
Abstract
The increased need for efficient material processing and efficient utilisation of more complex raw materials and the need for recycling or reusing byproduct and waste streams, are all increased challenges in material processing. To cope with these challenges, there is a need for new basic physical and thermodynamic data. The present paper gives four examples, as well as preliminary data, of areas where increased knowledge of fundamental parameters will increase the possibility for a sustainable extraction of metals. The examples include measurement of solubility of pure individual slag minerals, determination of distribution of leachable elements between different mineralogical phases in slag, influence of alumina on liquidus temperature of a copper slag and thermal diffusivity measurements in magnetite based iron ore pellets, all important in different ways to increase the sustainability of the respective materials involved.
Keywords
Introduction
Extraction of metals from primary as well as secondary raw materials should be done in a sustainable way, from both economical and environmental point of view. From a metallurgist’ way of looking at things, this can be achieved by a fundamental and practical knowledge of processes and understanding the reactions occurring within process units. By knowledge, process parameters can be adjusted to increase the resource efficiency, from which both industry and society will benefit. To find new solutions, develop processes and products and in addition develop models that can predict reactions, it is necessary to have accurate experimental data. Although today modelling has become a common tool for metallurgists, there is a need for fundamental experimental measurements. In the present paper, examples of research studies will be given which are based on experimental measurements complemented with theoretical modelling.
Variations in composition and quality of raw materials entering metallurgical plants will influence processes and products. Base metals, for example copper, lead and zinc, are often extracted from complex sulphide concentrates and from scrap of different kinds. Extraction and refining of metals from such raw materials are often carried out in integrated smelters in which several products are produced. Treating materials that vary in composition requires a good knowledge about reactions occurring and flexibility for an efficient operation. The distribution of impurity and value elements between different phases and slag chemistry are examples of important competence areas.
One of the most important phases in pyrometallurgical extraction of metals is the slag. Good slag praxis is a must for efficient smelting and converting processes, be it iron and steelmaking or base metals. The slag should form a separate melt phase that can be separated from metal phase, act as an insulator, bind gangue minerals and other impurity elements and in addition have or obtain such properties to enable it to be used as a product in, for example civil construction. To fulfil the requirement, the slag has to have certain physical and chemical properties, controlled by variations in composition and structure.
In 2007, the total amount of slag from steelmaking industry in Sweden reached ∼1 500 000 t. Only 43%, mostly blast furnace slag, was sold as external products and ∼35% was landfilled (Haase, 2009). The possibility of using slag as an external product in Sweden is limited due to the lack of rules and guidelines regarding testing and assessment of environmental performance. The technical and environmental obstacles for some slags in construction include volumetric expansion, disintegration and leaching of metals.
To optimise the metallurgical outcome and reduce the operating costs, slag's properties are of much interest for metal producers. Some examples of the properties that can be changed due to the alteration of the chemical composition are summarised below:
selectivity of the slag to attract undesirable elements without dissolution of valuable metals (Eric et al., 1994)
surface tension and density, which influence the slag/matte separation (Kim et al., 1998; Seetharaman et al., 2004)
liquidus temperature that can play an important role in flow characteristics, slag/matte separation and overall economy of the process (Eric, 2004; Kongoli et al., 2006; Kongoli and Yazawa, 2001; Zhao et al., 1999)
viscosity, which directly controls the fluidity and the level of attack against the furnace lining (Kim et al., 1998; Pilipchatin, 2003). In addition, viscosity governs many other characteristics such as heat and mass transfer (Kucharski et al., 1989; Seetharaman et al., 2005), kinetic of slag–metal reactions (Park et al., 2008; Viswanathan et al., 2001), thermal diffusivity and surface and interface tension (Seetharaman et al., 2004), and separation of copper from slag (Han et al., 2003).
