
Abstract
The present work reviews the state of the art of the quaternary systems Cu–Fe–O–SiO2 and Cu–Fe–O–CaO during copper pyrometallurgy processes, mainly, matte converting and blister copper fire refining. Both systems are particularly important to be considered in physicochemical understanding and modelling of pyrometallurgical processes today, then their knowledge become of particular interest for fundamental research and its applications to the copper industry. This analysis includes Cu losses, behaviour of impurities, and the interaction of MgO/Cr2O3 refractories with Cu2O both in fayalite and calcium ferrite slags.
Introduction
Pyrometallurgical processes used to produce copper from sulphur concentrates have been divided traditionally into three well distinctive stages: smelting, converting and fire refining. In these stages, metal compounds are progressively transformed into liquid products with higher concentration of copper and hence metal purity (Díaz and Fuentes, 1998; Luraschi and Devia, 1999). In this sequence, copper is separated from its main components contained in the concentrates, that is, sulphur and gangue as well as their accompanying impurities, while precious metals remain in the metal phase.
Since the 1960s, there is the possibility of developing processes in order to attain the ideal objective of the direct production of metallic copper in a single phase. Before that, it was thought that it could not be possible from a thermodynamic point of view (Díaz and Fuentes, 1998).
Nowadays, all smelters operate on the basis of the three separate process stages referred to, and they generally incorporate a fourth stage, slag cleaning. It may be stated, therefore, that the stage scheme in the pyrometallurgical treatment of concentrates has become consolidated. This is explained by the thermodynamics of the system, whose analysis determines the advantages for the separation process in phases. In this way, each one of them attains specific objectives when working under adequate conditions of oxygen and sulphur potentials in a progressive oxidation sequence.
As a result, the smelting processes have experienced enormous changes, giving rise to the modern technologies of flash smelting processes and bath smelting processes (Díaz and Fuentes, 1998).
Process description
The traditional converting process of copper mattes has two distinctive stages: slag blowing and copper blowing. In the first step, almost the whole amount of iron and sulphur contained in the matte as FeS oxidise and are eliminated as iron oxide in the slag and SO2 in the gases. In the second step, once the slag is removed, the Cu2S is blown to blister copper, producing additional gases containing SO2.
An alternative way is the direct converting of white metals to blister (mattes higher than 70%Cu, normally 74–76%Cu) produced in some smelting processes as the Teniente converter. In this case, the remaining FeS oxidises without additional flux, producing a semisolid slag known as ‘oxidised slag’.
Working with discontinuous converting in Peirce-Smith converters has the following advantages and disadvantages.
Advantages (Luraschi and Devia, 1999)
It is a widely known mature process by means of which about 80% of the world's primary copper is produced.
It is a process of high intensity, that is, of high capacity of oxygen consumption per unit of converter volume.
It is a relatively simple and easy operation to control.
Another outstanding characteristic is its flexibility, because of its capacity to smelt, as cold load, a large variety of secondary materials.
The long blow in the absence of metal provides an excellent removing of impurities.
Disadvantages (Luraschi and Devia, 1999)
It is a discontinuous process, implying a low utilisation of the equipment.
The gas flow is discontinuous, large in volume and relatively low in the SO2 content (5–7 vol.-%).
It constitutes an important source of fugitive emissions with difficulties to be used in acid plants due to their characteristics.
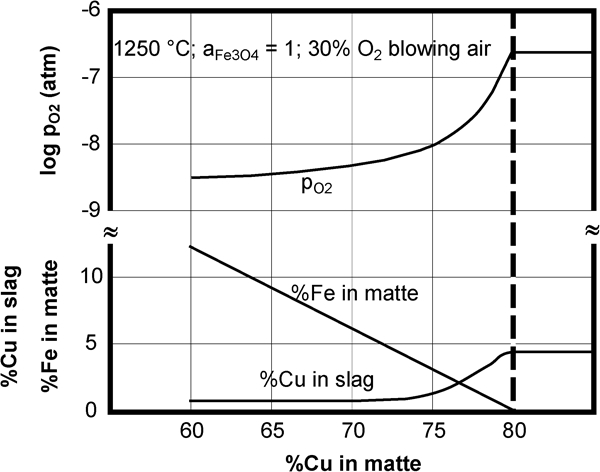
Continuous converting may be done with systems consisting of: three condensed phases (Luraschi and Devia, 1999) (semiblister, white metal and slag) or two condensed phases (Luraschi and Devia, 1999) (blister and slag). In the first case, semiblister (copper saturated with sulphur), white metal and slag coexist at a partial pressure of oxygen between 10−7 and 10−6·5 atm, which makes it possible to control the magnetite content in the slag at reasonable values. However, as a counterpart, the blister produced contains a large amount of sulphur (2–3%), because it is close to equilibrium with Cu2S. The approximate relations between the residual content of Fe in the matte and dissolved copper in the slag at 1225°C, to the extent that the iron slagging phase advances, is shown in Fig. 1. This diagram is based on similar relationships observed in the Noranda reactor (Díaz and Fuentes, 1998). In forming the first amount of semiblister, in compliance with the rule of phases, the oxygen potential is kept constant as semiblister and white metal phases coexist. When the white metal disappears, the oxygen potential continues increasing as far as the sulphur content equilibrium in copper is reached. At this point, the partial oxygen pressure reaches a value close to 10−5 atm. In the second case, only blister and slag coexist at higher oxygen pressure.
Progress of copper matte converting (Díaz and Fuentes, 1998)
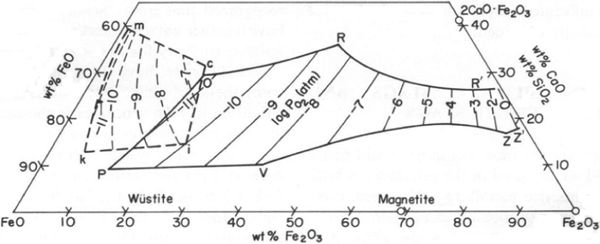
A simple observation of the system FeO–Fe2O3–SiO2, as shown in Fig. 2, proves that in the first case, it is possible to operate with fayalitic slags, without producing any excessive separation of magnetite in solid form (Diaz, 1974). However, in processes in which it is intended to obtain copper with low sulphur content, it is necessary to use basic slags, which maintain their fluidity in the presence of high oxygen potential required by this type of operation.
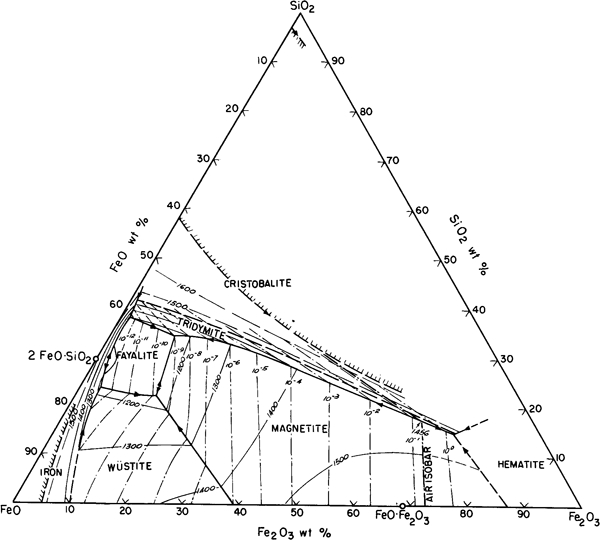
Phase diagram of polythermal ternary system SiO2–FeO–Fe2O3 (Diaz, 1974)
The continuous bath converting sold by Noranda in 1997 (Strachan et al., 2003) and the process that Caletones Smelter has been developing (Cordero and Buchi, 2003) corresponds to an operation with three condensed phases; therefore, they make use of fayalitic slags. In both cases, a modified Peirce-Smith converter is used. The converting with lances developed by Mitsubishi (Ajima et al., 1994; Goto et al., 1996; Lida et al., 1996) and the Kennecott-Outokumpu flash converting (Newman et al., 1998) are examples of an operation with two condensed phases, in which the final product is copper with relatively low sulphur content. In these two last cases, a basic flux is used to produce basic slags, also called copper ferrite slags.
Converting processes using acid slags
Figure 3 shows an example of the determination for the limits of homogeneity of a slag in equilibrium with semiblister and white metal deduced by Nagamori and Mackey, considering the information existing for FeO–Fe2O3–SiO2 system as FeO activity in terms of temperature (Díaz and Fuentes, 1998).
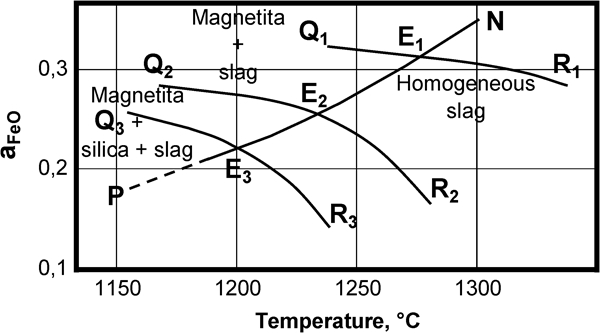
Determination of homogeneity limits in process with semiblister–white metal–slag equilibria
Converting processes using basic slags
Processes with two molten phases in equilibria must work with a slagging element to increase the magnetite solubility. This is the reason why this last type of processes uses CaO as slagger in the slag.
