
Abstract
Copper production from sulphide minerals generates massive amounts of slag as final waste of the pyrometallurgical processes. Dumping the slag nearby the smelter plant has been the common practice and, currently it is produced in a proportion of 2·2 ton of slag per ton of blister copper and is granulated to facilitate the transportation and final disposal. Thus, it is relevant to improve sustainability by recycling this waste to minimise the environmental impact generated during pyrometallurgical treatment of copper sulphides concentrates. Laboratory tests were run in order to concentrate and separate metals and materials for obtaining results that could be scaled up to pilot and industrial level. The results of pyrometallurgical and hydrometallurgical experiments are presented in order to show the importance of the oxidation of the slag at high temperatures that could liberate those metals molecularly entrapped during processing sulphide concentrate in the smelter plant. Therefore, the present work shows experimental work done in Chile in order to add value to this waste by recovering contained metals and materials such as copper, molybdenum, and iron and silica, with iron and silica being more than half of the total content of the slag, which has an important effect on the volume of the stocked material.
Introduction
At the moment, between 80 and 90% of the copper produced in Chile is from sulphide ores via pyrometallurgical process by seven copper smelters currently operating in Chile: Chuquicamata Smelter (Codelco, in Calama), Altonorte (Xstrata, in Antofagasta), Potrerillos (Codelco, in El Salvador), Hernán Videla Lira (Enami, in Copiapó), Chagres (Anglo American, in Catemu), Ventanas (Codelco, in Puchuncaví) and Caletones (Codelco, in Rancagua).
Pyrometallurgical processes produce a massive amount of slag, which is currently cumulated in neighbouring smelter plants. This constitutes one of the major mining passive of the metal extraction industry (Busolich, 2007). The increasing smelter production increases the amount of slag cumulated nearby the operation facilities, with the expected increasing in transport and disposal costs. Also, this waste could be considered as an important source of pollution of air, soil and water when the final product is not well stabilised (Reuter et al., 2004).
Copper slags contain copper in the range of 0·77–1·32%, interesting amount of precious metals and large amounts of iron and silica. These facts make slags a potential source of raw materials for developing metal extraction processes, and in some cases the molybdenum content is up to 0·4%, representing the most valuable element in the slags (Parada et al., 2007, 2009).
The increasing slag production along with the environmental restrictions makes recycling and reuses of slags a real alternative to minimise environmental impact and disposal costs. Additionally, recycling slags has been a success in the iron and steel industry. Thus, mining and metallurgical plants are looking to the slag as resource of new products and materials in order to optimise their economical and environmental balance.
In Chile, ∼4 million tons of slags are produced yearly and additionally around 40–50 million tons are estimated being historically dumped (Demetrio et al., 2000). The slags are treated today in Chile to recover copper by floatation or using it as abrasive material for cleaning metal surfaces, for road construction and, in minor quantities, to fabricate glass wood to isolate buildings.
In the case of Chile, ∼2·2 tons of slags are generated by each ton of blister copper produced. This figure varies from one operation to another and it depends on mineral treated and type of processes used (Busolic et al., 2008). Therefore, in 2002, a research programme about the possibility to recover valuable materials from slags began, and it was supported by the Chilean Government for a period of 4 years. After developing basic and fundamental experiments, applied research was carried out to look for industrial applications with the financial support of the iron and steel industry (Busolic et al., 2009). The main objective of this work was addressed to recover the remaining copper after the pyrometallurgical processes, molybdenum currently present in high concentrations, and also iron in order to be used as recycled material for the iron and steel industry. The process consists essentially in reducing slags at high temperatures, with coke as reducing agent. The purpose is to reduce the less stable oxides to obtain a metallic phase, containing mainly iron and copper, which can be easily separated from other components of the slag, such as alumina, silica, lime, among others.