The dominating process for ironmaking is the blast furnace. The raw material, iron oxides, coke and slag formers, charged from the top of the blast furnace must be in the form of agglomerates. The Swedish blast furnaces are run to 100% on iron ore pellets. The quality of the pellets will influence slag formation, dust generation, energy consumption and CO2 generation. For an energy and CO2 efficient ironmaking process, the quality of the pellets plays a significant role. Iron ore pellets are produced through agglomeration to a ‘green pellet’ which then is sintered and oxidised in, for example a grate kiln. During the induration of magnetite based iron ore pellets, the green pellets are first dried in two drying zones. When leaving these zones, the temperature in the pellet bed varies from 250°C to still humid pellets. After drying, the pellets enter the temperature preheat zone and subsequently the preheat zone, where most of the oxidation of magnetite to hematite takes place. The temperature of the gas in the end of the zone is ∼1200°C. After this, the pellets are sintered in the kiln, and the oxidation taking place earlier contributes to a large part of the energy required for sintering. In order to optimise the metallurgical and environmental performance of the process as well as to control the quality of the pellet, it is essential to be able to understand and possibly model the mass and heat transfer in the process. Knowledge of the heat conductivity through a pellet bed and in the pellet and the effect on oxidation kinetics and mechanisms becomes thus important.
Fundamental research – slag chemistry
Control of chromium leaching from steelmaking slag
The solubility of chromium, is today, considered to be the biggest problem when it comes to leaching of metals from steelmaking slag. Numerous studies have been conducted, aiming at resolving the chromium problem. However, there is still a gap in the knowledge regarding a thorough explanation of the reactions taking place in the solidified slag when in contact with water. According to Romera et al. (2000), the leaching from steel slags is most likely characterised as a surface reaction, followed by a solid–solid diffusion process, in order to retain the equilibrium in the materials. The aim of the following chapter is to highlight the importance of fundamental research in order to understand and eventually begin to solve the problems related to chromium. To highlight the complex chromium leaching behaviour, two types of electric arc furnace (EAF) slag (low alloyed and stainless steel slag) will be discussed.
Slag as product for civil engineering – EAF slag
In Sweden, two main types of EAF slag are produced: slag from carbon steel manufacturing and from stainless steel production.
Electric arc furnace slag which originates from carbon steel manufacturing usually has a high content of iron oxides, 1–4 wt-% chromium oxide and a basicity B2 (CaO/SiO2) around 2·5. According to Fig. 1 (point 1), typical minerals in the slag are dicalcium silicate (Ca2SiO4), periclase (MgO) and, beyond the scope of Fig. 1, wustite (FeO). Electric arc furnace slag generated from the production of stainless steel has a much lower content of iron oxides compared with carbon steel EAF slag. Furthermore, stainless steel slag contains 3–7 wt-% chromium oxide and has a basicity B2 around 1·5. According to Fig. 1 (point 2), typical minerals in this slag are merwinite (Ca3MgSi2O8) and Akermanite (Ca2MgSi2O7).
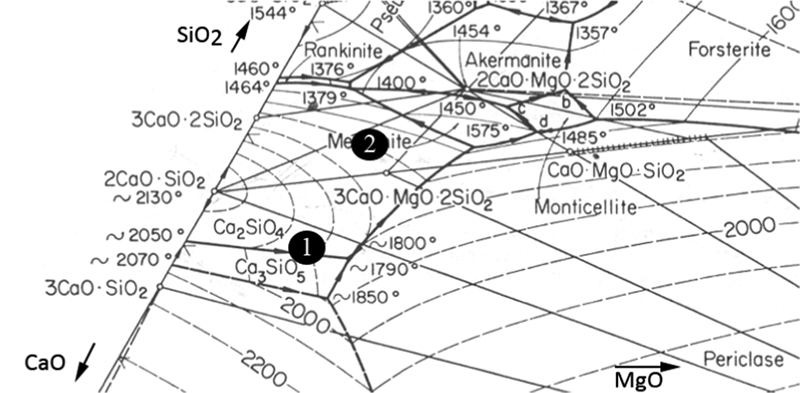
Ternary system CaO–SiO2–MgO (Levin et al., 1964)
To be able to explain the leaching mechanism of chromium, it is necessary to understand: in which minerals is chromium enriched; if these chromium rich minerals are soluble or not; and how the solubility is affected by changes in pH.
Distribution of chromium
There is a lack of data available concerning the chromium distribution in different slag minerals. Only a few studies focusing on this question have been conducted. However, it can be concluded that factors such as basicity (B2), metal oxide content (MgO and FeO) as well as gas phase conditions are of major importance. One chromium rich mineral that often is discussed and described in the literature is a solid solution spinel mineral rich in chromium. Leaching is believed to be limited substantially when chromium is contained in a spinel. Studies focusing on the formation of spinel have shown that a high content of Al2O3, FeO and MgO in the slag is positive for the formation of spinel (Durinck et al., 2008; Kühn and Mudersbach, 2004). Spinels rich in chromium are known to be more easily formed in low basicity (B2) EAF slag (stainless steel) compared with high basicity EAF slag (carbon steel). As the basicity increases, free periclase is introduced in the slag system (see Fig. 1). According to Fig. 2, this behaviour introduces an alternative way for chromium to crystallise, namely as a magnesium oxide type solid solution.
