
Abstract
Two wüstite samples were prepared from reagent grade hematite and Baharia iron ore sinter by a gaseous reduction with 50%CO–CO2 gas mixture at 1273 K. Both wüstite samples were isothermally reduced at 1173–1373 K by different ratios of CO/CO2/N2 which closely represent the coke gases in the blast furnace. The influences of temperature and gas composition on the reduction behaviour and the morphology were investigated. The reduction rate of both wüstite samples increased gradually with increasing reaction temperature and also by increasing the CO concentration in the reducing gas mixture. The apparent activation energy values were calculated and correlated with the gas–solid reaction formulations to elucidate the corresponding mechanism at both early and final reduction stages. The reduction rate of pure wüstite samples is most likely controlled by the combined effect of chemical reaction and gaseous diffusion mechanisms while the reduction rate of wüstite from iron ore sinter is most likely controlled by interfacial chemical reaction mechanism.
Introduction
The main method for production of metallic iron is the traditional blast furnace process. The process is directly related to many critical factors of iron and steel industry such as energy, resources and environment. The growing of the industrial necessities requires a serious attention to develop economically viable and environmentally friendly processes. On the high temperature region of blast furnace the final reduction step from the wüstite (FeO) phase to iron (Fe) depends on the direct reduction with solid carbon which is considered as one of the main factors for CO2 evolution in the blast furnace. Enhancing the wüstite reducibility before the high temperature region will decrease the coke gasification and thus decreases the evolved CO2. Accordingly the wüstite reduction behaviour on this area should be thoroughly investigated.
The wüstite–iron reduction step is the most important subprocess in the course of hematite conversion to metallic iron (Fe2O3–Fe3O4–FexO–Fe). This step is greatly affected by the initial specifications of the pellets (chemical composition, porosity and microstructure), firing conditions (temperature and time) and reduction conditions (temperature, type of reduction gas, partial pressure and flowrate).
The wüstite reduction rate and its kinetics were studied in many investigations using different starting material shapes and different reducing agents. The reduction of wüstite compacts with CO gas at 1073–1373 K was previously studied (Cox and Sale, 1974). It was found that the rate of wüstite reduction increased with increasing reduction temperature. Also, as the reduction preceded the outer product layer begins to sinter and most of the surface pores are closed and the access of the reducing gas to the inner layers of oxide is hindered. Therefore, the later reduction stages were controlled by the gas diffusion to the wüstite/metal interface. Also, using the pure CO gas Yang et al. (1994) discussed the wüstite reduction at 1618 and 1678 K. They found that the apparent reduction rate was proportional to CO partial pressure and to the 0·79th power of the total gas flowrate at 1618 K while to the 1·59th power of the total gas flowrate at 1678 K.
The behaviour of the wüstite pellets during the reduction with hydrogen gas was investigated by Khodak et al. (1989) whereas El-Geassy (1999) studied the reduction of the wüstite micropellets with H2, CO and H2–CO. It was found that in reduction with H2, H2–CO the formed metallic iron is nucleated over much area with a high reduction rate compared to that when pure CO is used. That is in using the CO an incubation period is noticed which delayed the reduction at the initial stages. The wüstite reduction using hydrogen was studied by Coombs and Munir (1990). It was indicated that during the reduction of wüstite powder by H2 below 530°C, the reaction proceeded according to FeO+H2 = Fe+H2O. While below that it passes through 4FeO = Fe+Fe3O4 and Fe+Fe3O4+4H2 = 4Fe+4H2O. On the other hand using solid carbon as a reducing agent was investigated by Yusfin et al. (1992) through the reduction of wüstite briquettes and powder. They observed that the reduction proceeded from the surface to the core of the samples producing a limited amount of iron particles. Nicolle and Rist (1979) studied the mechanism of metallic iron formation in wüstite reduction. The study takes into account the simultaneous effects of the chemical reaction at the surface and of iron transport in the bulk, which result in an accumulation of iron in the supersaturated wüstite. The investigators stated that the overall reduction process may be divided into three mechanisms, which are pure diffusion control to form a dense layer of iron, pure chemical control to form metallic whisker and mixed control to form metallic iron with conical shapes.
Since the actual reaction mechanism contains complex steps and it is not fully covered in the previous research work, many investigations are still directed to handle the reduction of this non-stoichiometric oxide and factors affecting it (Bahgat et al., 2005a, 2005b, 2007, 2008, 2009; Abedl Halim et al., 2009).
The Egyptian iron ores of El-Baharia Oasis is the main feedstock for the four blast furnaces of the Egyptian Iron and Steel Co. (Helwan, Egypt). In the present investigation the comparative reduction behaviour of synthesised pure chemical wüstite and wüstite prepared from Baharia iron ore sinter was studied using CO–CO2–N2 gas mixture at 1173–1373 K.