Figure 4 shows a polythermal representation of the liquidus of ternary system FeO–Fe2O3–CaO, while Fig. 5 (Yazawa et al., 1981) shows the isotherm at 1300°C and the isobars of oxygen potential of FeO–Fe2O3–SiO2 (fayalitic slags) and FeO–Fe2O3–CaO (calcium ferrite or ferritic slags). It may be observed how the system FeO–Fe2O3–SiO2 is limited in terms of magnetite solubility, while system FeO–Fe2O3–CaO has a higher solubility, varying from oxygen potentials as low as 10−11–1 atm of oxygen pressure, when CaO content is about 20%.
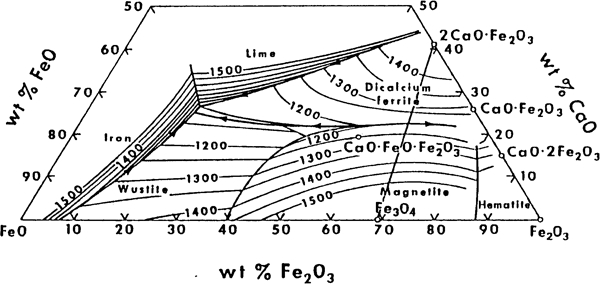
Liquidus surface of ternary system FeO–Fe2O3–CaO (Díaz and Fuentes, 1998)
Isotherm at 1300°C and isobars of oxygen potentials for ternary systems FeO–Fe2O3–SiO2–FeO–Fe2O3–CaO (Yazawa et al., 1981)
Quaternary system Cu–Fe–O–SiO2
Quaternary system Cu–Fe–O–SiO2 is used to analyse the relevant phase relations when taking into account the physicochemical behaviour of the slags. Also, they are of great importance in copper production when using pyrometallurgical methods. This quaternary system is made up of six binary systems: Cu–Fe, Cu–O, Fe–O, Cu–SiO2, Fe–SiO2 and O–SiO2, four ternary systems: Cu–Fe–O, Cu–Fe–SiO2, Fe–O–SiO2 and Cu–O–SiO2, and the quaternary system itself. All of these systems have been extensively analysed (Elliot, 1975; Luraschi, 1976; Elliot and Luraschi, 1976), so only information relative to the quaternary diagram (Elliot and Luraschi, 1976) and ternary system Cu–Fe–O (Sánchez et al., 1984; Acuña et al., 1986; Espinel et al., 1987) will be presented in this work.
Related to the quaternary diagram Cu–Fe–O–SiO2, it was possible to establish (Elliot and Luraschi, 1976):
generally, the solid phases do not extend too far into the quaternary system
solid SiO2 does not dissolve Fe or Cu, neither metals nor oxides
between 1200 and 1300°C, silica is insoluble in magnetite, probably insoluble in the solid spinel solution, FeO, Fe–Cu alloys and liquid copper (ℓ1).
The most interesting aspects of the quaternary system are: the stability area of ℓ2, the liquid oxide based on Cu2O, and the slag, being a liquid oxide based on the slag phase of system Fe–O–SiO2 (Elliot and Luraschi, 1976).
On the top left of Fig. 6, a schematic diagram of the volume ℓ2 at 1200°C is shown. Surfaces Oghik and Oemjk are drawn on the ternary faces of the prism. For the liquid, the other surfaces of the volume represent the following (Elliot and Luraschi, 1976):
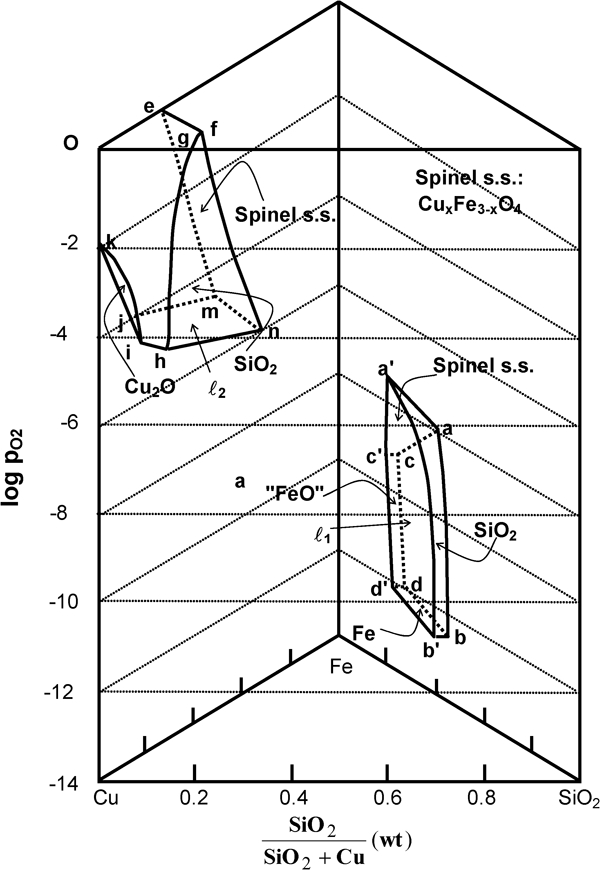
Stability diagrams of quaternary system Cu–Fe–O–SiO2: stability areas at 1200°C of ℓ2 (top, left) and silica slag (middle, right) (Elliot and Luraschi, 1976)
ijk = saturation with Cu2O
fghn = saturation with SiO2(s)
efnm = saturation with the solid spinel solution
hjmn (lower side) = saturation with ℓ2
efgO = 1 atm partial pressure of O2.
The double saturation line of ℓ2 with SiO2 and the solid spinel solution is f–n. Probably, the point n is located at log (
 ) = −4 atm at 1200°C. However, there is no experimental evidence (Elliot and Luraschi, 1976). When the partial pressure of oxygen increases, ℓ2 in n seems to decompose according to the ‘eutectic’ reaction
) = −4 atm at 1200°C. However, there is no experimental evidence (Elliot and Luraschi, 1976). When the partial pressure of oxygen increases, ℓ2 in n seems to decompose according to the ‘eutectic’ reaction

Face abdc is on the face of the ternary Fe–O–SiO2. The other surfaces represent, for the liquid: aa′b′b, saturation with silica; bb′dd′ saturation with Fe γ ; d′dcc′ saturation with FeO and acc′a′ saturation with spinel solid solution. Point a′ may be the highest oxygen potential for a slag phase to exist at 1200°C. The partial pressure of oxygen may be about 10−7 atm.
After Elliott and Luraschi (Elliot, 1975; Luraschi, 1976; Elliot and Luraschi, 1976) works performed in MIT in the 1970s, a series of researches related to the ternary system Cu–Fe–O has been developed. Laboratory tests to study not still resolved aspects (Sánchez et al., 1984; Acuña et al., 1986; Espinel et al., 1987) considering temperatures and oxygen partial pressures of industrial interest were performed. These tests were addressed mainly for the fire refining of copper stage.
Studies done by Acuña et al. (Sánchez et al., 1984; Acuña et al., 1986) allow determining the following aspects for the ternary Cu–Fe–O system:
the slag–metal equilibrium line at 1100, 1200 and 1300°C, where oxygen and copper contents in the metallic phase allow accessing the activity of the Cu2O and Fe3O4 compounds, as well as the iron content in the oxide phase
the slag–gas equilibrium line as isobaric sections of the Cu–Fe–O ternary system at oxygen partial pressures of 0·1, 0·21 and 1 atm.
Espinel et al. (1987) investigated the composition of the fire refining copper slags as a function of oxygen potentials and temperatures ranging from 1100 to 1300°C. Based on the slag phase composition at oxygen partial pressures of 1, 0·21, 10−2 and 10−4 atm, a prediction method was established for the copper and iron activities.
Devia et al. (2005) used METSIM modelling and thermodynamic data to evaluate possible variations in the use of traditional technologies applied to smelt dirty copper concentrates. The results of these models help to predict the impurity distribution among matte–slag–gas phases during slag blowing, and between copper–slag–gas phases during copper blowing. For converting high impurity white metal, the METSIM models evaluate the effectiveness of volatilisation in the slag blowing. In the Cu blowing, type and dose of flux, e.g. SiO2, are used with the aim of optimising impurity distribution between slag and gas phases.
Bustos and Sánchez (1987) performed the modelling of copper flash smelting and converting by a method based on thermodynamic Equilibria. They found that the model can predict in a satisfactory way phase compositions and metallurgical balances, so this technique could be used extensively for other processes as continuous smelting–converting ones.
Sánchez and Terry (1990) studied the stability of cupric ferrite during roasting, as they could be an important cause of copper losses during pyrometallurgical processes. Copper ferrites keep the metal in a stable form, causing a permanent loss into slag. The results obtained have shown that copper ferrites become stable at temperatures above 650°C which is very important to choose the adequate work temperature during the process.
Losses of copper in iron silicate slags
Sánchez et al. (2004) studied possibility to make a direct reduction of slags, in order to recover metals and metal oxides. Laboratory scale tests showed that by suggested high temperature direct reduction of copper slags, two products can be obtained, a Fe–Cu–C alloy with precious metals content and inert slag with low metal content. The Fe–Cu–C alloy can be used for metal production and inert slag for cement production similarly as blast furnaces slags.