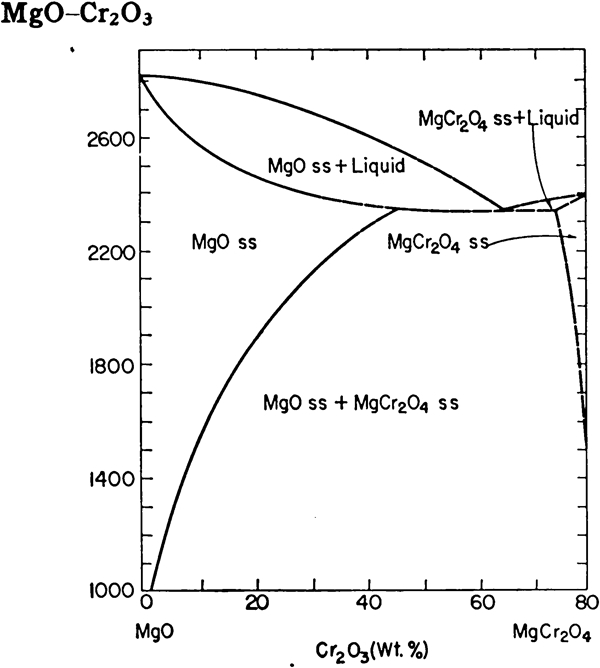
System MgO–MgCr2O4 (Kim et al., 1998)
Measurements performed by authors of this paper have shown that the concentration of chromium in the magnesium oxide type solid solution can be as high as 8%, which according to Fig. 2 corresponds to a saturation temperature around 1550°C.
Furthermore, initial studies performed by Durinck (2008) using microprobe equipment have shown that chromium may dissolve in bredigite (Ca7MgSi4O16), merwinite and wollastonite (CaSiO3), but in much lower amounts (0·4–1%).
Solubility of individual slag minerals
No data regarding the solubility of individual slag minerals and their dependence of pH have ever been published in the literature to our knowledge. In 2008, a project financed by the Swedish steel industry (Jernkontoret) and Vinnova was initiated. One of the aims of this project was to investigate how separate synthesised slag minerals behave when reacting with water. Seven common slag minerals were synthesised, by mixing ultra pure chemicals and thereafter heat treating in oxidising atmosphere. In order to determine the rate of reaction for each of the synthesised minerals, titration using HNO3 and a constant particle size distribution (20–38 μm) was used. The reaction rate was investigated at three different pH levels: 4, 7 and 10. According to Fig. 3, preliminary results show that there are large differences between the reaction rates of different minerals. As seen in Fig. 3, the dicalcium silicate phase reacts instantly while the merwinite dissolves much slower. To control the chromium leaching from slags, it is important that the enrichment of chromium occurs in a mineral that reacts extremely slowly or preferably not at all.
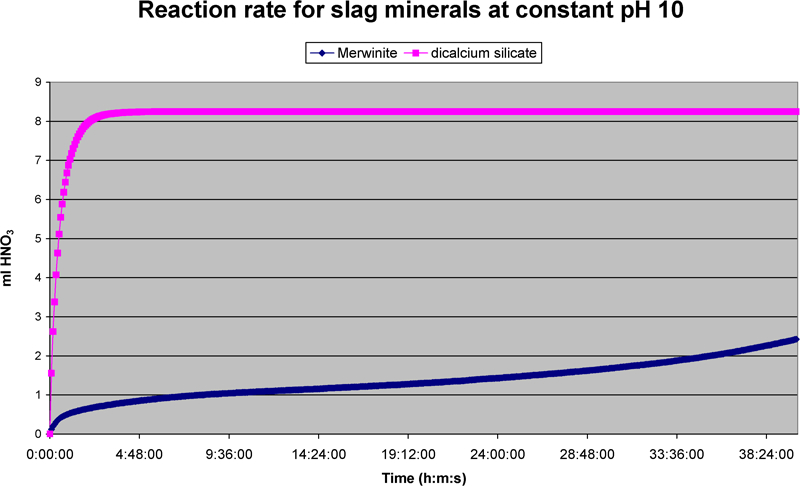
Rate of reaction of merwinite and dicalcium silicate at constant pH 10
In conclusion, the question of having a slag that does not leach chromium is far from over. More fundamental measurements must be conducted, both in the field of chromium distribution and the solubility of individual minerals at different pH values.
