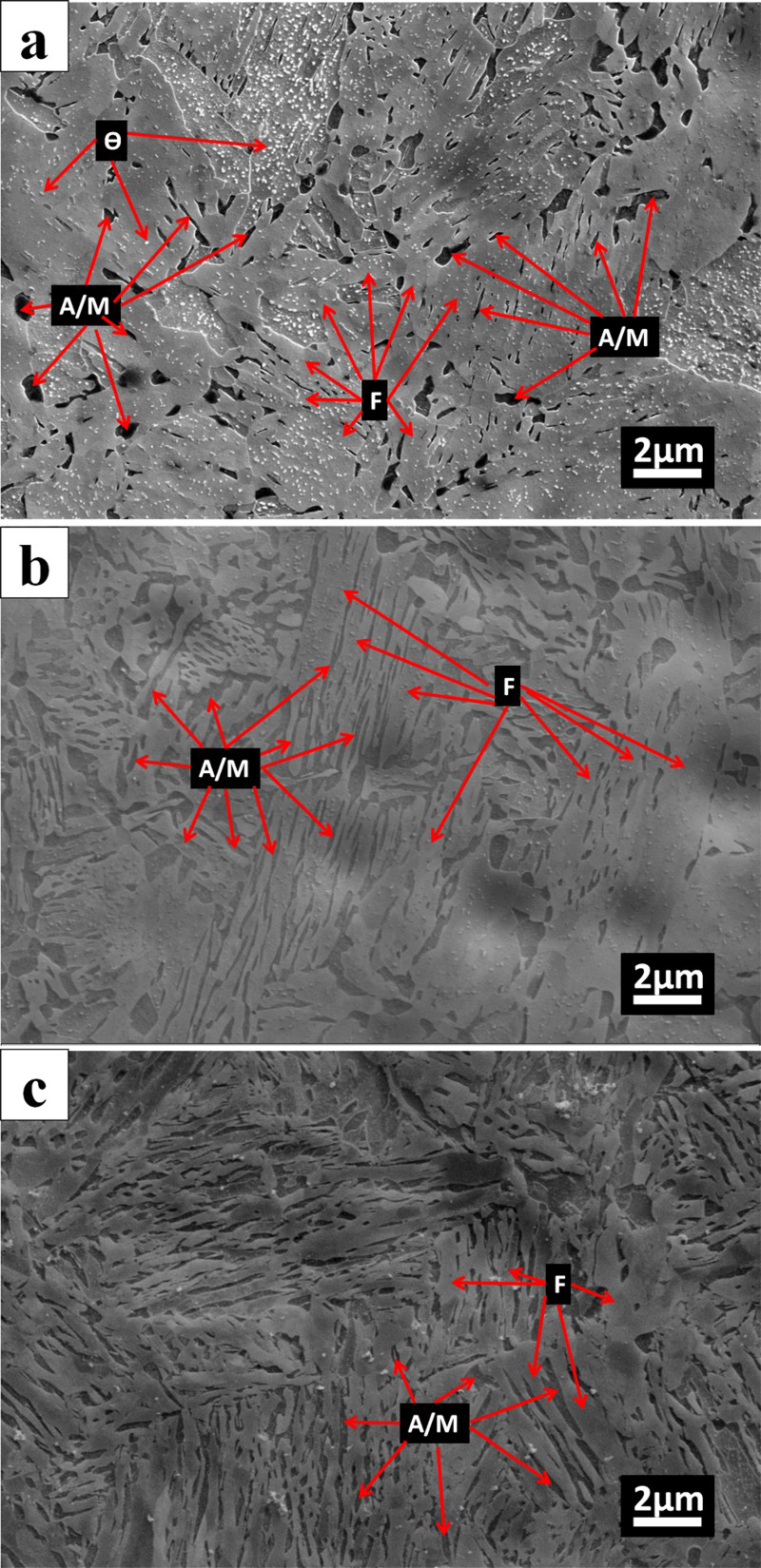
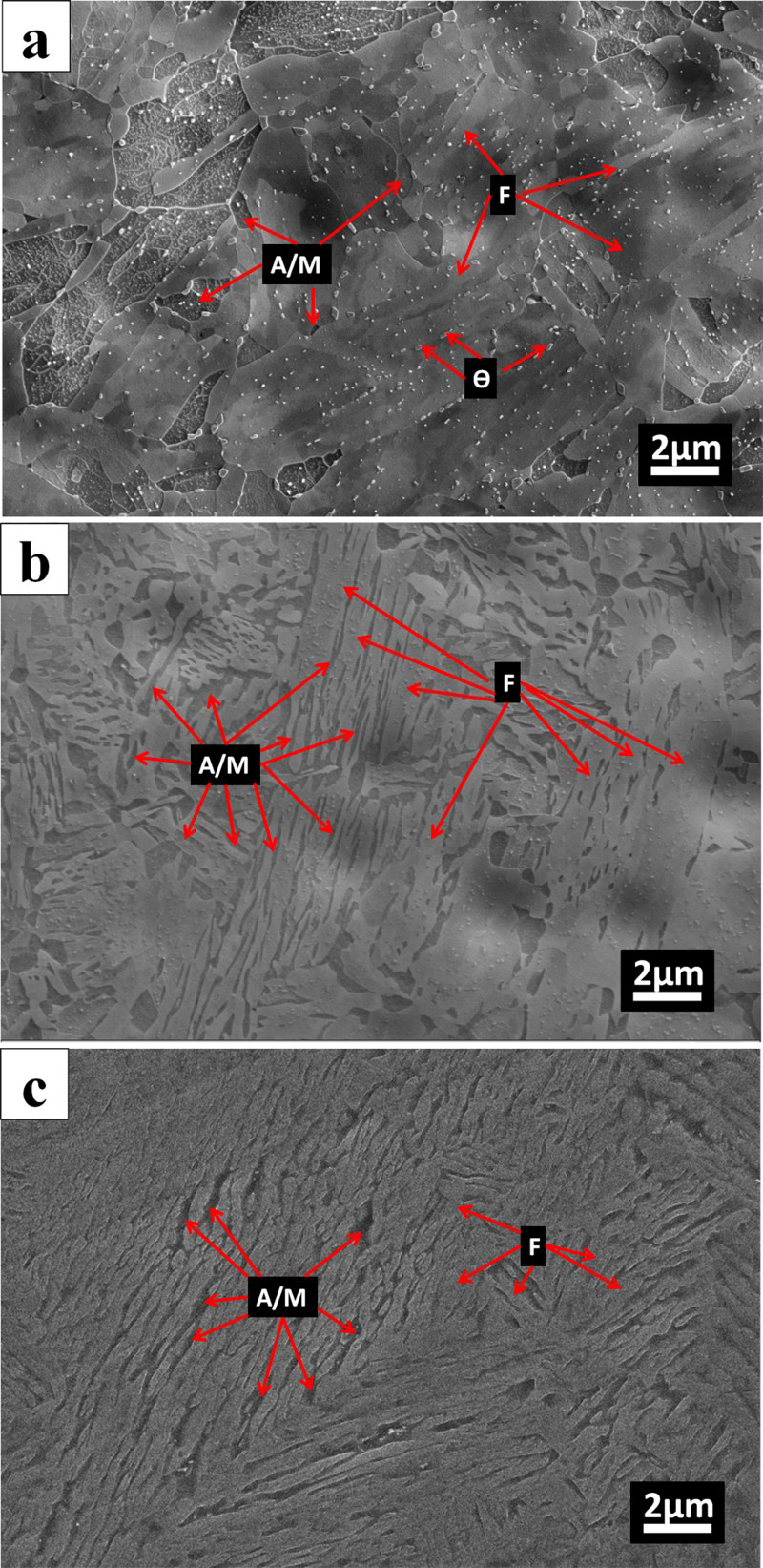
Scanning electron micrographs for specimens of 0.2C–5Mn steel with constant annealing time of 1 h at different annealing temperatures
Figures 5, 9 and 12 show the final multiphase structure of the annealed steel. Based on the analysis in our previous work 15 , we can know that the multiphase structure consisting of three phases: lath ferrite (tempered martensite), retained austenite and fresh martensite, which retransformed from the reversed austenite during the water quenching process. In Fig. 5, it can be found that the amount of austenite lath increased with annealing temperature, which resulted in the increase in retained austenite amount from around 9.64 to around 30.91 vol.-. This could be proved by the XRD result shown in Fig. 6. In Fig. 9, it could be generally found that the thickness of austenite lath increased with annealing time, which resulted in the increase in retained austenite amount from about 13.0 to around 33.0 (also could be proved by the XRD result shown in Fig. 10). In Fig. 12, the austenite lath became very fine with the increase in manganese content in steel. However, the amount of austenite lath became so high that the retained austenite amount still increased from around 0.33 to about 46.71 vol.- (proved by the XRD result shown in Fig. 13).