Theoretical considerations
Slag forming oxides, such as silica, alumina and lime, are stable to carbon reduction up to ∼1600°C, and at a temperature of 1260°C, metallic oxides are reduced, and therefore separated from the slag forming oxides (Busolich, 2007). Therefore, it is thermodynamically possible to produce a selective reduction of Cu, Fe and Mo oxides, and reactions with coal are most likely to take place in the following order












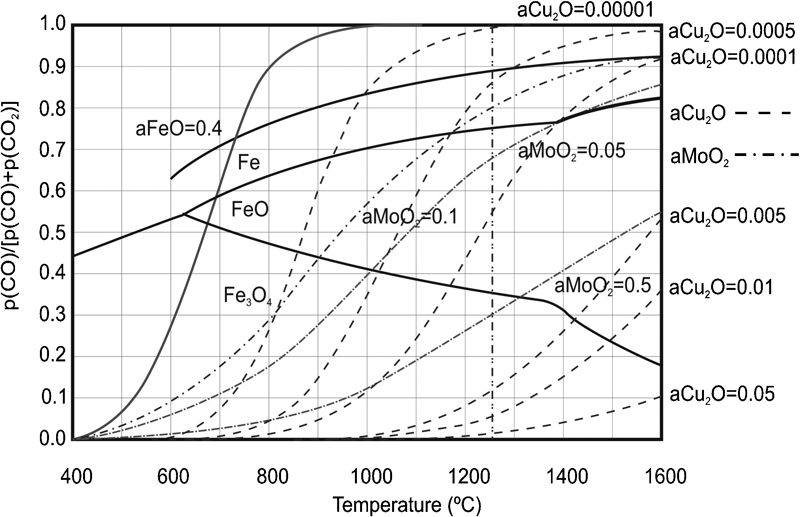
Chaudron diagram for Cu–Mo–Fe–Si–O–C system including various metallic oxides activities
Also, it can be observed in this figure at 1260°C that Cu2O and MoO2 are reduced at relatively low CO pressures, and the reduction of iron oxide into iron starts taking place at CO pressures in the order of 0·75PCO/PT.
The behaviour of Fe–Cu–C system during the reduction stage is explained by the phase equilibrium diagram Fe–Cu (Turchanin and Agraval, 2001) shown in Fig. 2a, which shows that it is possible to obtain a Cu rich liquid in equilibrium with Fe(α) at 1260°C, and the solubility of Cu in the liquid phase is ∼10 mass-%. At this temperature, copper precipitates at an oxygen pressure of 10−4 atm during the reduction of iron–copper liquid oxides (Elliot, 1976).
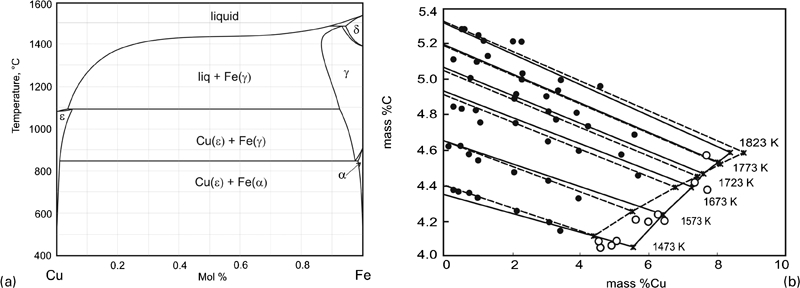
Fe–Cu system: a phase diagram; b effect of C on Cu solubility in Fe at various temperatures
In the presence of coal as reducing agent of the slag, the Fe–Cu alloy is saturated with carbon due to the high solubility of carbon in iron, which influences the copper solubility in the liquid alloy. In Fig. 2b, the effect of carbon on the copper solubility is shown, and it is possible to observe that the increase in carbon concentration by mass in the liquid alloy decreases the copper solubility at given temperature, and the copper saturation composition increases with increasing temperature. Therefore, it is possible to obtain a liquid copper alloy in equilibrium with an iron rich alloy by reducing the slag with coal, and the copper content in the iron alloy is minimised when the slag is processed under carbon saturation condition at lowest possible temperature.