Imris et al. (2004, 2005) analysed the losses of copper into slag during El Teniente pyrometallurgical process, using thermodynamical calculation, then comparing these values with those obtained from microscopic examination and industrial data. Results obtained show that the main part of copper losses in the slag are mechanically entrapped or floated unsettled droplets of the coexisting matte phase. Conversely, the very low copper losses in the slag from the slag cleaning furnace are limited to the physicochemical form.
Goñi and Sánchez (2009) performed a mathematical model to measure changes in copper content during El Teniente slag cleaning process, and the results obtained can be used also to quantify the total copper remaining in the slag. The effect of surface tension between matte and slag has been also considered, as well as the effect of magnetite in slag viscosity. Results were validated with actual industrial data showing a good representation for copper content behaviour.
Quaternary system Cu–Fe–O–CaO
Quaternary system Cu–Fe–O–CaO, fundamental for the analysis of slags CaO–FeOX–Cu2O, has been applied to understand the continuous converting processes (Takeda, 2003). It has also been considered for the copper fire refining process (Takeda, 2003). This quaternary system is made up of six binary systems: Cu–Fe, Cu–O, Fe–O, Cu–CaO, Fe–CaO and O–CaO, and four ternary systems: Cu–Fe–O, Cu–Fe–CaO, Fe–O–CaO and Cu–O–CaO, besides the quaternary itself. In this work, due to its importance in slag systems, only information concerning ternary systems Fe–O–CaO and Cu–O–CaO will be analysed.
Ternary system Fe–O–CaO
Ternary system Fe–O–CaO has been exhaustively discussed by Hillert et al. (1990), who emphasised the analysis of the slag system CaO–FeO–Fe2O3. This slag system is of fundamental importance in the steel industry and the phase diagrams and their properties are well known for temperatures compatible with the processes of both iron and steel metallurgy, that is to say, temperatures normally above 1400°C (Hillert et al., 1990).
Phase relationships between liquidus composition and oxygen potentials have not been established in the area of low temperatures. Thus, the analysis carried out for the liquidus isobars and isotherms of the FeO–Fe2O3–CaO system at 1200 and 1300°C is interesting (Springorum, 1995).
Figure 7 shows the liquidus surface on the system determined by Yazawa et al. (Yazawa et al., 1981). It could be see that ternary system, having about 20%CaO, remains in the liquid state at temperatures compatible with copper matte converting, in a wide range of oxidation states from the equilibrium with Fe to the binary CaO–Fe2O3. Based on this information, Fig. 8 shows the liquidus isotherm and the lines of equal oxygen potential at 1300°C for the FeO–Fe2O3–CaO system (Yazawa et al., 1981). It may be observed that oxygen potentials values extend from partial oxygen pressures of 10−11–1 atm.
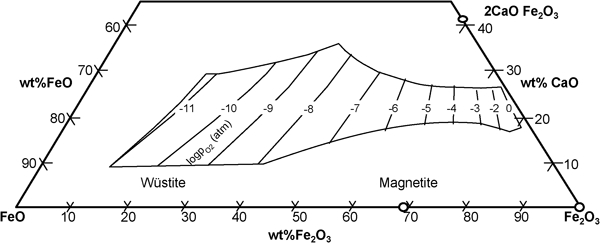
Liquidus isotherm and oxygen isopotential lines for system FeO–Fe2O3–CaO (Yazawa et al., 1981)
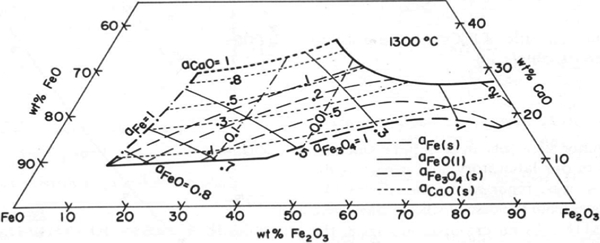
Fe(s), FeO(l), Fe3O4(s) and CaO(s) activities for system FeO–Fe2O3–CaO at 1300°C (Yazawa et al., 1981)
Considering data of Fig. 7, Fig. 8 shows the activities of Fe, FeO, Fe3O4 and CaO, determined by Gibbs–Duhem integration method for the FeO–Fe2O3–CaO system at 1300°C (Yazawa et al., 1981)
Ternary system Cu–O–CaO
In the early 1980s, Devia and Luraschi (Devia, 1982; Devia and Luraschi, 1983, 1984) performed a kinetic study on the oxidation stage of copper fire refining, analysing the As and Sb distribution between CaO/Na2O based slags and both As and Sb bearing oxidised liquid set copper. They concluded that the As distributes appropriately to Na2O rich slags and Sb to CaO rich slags, but the best Sb elimination will happen when values of As content in liquid copper are similar to Sb.
Regarding system Cu–O–CaO, Coursol et al. (2003) measured and determined the liquidus surfaces of system Cu2O–CaO in equilibrium with metallic copper. The activities of copper oxide in the binary liquid slags Cu2O–CaO were determined by measurements of dissolved oxygen in the metallic copper in equilibrium with the slag. They concluded that the binary Cu2O–CaO has an eutectic behaviour at 1140°C for a concentration of 10±1 wt-% of CaO. Figure 9 (Hillert et al., 1990) shows a particular representation of the authors for the phase diagram Cu2O–CaO in equilibrium with metallic copper. They also concluded that the solubility of Cu2O in solid CaO at 1235°C is 1·5%.
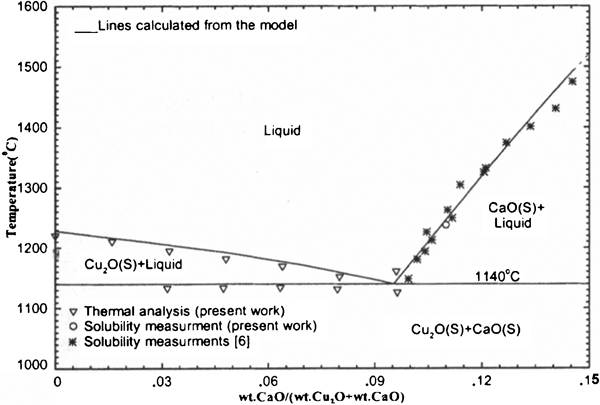
Phase diagram Cu2O–CaO in equilibrium with metallic Cu (Coursol et al., 2003)
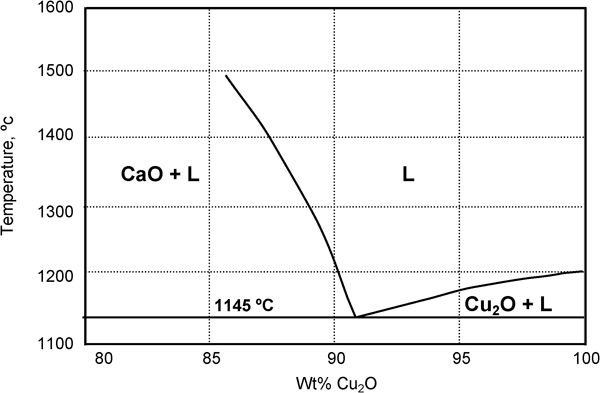
Additionally, the phase diagram CaO–Cu2O, whose liquidus lines saturated with CaO and Cu2O, were investigated under saturation with metallic copper, is shown in Fig. 10 (Coursol et al., 2003).
Phase diagram CaO–Cu2O under saturation with metallic Cu (Coursol et al., 2003)
When comparing Figs. 9 and 10, it could be observed that minimum differences in the eutectic temperature (1140°C versus 1145°C) and CaO content at the eutectic point (10±1% CaO versus 9% CaO) exist.
Quaternary system Cu–Fe–O–CaO
The calcium ferrite slags described for system Cu–Fe–O–CaO, have been used in the copper-converting step of the Mitsubishi process (Tanaka et al., 2003). These slags have several advantages over the traditional silicate based slags, such as (Tanaka et al., 2003):
production of low slag volumes
generation of low copper losses
high fluidity
high efficiency in impurities removal.
From the thermodynamics point of view, calcium ferrite slags are characterised by (Taskinen and Kojo, 2009)
wide homogeneity range, extending essentially from iron saturation to pure oxygen
high activity coefficient of copper oxide, thus copper solubility is lower than in iron silicate slags
they are sensitive to silica and therefore, their use in the primary concentrate smelting step is not possible.
The compositions of calcium ferrite slags, in the FeO–Fe2O3–CaO–Cu2O system, may be represented by the region of compositions in the Cu–Fe–O–Ca system shown in Fig. 11, Binary and ternary systems are represented by lines and triangles of the tetrahedron, respectively.
