
Abstract
A novel ternary alloy with the composition of Al–20Mg–2Zr (wt-%) was prepared by close coupled gas atomisation. The thermal oxidation behaviour of the powder was examined by thermogravimetry–differential thermal analysis. The results showed that the oxidation proceeded in single step, and the violent exothermic reaction occurred after 900°C was almost complete. The activation energy of the oxidation was ∼250 kJ mol− 1, and the frequency factor was ∼1.47 × 1011 s− 1 and 3.36 × 1011 s− 1 using the Kissinger and Ozawa method respectively. The special feature of the pulsed oxidation was explained by the melt dispersion oxidation mechanism. The excellent thermal reactivity exhibited by the Al–20Mg–2Zr powder suggested that this novel alloy could become one of the most promising materials in energetic applications.
Introduction
The metal fuels, because of their high energy density and large exothermic heat, hold great potential for propellants, explosives, incendiaries and pyrotechnics applications.1–3 Current research interests are focused on pure Al and Al based alloy fuels, such as Al–Mg, Al–Ti and Al–Li.4–6 Aluminium powder is often used as a major component of propellants, explosives and other energetic formulations due to its high combustion enthalpy. However, the essential shortcomings of Al powder, such as agglomeration, low burning rate, hard ignition, incomplete combustion and biphase loss, have limited its further application.7–10 The Al2O3 shell formed on the Al particle surface is one of factors that results to these defects. For the Al particles with size ranging from 10 to 60 μm, studies have showed that the ignition temperature is in the range of 1427–2027°C, which could cause many other problems as well.11–13
Generally, two methods are employed to address the above-mentioned problems of Al. One is to prepare nano-Al powder. Comparing to microsized Al, nanosized Al powder has many advantages, such as 5–20 times higher burning rate, greater specific impulse, lower ignition temperature and shorter ignition delay.14,15 However, many problems have been encountered in the practical application of nanosized Al powder, such as the difficult production, activity loss, high aggregate tendency and lack of rheology knowledge in the viscous suspensions including nanopowders. 16 All of these problems make it difficult for the large scale application of nano-Al powder.
The other method is to develop Al based alloy powders. Al–Mg mechanical alloys with Mg content from 10 to 50% were produced, and their ignition and combustion behaviours in air were characterised.17–19 The results showed that the ignition temperature of Al–Mg alloys was in the range of 677–787°C, which was much lower than that of aluminium, and the aerosol flame propagation velocity of the alloys was three times higher than that of aluminium. Oxidation processes and phase transformations in the Al–Mg alloys were studied by differential thermal analysis (DTA) and thermogravimetry (TG) analysis. 20 The results indicated that the oxidation proceeded in two separate steps, the first step occurred over a range of 550–600°C, and the second step occurred over a wider range of 900–1200°C. These oxidation processes, together with phase transformations, were exothermic, which played a key role in promoting ignition and combustion performances of the alloy powders. Similarly, the Al–Ti alloys were also investigated as fuels.21,22 It was found that the ignition temperature of Al–Ti alloys reduced significantly, which concerned with the exothermic formation of the metastable L12 phase of Al3Ti. The burning rates of Al–Ti powder particles were faster than that of the same size Al particles. It was suggested that ignition properties of Al could be improved greatly by adding Ti, but little promotion of oxidation behaviour was observed. Besides Ti, Zr was also a candidate metal to apply in energetic formulations due to its higher density than Al and Mg, which can offer high volumetric impulse and high energy density. Particularly, Zr powder incorporated systems had higher burning rates than aluminised compositions, and highly metallised systems with Zr gave stable combustion in the pressure range of 50–90 atm. 23 Zirconium is therefore emerging as a potential component of energetic formulations.
In general, the overall performances of Al based binary alloys are superior to pure Al. However, study on the Al based ternary alloy powders in this field is very scarce. In the present paper, a novel ternary alloy consisting of 78 wt-%Al, 20 wt-%Mg and 2 wt-%Zr is designed and prepared successfully through close coupled gas atomisation (CCGA). The Zr is chosen as the alloying ingredient to increase solid loading and to acquire high volumetric impulse for energetic applications, due to its high exothermic activity and high density. The main objective of the present work is to investigate the oxidation behaviour of Al–20Mg–2Zr alloy powder.
Experimental
Preparation of powders
In the present project, the CCGA was used to produce the Al based ternary alloy powder. Because of its high mass flow rate, the CCGA is widely used to fabricate fine metal powders whose diameter ranges from 5 to 100 μm.24,25 In contrast with other powder preparation techniques, the CCGA has many advantages, such as high fine powder productivity, perfect sphere degree, high cooling rate, low environmental pollution, nearly free oxygen and relatively low gas consumption. 26 Although the CCGA is poorly understood, especially the physical role of gas pressure, it can control particle size easily and fabricate fine powder, which can meet fully the demands of specific powder qualities for application in propellants and other energetic formulations.