The behaviour of molybdenum in the Cu–Mo–Fe system is shown in Fig. 3. The copper–molybdenum phase diagram, shown in Fig. 3b, exhibits the virtual insolubility at 1260°C and, on the contrary, iron and molybdenum, shown in Fig. 3a, are mutually soluble and the solid phases μ, σ and λ formed between iron and molybdenum suggest their affinity at given temperature and composition. Therefore, molybdenum is concentrated in the iron rich alloy during the copper slag reduction by using coal as reducing agent.
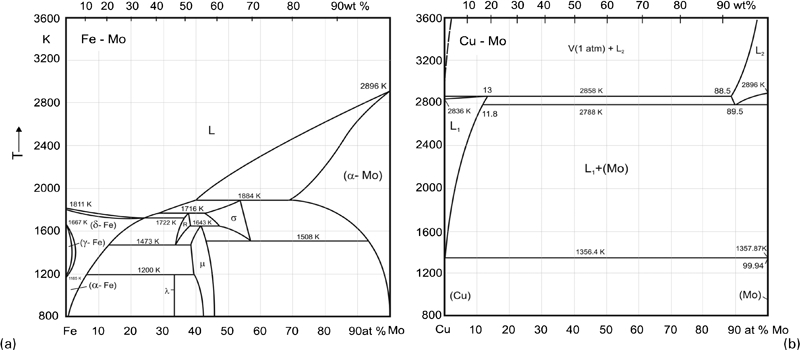
Phase diagrams for systems a iron–molybdenum and b copper–molybdenum
Molybdenum content in the slag can also be recovered via hydrometallurgical process to produce molybdates by acidic leaching of oxides. In fact, recovery of metals such as copper cobalt, nickel and zinc by means of roasting–leaching has been reported (Altundogan and Tumen, 1997). However, to recover molybdenum from copper slags, iron and molybdenum should be in insoluble and soluble forms in the slag respectively. Under copper making conditions, iron and molybdenum are oxidised and dissolved in the slag as shown in Fig. 4.
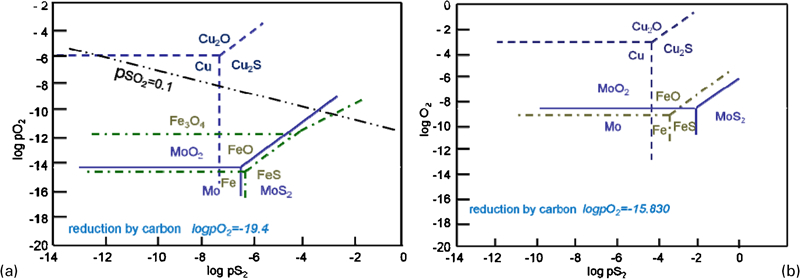
Stability diagrams of metal–S–O systems at a 1300°C and b 1500°C (Busolic et al., 2009)
However, in the presence of oxygen, the Fe–Mo–O system shows several oxides (Holleck and Thuemmler, 1967), such as the 2FeO.MoO2–Fe3O4 spinel series, which is stable under copper making conditions and shows a low degree of leaching (Lotens and van del Giesen, 2000). Additionally, wüstite has been reported to dissolve up to 3 at-%Mo at 1140°C, and no solid solutions between hematite and molybdenum trioxide at temperatures <800°C have been reported (Abe, 1972).
Therefore, a roasting process at temperature range of 700–750°C and under oxidative conditions liberates the molybdenum contained in the iron spinel in the soluble form of molybdenum trioxide, and insoluble hematite according to the following schematic reaction



Experimental results
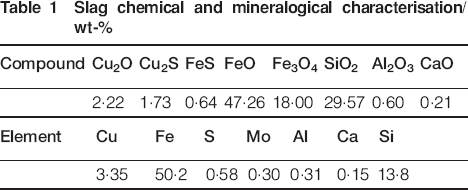
The following results are from processing copper slag via reduction by using coke as reducing agent, and also oxidative roasting in order to obtain byproducts of commercial interest. The copper smelter slag used in this work was crushed and grinded, and was chemical and mineralogical analysed, and the results are shown in Table 1.