Experimental
In the present study, two different types of wüstite samples were used for the experiments. One is the pure chemical sample that is taken as a reference and the other is made of sinter of Baharia iron ore. The pure wüstite samples were prepared by the reduction of pure hematite. A reagent grade hematite powder (99·9%) was compacted in a cylinder shape. These compacts were sintered at 1473 K in air for 86 400 s. After that the sintered compacts were crushed and reduced to wüstite using a CO–CO2 gas mixture at a ratio of 1∶1 in a total flowrate of 1 L min−1 at 1273 K. Owing to the non-stoichiometric characteristic of the wüstite, the reaction was extended, after the initial reduction, for ∼21 600 s to assure the homogeneous structure distribution of the cation vacancies and holes on the formed wüstite. Pure wüstite powders were compacted into briquettes of ∼0·001 kg weight, 0·007 m diameter and 0·005 m height.
For preparation of the other sample, Baharia iron ore sinter was delivered from the Egyptian Iron and Steel Co. in Helwan, Egypt. The chemical analysis of this sinter as received from the company is 51Fe–9·8SiO2–9·92CaO–15·44FeO–1·75MgO–1·01Ba wt-%. The sinter samples were crushed and reduced to wüstite using a CO–CO2 gas mixture at a ratio of 1∶1 in a total flowrate of 1 L min−1 at 1273 K.
The prepared wüstite samples were then reduced in thermogravimetric apparatus at 1173–1373 K using CO–CO2–N2 gas mixture. The reduction assembly and gas flow system used in this study were previously mentioned (El-Geassy et al., 2000). The course of reduction was followed up by measuring the weight loss as a function of time under controlled conditions of temperature and gas composition. For each reduction experiment, the furnace was heated up to the required reduction temperature, and then the sample was weighed and placed in a platinum wire basket. The sample was then gradually introduced into the furnace so as to avoid thermal shock cracking and positioned in the middle of the furnace constant hot zone. First, nitrogen at a flowrate of 1 L min−1 was introduced. Then after the sample soaking for 600 s at the reduction temperature, the reducing gas mixture at a flowrate of 1 L min−1 was introduced. The weight loss resulted from oxygen removal from the briquettes was recorded with time at intervals. At the end of the experiment, the basket with the reduced briquettes was removed and dropped by releasing its suspension wire from the balance into a conical flask containing acetone to prevent pyrophoricity of the reduced sample.
The fired and reduced samples were examined with the aid of a reflected light microscope (Meiji CK 3900), a scanning electron microscope (JEOL, JSM-5410), X-ray diffraction (XRD) analysis ((JSX-60P JEOL diffractometer with a copper target) and pore size distribution (Micromeritics Pore Sizer 9320).
Results and Discussion
Characterisation of prepared wüstite samples
The annealed pure wüstite compacts and those prepared from Baharia sinter were characterised with XRD analysis. Wüstite phase clearly appeared in XRD charts but in the case of sinter samples it was accompanied by other phases appeared such as ferrobustamite [(Ca0·5Fe0·5)SiO3] and Ca2SiO4 due to the presence of impurities in the ore. From XRD analysis the average crystalline size was calculated using the diffraction peaks from Scherer's formula as shown below

It was found that the crystalline size increases from 85·4 nm for pure wüstite to 92 nm for wüstite prepared from sinter. Also it can be observed that the total porosity of annealed pure wüstite is 37·28% but for wüstite prepared from sinter of Baharia iron ore is 34·76%. Figure 1 shows the relation between the incremental pore volume and the pore diameter for annealed pure wüstite compacts and those prepared from sinter of Baharia iron ore. It can be noticed that the pore size distribution in pure wüstite compacts and those prepared from Baharia iron ore mainly ranged between 1–4 and 0·005–0·03 μm. Pure wüstite compacts have a higher number of large pores whereas wüstite prepared from Baharia iron ore has a higher number of small pores.