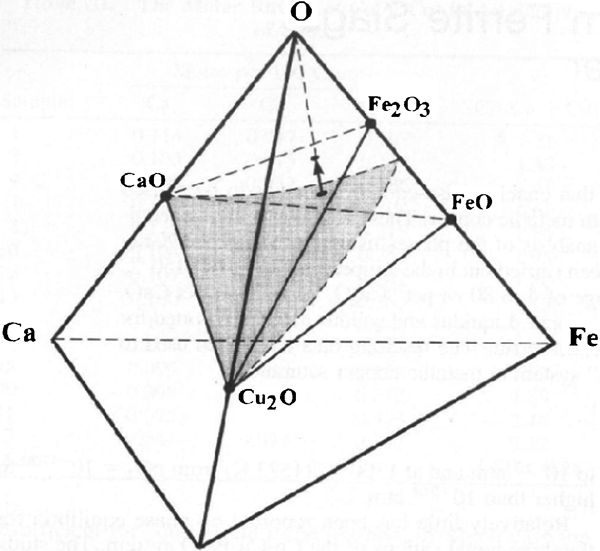
Space of compositions for system Cu–Fe–O–Ca and projection in plane CaO–Fe2O3–Cu2O (Tanaka et al., 2003)
The results of the equilibrium experiments done by Ilyushechkin et al. (2004) are reported in Fig. 12. They show liquidus and solidus isotherms and tie lines in the areas of the primary spinel phase and dicalcium ferrite at 1200 and 1250°C, respectively. It may be observed that the liquid area at 1250°C extends from the matte of the ‘Cu2O’ to CaO–‘Fe2O3’. The minimum ‘Cu2O’ to ensure a completed liquid system is presented at a weight ratio CaO/‘Fe2O3’ of approximately 1∶4. Liquidus for the area of primary dicalcium ferrite phase extends across the section between 18 and 25%CaO. The solubility of ‘Cu2O’ in the dicalcium ferrite (2CaO.Fe2O3) is lower than 0·5%. Area of the primary spinel phase extends from ‘Cu2O’–‘Fe2O3’ system to CaO/‘Fe2O3’ system. At 1200°C, the liquid in equilibrium with dicalcium ferrite, spinel and metallic copper has 73%‘Fe2O3’, 21%CaO and 6%‘Cu2O’. Spinel formed under these conditions contains 3·6%CaO and 0·4%‘Cu2O’.
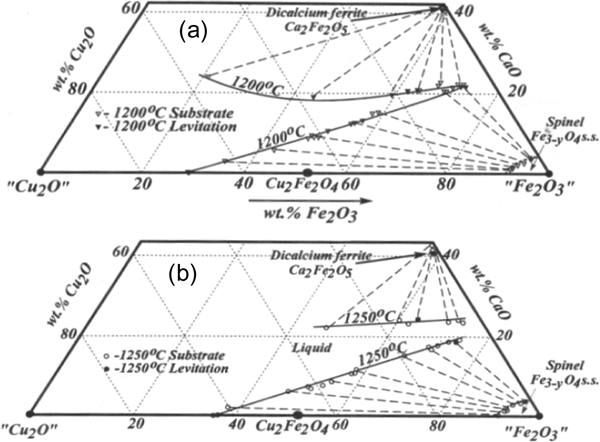
Projection of liquidus and solidus in system Cu–Fe–O–Ca in equilibrium with metallic copper on plane CaO–Fe2O3–Cu2O (Coursol et al., 2003)
In the industrial practice and application of calcium ferrite slags, Mitsubishi process is the only pyrometallurgical process conceived for continuous production of blister copper from concentrates that has successfully operated.
Tanaka et al. (2003) quantified the thermodynamic properties of CaO–FeOX–Cu2O system, and their results have been used to analyse several problems associated with the converting furnace of the Mitsubishi process (C-furnace), such as magnetite precipitation from slags or from blister copper. It has also been used to improve the control criterion for the continuous converting operation.
Mitsubishi continuous converting process originates a slag that could be in perfect equilibrium with pure oxygen, without any magnetite precipitation (Tanaka et al., 2003). This slag is close to system CaO–FeOX–Cu2O, where ‘FeOX’ represents a mixture of ferrous and ferric oxides, while the subindex ‘X’ varies from 1·04 to 1·5.
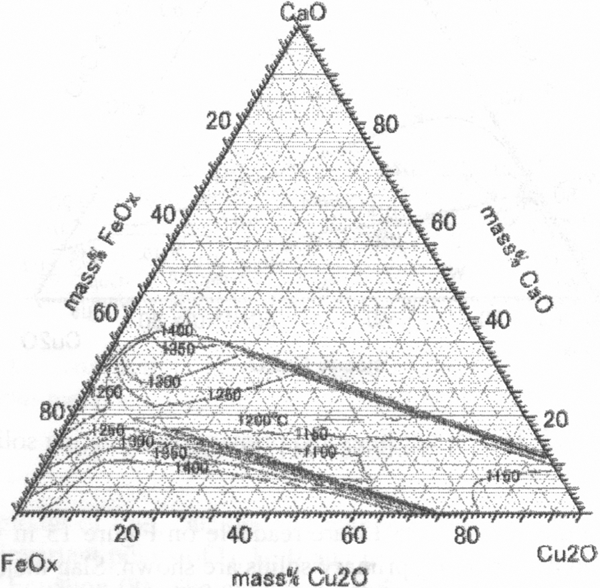
Figure 13 (Tanaka et al., 2003) shows the liquidus isotherms for the CaO–FeOX–Cu2O system from 1200 to 1300°C. Liquid slag is stable in an extensive area between 0 and 20%CaO. This slag coexists with dicalcium ferrite and CaO on the area of greater content of CaO, and with wüstite and magnetite on the area of lower CaO content.
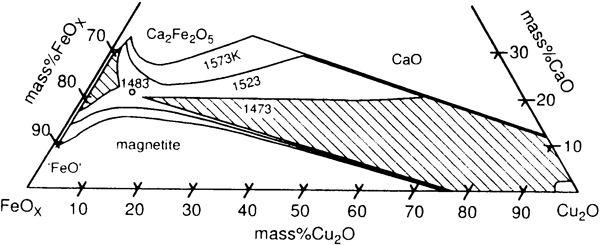
Liquidus isotherms of system CaO–FeOX–Cu2O coexisting with copper between 1200 and 1300°C (Tanaka et al., 2003)
Figure 14 illustrates the lines of oxygen isopotential of CaO–FeOX–Cu2O system at 1250°C (Tanaka et al., 2003). Figure expresses the content of CaO versus Cu2O in the slag.
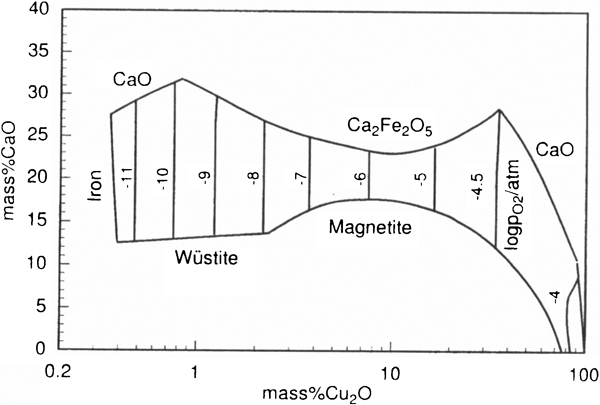
Liquidus isotherms and lines of oxygen isopotential for system CaO–FeOX–Cu2O coexisting with copper at 1250°C (Tanaka et al., 2003)
Figure 14 shows that the oxygen potential is highly dependent on the content of Cu2O and it is almost independent of the CaO content. This figure also shows that Cu2O content is an excellent indicator for the liquid degree oxidation.
Considering that the oxygen potential in Mitsubishi process C-furnace is between 10−6 and 10−5 atm, then, according to Fig. 13, the chemically dissolved copper content in the slag of the this furnace is ∼10%Cu2O at 1250°C.
Figure 15 (Tanaka et al., 2003) shows the primary area of CaO–FeOX–Cu2O system. The calcium ferrite slag could precipitate at high temperatures as up to eight compounds of primary crystals during cooling: CaO, CaO.Fe3O4, 2CaO.Fe2O3, 4CaO.3Fe3O4, FeO, Fe3O4, CuFeO2 and Cu2O. It is observed that the primary areas of CaO.Fe3O4 (CaFe3O5) and 4CaO.3Fe3O4 (Ca4Fe9O17) are between primary areas Fe3O4 and 2CaO.Fe2O3 (Ca2Fe2O5), and below the liquidus temperatures of the slag.
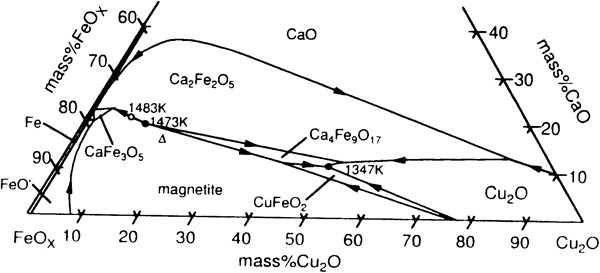
Primary regions of system CaO–FeOX–Cu2O coexisting with copper (Tanaka et al., 2003)
Additionally, Fig. 15 shows that Ca4Fe9O17 liquidus strongly decreases from 1200°C (1473 K) to 1074°C (1347 K), while Cu2O content increases from 11 to 43%. Both limits are shown with full circles in Fig. 15 (Tanaka et al., 2003).
Finally, it is pertinent to conclude this analysis by showing the stability phase diagram for the CaO–FeOX–Cu2O system under saturation with metallic copper obtained by Professor Y. Takeda (2003) and illustrated in Fig. 16.