Slag chemical and mineralogical characterisation/wt-%
Reducing the slag with carbon is possible to obtain metallic phases, Cu rich alloy and Fe rich alloy containing the Mo content in the slag. Also, a new slag phase rich in SiO2, which can potentially be used in the Portland cement industry, is shown in Fig. 5. Also, the copper slag is possible to be treated by oxidative roasting in order to produce soluble molybdenum oxide for obtaining molybdates via acidic leaching as shown in Fig. 4, as an alternative route. The processes indicated in Fig. 5 with dotted lines are not described in this work.
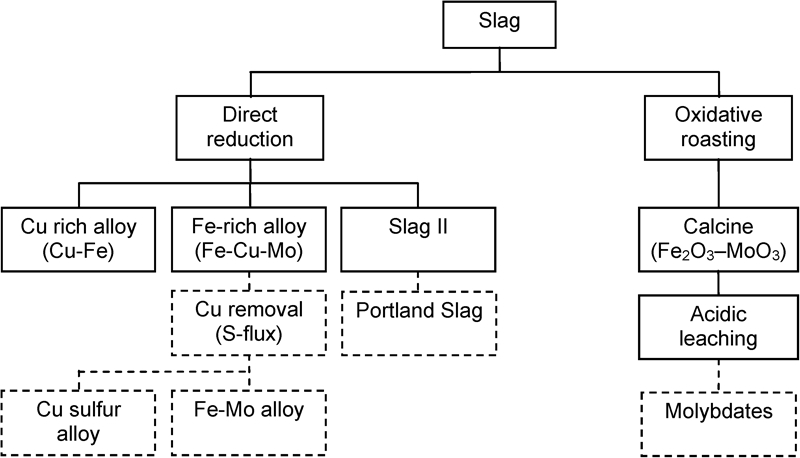
Schematic flow diagram of processing copper slags via direct reduction and oxidative roasting
Selective reduction of slag
After grinding, the slag was mixed with coke in an excess over the stoichimetric amount required to reduce the oxides present in the slag, and a series of reduction experiments were run in an alumina crucible at 1260°C in a closed furnace.
After 30 min of reduction, the crucible was cooled down at room temperature and the reduction of oxides produced two metallic phases and slag II, as shown in Fig. 6. The metallic phase is located in the lower section of the crucible, and a new slag due mainly to the decrease in iron oxide in the original slag, is shown in Fig. 6a. In Fig. 6b, an SEM analysis at ×200 shows the copper and iron in a disperse way in the metallic phases, which is in agreement with the results obtained using synthesised copper slag reduced with carbon in a graphite crucibles at 1400°C (Palacios, 2006).
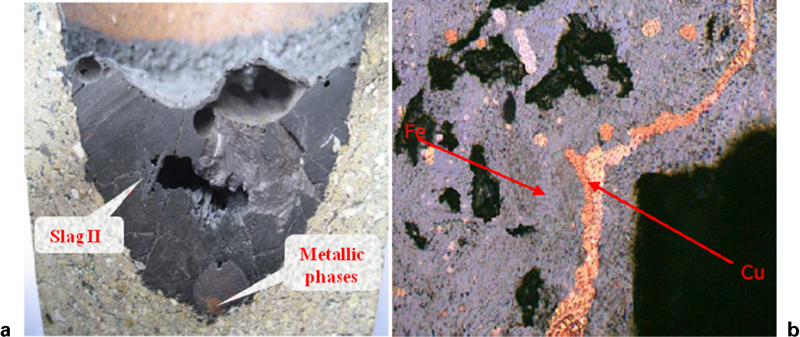
Characterisation of obtained phases after reduction: a crucible cross-section; b micrograph ×200
The result of reduction in a closed crucible is shown in Fig. 7, and it can be seen that the obtained phases are the same, as shown in Fig. 7b. However, the metallic phase formed in the surface when cooling is done in a reducing atmosphere, as shown in Fig. 7a. Also, a clear and easy metallic phase separation from slag is possible, which is technically attractive, because it could be useful in the development of an iron recovery process.