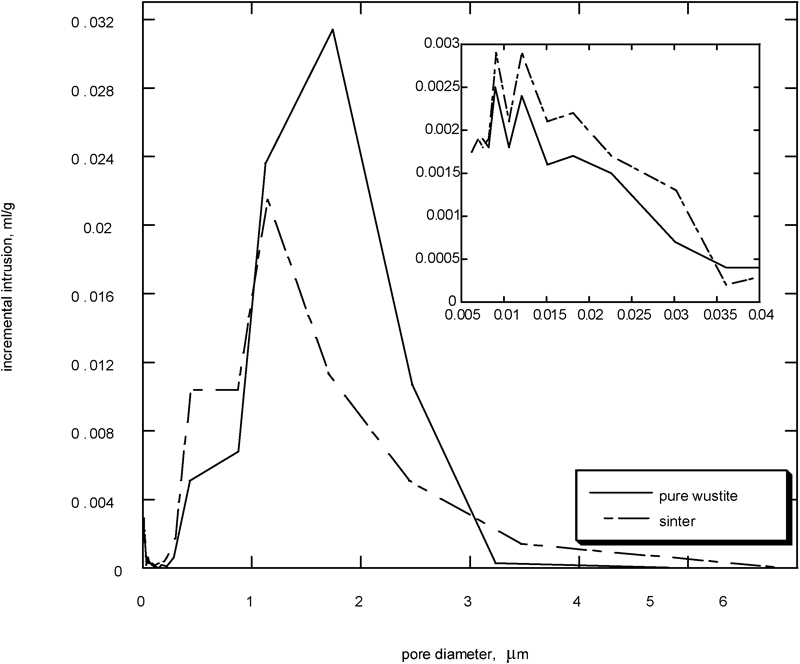
Relation between incremental intrusion volume and pore diameter for annealed pure wüstite and those prepared from sinter of Baharia iron ore
From an optical microscope, the microstructure of pure wüstite compacts is a matrix of globular wüstite grains forming a relatively less dense structure with homogeneously distributed macro- and micropores. On the other hand, the microstructure of wüstite prepared from sinter showed some changes compared to the pure one as the grains tended to be larger and connected to each other. Also the pores are connected to each other to give larger macropores with denser wüstite grains relative to the pure one.
Reduction behaviour of wüstite samples
Both wüstite samples (pure and those from iron ore sinter) were isothermally reduced by different ratios of CO/CO2/N2 (Table 1) which closely represent the coke gases in the blast furnace at the temperature range 1173–1373 K using the thermogravimetric technique. The reduced samples were characterised by XRD. It was found that the wüstite is reduced gradually to metallic iron. The influence of reduction temperature and reducing gases composition on the reduction behaviour and structural characteristics of the reduced products was studied in order to elucidate the kinetics and mechanisms of reduction.
Various gas compositions applied for isothermal reduction of wüstite samples
Effect of temperature
Pure samples
The isothermal reduction curves of pure wüstite compacts reduced by CO/(CO+CO2) = 1 and 0·77 at 1173–1373 K are given in Fig. 2. For each single reduction curve, the rate of reduction was highest at the early stages and decreased as the reduction proceeded until the end of reduction. The rate of reduction of pure wüstite was increased by increasing the reduction temperature for all percentages of reducing gases.
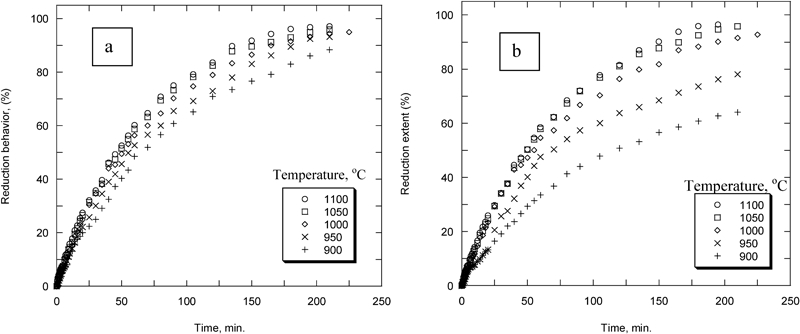
Effect of reduction temperature on reduction behaviour of pure wüstite reduced by gas ratio a 1 and b 0·77
Reduction of pure wüstite by CO/(CO+CO2) = 1, 0·88 and 0·77 at 1173 K was not complete and stopped at about 85, 75 and 62% reduction extent respectively. Also the reduction of pure wüstite samples by CO/(CO+CO2) = 0·88 and 0·77 at 1223 K stopped at 82 and 75% reduction extent respectively. This phenomenon is due to decreasing the rate of reduction by decreasing temperature. Figure 3 shows the microstructure for pure compacts reduced at 1223 K by CO/(CO+CO2) = 0·77. It was observed that metallic grains were formed in presence of unreduced wüstite grains and a large number of connected macropores. At higher reduction temperatures 1323 and 1373 K, the reduction mainly came to its completion. Figure 4 shows the microstructure for pure compacts reduced by CO/(CO+CO2) = 1. It was found that metallic iron is homogenously distributed in structure with a large number of macro- and micropores which allowed for a good access of reducing gas to wüstite grains. Relatively dense structures with coalescence and sintering effect are observed.