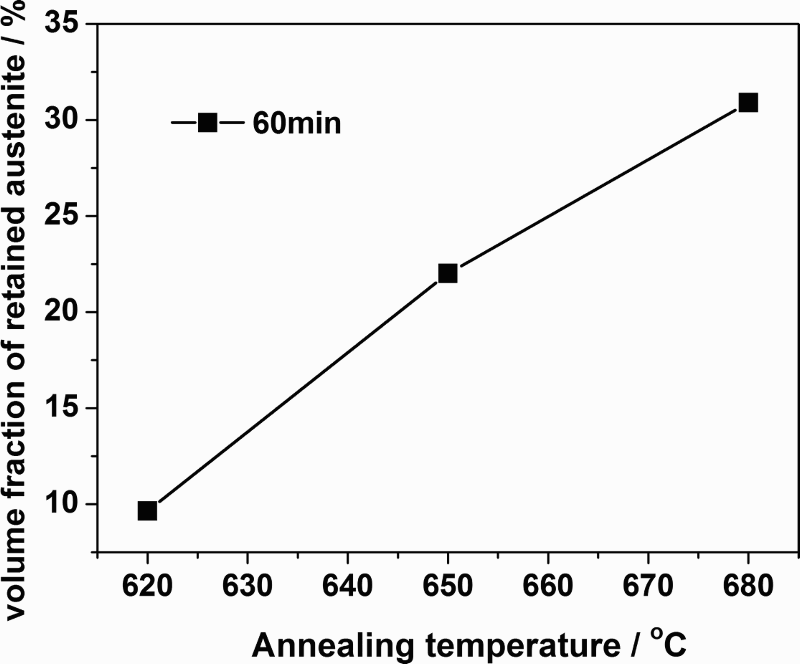
Variation of retained austenite volume fraction for 0.2C–5Mn steel with constant annealing time of 1 h at different annealing temperatures
Figure 1 shows the effect of annealing temperature on the tensile properties with a constant annealing time of 1 h for 0.2C–5Mn steel. At the first stage, as the annealing temperature was low, the retained austenite volume fraction was much more than fresh martensite. Therefore, the variation of retained austenite amount dominated the effect on the tensile properties. With the increase in retained austenite (shown in Fig. 6), due to the TRIP effect of retained austenite, the elongation (AT) increased very quickly (shown in Fig. 1). The tensile strength increases very slowly due to the limited amount of fresh martensite. Figure 7 indicated that, when the annealing temperature was low (620°C), there would be some cementite in the steel (which can be observed in Fig. 5a), and the cementite gradually dissolved with the increase in annealing temperature. In addition, the precipitation of cementite will consume the alloy elements and lead to the decrease in both amount and stability of austensite, which will deteriorate the mechanical properties. So here, after annealing at 620°C, both the amount of austenite and the mechanical properties are not good. At the second stage, the retained austenite volume fraction also increased with annealing temperature; however, it became slowly than the first stage. At the same time, the reversed austenite also increased (shown in Fig. 7), and the alloy concentration in austenite decreased with temperature, which resulted in the increase in Ms temperature (shown in Fig. 8), which meant that the austenite became more instable with the increase in annealing temperature, 15 and more reversed austenite transformed into fresh matensite during the water quenching, so the amount of fresh martensite increased with annealing temperature. The effect of fresh martensite on the properties became more significant; so with the increase in annealing temperature, the tensile strength (shown in Fig. 1) increases quickly. In addition, due to the decrease in austenite stability, the elongation (AT) decreased very quickly (shown in Fig. 1).