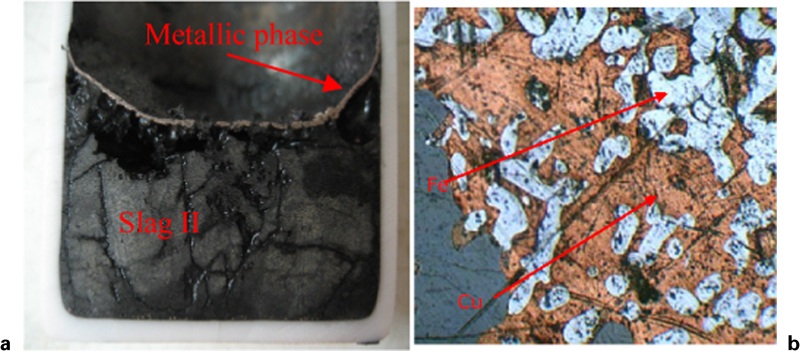
Characterisation of obtained phases after reduction: a crucible cross-section; b micrograph ×200
In Fig. 7b, the obtained metallic phases are shown and, although iron is the major component, compared with copper in the initial slag, the Cu rich phase is in larger proportion than the Fe rich one, suggesting that reduction is acting on copper oxides before iron and molybdenum oxides.
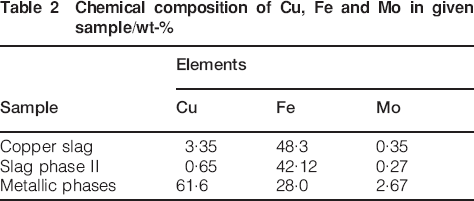
The results from chemical analysis for Cu, Fe and Mo contained in the metallic and slag phases, from laboratory tests run in closed crucibles and cooled down at room temperature are shown in Table 2. Also, this table shows the decrease in copper in the final slag, from 3·35 to 0·65%, which is in thermodynamically agreement with the copper oxidation before iron and molybdenum.
Chemical composition of Cu, Fe and Mo in given sample/wt-%
A three stage experiment was run in order to evaluate the continuous reduction process. It was run using three crucibles in three steps of 30 min each. The copper slag is reduced in crucible 1, the produced slag is moved into crucible 2 after 30 min and the metallic phase stays in crucible 1. The new slag is reduced for 30 min in crucible 2, and the process is repeated in crucible 3 for 30 min after obtaining the final slag and metallic phases. Crucible 3 is finally cooled down under nitrogen atmosphere. The results are shown in Fig. 8.
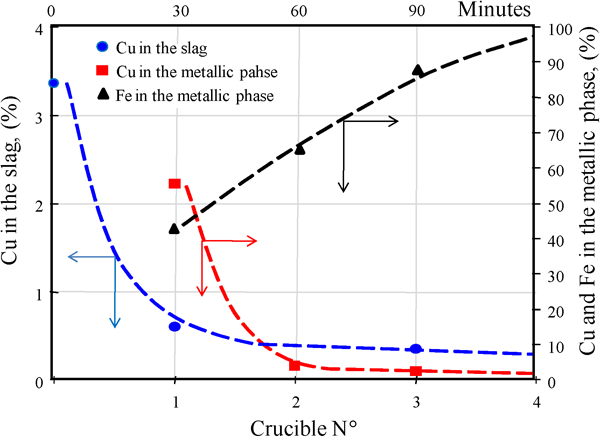
Variation in copper content in metallic and slag phase and iron content in metallic phase
Roasting of copper slag
The copper slag roasting with O2/SO2 gas mixture in the temperature range of 700–750°C was studied in order to control the content of magnetite in the slag, and to obtain the molybdenum in a soluble phase. Thus, the obtained calcine was leached by using a standard test to determine the Mo solubility at room temperature, which is related to the magnetite content, as shown in Fig. 9.