Pure Al, Mg and Zr ingots were used as raw materials to prepare ternary alloy powder with the composition of Al–20Mg–2Zr (wt-%). The powder was synthesised using the CCGA equipment made by Phoenix Scientific Industries Ltd (PSI). The alloy ingredients formulated by mass ratio were put into the crucible to melt, and after the high frequency inducing furnace was evacuated to below 10− 2 Pa, the equipment was filled with argon. Al–Mg–Zr mother alloy was obtained after remelting, and then it was atomised in the CCGA equipment. Pure argon was used as the atomising gas. The atomising pressure was 3.5 MPa. After ∼90 s atomising process, the Al–20Mg–2Zr ternary powder was obtained. Pure Al and Al–20Mg powder were also prepared by the same method. All the powders were sieved with a 325 mesh sieve (46 μm). In the present research, the powders with particle size < 46 μm were used.
Characterisation of powders
The powder samples were embedded in epoxy resin for chemical–mechanical polishing, in order to analysis particle cross-section morphology. The morphology and surface element of samples were examined by a scanning electron microscope (Hitachi S-4800 FE-SEM) coupled with an energy dispersive X-ray spectrometer (EDS). Thermal behaviours of powder samples were determined by TG-DTA (PerkinElmer Instruments, Diamond TG-DTA). The experiments were performed in an oxygen atmosphere with gas flowing at 20 mL min− 1, in the range of 25–1300°C, at a heating rate of 10, 20 and 40 K min− 1. The sample mass for the experiments was ∼1.0 mg. Phase compositions of the gas atomised powders were investigated by X-ray diffraction (XRD) made by PANalytical B.V. using Cu Kα radiation, and the patterns were collected between 10 and 90°. Particle size distributions of the powder samples were measured with a laser particle size analyser (Marstersizer 3000). The phase compositions and morphologies of combustion products were also obtained through XRD and SEM respectively.
Results
Morphology and particle size distribution
The micrometre morphology of Al–20Mg–2Zr alloy with particle size < 46 μm is shown in Fig. 1. It can be seen that all particles are highly spherical in shape. Figure 1b shows that the surface of the powder is very smooth. Furthermore, the superfine particles are less likely to adhere to the large particles, and no agglomerate phenomenon happens.
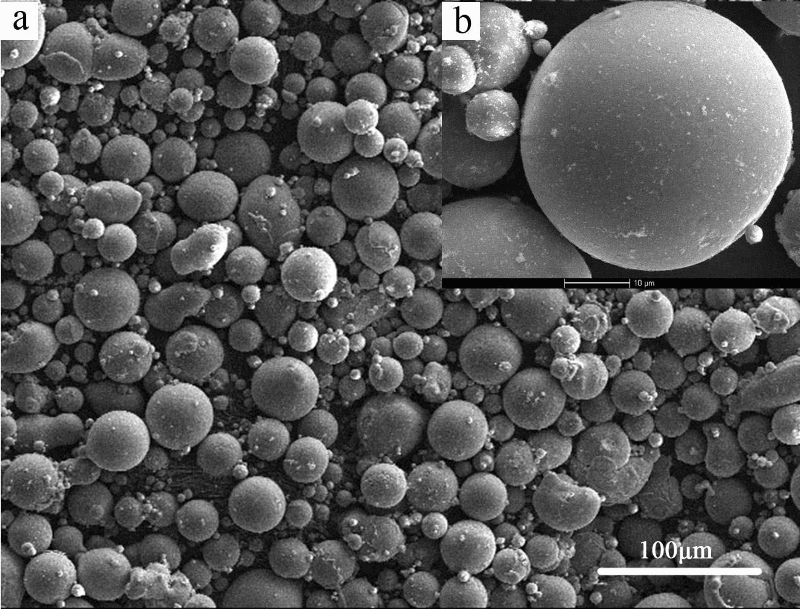
Morphology (SEM) of Al–20Mg–2Zr alloy powder (325 mesh)
The particle size distribution of the powder is depicted in Fig. 2. The result shows that the powder has a narrow diameter distribution because the particles have been screened out with a 325 mesh sieve. The average particle size is 24.5 μm for Al–20Mg–2Zr powder. It is noticeable from Fig. 2 that the alloy powder contains much of the finest particle fraction.