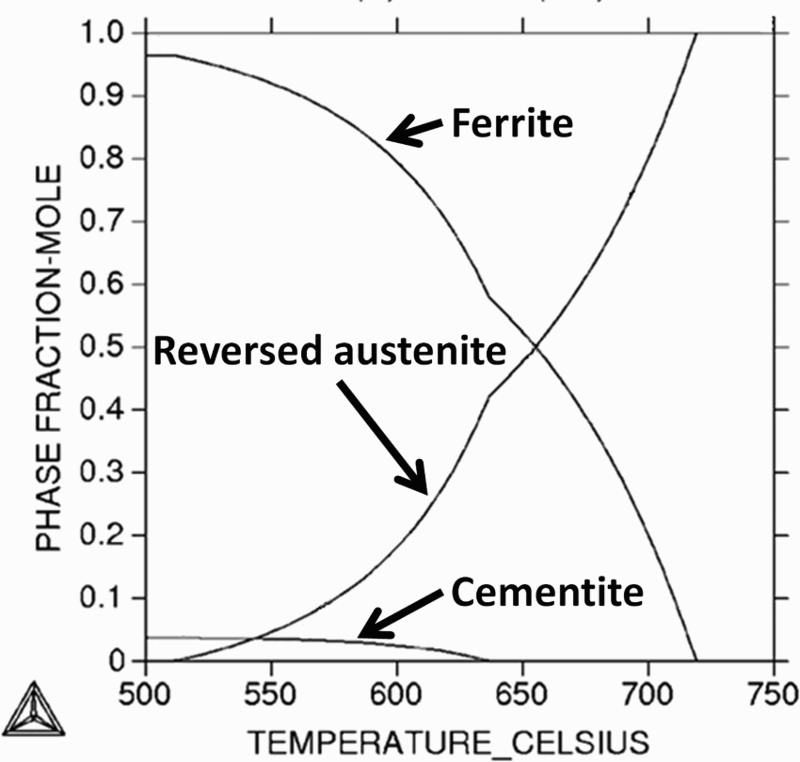
Equilibrium amount of reversed austenite as function of annealing temperature predicted by Thermo-Calc 15
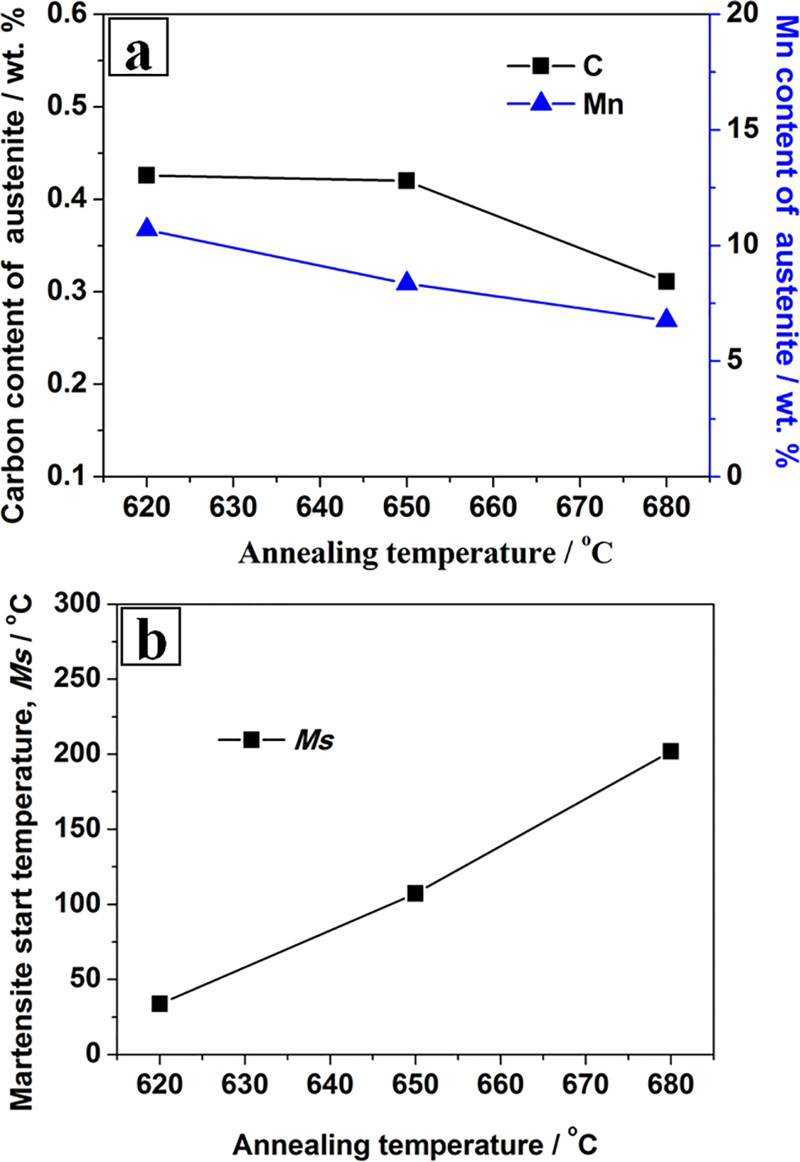
a Variation of carbon and manganese content in austenite with annealing temperature predicated by Thermo-Calc in 0.2C–5Mn steel 15 and b martensite transformation starting temperature Ms as function of annealing temperature
a 10 min; b 1 h; c 6 hScanning electron micrographs for specimens of 0.2C–5Mn steel with different annealing times at 650°C
Figure 2 shows the effect of annealing time on the tensile properties with a constant annealing temperature at 650°C for 0.2C–5Mn steel. As the annealing temperature in this process was fixed at 650°C, the stability of the reversed austenite would not change much, which led to the amount limitation of fresh martensite. As a result, in all annealing process studied here from 10 to 360 min (6 h), the retained austenite amount increased with the annealing time (shown in Fig. 10) and dominated the effect on the tensile properties. As both the amount (shown in Fig. 10) and the stability (shown in Fig. 11) of austenite increased with time, the elongation (AT) increased quickly all the time (Fig. 2). Owing to the amount limitation of fresh martensite, the tensile strength increased slowly all the time (Fig. 2), only at the second stage (from 60 to 360 min), and as the amount of fresh martensite increased, the tensile strength increase a little faster, and the increase in elongation (A T ) became slow than the first stage (from 10 to 60 min).