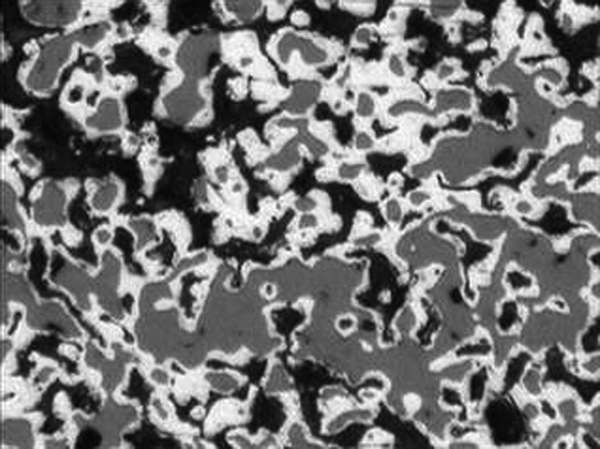
Photomicrograph of pure wüstite reduced at 1223 K by CO/(CO+CO2) = 0·77 ×400
Photomicrograph of pure wüstite reduced at 1323 K by CO/(CO+CO2) = 1 ×200
The total porosity increases after reduction of pure wüstite to 44·66, 51·93 and 54·14% for compacts reduced by CO/(CO+CO2) = 1 at 1223, 1273 and 1373 K respectively. The relation between the incremental pore volume and the pore diameter for annealed pure wüstite compacts and other samples reduced by CO/(CO+CO2) = 1 at 1223, 1273 and 1373 K showed that the pore size distribution range increased from 1–3 μm for annealed pure wüstite compacts to 1–7 μm for reduced compacts with a considerable increase in the incremental intrusion value that reflects increasing size and number of pores. On the other hand micropores ranged between 0·005 and 0·03 μm for all samples.
Samples from iron ore sinter
The isothermal reduction curves of wüstite from iron ore sinter reduced by CO/(CO+CO2) = 0·88 at 1173–1373 K are given in Fig. 5. The rate of reduction was highest at the early stages and decreased as reduction proceeded until the end of reduction and the rate of reduction increased by increasing the reduction temperature. Reduction of wüstite from iron ore sinter by CO/(CO+CO2) = 0·88 at 1173–1373 K was not complete and stopped at about 59–73% whereas the reduction extent decreased by decreasing the reduction temperature.
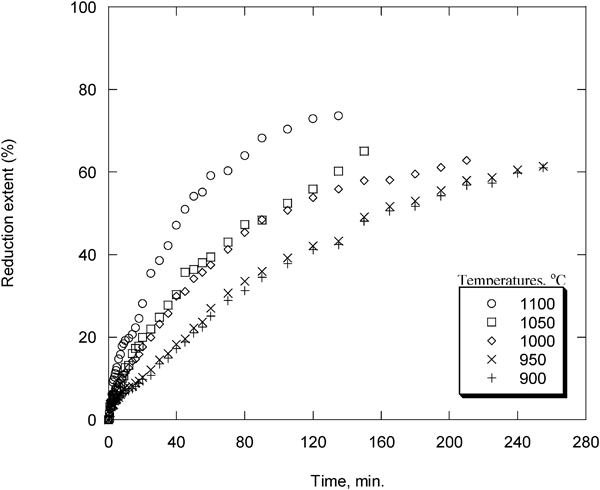
Effect of reduction temperature on reduction behaviour of wüstite from iron ore sinter reduced by CO/(CO+CO2) = 0·88
The total porosity increases after reduction to 51·66 and 60·93% for samples reduced by CO/(CO+CO2) = 0·88 at 1373 and 1273 K respectively. Figure 6 shows the relation between the incremental pore volume and the pore diameter for wüstite from iron ore sinter reduced by CO/(CO+CO2) = 0·88 at 1273 and 1373 K. It can be noticed that the pore size distribution mainly ranged between 0·5–17 and 0·005–0·03 μm for both samples while the samples reduced at 1273 K have a higher number of pores with sizes over 5 μm. The scanning electron micrographs of wüstite from iron ore sinter reduced by CO/(CO+CO2) = 0·88 at 1373 and 1273 K are shown in Fig. 7. It can be seen that by decreasing reduction temperature from 1373 and 1273 K the rate of reduction decreased that leads to whiskers formation with increase in porosity and pore size distribution in samples reduced at 1273 K. On the other hand at 1373 K there are some necks in the sample which is an indicator to whisker formation, but the higher reduction rate prevented the complete whisker formation and densification was clearly observed compared to samples at 1273 K.