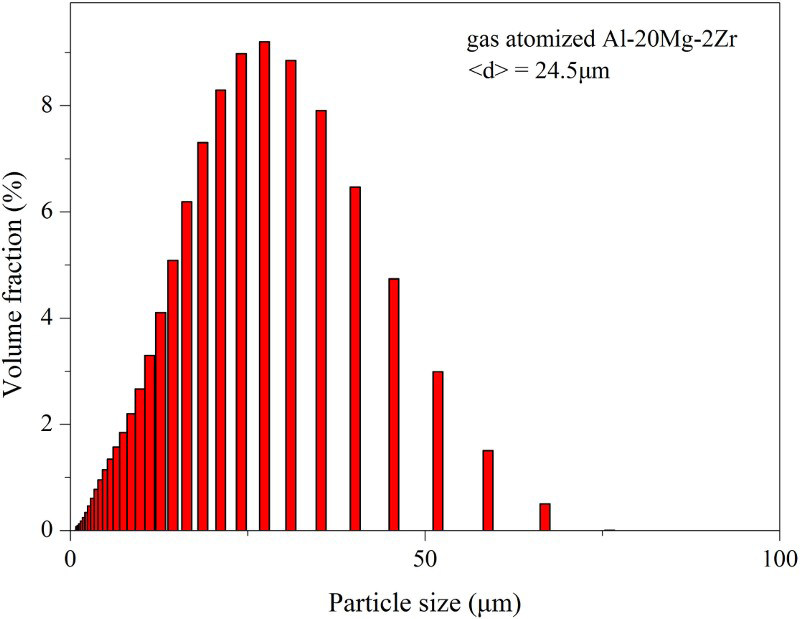
Particle size distribution for gas atomised Al–20Mg–2Zr (325 mesh) powder
X-ray diffraction and EDS analysis
X-ray diffraction pattern of Al–20Mg–2Zr alloy is presented in Fig. 3. The results show that the equilibrium phases in Al–20Mg–2Zr alloy are Al3Mg2, Al and Al3Zr, which are in accord with Al–Mg–Zr phase diagram and previous results. 27 No Mg or Zr peak is observed, which indicates that Mg and Zr have been alloyed with Al to form intermetallic compounds respectively. The strongest peaks are Al3Mg2 and Al, and the peaks of Al3Zr are weak, which are consistent with the feeding ratio of Al, Mg and Zr before melting. The Al peaks have shifted towards lower angles slightly, owing to the formation of Al–Mg solid solution.
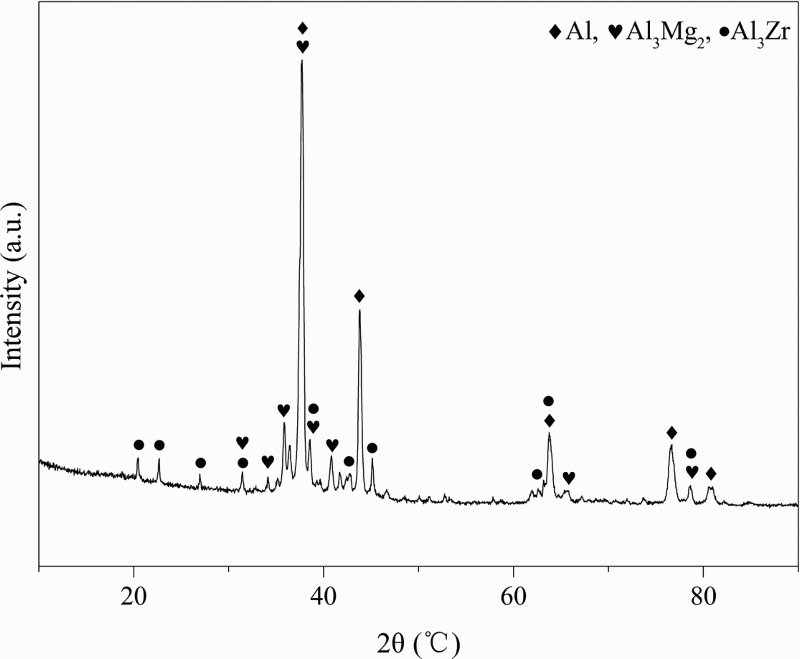
X-ray diffraction pattern of Al–20Mg–2Zr alloy powder
Image (SEM) and EDS elemental maps/spectrum of the powder particle cross-sections are presented in Fig. 4. It is also indicated that the powder particle has a good spherical shape. Importantly, the different phases in particle appear clearly. According to the results of XRD (Fig. 3) and EDS, the light grey phase shown in Fig. 4 is mainly Al, the dark grey phase is mainly Al3Mg2 and the white phase is mainly Al3Zr. As a result, the Al and Al3Mg2 phases in Al–20Mg–2Zr powder are distributed alternately, while the Al3Zr phase is distributed randomly inner the particle.