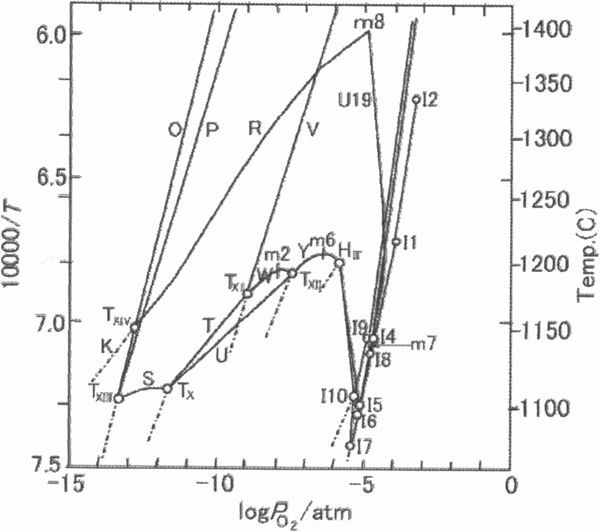
Phase stability diagram of system CaO–FeOX–Cu2O under saturation with metallic copper (Yazawa et al., 1981)
Nikolic et al. (2009a) lead studies about phase equilibrium of the ‘Cu2O’–CaO system in a saturation with liquid copper, giving a contribution to the chemical phase of calcium ferrite slags, through the construction of the phase diagrams for the pseudobinary systems ‘Cu2O’–‘Fe2O3’ and ‘Cu2O’–CaO, as shown in Figs. 17 and 18, respectively.
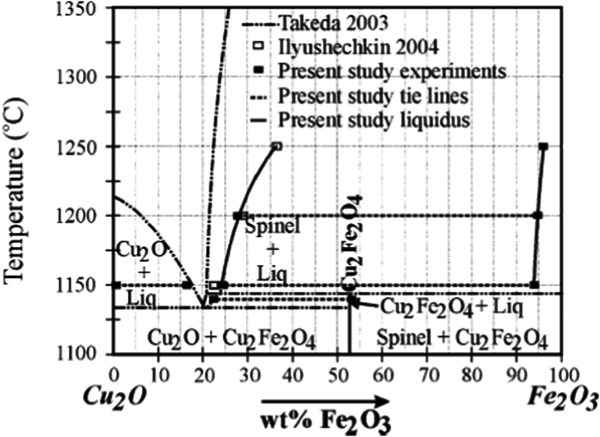
Pseudobinary phase diagram of ‘Cu2O’–‘Fe2O3’ system at metallic Cu saturation (Nikolic et al., 2009a)
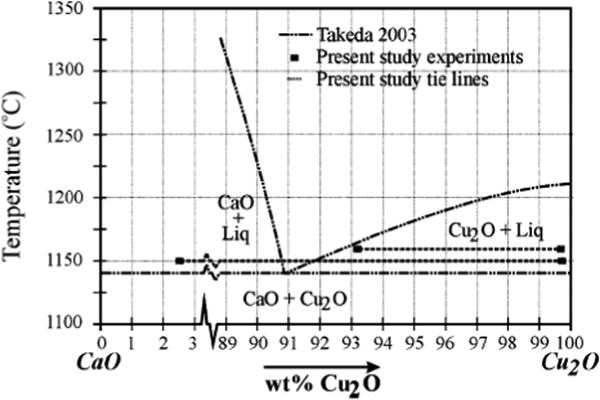
Pseudobinary phase diagram of ‘Cu2O’–‘CaO’ system at metallic Cu saturation (Nikolic et al., 2009a)
Nowadays, calcium ferrite slags are used in the copper converting processes. Nikolic et al. (2007) performed tests with this kind of slags to investigate the phase equilibria under influence of temperature and oxygen partial pressure. Then, tests with slags were performed in equilibrium with a metallic copper substrate. Temperature ranged from 1200 to 1250°C and the slag composition was defined in the range of 0–40%Cu2O, up to 25%CaO and 45–80%Fe2O3. The range of the oxygen partial pressure was controlled between 10−4·5 and 10−6·5 atm.
Compositions obtained for the liquidus and solidus lines were used to construct the phase diagram of the ‘Cu2O’–CaO–‘Fe2O3’ system in equilibrium with metallic copper at fixed oxygen partial pressures. The authors compared three converting slag systems, concluding that the calcium ferrite slags had the lower losses of copper oxide in the slag and low flux doses. The benefits of this kind of slags in the copper converting processes are highlighted, permitting the commercial irruption and development of new converting processes, such as the ISASMELT process for the continuous copper converting.
Liquidus and solidus data for the fields of primary phase of cuprite, dicalcium ferrite and spinel between 1100 and 1250°C were determined experimentally by Nikolic et al. (2009b). Their findings were presented as liquidus and solidus isotherms in the ‘Cu2O’–‘Fe2O3’–CaO pseudoternary system in equilibrium with metallic copper. Ternary eutectic would be located below 1100°C, as shown in Fig. 19, suggesting the stable coexistence of three solid phases: Ca2Fe2O5, Ca4Fe9O17 and Cu2O.
Experimental results from 1100 to 1250°C for the ‘Cu2O’–‘Fe2O3’–CaO system at copper saturation (Nikolic et al., 2009b)
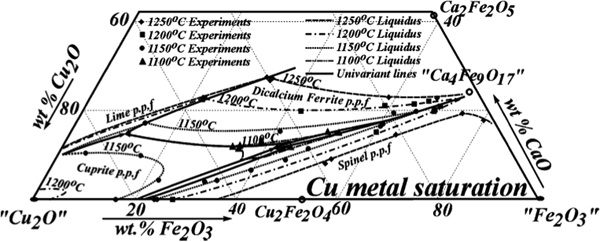
Nikolic et al. (2009c) performed a study in order to investigate the phase equilibria of calcium ferrite slags at metallic copper saturation described by the Cu2O–FeO–Fe2O3–CaO system, equilibrated in both fixed oxygen partial pressure and argon gas atmospheres in the temperature range of 1100–1250°C. Liquidus data were reported for the primary phase fields of spinel, delafossite, dicalcium ferrite, Ca4Fe9O17, cuprite and lime. The resulting data were used to construct liquidus isotherms in the system at copper saturation, similar to Fig. 19. Following these information, it has been possible to make a projection of the liquidus surface as shown in Fig. 20.
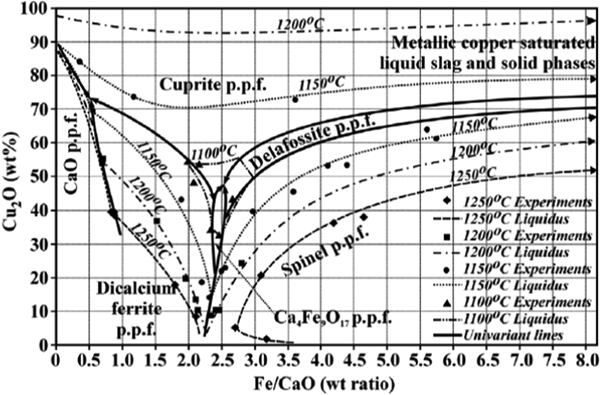
Liquids temperatures in Cu2O–FeO–Fe2O3–CaO system at Cu saturation as function of Cu2O concentration and Fe/CaO ratio in slag (Nikolic et al., 2009c)
Phase equilibria data for the Cu2O-FeO-Fe2O3-CaO system, represented in Fig. 20 as a function of copper oxide concentration in the slag phase and fluxing Fe/CaO wt ratio, indicates that liquidus is very sensitive to both Fe/CaO ratio and dissolved copper oxide in the slag. The projections shown in Fig. 20 highlight the sensitivity of this system and the importance of adequate control of the copper converting process.
Thermodynamic considerations
Until late 1970, everybody had the thinking that copper smelting converting processes were highly dependent on silica utilisation. The notorious exception to this rule was provided by the Mitsubishi process, which, in its converting step, started using CaO rather than SiO2. After a number of researches under Professor A. Yazawa's supervision at the University of Tohoku, they could find some advantages in the use of lime in continuous production processes of high-grade mattes or blister copper.
From a theoretical point of view, it has been considered feasible the production of high grade matte or white metal, or blister copper, using iron silica slags in a batch operation, just as it has been demonstrated in practice. However, the chemical loss of copper in these slags is sufficiently high to make necessary a different process to recover the metal. In the same way, the saturation of the iron silica slag with magnetite increases the viscosity of such a slag, significantly elevating the physical loss by entrapping the matte or copper in the slag.
The calcium ferrite slags possess interesting characteristics such as a wide region of liquid slag stability, which, besides leaving a wide range of solubility of the magnetite, have an important effect on impurities control and distribution among the matte–slag, matte–metal–slag and metal–slag phases, as it is observed below in this presentation.
Nowadays, mainly due to environmental restrictions, many of the primary copper companies are modifying their facilities, giving options to incorporate modern technologies. Technology supplier companies are suggesting for the near future, that more and more copper will be produced through the utilisation of smelting and converting modern technologies (Nikolic et al., 2009c).
Predominantly, the calcium ferrite slags are being applied to the modern processes. Due to their known characteristic of wide range of homogeneity, minor copper solubility and major capacity for impurities slagging (As, Sb), the calcium ferrite slags are potentially useful for the processing of special copper concentrates, like those low in iron. However, this kind of slags are very sensible to the silica content, so are not applicable to primary copper smelting processes, with some of known exceptions (Eerola et al., 1984): Olympic Dam (Australia), KGHM Polska Miedz (Poland) and Konkola Copper Mines Plc. (Zambia). These three facilities apply the Outotec smelting process direct to blister.
On the other hand, the modern technology of Outotec continuous converting, in which it is possible to smelt high grade mattes and flash converting to blister, also has intensive utilisation of calcium ferrite slags.