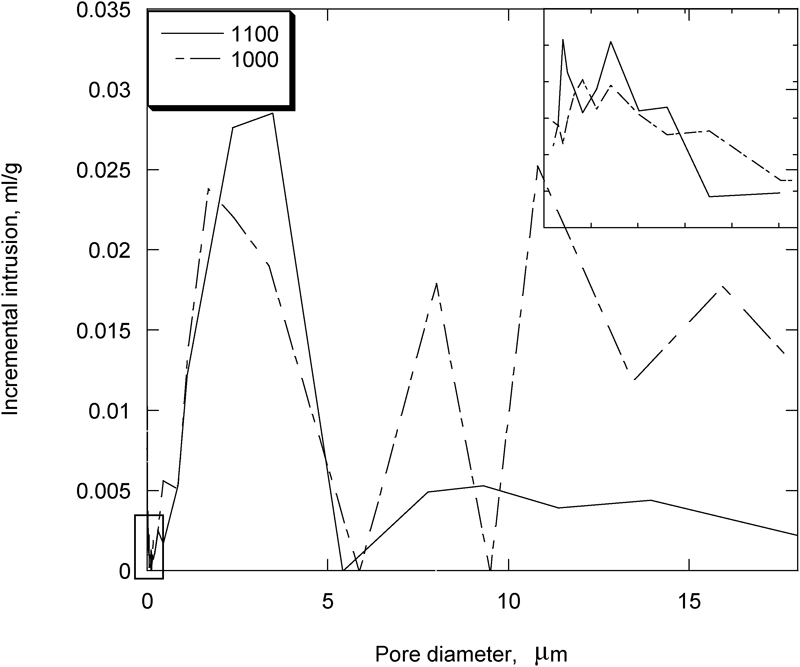
Relation between incremental intrusion volume and pore diameter for wüstite from iron ore sinter reduced by CO/(CO+CO2) = 0·88 at 1373 and 1273 K
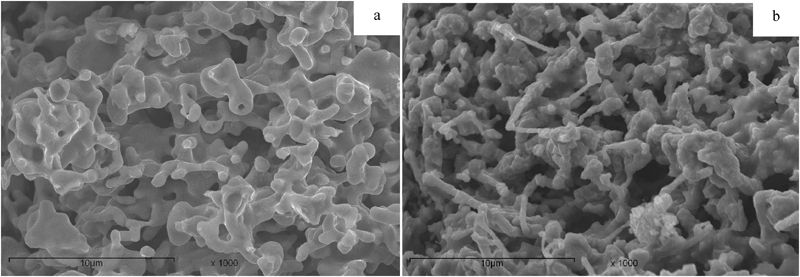
Images (SEM) of wüstite from iron ore sinter reduced by CO/(CO+CO2) = 0·88 at a 1373 K and b1273 K
The comparative reduction behaviour for pure wüstite and wüstite from iron ore sinter reduced by CO/(CO+CO2) = 0·88 at 1323 and 1173 K showed that the reduction rate of pure wüstite is greater than that from iron ore sinter at all stages of reduction either at high or low temperatures as expected.
Effect of reducing gas composition
Pure samples
The isothermal reduction curves of pure wüstite compacts reduced by CO/(CO+CO2) = 1, 0·88 and 0·77 at 1223 and 1373 K are given in Fig. 8. Generally it was found that the percentage of CO in the reducing gases had a significant effect on the reduction of wüstite. The reduction rate was increased by increasing the CO concentration in the reducing gas mixture both at high and low temperatures. The difference between reduction rates of various reduced samples was decreased by increasing reduction temperature.
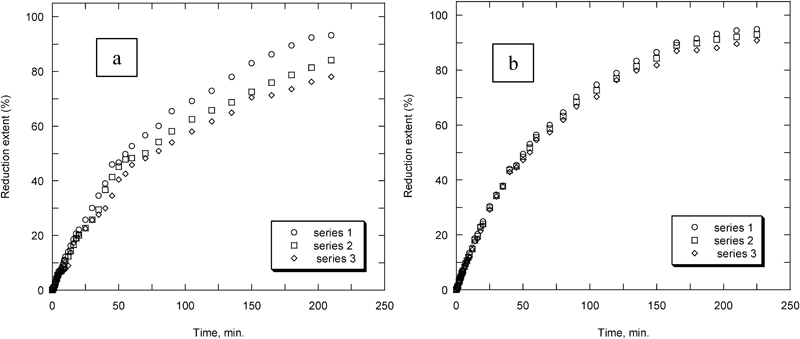
Effect of reducing gases ratio on reduction behaviour of wüstite at a 1223 K and b 1373 K: series 1–3 equivalent to CO/(CO+CO2) = 1, 0·88 and 0·77 respectively
The internal structures of different pure samples reduced by CO/(CO+CO2) = 1, 0·88 and 0·77 at constant temperatures are examined by SEM. It can be noticed that at a higher reaction temperature (1323 K) the produced metallic structure relatively becomes denser by decreasing the CO concentration from 1·0 to 0·77. This is also confirmed by the measured total porosity for reduced product at a higher temperature, which decreases from 54·14 to 42·8% by decreasing the percentage of CO gas from 100 to 77% respectively. This can be attributed to the relatively slower reaction rate with longer reaction time at a lower CO concentration. Figure 9 shows the relation between the incremental pore volume and the pore diameter for pure wüstite compacts reduced by CO/(CO+CO2) = 1 and 0·77 at 1373 K. It can be noticed that the pore size distribution mainly ranged between 1 and 7·5 μm for both types of compacts reduced at 1373 K, whereas micropores ranged between 0·005 and 0·035 μm. Also it can be indicated that relatively the samples reduced with the gas ratio 1 have slightly higher numbers of pores.