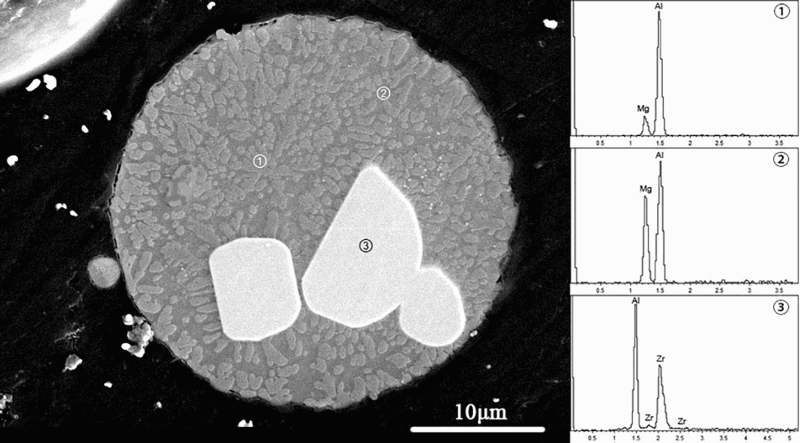
Image (SEM) and EDS spectra of cross-section of Al–20Mg–2Zr powder sample
Thermal analysis
Oxidation in O2
Thermogravimetry–differential thermal analysis traces for Al–20Mg–2Zr, pure Al and Al–20Mg powders heated at 20 K min− 1 in oxygen are shown in Fig. 5. It is noticeable that the TG-DTA curve of Al–20Mg–2Zr powder performs significantly different with that of pure Al and Al–20Mg powders. Figure 5a indicates that the DTA curve of Al–20Mg–2Zr powder presents an endothermic and an exothermic peak. The endothermic peak at ∼449°C is observed, which is associated with the eutectic melting. 28 The unique exothermic peak occurs at 945°C, and the peak is so sharp that the endothermic peak cannot be observed clearly. In addition, it is worth noting that no Al melting peak is observed, which is similar to the DTA results of mechanically alloyed Al–20Ti and Al–25Ti. 22 According to the XRD pattern of Al–20Mg–2Zr powder, most of Al has been alloyed with Mg and Zr to form intermetallic Al3Mg2 and Al3Zr; the rest of pure Al is less, which results to the phenomenon of no Al melting peak in the DTA trace.
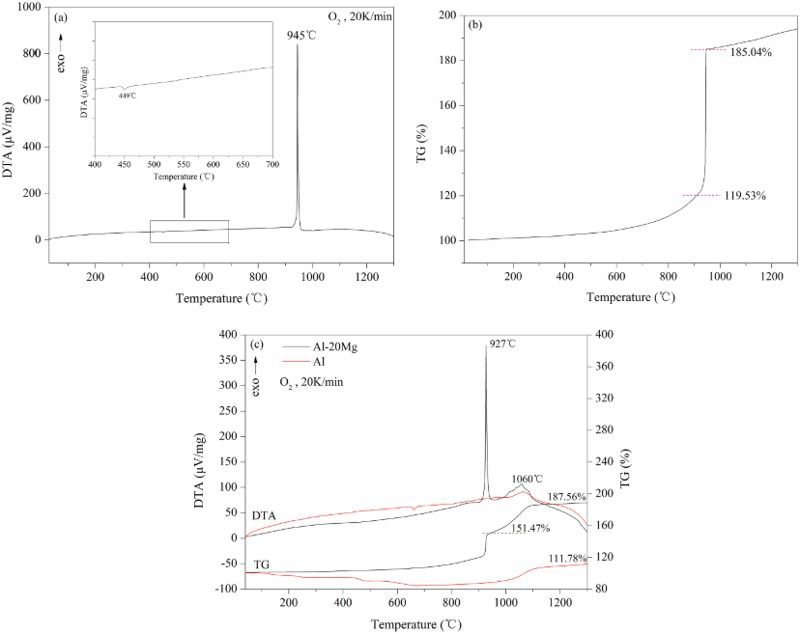
a differential thermal analysis and b TG traces of Al–20Mg–2Zr powder and c TG-DTA traces of pure Al, Al–20Mg powders heated in oxygen at heating rate of 20 K min− 1
The unique exothermic DTA peak correlates well with the weight increase observed from the TG trace in Fig. 5b. It can be seen from Fig. 5b that mass increase starts at ∼450°C, which is the eutectic melting temperature. When the temperature increases to 900°C, the mass increase is ∼19.53%, which results from the formation of Al2O3 and MgO films on the particle surface. Moreover, The TG curve rises vertically at 945°C, which suggests that the violent reaction occurs and the reaction rate is very large. The powder may be ignited at 945°C. After the violent oxidation reaction, the weight increase is ∼85.04%, which is in accord with theoretical weight increase in the Al–20Mg–2Zr powder in O2.
The TG-DTA trace of gas atomised pure Al powder shown in Fig. 5c presents a weak exothermic peak at ∼1060°C, which is associated with Al oxidation. The mass increase for pure Al powder is only ∼11.78% at 1300°C. However, for the gas atomised Al–20Mg powder, the oxidation proceeds in two steps: the first step occurs at 927°C with a sharp exothermic peak, and the second step occurs at ∼1060°C with a broad exothermic peak, which may be associated with oxidation of the remaining metal phases. The mass increase for Al–20Mg powder is ∼87.56% at 1300°C, which indicates that the oxidation is almost complete. It can be found from Fig. 5 that adding Mg to Al by CCGA can reduce oxidation temperature and promote oxidation completely, and the addition of Zr can promote intensive oxidation of the alloy powder.