Thermodynamics of FeO–Fe2O3–CaO system
Silica has been accepted as an essential component of slags, but this is not necessarily a condition required in processes such as matte converting, crude metal refining and even concentrate smelting with low silica contents.
Due to the existence of silica, slags are strongly acid with high viscosity, and the presence of high contents of basic oxides is inevitable. The formation of basic slags for removing arsenic and others impurities is difficult in silicate liquid slags.
Though the addition of CaO to the slag may increase its basicity, it might simultaneously lead to an increase in the amount of slag and to a decrease in the capacity of reactivity of the slag due to the FeO.
Oxygen potentials and slag compositions of FeO–Fe2O3–CaO system
In Fig. 5, the liquidus on the isotherms OP, PV, VZ, OR and RR′ are in equilibrium with solid Fe, wüstite, magnetite, lime and dicalcium ferrite respectively. The oxygen isobars vary between 10−11 to 1 atm of oxygen and are shown in Fig. 5 in the homogenous liquid zone.
It may be observed that dicalcium ferrite slags have a high reactivity capacity due to the iron oxides, thus discarding the problems originated by the separation of the solid magnetite, even under high potentials of oxygen when the lime content is kept at an adequate level. The oxygen potential, the compositions of the slag and temperature are related in the following equation in the range of oxygen potential, corresponding to a magnitude order about that of saturation with iron, 10−4 atm

Thermodynamics of CaO–FeO–Cu2O system
Figure 21 schematically represents quaternary system CaO–FeO–Fe2O3–CuO0·5. The darker surface corresponds to the composition of the slag %CaO/(%CaO+%FeOX) = 0·25. Since under saturation with metallic copper, there is some degree of freedom, the Fe3+/Fe2+ ratio depends on copper oxide content and %CaO at a certain temperature.
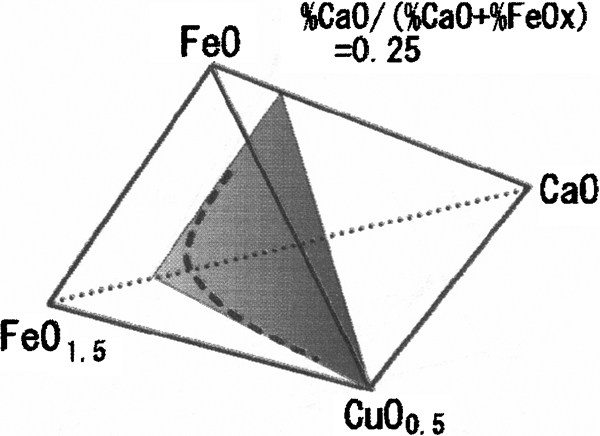
Schematic representation of quaternary system CaO–FeO–FeO1·5–CuO0·5 (Takeda, 2003)
The experimental liquidus lines are illustrated in Fig. 22, in which %FeOX is %FeO+%FeO1·5. The solid phases merged with the liquidus in Fig. 23 are: WF (FeO.FeOx), C (CaO), Cup (Cu2O), C2F (2CaO.FeOX), C4WF4 (4CaO.FeO.4FeOX) and Del (delafossite, CuFeO2), which depend on the temperature and the slag composition, and shown as an example at 1100°C in Fig. 23.
Liquidus lines of CaO–FeOX–Cu2O under saturation with metallic copper (Takeda, 2003)
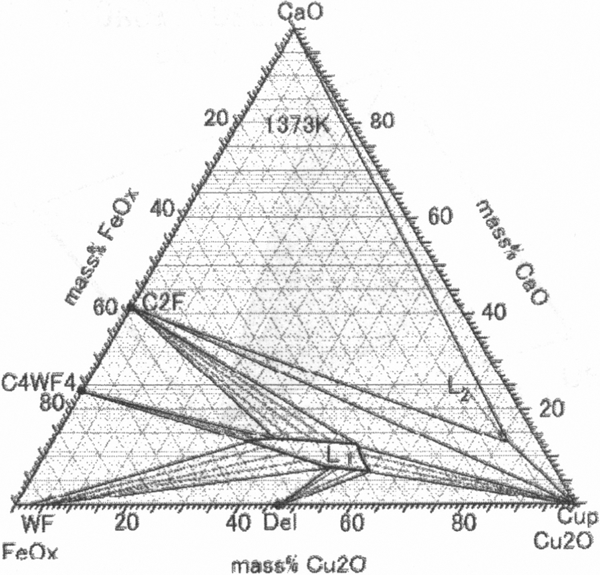
Liquidus lines and solids merged at 1100°C (Takeda, 2003)
Thermodynamics of Cu–O–CaO system
Takeda (2003) found that the relationship between CuO0·5 activity coefficient is a quadratic function of CaO (wt-%), given by

On the other hand, Peddada and Gaskell (1993) determine the slag compositions smelt in system Cu–O–CaO and the activities of Cu and CuO0·5. Figure 24 shows the variations of CuO0·5 and CaO activities with the composition along with the atmospheric air isobars (0·21 atm).
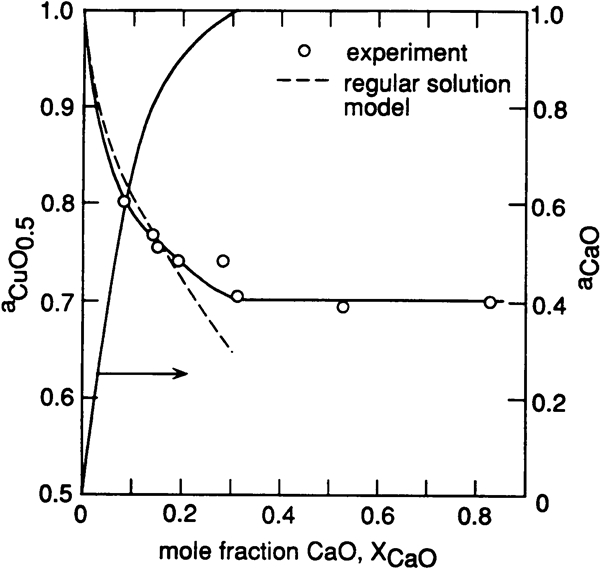
Activities of CuO0·5 and CaO along with isobar for atmospheric air in system Cu–O–CaO at 1300°C (Takeda, 2003)
Losses of copper in calcium ferrite slags
Professor Yazawa et al. (1981) studied the equilibrium of slags FeO–Fe2O3–CaO with liquid copper at 1250°C. From his findings, he deduced that the copper content in calcium ferrite slags is a function of the oxygen potential, whose value is tremendously lower than in iron silicate slags. For certain oxygen potential, the ratio between %Cu in silica slags and the %Cu in calcium ferrite slags is about 1·6.
Eerola et al. (1984) studied the solubility of copper in calcium ferrite slags in terms of partial oxygen pressure, which matched with the results obtained by Yazawa et al. (1981). They found that, for high oxygen potentials about 10−8 atm, a positive deviation of the projected linear results was produced from the low partial pressures of oxygen. Considering the conditions under which the experiences were made, it could be observed that less than 1% of copper in the slag corresponded to a mechanically entrapped metal.
On the other hand, Yazawa (1988) showed that if copper is loosed in the oxidic form into the slag, like the monovalent species CuO0·5, then the relationship that controls the copper content in the slag is
 correspond to the copper activity, the total number of mole of 100 g of slag expressed as mononuclear species, atomic weight and coefficient of activity of the CuO0·5 respectively. According to Yazawa, nT in calcium ferrite slags varies between 1·41 and 1·49. K is the equilibrium constant of the formation reaction of copper oxide with Cu(l), O2(g) and CuO0·5 as standard states.
correspond to the copper activity, the total number of mole of 100 g of slag expressed as mononuclear species, atomic weight and coefficient of activity of the CuO0·5 respectively. According to Yazawa, nT in calcium ferrite slags varies between 1·41 and 1·49. K is the equilibrium constant of the formation reaction of copper oxide with Cu(l), O2(g) and CuO0·5 as standard states.
The relation (4) indicates the dependence between log (%Cu) and log (
 ), given that
), given that
 is constant. The deviation of linearity of the curve in Fig. 25 implies that at high partial pressures of oxygen,
is constant. The deviation of linearity of the curve in Fig. 25 implies that at high partial pressures of oxygen,
 is not constant, i.e. that CuO0·5 does not follow Henry's law.
is not constant, i.e. that CuO0·5 does not follow Henry's law.
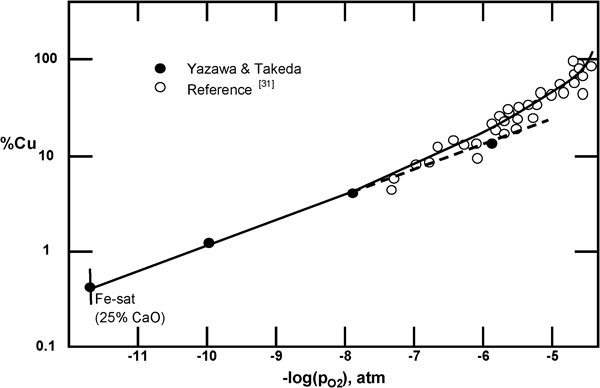
Copper dissolution in calcium ferrite slags from liquid copper in terms of partial pressure of oxygen (Yazawa, 1988)
The coefficient of activity of the dissolved CuO0·5 has been estimated from the equilibrium constant for the formation of liquid CuO0·5 through the copper content in the slag, as shown in Fig. 26.