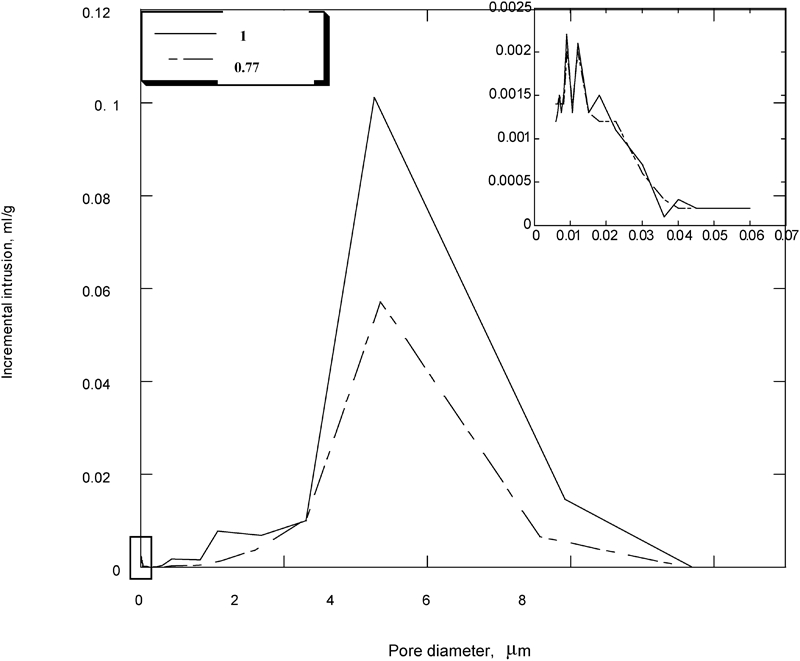
Relation between incremental intrusion volume and pore diameter for pure wüstite reduced by CO/(CO+CO2) = 1 and 0·77 at 1373 K
Samples from iron ore sinter
The isothermal reduction curves of wüstite samples from iron ore sinter reduced by CO/(CO+CO2) = 1, 0·88 and 0·77 at 1273 K are given in Fig. 10. Generally, it is clear that the percentage of CO in the reducing gases had a significant effect on the reduction of the samples. The reduction rate was decreased by decreasing the CO per cent in the reducing gas mixture; however, the reaction was not complete under all reaction conditions.
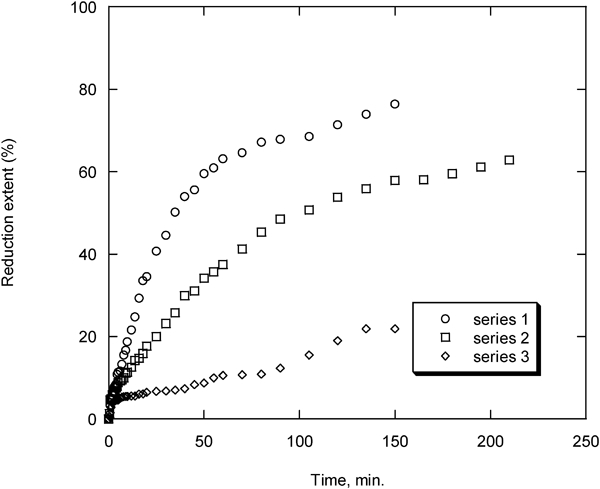
Effect of reducing gases percentage on reduction behaviour of wüstite from iron ore sinter at 1273 K: series 1–3 equivalent to CO/(CO+CO2) = 1, 0·88 and 0·77 respectively
The internal structures of different samples reduced by CO/(CO+CO2) = 1 and 0·88 at a constant temperature (1273 K) are examined by SEM as shown in Fig. 11. It can be noticed that the produced metallic iron had a dense structure at a higher CO concentration while at a lower CO concentration porous structure with metallic whisker are formed. The porosity measurement confirmed the above observations. The relation between the incremental pore volume and the pore diameter for wüstite from iron ore sinter reduced by CO/(CO+CO2) = 1 and 0·88 at 1273 K showed that the pore size distribution mainly ranged between 0·5 and 2·5 μm for samples reduced by CO/(CO+CO2) = 1, but for the gas ratio 0·88 the pore size distribution is quite wide whereas it is mainly ranged between 1 and 25 μm that reflected the presence of a great number of pores with various diameters. This is also confirmed by the measured total porosity values, which increase from 43·28 to 60·93% by decreasing reducing gas ratio from 1 to 0·88 respectively. The increase in porosity value is owing to the metallic whisker structure formation during reduction with a lower CO concentration.