Oxidation kinetics
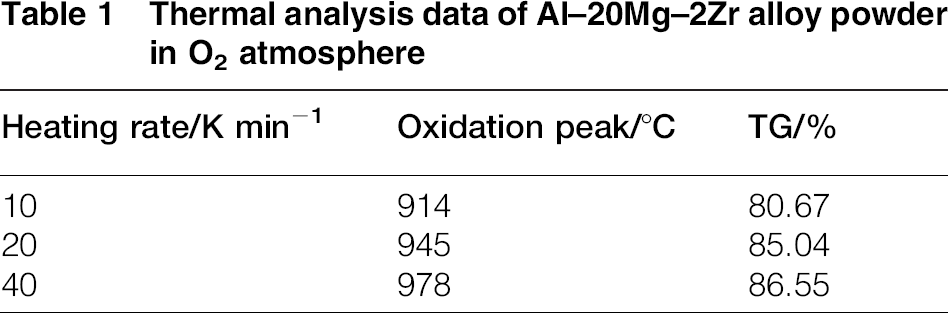
Thermal analysis of the Al–20Mg–2Zr powder was performed at different heating rates to characterise the oxidation kinetics. The TG-DTA curves of the powder oxidised at 10, 20 and 40 K min− 1 are shown in Fig. 6. It is worth noting that the peak position is influenced significantly by the heating rate. The results of heating rates, exothermic peaks and mass increases are summarised in Table 1. As presented in the Fig. 6 and Table 1, the peak for the intensive oxidation shifts towards a higher temperature at increased heating rate, a lower heating rate leads to a lower peak temperature. This is because, to reach a specified temperature, a lower heating rate requires a longer heating period and releases a larger thermal energy. Additionally, values of mass increases are various, but they do not vary dramatically, just around the theoretical weight gain of 83.3%. Owing to the fierce exothermic reaction and sensitivity of TG microbalance, the experimental error of mass change exists, which is estimated to be within ± 3.0%.
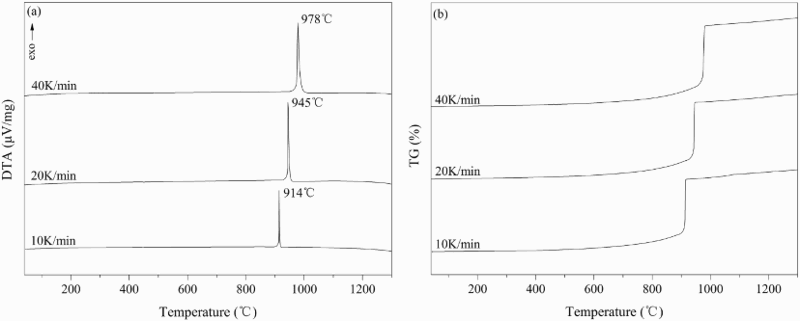
a differential thermal analysis and b TG traces of Al–20Mg–2Zr alloy powder heated in O2 at different heating rates
Thermal analysis data of Al–20Mg–2Zr alloy powder in O2 atmosphere
The results were processed to determine the kinetics of the single step oxidation event using the methods of Kissinger29,30 and Ozawa. 31 The non-isothermal integral methods were not employed for the kinetic analysis because the exothermic reaction is not resolved. Instead, the two well known Kissinger and Ozawa methods based on variable heating rate, which depend on peak temperature Tp in DTA, were employed for the purpose, where the apparent variations in activation energy caused by heating rates were also taken care of. The Kissinger and Ozawa equations are given below.
Kissinger equation
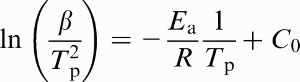

According to the two equations, plots of  versus 1/Tp and log β versus 1/Tp should result in straight lines, the slope of the straight line is equal to − Ea/R and then Ea can be calculated. Besides, frequency factor A can be calculated by the following equation30,32
versus 1/Tp and log β versus 1/Tp should result in straight lines, the slope of the straight line is equal to − Ea/R and then Ea can be calculated. Besides, frequency factor A can be calculated by the following equation30,32