Influence of alumina on liquidus temperature of copper slag
Alumina (Al2O3) is one of the impurities found in some types of slag, e.g. copper smelting slag. A change in alumina content in the slag will affect the mineralogy, liquidus temperature and viscosity. This will in turn affect the flow characteristics, separation of phases and operating cost.
The determination of properties such as liquidus temperature in industrial slag is often not straightforward but a challenge for researchers. In a current study by the authors of the present paper, the influence of alumina content in slag from a copper smelter, ‘fayalite slag’, has been studied with the aim to determine the change in mineralogy and melting/solidification properties. Experimental studies were conducted on different mixtures of slag and alumina.
The mineralogy of different mixtures of slag and alumina was determined by using scanning electron microscopy and X-ray diffraction analysis after remelting the samples under controlled conditions using a NETZSCH STA 409C furnace. The major crystalline phases of all samples studied were fayalite, augite [Ca(Fe, Mg)Si2O6] based solid solution and spinel solid solution. The addition of alumina increased the amount of spinels and changed the composition from iron to aluminium rich spinels (see Fig. 4). A new phase, anorthite (CaAl2Si2O8), was formed with higher addition of alumina.
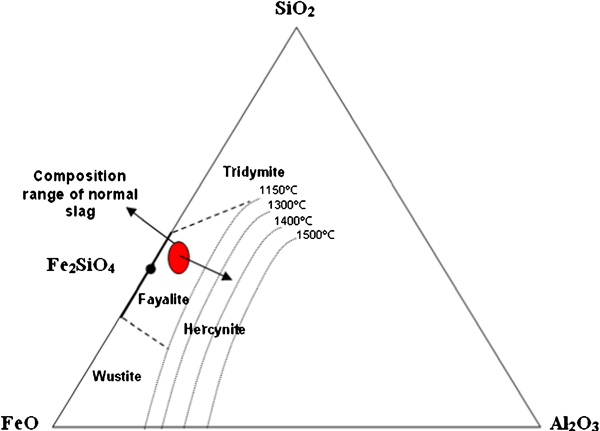
Schematic pseudo ternary phase diagram of ‘FeO’–Al2O3–SiO2 system
To investigate the influence of alumina on the liquidus temperature, the different mixtures of alumina and slag were remelted and grinded to achieve a homogenous sample. The grinded materials were placed in a Pt/Rh sample pan, and analysed in a calibrated differential scanning calorimeter, NETZSCH STA 409C furnace, where 99·9% α-alumina was used as the reference material. The instrument records, simultaneously, thermogravimetry and differential scanning calorimetry analyses.
The evaluation of the results shows that the melting and solidification of this type of slag are complex. The addition of alumina does influence the liquidus temperature and melting/solidification behaviour of the slag. To complement the studies, viscosity measurements will be important and are planned for.
Thermal diffusivity measurements in magnetite based iron ore pellets
The heat conductivity through a pellet bed is important and affects the oxidation kinetics and mechanisms which in turn affect the design of induration equipment and final pellet quality. To assess the thermal properties of a pellet bed, the heat conductivity through a single pellet is first to be determined. An iron ore pellet varies in both composition and porosity during the actual induration process. Consequently relevant data that can tell the actual heat conductivity in a real pellet during the process are necessary to be able to model a pellet bed.
Heat conductivity can be measured by inserting thermocouples in an actual sample, heating the sample and measuring the temperature development over time. The main problem lies in the attachment of the thermocouple and assuring good contact with the sample. Determination of heat conductivity at higher temperatures in hematite pellets by insertion of thermocouples has been performed (Sundarmurti and Rao, 1996, 2002; Watts and Wright, 1982). In these studies, the insertion of the thermocouples was done by drilling holes in the pellet, inserting the thermocouple, filling the hole with hematite powder and drying the sample at relatively high temperatures.