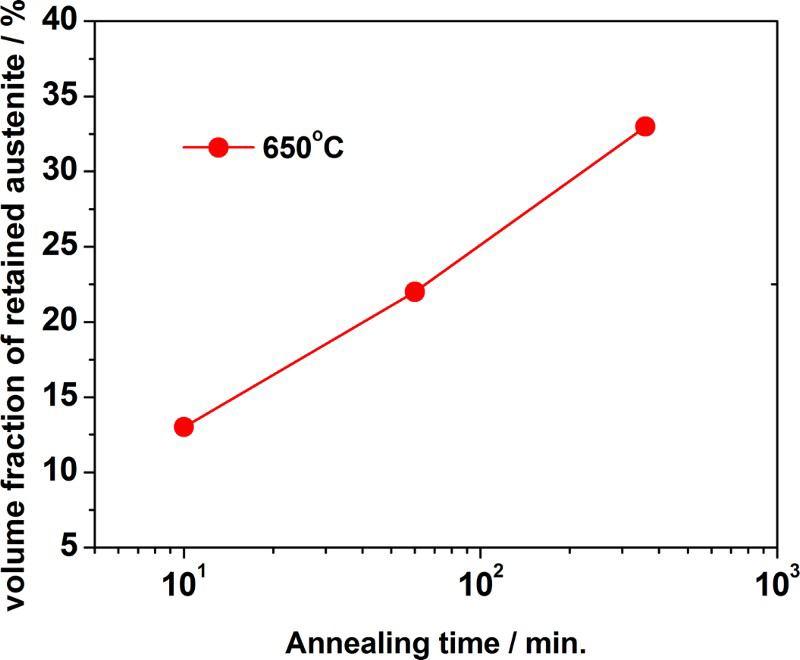
Variation of retained austenite volume fraction for 0.2C–5Mn steel with different annealing times at 650°C
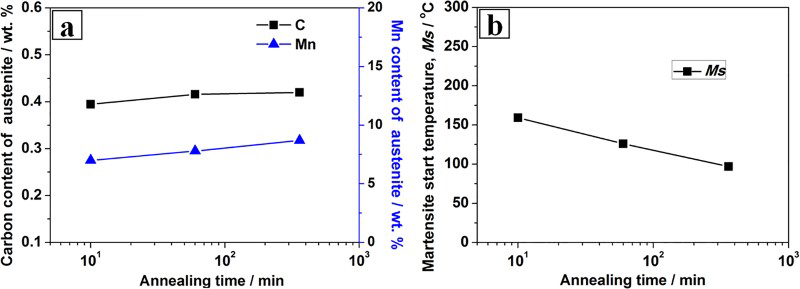
a Variation of carbon and manganese content in austenite with annealing time predicated by TEM and XRD in 0.2C–5Mn steel 15 and b martensite transformation starting temperature Ms as function of annealing time
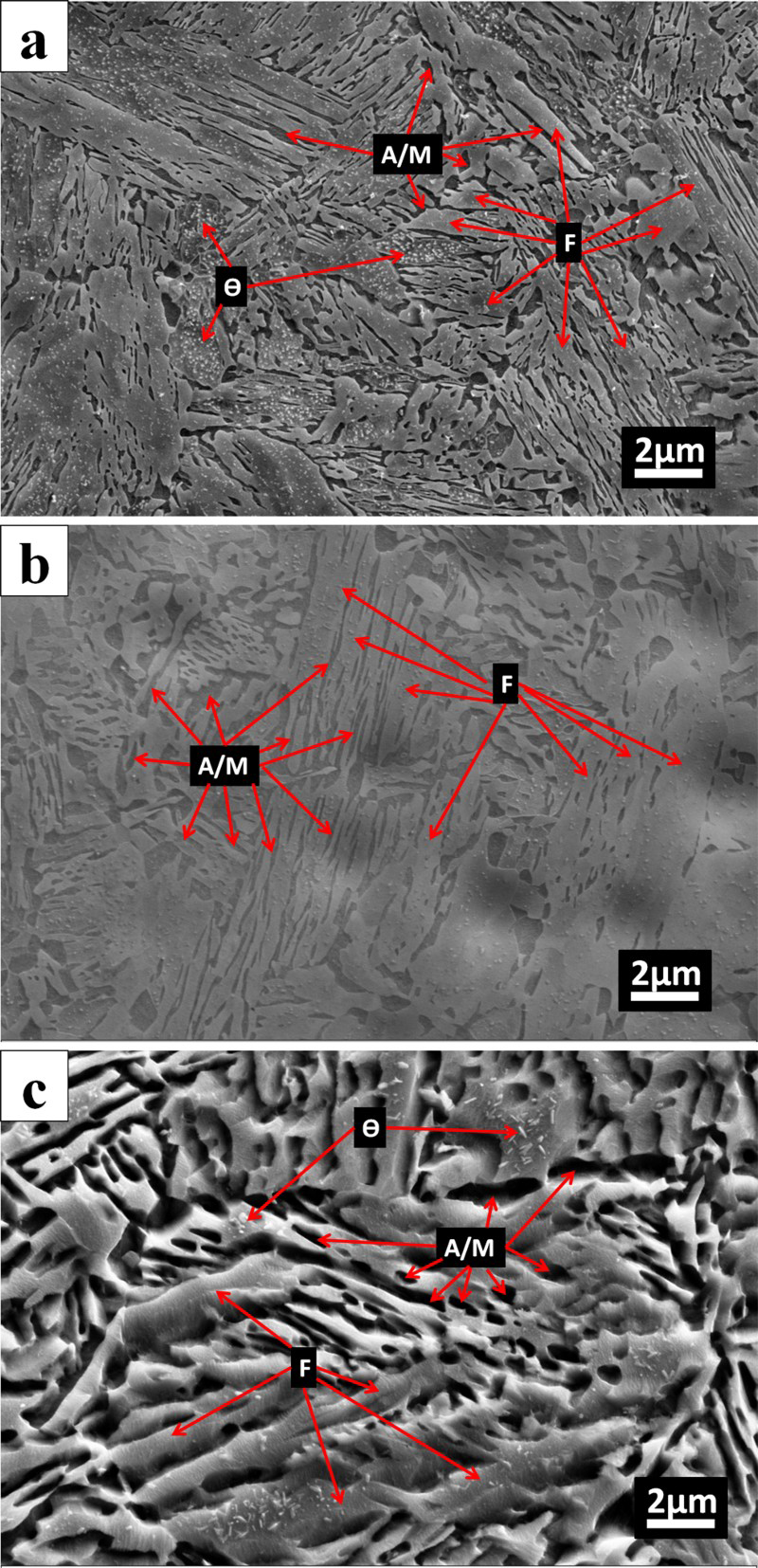
a 3 wt-; b 5 wt-; c 7 wt-Scanning electron micrographs for specimens of steels with different manganese contents at 650°C for 1 h
Figure 3 shows the effect of manganese content in steels on the tensile properties at a constant annealing temperature of 650°C with a constant annealing time of 1 h. At the first stage, although the stability of austenite decreased with manganese content in steels (shown in Fig. 13), with the large increase in retained austenite (from 0.33 to 22.01 vol.- shown in Fig. 14), the elongation (AT) still increased very quickly (shown in Fig. 3). At the same time, the tensile strength also increased, which meant that the fresh martensite amount increased too. As the retained austenite amount plus the fresh martensite amount equaled to the reversed austenite, the reversed austenite increased with increasing manganese content in steel, which agreed well with the result shown in Fig. 15, which was predicated by Thermo-Calc. At the second stage, the tensile strength (shown in Fig. 3) increased faster than the first stage, which suggested that the fresh martensite amount also increased faster in this stage. In addition, due to the combined effects of increasing fresh martensite and the decrease in austenite stability, the elongation (AT) decreases very quickly in this stage. In addition, it may suggest that more manganese content may not facilitate the ductility in all situations.