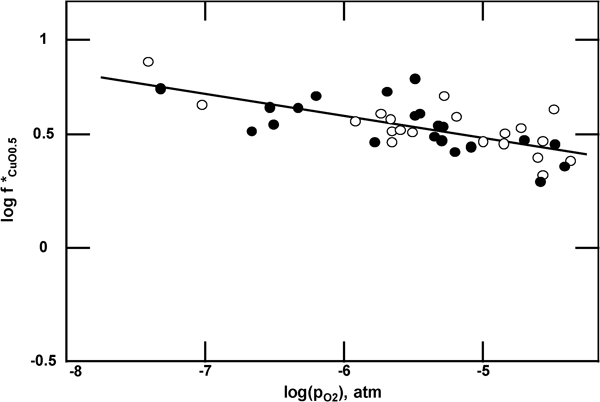
Coefficient of activity of dissolved CuO0·5(l) in calcium ferrite slags at 1250°C (○: Alloys Cu–Ni–Sb; •: alloys Cu–As–Bi–Sb) (Yazawa, 1988)
Therefore,
 decreases when the partial pressure of oxygen increases. This seems to be reasonable from the point of view of thermodynamics, due to the presence of cupric oxide in the slag. However, it has been suggested that a significant oxidation of cuprous ions to cupric only takes place for very high partial pressures of oxygen (Yazawa, 1988).
decreases when the partial pressure of oxygen increases. This seems to be reasonable from the point of view of thermodynamics, due to the presence of cupric oxide in the slag. However, it has been suggested that a significant oxidation of cuprous ions to cupric only takes place for very high partial pressures of oxygen (Yazawa, 1988).
Likewise, Palacios and Gaskell (1993) showed that the dependence between %Cu and the activity of CuO0·5 in slags of saturated iron oxides with CaO and calcium ferrite is linear, obeying the mathematical correlation


Impurities distribution to calcium ferrite slags
Eerola et al. (1984) studied the thermodynamics of copper and minor elements in calcium ferrite slags under copper refining conditions at 1250°C. They determined that the distribution coefficients between this quality of slag and copper for As, Bi, Ni, Pb and Sb in the range of oxygen concentrations between 0·02 and 0·7%, follow the relationship

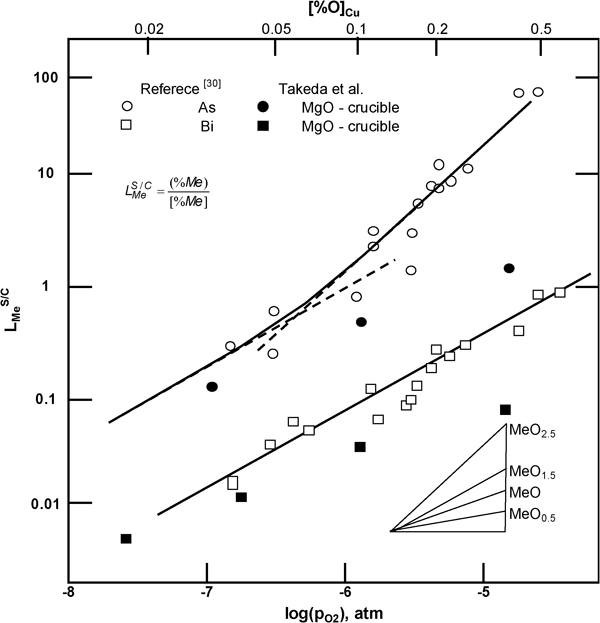
Distribution coefficients of As and Bi between calcium ferrite slag and copper at 1250°C (Eerola et al., 1984)
Figure 28 shows the distribution coefficients for Pb and Ni, and the slopes indicate that both elements oxidised in the slag as bivalent species in the whole range of oxygen potentials.
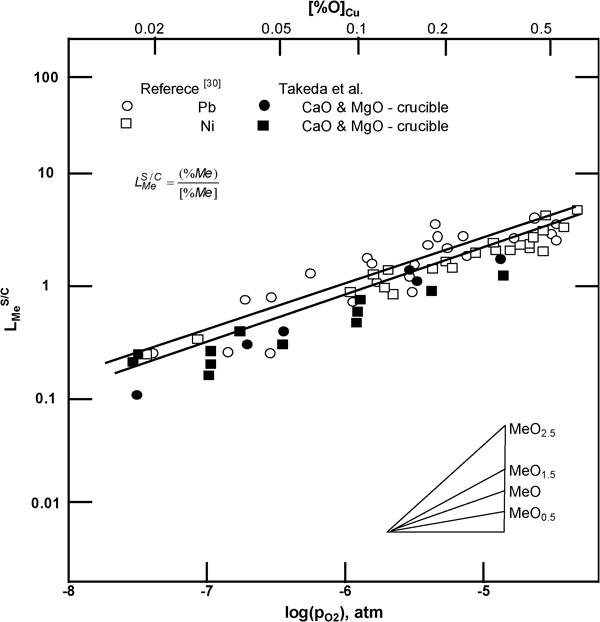
Distribution coefficients of Pb and Ni between calcium ferrite slag and copper at 1250°C (Eerola et al., 1984)
On the other hand, Fig. 29 shows that for oxygen potentials below 10−6 atm, Sb oxidises predominantly to SbO1·5 (trivalent Sb), whereas over the previous oxygen potential, the predominant species in the calcium ferrite slag at 1250°C is SbO2·5 (pentavalent Sb).
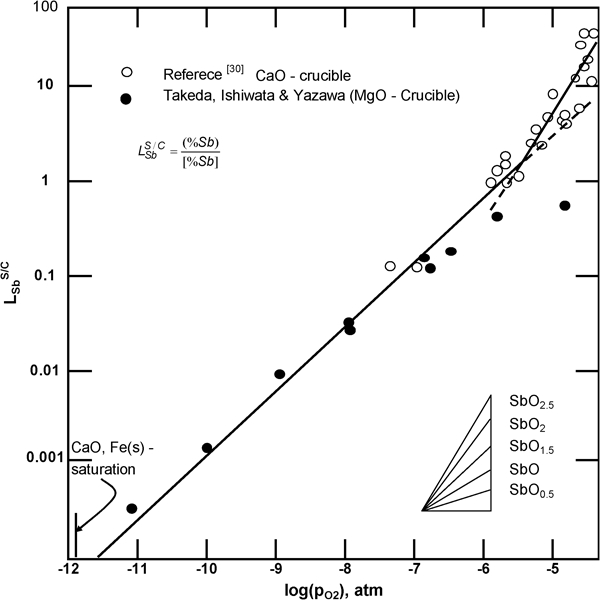
Distribution coefficients of Sb between calcium ferrite slag and copper at 1250°C (Eerola et al., 1984)
The distribution coefficients of impurities between calcium ferrite slags and copper were subjected to statistical analysis resulting in the following relations between these ones and the oxygen potential (atm) (Eerola et al., 1984)






Table 1 shows the activity coefficients of several impurity oxides in calcium ferrite slags compared with that of silicate slags (Eerola et al., 1984).
Activity coefficients of several impurity oxides containing in copper fire refining slags (Eerola et al., 1984)
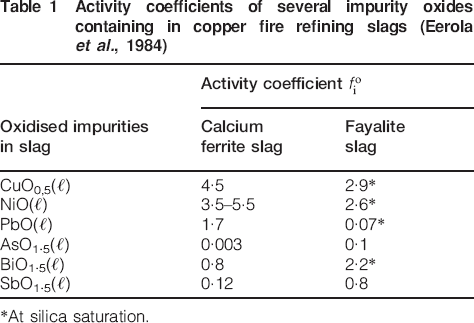

*At silica saturation.
A relatively recent article (Johnson et al., 2004) reports that the equilibrium distribution measurements of Se have been made between calcium ferrite slags saturated in MgO and a copper alloy under partial pressures of oxygen at 1300°C. Results showed that the oxygen potential strongly affects the equilibrium distribution ratio of selenium between the slag and the metallic phase. Such a ratio diminishes from 0·316 to 0·0158, as the partial pressure of oxygen increases from 10−9 to 10−6 atm. The results show that selenium occurs as sulphur in calcium ferrite slags, in which its oxidation state in the slag is −2. The comparison of these results with data published for iron silicate slags shows that the calcium ferrite slag has a greater capacity for selenium slagging.
Interaction between refractory and calcium ferrite slags
Laboratory tests have proved that the activity coefficients for the oxidised impurities in slags and, consequently, the distribution coefficients between slag and metal, modify according to the crucible used, as it may be observed in Figs. 27 and 28.
Figure 27 shows that in the case of As addition to producing a change in slope, which in turn implies a mixture of oxides in the slag, there arises a difference of one order of magnitude when changing the crucible from CaO to MgO. In this particular case, arsenic is distributed mainly to the calcium ferrite saturated in lime. For Bi, the same may be observed.
A similar effect is observed in Fig. 28. In this case, Pb and Ni are distributed mainly to the calcium ferrite slag in presence of CaO crucibles than in MgO crucibles and the difference of one order of magnitude is not being overcome.
From the last statement, it is possible to project the industrial operational practice, where the refractories in the refining furnaces are made up of magnesite, which could be assimilated to MgO crucibles in laboratory tests.