The laser flash technique was first developed in the 1960 by Parker and co-workers (1961). In the technique, a small cylindrical sample is exposed to a short laser beam on the surface, the energy is absorbed and transported through the sample as heat energy and the temperature–time development is measured by an IR detector on the backside of the sample. The thermal diffusivity can then be determined using the half time method


So far, the thermal conductivity in magnetite based pellets has not been determined and in the current work the thermal diffusivity, at different temperatures, in magnetite based pellets was determined with the laser flash technique.
Method and material
Cylindrical samples with a diameter of ∼10 mm and a thickness of 2 mm were prepared from three different pellets: a green magnetite pellet, a pellet oxidised to 48% and a pellet oxidised to 75%. The thermal diffusivity measurement was performed in inert atmosphere at room temperature, 200, 600, 800 and 1000°C. For the measurement, a Sinku-Rico flash unit (model T-7000H/MELT) was used.
Results and Discussion
Figure 5 shows the thermal diffusivity for all three pellets measured in the current study. At room temperature, the difference in diffusivity is the largest. The diffusivity at room temperature is the largest for the sample that was the most oxidised and hence also the most sintered. When the temperature increases, the diffusivity decreases; the largest decrease is for the sample that is the most sintered. At higher temperatures (>600°C), the diffusivity values for the three different pellets become more similar. The decrease in diffusivity is caused by the increase in resistivity with increasing temperature. The green pellet, having a very high porosity, will show a low diffusivity already at room temperature and hence the effect of resistivity will not be that legible.
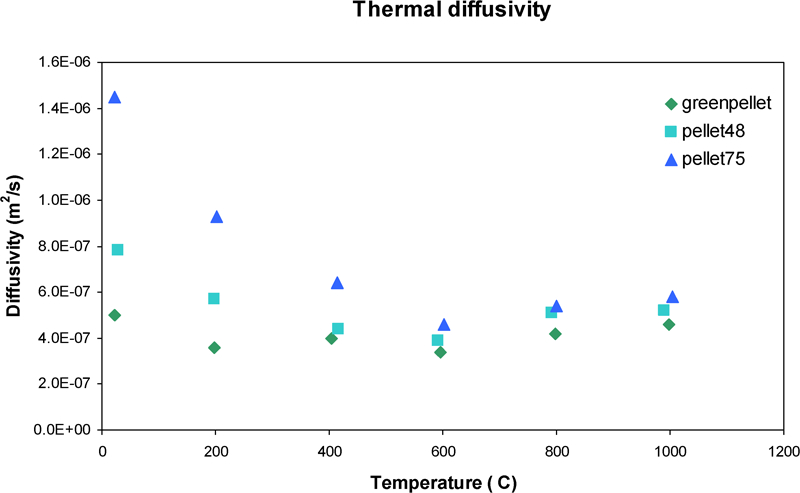
Thermal diffusivity as function of temperature for magnetite green pellet (green pellet), pellet oxidised to 48% (pellet 48) and pellet oxidised to 75% (pellet 75)
The results give valuable information about the thermal properties of a pellet. The information could further be used to optimise the pellet production, leading to a more energy efficient process and a better product quality.
Summary and conclusion
Although a lot of basic physical and thermochemical data exist in the literature, there are still important data missing in order to optimise the processes from the viewpoint of sustainability. As the focus on environmental issues is increased, the need for data that were earlier not that important from the processing point of view becomes obvious. Increased recycling, with the possible accumulation of some elements as well as the need for utilising more and more of the residue materials, e.g. slag, broadens the systems that have to be studied.
Physical modelling and thermodynamic calculations can be a useful guide for optimisation of both environmental and process performance. However, without good data, the simulations might be of very low value. As the need for a sustainable extraction of metals increases, there will also be a need for more basic measurements as the examples in this paper highlight and as has been carried out within Professor Seetharamans research group with such great success.
Footnotes
Acknowledgements
The authors want to thank VINNOVA through the Swedish Research Programmes ‘Gruvforskningsprogrammet’ and ‘Stålforskningsprogrammet’ as well as Hjalmar Lundbohm Research Centre and the companies involved in these programmes for financial support. The research has been conducted within CAMM, Centre of Advanced Mining and Metallurgy, at Luleå University of Technology.
This paper is part of a special issue from the Seetharaman – Seminar: Materials Processing Towards Properties