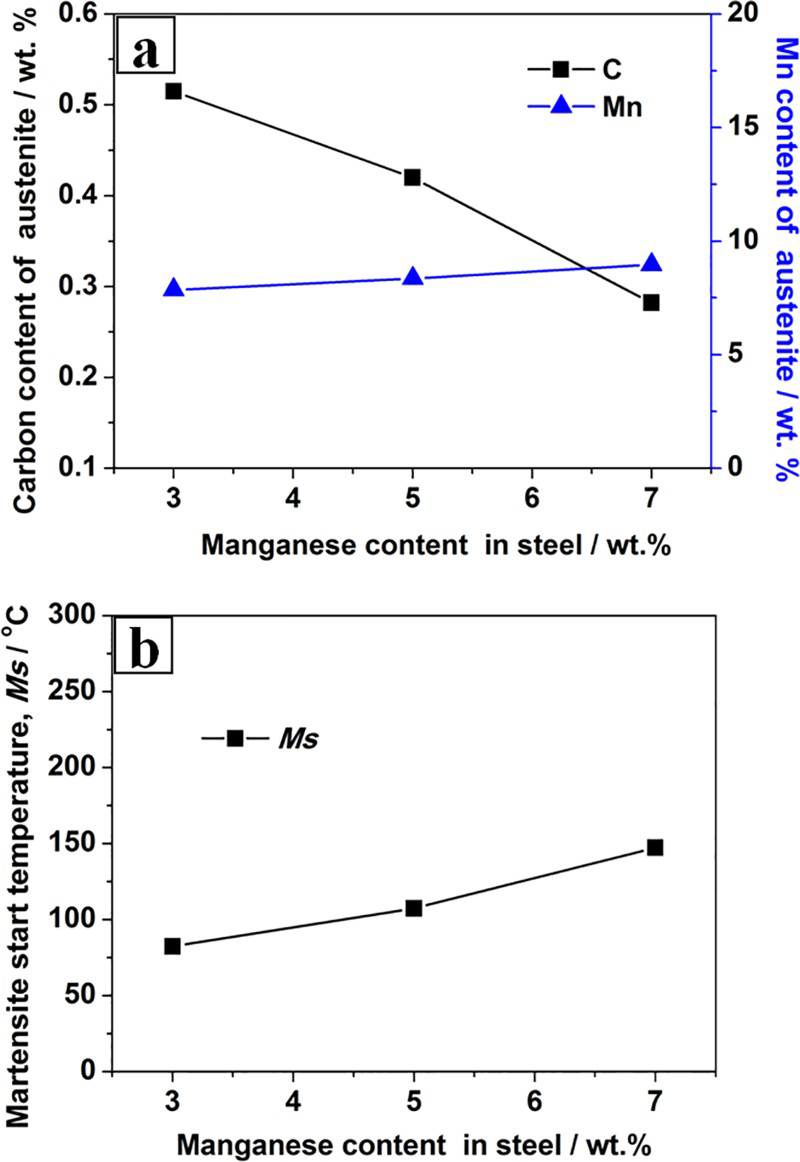
a Variation of carbon and manganese content in austenite with manganese content in steel predicated by thermal-calc in different steels 15 and b martensite transformation starting temperature Ms as function of manganese content in steel
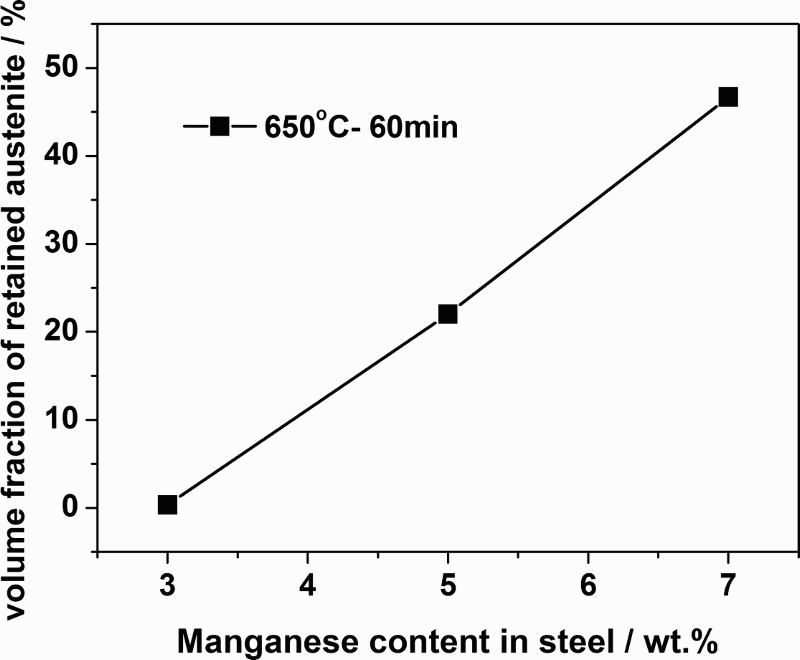
Variation of retained austenite volume fraction with different manganese content in steels at 650°C for 1 h
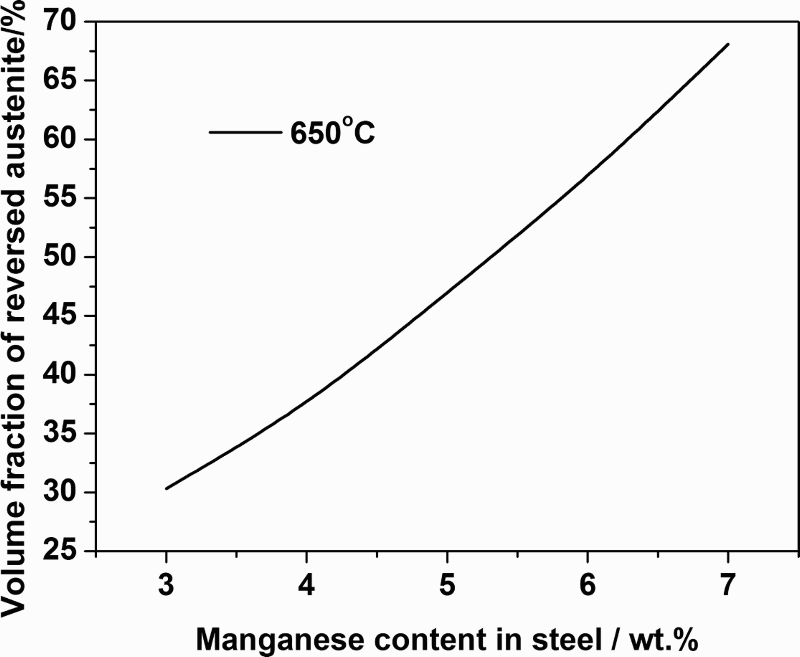
Equilibrium amount of reversed austenite as function of manganese content in steel at 650°C predicted by Thermo-Calc
As shown in Figs. 5, 8 and 10, the XRD results suggested that the volume fraction of retained austenite all increased with the increase in annealing temperatures, annealing times and manganese contents in the steel, whereas the 0.2 yield strength (Rp0.2) decreased all the time, which can be found from Figs. 1, 2 and 3. It indicated that the 0.2 yield strength (Rp0.2) decreased with the increase in retained austenite volume fraction. This generally because the austenite is the relative soft phase, and during the tensile process, it can yield and transform to martensite through TRIP effect,16–17 which will result in a softening and delay of necking, and finally lead to high elongation. In addition, if the stability of austenite decreases, it will become easier to transform to martensite during the tensile process. Moreover, if the stability does not change too much, the increase in austenite amount will also make the steel easier to yield.
Conclusions
It may be concluded that the different mechanical properties of medium manganese steels were due to the combined effect of ferrite (tempered martensite), retained austenite and fresh martensite. Some conclusions may be drawn for the studies performed for medium manganese steels.