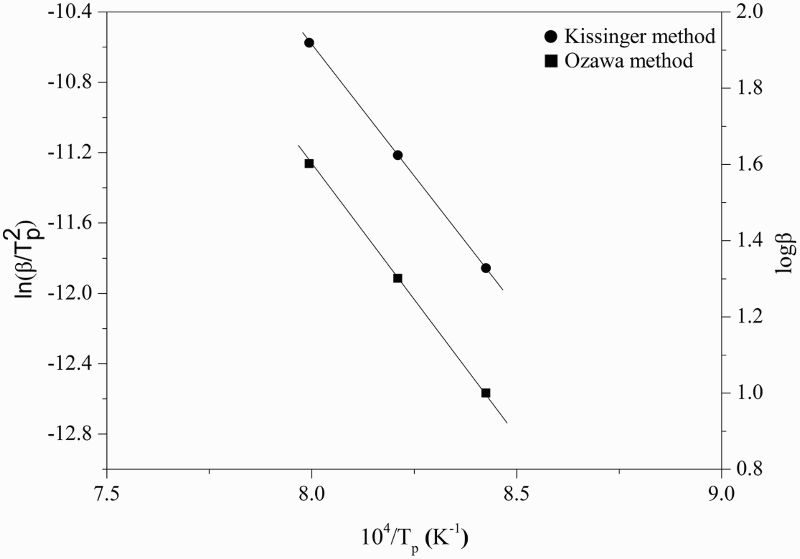
Kinetics analysis of intensive oxidation of Al–20Mg–2Zr alloy using Kissinger and Ozawa method
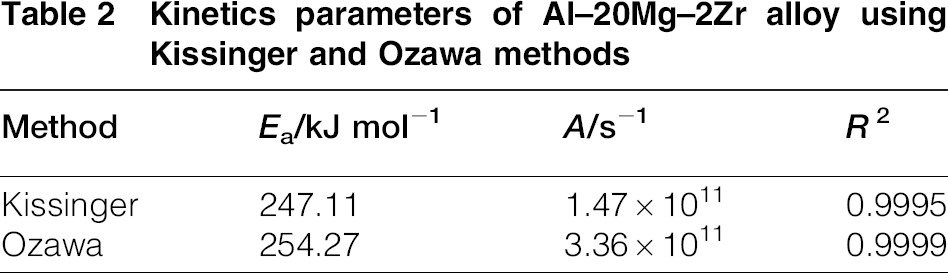
Kinetics parameters of Al–20Mg–2Zr alloy using Kissinger and Ozawa methods
Characterisation of oxidation process
The powder samples oxidised before and after the unique oxidation event were recovered to understand the oxidation process of Al–20Mg–2Zr powder. The unique exothermic peak occurred at 945°C at a heating rate of 20 K min− 1, so the powder samples were heated to 900 and 1000°C respectively. According to the conditions in the TG-DTA experiments, the samples were oxidised in O2 atmosphere at a rate of 20 K min− 1.
The XRD patterns of the oxidised samples at different temperatures are shown in Fig. 8. As shown in Fig. 8a, the main phases of the samples oxidised at 900°C are Al3Zr, Al3Mg2, MgO and Al. Weak peaks of Al2O3 are detected, showing partial oxidation of the samples. When the temperature elevates to 900°C, Al3Zr is unoxidised, and only a small part of Al and Al3Mg2 is oxidised to form Al2O3 and MgO films on the surface of the particles. For the samples oxidised at 1000°C, which is at the end of the oxidation, as shown in Fig. 8b, the products are MgAl2O4, Al2O3, MgO and ZrO2, indicating that the unique intensive oxidation is complete. A summary of phase analysis of Al–20Mg–2Zr alloy oxidised at different temperatures is shown in Table 3.
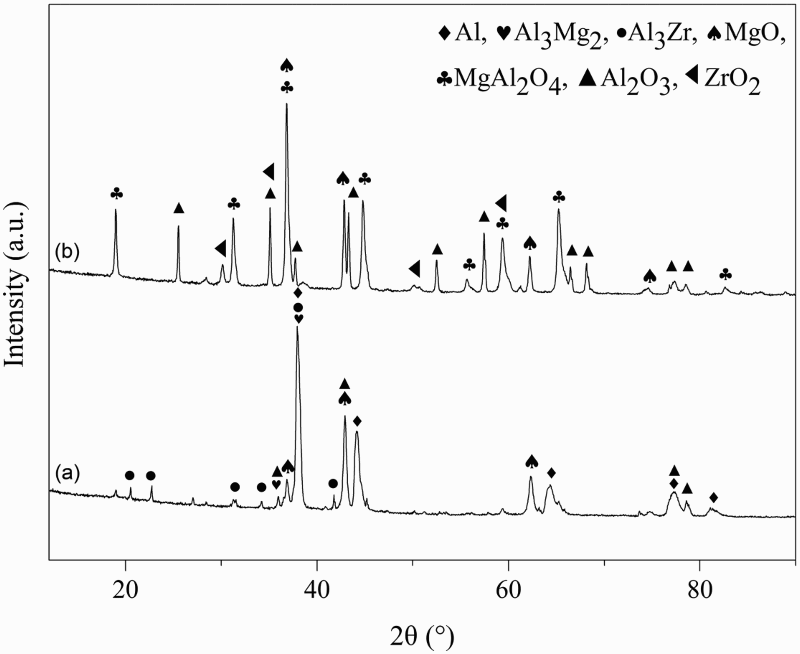
X-ray diffraction patterns of gas atomised Al–20Mg–2Zr powder oxidised at a 900°C and b 1000°C
Summary of phase analysis of Al–20Mg–2Zr alloy oxidised at different temperatures
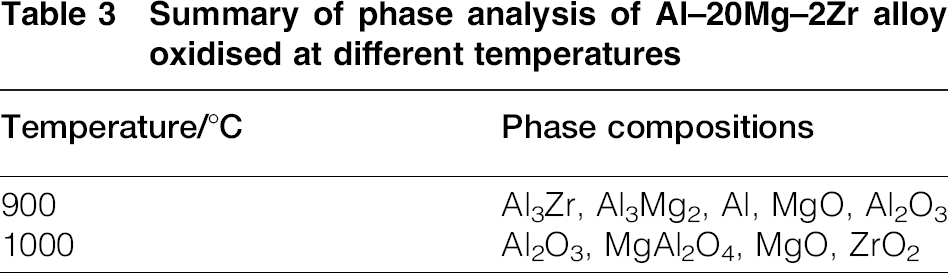
Figure 9 shows the cross-section morphology and surface morphology of Al–20Mg–2Zr powder oxidised at 900°C. It can be seen from Fig. 9a that the particle is still keeping a spherical shape, which reveals that only weak oxidation happens at 900°C. It can be seen from Fig. 9b that obvious changes have been taken place on the particle surface. A porous film is observed, which is beneficial to the diffusion of oxygen into the inner of particle. Additionally, the white phase (Al3Zr phase) shown in Fig. 9a appears near the particle surface, suggesting that the trend of the Al3Zr phase is to move to the surface at high temperature.