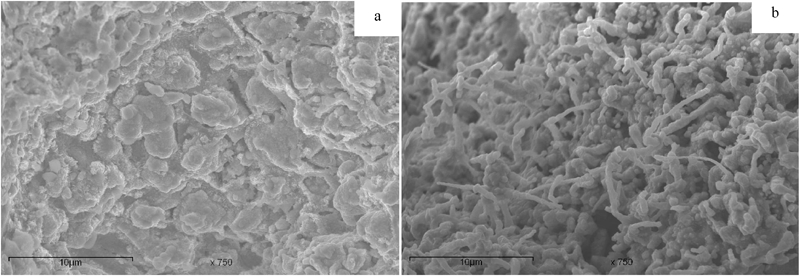
Images (SEM) of wüstite from iron ore sinter reduced at 1273 K by a CO/(CO+CO2) = 1 and b CO/(CO+CO2) = 0·88
Rate controlling steps and mechanisms of reduction
Pure samples
In order to predict the rate controlling mechanism at both the initial and final stages of reduction, the values of apparent activation energy Ea calculated from Arrhenius equation

The relationships between the logarithm of the rate of reduction (dr/dt) and the reciprocal of the absolute temperature 1/T (Arrhenius plot) are plotted at both initial (25%) and final (70%) reaction stages for pure wüstite samples.
From the obtained results, the apparent activation energy Ea is calculated at the initial and final stages as shown in Table 2.
Apparent activation energy Ea calculated at initial and final reduction stages for pure wüstite samples reduced by different ratios of reducing gas
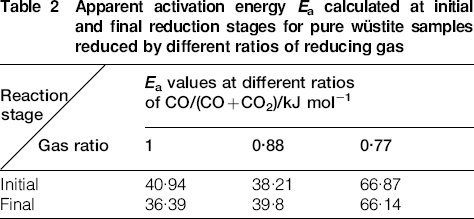
The values of activation energy indicate the type of mechanism (Nasr et al., 1995). The calculated activation energy values indicate that the reduction at both the initial and final stages for pure wüstite reduced by CO/(CO+CO2) = 1 and 0·88 are most likely controlled by combined effect of both gaseous diffusion and interfacial chemical reaction mechanisms while for pure wüstite reduced by CO/(CO+CO2) = 0·77 is most likely controlled by interfacial chemical reaction mechanism. It can be realised that at a high CO concentration (gas ratio is 1 and 0·88) the chemical reaction was relatively easier at the initial and final reduction stages that leads to a mixed contribution for the gas diffusion and interfacial chemical reaction on the controlling reaction mechanism. With decreasing CO concentration (gas ratio is 0·77) the chemical reaction becomes has more contribution on the controlling reaction mechanism at the initial and final stages.
In order to confirm the validity of the reduction mechanisms, the following mathematical formulations (equations (3)–(5)) derived by Szekely et al. (1976) were tested against the experimental results



By applying the different mathematical formulations derived from gas–solid reaction model, it was found that straight lines were obtained on applying the mixed control of the chemical reaction and gaseous diffusion mechanism at both the initial and final reaction stages of pure wüstite samples reduced by CO/(CO+CO2) = 1 and 0·88. Also straight lines were obtained on applying the chemical reaction mechanism at both the initial and final reaction stages of pure wüstite samples reduced by CO/(CO+CO2) = 0·77 as shown in Fig. 12. This was in good agreement with the controlling mechanisms suggested from that calculated of activation energy values at both initial and final reduction stages for all samples.
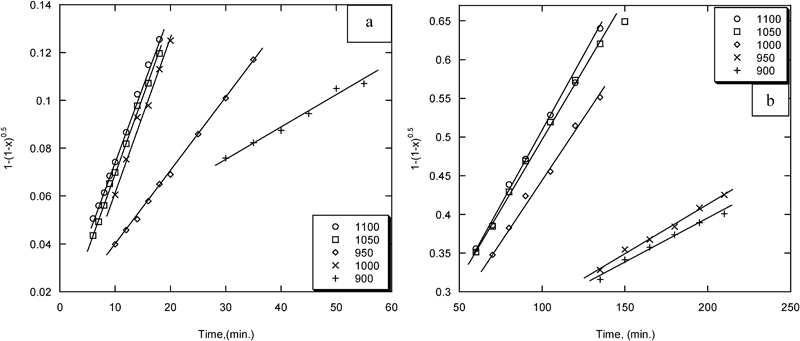
Application of control mathematical equation at a initial and b final reduction stages of pure wüstite reduced by CO/(CO+CO2) = 0·77
The microstructure of pure wüstite compacts partially reduced by CO/(CO+CO2) = 0·77 to 25 and 70% reduction extent at 1273 K was examined by a reflected light microscope. It was observed that the structure looks like very porous with the presence of micro- and macropores in homogeneous distribution either at the initial (25%) or final (70%) reaction stages. These observations confirm the concluded reaction controlling mechanisms by Ea calculations.