In the present study, the retained austenite amount all increased with the increase in annealing temperature, annealing time and manganese content in steel. The initial microstructure was lath matensite, and after intercritical annealing under different conditions, the reversed austenite formed and would partly transform to fresh martensite during the quenching process. Finally, the multiphase microstructures were obtained, and the combined effects of different phases made the variation of mechanical properties of the steel. In the present study, due to the TRIP effect of retained austenite and the formation of fresh martensite, the tensile strength (Rm) all increased with the increase in retained austenite in the steel. However, the increasing rate was different in different situations. In addition, due to the variation of austenite stability and the effect of fresh martensite, the elongation (AT) did not always increase with the increase in retained austenite in steel. The elongation (AT) increased first and then decreased very quickly with the increase in retained austenite in two different situations (with the increase in annealing temperature and the manganese content in steel). In addition, it suggested that higher austenite amount may not facilitate the ductility in all situations. The stability of austenite also plays an important role in the variation of mechanical properties. The presence of retained austenite may not increase the elongation (AT) but reduce the 0.2 yield strength (Rp0.2) very significantly. The 0.2 yield strength (Rp0.2) generally decreased with the increase in retained austenite.
Footnotes
Acknowledgement
This research was supported by the National Natural Science Foundation of China [grant nos. 51371057] and 51171087) and the National Basic Research Program of China (973 programme no. 2010CB630803) and the National Key Technology R&D Program of China [grant no. 2013BAE07B05].