a cross-section images of quenched products; b surface image of quenched productsImages (SEM) of Al–20Mg–2Zr powder samples oxidised at 900°C
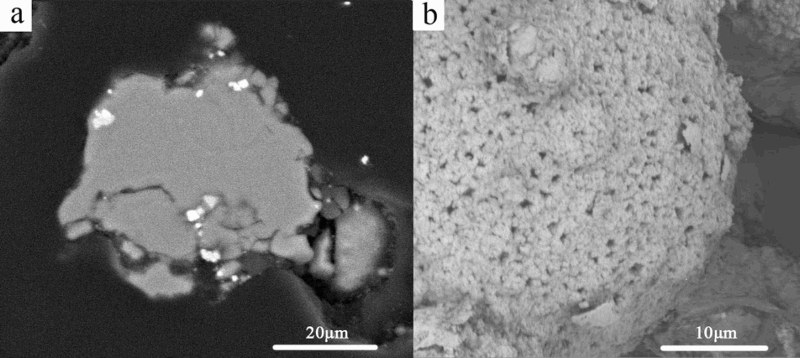
The SEM morphologies of oxidation products recovered at 1000°C in Fig. 10 show that the particles have been oxidised to crack completely after the reaction. Only broken shell remains, which indicates that the hollow shell may form before the unique oxidation temperature.
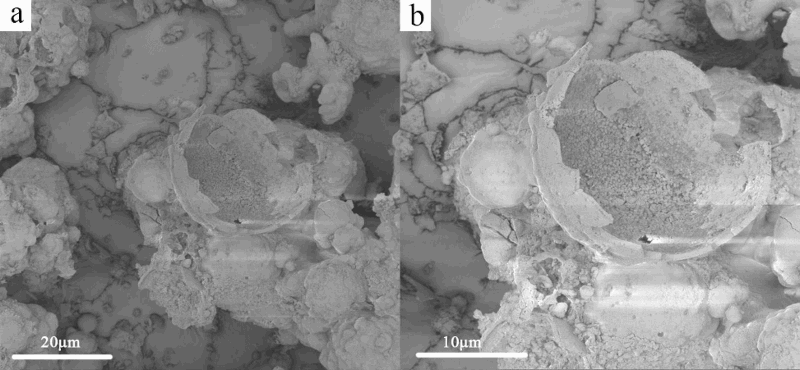
Images (SEM) of Al–20Mg–2Zr powder samples oxidised at 1000°C
Discussions
For Al–Mg mechanical alloys with Mg concentration < 30 wt-%, the paper 37 has reported that all Al–Mg mechanical alloys show a series of exothermic peaks between 250 and 400°C. However, for the gas atomised Al–20Mg–2Zr powder prepared by the CCGA, there is only a sharp exothermic peak. The differences between the Al–Mg–Zr system and mechanically alloyed Al–Mg system are the preparation method and the absence of Al3Zr phase. Mechanically alloyed powders contain metastable solid solutions, whereas the present gas atomised powders contain crystalline intermetallic phases. What is more, the morphologies and structures of powders prepared by the two methods are also different. These factors are thought to be responsible for the remarkably different thermal performance of the gas atomised Al–20Mg–2Zr powder. The current data show that the addition of Zr in Al–Mg powder can affect reactions of the alloy phases with oxygen and lead to intensive oxidation. According to the Al–Mg–Zr phase diagram, Al3Zr is the first solidification phase as nucleation core during the preparation of the powder; then, other molten alloy phases start to solidify and wrap Al3Zr core. The core–shell structure is obtained, which is demonstrated by both the results of XRD and SEM of the powder.