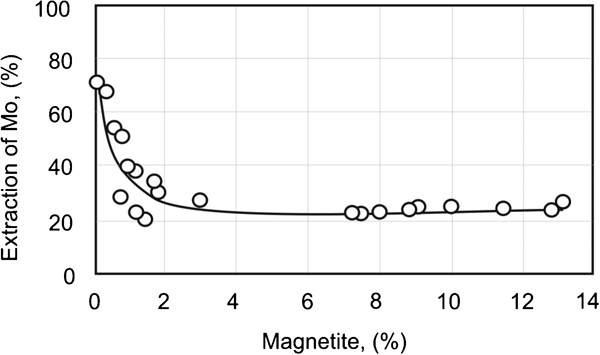
Effect of magnetite content in slag on Mo recovery by acidic leaching (Busolic, 2009)
The roasting and leaching tests of the slag series were run in a fix bed laboratory roaster under the following conditions: roasting, 700°C, 18%O2 and 10%SO2 gas mixture and grain size 100%–400 meshes; leaching, 18–20°C, 25 g L−1 H2SO4 and L/S ratio of 10∶1 during 2 h.
In this figure, a clear increase in molybdenum extraction can be observed while the magnetite content decreases in the roasted slag due to its oxidation to the soluble form according to reaction (9). During oxidation, the iron silicate is converted to ferric oxide, ferrous oxide and cristobalite. Thus, the molybdenum is released from the iron spinel phase type and also is oxidised to its highest oxidation state and reacts to form thermally stable compounds that are not limited to be selectively leached from the iron oxides and silica.
It should be noted that above the melting point of the slag, these compounds are soluble in one another, and due to the oxidation state of the copper slag, determined by the FeO and Fe3O4, it can be concluded that molybdenum is present in the reduced state Mo+4 in the presence of magnetite. The presence of MoO2 is hard to be proven analytically because of the very low concentrations of molybdenum in the slag, compared with the much higher concentrations of iron oxides in the oxidation states Fe+2 and Fe+3, also present. However, it is clear that the slag that crystallises with the spinel magnetite, in which MoO2 is present in the solid solution, exhibits a very low leaching value for molybdenum.
Conclusion
Recycling copper slag can make a positive contribution because there is significant energy invested in these slags, and it contains various metals possible to be recovered. Additionally, reutilisation of slags will cause a great impact in solving environmental issues in mining activities.
It is possible to recover iron and molybdenum from copper slags by selective reduction due to their chemical affinities, and during the process, copper is the first element to be reduced, then molybdenum and finally iron.
After slag reduction, copper content in the new slag phase is ∼0·35%, much lower than the usual values in traditional slag cleaning furnace, whose values are ∼0·8%.
Since iron oxide and silica are the major constituents of the slag, oxidation destroys the slag structure to produce hematite and cristobalite. The other minor oxide components should appear with the silica phase. Thus, silicates and iron oxide are the two basic phases expected in the completely oxidised slag.
As a result of the slag oxidation, it is understood that the molybdenum and iron are oxidised to their highest state, so that molybdenum is selectively leached from the oxidised particulate slag by using an acid leaching process.
The presence of magnetite in the slag suggests that molybdenum is fixed in the spinel solid phase, which shows a very low solubility in acidic solutions. However, the results of the solubility tests of the slags show that the molybdenum extraction increases as the magnetite content in the slag decreases.
Footnotes
This paper is part of a special issue from the Seetharaman – Seminar: Materials Processing Towards Properties