Samples from iron ore sinter
The apparent activation energy Ea is calculated from the relationships between the logarithm of the rate of reduction (dr/dt) and the reciprocal of the absolute temperature 1/T at both initial (20%) and final (60%) reaction stages for wüstite from iron ore sinter reduced by CO/(CO+CO2) = 0·88 as shown in Table 3.
Apparent activation energy Ea calculated at initial and final reduction stages for wüstite from iron ore sinter reduced by CO/(CO+CO2) = 0·88
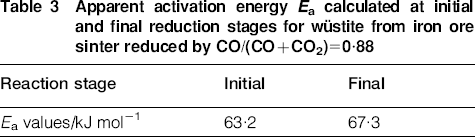
The values of activation energy indicate that the reduction at both the initial and final stages for wüstite from iron ore sinter reduced by CO/(CO+CO2) = 0·88 is most likely controlled by interfacial chemical reaction mechanism.
By applying the different mathematical formulations derived from gas–solid reaction model it was found that straight lines were obtained on applying the interfacial chemical reaction mechanism at both the initial and final reaction stages of wüstite samples reduced by CO/(CO+CO2) = 0·88 as shown in Fig. 13. This was in good agreement with the controlling mechanisms suggested from the calculated activation energy values at both the initial and final reduction stages.
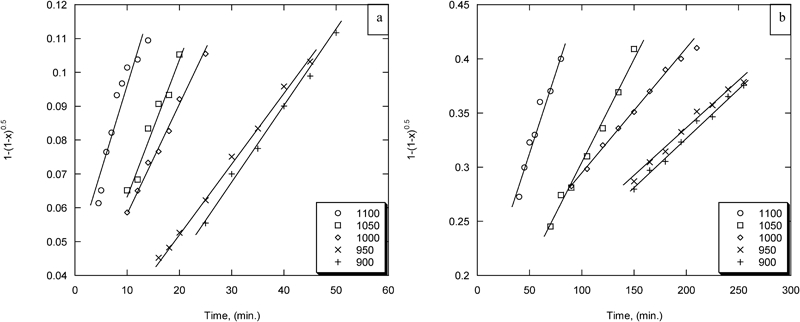
Application of control mathematical equation at both a initial and b final reduction stages of wüstite from iron ore sinter reduced by CO/(CO+CO2) = 0·88
The microstructure of wüstite from iron ore sinter partially reduced by CO/(CO+CO2) = 0·88 to 60% at 1273 K was examined by a reflected light microscope. It was observed that metallic iron grains are formed with the presence of many micro- and macropores in homogenous distribution forming porous structure which reflected the easier gas access in this sample. This microstructure confirms the concluded reaction mechanism from Ea values calculations.
The concluded mechanism (interfacial, chemical reaction) explained the SEM observation for whisker formation. During the metallic iron formation under pure chemical control, iron is fed to the nucleus down a very steep gradient which substantiates the extreme assumption that the rate of the transport mechanism is much higher than that of further reduction. Growth then takes place without any significant removal of oxygen around the nucleus under a condition which leaves it no other possibility than to grow outwards (Nicolle and Rist, 1979).
Conclusion
Wüstite samples (pure and those from iron ore sinter) were isothermally reduced at 1173–1373 K by different ratios of CO/CO2/N2 which closely represent the coke gases in the blast furnace.
The reduction rate of both wüstite samples increased gradually with increasing reaction temperature and also by increasing the CO concentration in the reducing gas mixture.
The reduction rate of pure wüstite is greater than that from iron ore sinter at all stages of reduction either at high or low temperatures.
Morphologically, at lower both temperature and CO concentration the produced metallic iron from pure wüstite had a denser structure while the metallic produced from wüstite of iron ore had a more porous structure with formation of metallic whisker.
The reduction rate of pure wüstite samples is most likely controlled by the combined effect of chemical reaction and gaseous diffusion mechanisms while the reduction rate of wüstite from iron ore sinter is most likely controlled by interfacial chemical reaction mechanism.
The presence of impurities in iron ore sinter had a significant effect during the wüstite reduction under various temperatures and reducing gas concentrations.
Footnotes
Acknowledgements
This work is fully supported by the Science and Technology Development Fund (STDF) (Cairo, Egypt) and is gratefully acknowledged.