Recently, melt dispersion mechanism (MDM) has developed to describe the fast reaction of Al micro-scale particles covered by a thin oxide shell.38,39 The MDM for Al is that the volume change due to melting of Al induces pressures of 0.1–4 GPa and causes spallation of the oxide shell, which leads to an unloading wave within the liquid Al droplet and creates high tensile pressure. The tensile pressure disperses the Al droplet into small clusters, whose oxidation is not limited by diffusion. Thus, the MDM transforms single Al particles covered by oxide shell into hundreds or thousands smaller bare particles, which explains the drastic increase in particle reactivity.40,41 So far, this mechanism is mainly applied to the spherical Al, while it can also be applied to Al based composites and other metallic fuels under certain conditions. 42 Now, the mechanism is promoted in the present micrometre Al–20Mg–2Zr powder particles, as the traditional diffusive oxidation mechanism may not explain the violent oxidation reaction observed in Fig. 5a properly.
For a single particle of Al–20Mg–2Zr powder, thin films composed of Al2O3 and MgO would form on the particle surface. These thin oxide films protect the inner phases from being further oxidised, and the diffusion of oxygen into the core of Al–Mg–Zr particle does not happen at very low temperature. When the powder particles are oxidised at high temperature, Al3Mg2 and Al phases melt in the spherical particle, and the oxide films become rigid and thick. According to the results in Figs. 9 and 10, the hollow shell may form during the oxidation, similar to the oxidation of aluminium powder.
43
There are molten Al3Mg2, Al and solidified Al3Zr, which can flow freely in the interior of the particle. The oxide shell would become thicker due to the diffusion of oxygen through porous Mg oxides shown in Fig. 9b at higher temperature. With the increase in heating temperature, the powder sample will be overheated, and the temperature inner the particle increases dramatically. Heating can create significant internal stresses due to the difference in thermal expansion coefficient of Al–Mg and Al–Mg oxides. The internal stresses also increase greatly due to melting induced volume change. High pressure in the Al–Mg–Zr molten core is produced due to the large volume change and high oxide shell strength. Such high pressure leads to evaporation of Mg, which is beneficial to the ignition of the powder. When the temperature in experiments is above 900°C, the produced great compressive pressure in the Al–Mg–Zr core and high tensile stresses in the oxide shell are enough to cause fast fracture and spallation of the oxide shell. After spallation, the unbalanced pressure between the bare Al–Mg–Zr surface and internal alloy droplet creates an unloading wave, which disperses the molten alloy particle into a large number of fine alloy fragments. The oxidation of these fine bare Al–Mg–Zr fragments is not limited by diffusion. These fine particles contact with oxygen sufficiently, and the deflagration occurs. The reactions at this moment are as follows





The series of reactions (equation (4)–(8)) occur in a very short term, which are extremely exothermic. Such rapid exothermic chemical reactions can be supposed to proceed under quasi-adiabatic conditions in the small volume of the crucible. 46 In this case, the violent reactions and corresponding temperature increase in the sample lead to a limitation of heat dissipation and to ignite the powder definitely. Consequently, the unique phenomenon of the pulsed oxidation is observed in the DTA trace. Thus, it is valuable for the Al–20Mg–2Zr powder to be explored for application in energetic materials due to its superior oxidation behaviour. Furthermore, it is noted that the Al–20Mg–2Zr powder has smaller activation energy Ea than aluminium, which results to easy oxidation at high temperature. On the other hand, concentrated heat release in one intensive stage can avoid the heat dissipation. Therefore, the Al–20Mg–2Zr alloy has very high thermal reactivity. Moreover, because of its microsize with 24.5 μm, the powder can overcome the inherent drawbacks of nano-Al, such as easy oxidation at very low temperature and aggregation. Besides, it is as active as nano-Al. In conclusion, the Al–20Mg–2Zr powder can be one of the most promising materials applied in energetic formulations in future.
Conclusions
The Al–20Mg–2Zr alloy powder has been prepared by CCGA. The powder particles are highly spherical in shape, and the average size of the experimental powder is 24.5 μm. The powder is mainly composed of Al3Mg2, Al and Al3Zr. The Al–20Mg–2Zr alloy powder presents only one exothermic peak, and the peak is very sharp. No combustible phase is found after the oxidation, which indubitably indicates that the oxidation is complete. The activation energy Ea of the powder oxidation is determined as 247.11 kJ mol− 1 using the Kissinger method and 254.27 kJ mol− 1 using the Ozawa method. The frequency factor is ∼1.47 × 1011 s− 1 and 3.36 × 1011 s− 1 using the Kissinger and Ozawa methods respectively. The melt desperation oxidation mechanism transforms a single Al–20Mg–2Zr particle into large amounts of smaller bare particles, which explains the unique pulse doxidation of Al–20Mg–2Zr powder. The Al–20Mg–2Zr alloy powder can be one of the most prospective materials applied in energetic formulations due to its excellent thermal reactivity.
Footnotes
Acknowledgements
The authors gratefully acknowledge the financial support by NSAF, the Self-Determined and Innovative Research Funds of HUST (grant no. 2013QN058) and the Open Project of the State Key Laboratory of Digital Manufacturing and Equipment Technology (project no. DMETKF2013009). The project is also supported by the National Natural Science Foundation of China Academy of Engineering Physics (U1530127).