Now, as in the presence of MgO in the slag or refractories based on MgO, the distribution of impurities between the calcium ferrite slag and copper diminish, it is convenient to saturate this slag with CaO to substantially improve the fire refining process of copper.
One of the possible disadvantages of calcium ferrite slags is the high rate of refractory wearing associated, according to results obtained in the Mitsubishi process (Tanak et al., 2003). Smelting and converting processes of copper in the presence of iron silica slags using refractories based on magnesia–chromite or chromium–magnesite ensure the long useful lives.
Solubility of magnesia
Content of MgO measured in a copper free calcium ferrite slag at 1300°C varied between 0·9 and 1·6%, as the oxygen potential increase approximately from 10−8 to 4×10−7 atm, with a maximum value of 2% at 10−6 atm (Jahanshahi and Sun et al., 2003; Yan et al., 2005).
Composition of MgO has also been measured in the solution layer contacting calcium ferrite slag as a way to determine the activity and coefficient activity of MgO. The coefficient activity of MgO calculated in these slags was approximately 15 for an oxygen potential between 10−4 and 10−8 atm (Jahanshahi and Sun et al., 2003; Yan et al., 2005).
Figure 30 shows the concentration effect of Cu2O over the solubility of MgO in calcium ferrite slags at 1300°C. It can be observed that the copper oxide has a strong effect on the solubility increment of MgO in these slags and reduces the activity coefficient of MgO to approximately an half (15–7), when the content of copper oxide increases from 0 to 28% (Jahanshahi and Sun et al., 2003; Yan et al., 2005).
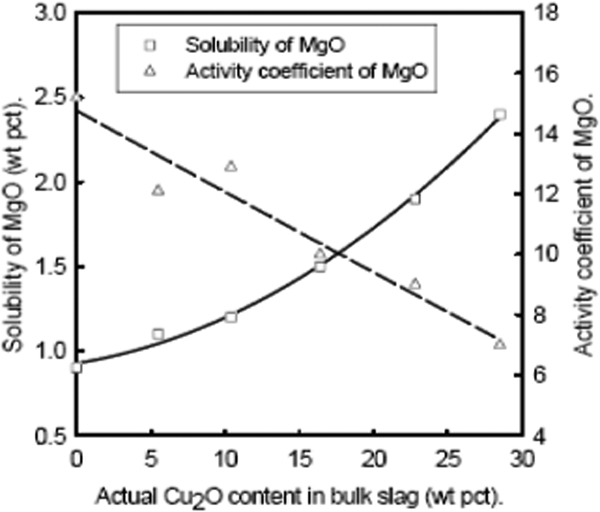
Variations in solubility and activity coefficient of MgO in terms of content of Cu2O in slag at 1300°C (Jahanshahi and Sun et al., 2003; Yan et al., 2005)
In accordance with other researchers (Fahey et al., 2004), further values of MgO solubility are to much less than 4–6% in iron silicate slag under similar conditions. This indicates that the MgO solubility is unlikely to be the cause of the high rate of refractory wear when the calcium ferrite slags are used.
Solubility of chromia
It has been reported that the solubility of chromia, Cr2O3, in calcium ferrite slags that contain about 20% CaO at 1300°C, is relatively low when being in the range of 0·25 at 0·9% (Jahanshahi and Sun et al., 2003). In slags without copper, the solubility increased from 0·25 to 0·87%, as the oxygen potential decrease approximately from 3·7×10−4 to 10−8 atm. Likewise, it was found that the solubility of Cr2O3 is also dependent on the Cu2O content in the slag, rising from 0·25 at 0·77%, when the Cu2O increased from 0 at 9% for an oxygen potential of 3·7×10−4 atm.
On the other hand, phase transformations resulting from reactions between dense Cr2O3 and calcium ferrite slags have been examined (Jahanshahi and Sun et al., 2003). The formation of new phases in the slag/Cr2O3 interphase was found as the slag gets in contact with the Cr2O3 refractory. A layer of spinel rich in magnetite containing about 5·9%Cr2O3 to an oxygen potential of 10−6 atm and 1300°C was observed. This virtually coherent layer tends to avoid any direct contact between the slag and the Cr2O3 refractory, thus suggesting that the process of dissolution could proceed by diffusion of the chromium oxide through this layer. These results have shown that the thermodynamic moving force for the dissolution of Cr2O3 in calcium ferrite slags is low at 1300°C and increases with the oxygen potential, since there is a marked effect in the phase transformations and degradation of the Cr2O3 refractory when they are in contact with calcium ferrite slags (Jahanshahi and Sun et al., 2003).
Within the recent technological advances in the copper industry, it has proved the attractiveness that the use from calcium ferrite slag in copper converting continuous processes is, in spite of the serious wear caused by this kind of slag, which hits in the useful life of the magnesia–chromium refractory lining used in these processes. Solubility of Cr2O3 in calcium ferrite slags at 1300°C and 3·7×10−4 atm was determined by Fahey et al. (2004). These are similar conditions to ones applied in the copper continuous converting process. Authors concluded that approximately 2%Cr2O3 can be dissolved in the calcium ferrite slag under such conditions. In addition, it is concluded that the Cr2O3 solubility is not affected by the Cu2O content, but can fall down when the CaO content is diminished. They also discussed the implications of these findings on the wear mechanism of calcium ferrite slag in magnesia–chromium refractory lining.
Solubility of chromium–magnesite
In calcium ferrite slags with no copper, the solubility of the chromium magnesite, MgCr2O4 or MgO.Cr2O3 increases with the reduction of the oxygen potential (Jahanshahi and Sun et al., 2003). Figure 31 shows the increment of solubility of MgCr2O4, as the content of Cu2O increases in the calcium ferrite slag (Jahanshahi and Sun et al., 2003). The contents of MgO and Cr2O3 in calcium ferrite slags with no copper and saturated with MgCr2O4 are significantly lower than the respective contents of the components of these calcium ferrite slags saturated with MgO and Cr2O3.
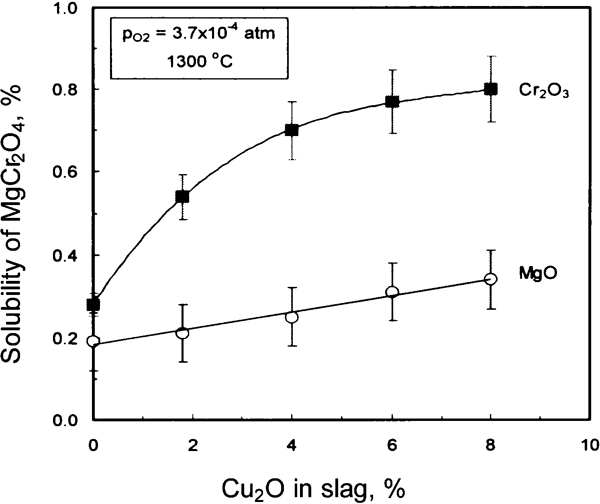
Dependence on solubility of MgCr2O4 in terms of function of content of Cu2O in slag at 1300°C and oxygen potential of 3·4×10−7 atm (Jahanshahi and Sun et al., 2003)
Conclusion
From the thermodynamic point of view, with the studied quaternary diagrams, it was possible to conclude the following.
For the Cu–Fe–O–SiO2 system, generally the solid phases do not extend too far into the quaternary system. Solid SiO2 does not dissolve Fe or Cu, neither metals nor oxides. Between 1200 and 1300°C, silica is insoluble in magnetite, probably insoluble in the solid spinel solution, FeO, Fe–Cu alloys and liquid copper.
At temperatures of copper smelting and converting processes, the FeO–Fe2O3–SiO2 system is limited in terms of magnetite solubility, varying in oxygen potentials from 10−11 to 10−7 atm of oxygen pressure.
In the case of fayalitic slags, copper could be entrapped into iron silicate system. Temperature is an important parameter to be considered to avoid metal losses, as excess of silica content, related to that needed to form fayalite, could increase strongly the melting temperature of the slag.
In other situation, some impurities still present in melting system, can be easily eliminated when using fayalite slags. Then a selective choice could be made in order to avoid presence of harmful impurities.
Cu–Fe–O–CaO system is characterised by a wide homogeneity range, extending from iron saturation to pure oxygen. The system has a higher solubility, varying from oxygen potentials as low as 10−11 up to 1 atm of oxygen pressure. Activity coefficient of copper oxide is high; thus copper solubility is lower than that in iron silicate slags. Additionally, it is sensitive to silica and therefore, its use in the primary concentrate smelting step is not possible. Activity coefficients of oxidised impurities, mainly As, Sb and Bi, are low; thus impurity solubility are greater than in fayalite slags.
For lining refractories with high MgO content, copper oxide has a strong effect in increasing MgO solubility in the slag and reducing the MgO activity coefficient, while MgO solubility is lower than in iron silicate slag under similar conditions. It is unlikely to be the cause of the high rate of refractory wear when the calcium ferrite slags are used.
For lining refractories with high Cr2O3 content, dissolution of Cr2O3 in calcium ferrite slags is low at 1300°C and increases with the oxygen potential, since there is a marked effect on Cr2O3 refractory when they are in contact with calcium ferrite slags, especially during the oxidation step in copper fire refining.
Solubility of the chromium magnesite increases with the reduction of the oxygen potential. This is very important information especially during the deoxidation step in copper fire refining.