
Abstract
The aim of this work was to explore the effect of mineralogy and gas reductant on the reduction of nickel laterites. Three different nickel saprolitic ores reduced by carbon monoxide were examined, and the results were compared with hydrogen reduction of the same ores. The reduction experiments were carried out in a thermobalance furnace which allows continuous measurement of mass change. The ores were reduced in CO/CO2 (72%∶28%) at 750 and 900°C for 90 min. Chemical analysis was utilised to determine the degree of metallisation of the reduced pellets. It was found that the reduction rate and degree of removable oxygen at 750 and 900°C in CO/CO2 was lower compared to reduction experiments in H2/N2 (72%∶28%). The reducibility of the samples seems to depend on mineralogy and their modes of decomposition and recrystallisation. The results clearly indicate that using various reducing gases has an impact on the reduction behaviour and generation of metallics of nickel saprolitic ores.
Introduction
Nickel is commonly alloyed with other metals to provide resistance to corrosion and heat, and to add strength and hardness. About three-fourths of nickel production is used for stainless steel production, while the remainder (about one-fourth of nickel) is exploited in non-stainless and nickel–copper based alloys, nickel plating, foundries, and other specialised uses (Eckleman, 2010).
Nickel is chiefly present in two principal ore types, sulphide and laterite ores. Historically, production has been dominated by sulphide ores, although ∼70% of the world's land based nickel resources are contained in laterites. Laterites currently account for only ∼40% of world nickel production. The principal reason for this is that the laterite ores typically require substantially more energy and chemicals to produce nickel than sulphide ones (Diaz et al., 2004).
On the other hand, because of the recent decline in sulphide nickel reserves, laterites are becoming an increasingly important source of nickel, in spite of their low nickel grade and the fact that laterites cannot be upgraded by mineral processing techniques, or they commonly require a basic ore beneficiation before processing (since flotation is generally unsuitable). Furthermore, laterite mines are mostly open cast, because of the large area and shallow nature of the ores. Consequently, they contain large amounts of physical and chemical bonding water, which needs to be addressed through drying or calcining before smelting. Therefore, nickel production from laterite ores is relatively complex, since they require high energy inputs to achieve the high temperatures required for pyrometallurgical processes, or the consumption of high levels of chemicals to leach the ore for hydrometallurgical processes. There are three major process configurations in this respect; rotary kiln electric furnaces (RKEFs), the Caron ammonia leach process, and high pressure acid leaching. In general, laterite ore types are suited to a particular process, such as limonite for high pressure acid leaching or saprolite for RKEFs (Kerfoot, 1991).
In the RKEF technology, the roasting reduction of ore (saprolite) in a rotary kiln has a significant impact on the final ferronickel production; the higher the degree of the necessary pre-reduction of the calcine, the greater the energy saving during the smelting in the electric furnace. In addition, through the pre-reduction, the ratio of Ni to Fe can be controlled in order to obtain an appreciable grade of Fe–Ni alloys with high nickel recovery (Diaz et al., 2004; Rigopoulos et al., 2004; Solar, 2008, 2009 Zevgolis et al., 2009). Furthermore, the problem posed by the presence of MgO and SiO2 contents is that they significantly affect the degree of pre-reduction, as well as the operating temperature used in subsequent steps of the process. In general, the greater the quantities of these constituents are, the higher the temperature that is necessary to produce a liquid phase medium and the lower the pre-reduction that is obtained.
Generally, in the thermal treatment of laterites, there are obvious differences between the thermal behaviour of the minerals in the saprolite. When we examined the thermal behaviour of the laterites used in this study, it was found that dehydroxylation begins around 550°C and up to this temperature it is mainly a small amount of the excess water that is lost. About 80% of the dehydroxylation is completed by 600–650°C. The remaining dehydroxylation takes place quite slowly and approaches completion near 850°C. Therefore, the dehydroxylation is clearly a two stage process, with about three-quarters of the process complete at ∼700°C and the remaining quarter at ∼900°C (Bunjaku et al., 2011).
As a result of dehydroxylation, an intermediate phase was observed to form in a temperature range between the endothermic and exothermic reactions, apart from the ore containing antigorite, which decomposed and crystallised to forsterite (Mg2SiO4) and enstatite (MgSiO3) simultaneously. This intermediate phase is largely disordered and thus has high chemical reactivity. After the crystallisation of the amorphous phase, olivine [(Mg, Fe, Ni)2SiO4] and pyroxene [(Mg, Fe, Ni)SiO3] have been detected as being formed (Bunjaku et al., 2010; Bunjaku et al., 2011).
Upon reduction, after recrystallisation, it has been suggested by Kawahara (1988), Hallet (1997) and Nath (1995) that the nickel oxide will be bonded in pyroxene and especially firmly in the olivine phase, and consequently the reduction of the nickel oxide becomes considerably more difficult. Therefore, if the decomposition can be controlled in such a way that the reduction can be completed before the formation of new phases, much higher levels of nickel recovery can be achieved (Li and Coley, 2000; Bunjaku et al., 2011). Hence, the aim of the present study was to investigate the reduction of several types of saprolites before and after the crystallisation reaction in a CO/CO2 atmosphere, and to compare the results with reduction experiments in H2/N2 performed previously by the authors, in order to define the optimal reduction conditions and explore the relationship between the reducibility, ore mineralogy and reducing gas.
Experimental
In the experiments, ores from Brazil (Mirabela deposit) and Colombia [Colombia-1 and Colombia-2, Cerro Matoso S.A. (CMSA) deposit] were examined. The chemical composition, moisture, accessible oxygen, and main phases detected in the ores are presented in Tables 1 and 2 respectively.
Chemical analyses, moisture and accessible oxygen content of saprolitic ores used in experiments/wt-%
Main phases present in saprolitic ores
The experimental technique adopted for this study has been described in detail earlier (Bunjaku et al., 2010; Bunjaku et al., 2012; Bunjaku et al., 2011). The air dried ores were crushed in a laboratory ball mill (Planetary Mono Mill PULVERISETTE 6), screened in a 500 μm mesh size sieve, and characterised using an X-ray diffractometer (XRD; Bruker AXS DFocus), a scanning electron microscope energy dispersive spectroscope (SEMEDS; FEG-SEM Jeol JSM 700F and Oxford INCA-Energy and Wave), and chemical analysis (the wet chemical method using the ICP technique Thermo Scientific Model iCAP 6000). The loss on ignition content was thermogravimetrically measured in a Mettler Toledo TGA/DSc 1 by heating the ores up to 1100°C under dry flowing nitrogen. Contrary to the experimental measurements, the oxygen content Oox of the ores was calculated stoichiometrically by the ratio
 , where Meor is the analytical metal concentration in the ore and
, where Meor is the analytical metal concentration in the ore and
 ,
,
 are the stoichiometric metal and oxygen concentrations in the oxide respectively.
are the stoichiometric metal and oxygen concentrations in the oxide respectively.
According to Tables 1 and 2, the ores mainly contain serpentine (e.g. lizardite, clinochrysotile and antigorite) and vermiculite with some chlorite minerals and goethite. Apparently, the ores have high (14·7–26·6%) magnesium and (44·9–49·6%) silica contents, because of the presence of silicate minerals. It is also expected that the nickel present in the ores will mostly be in the serpentine minerals. Further, the ores are compositionally variable on a microscopic scale and exhibit heterogeneous textures (Bunjaku et al., 2010).
The ores were pelletised with a laboratory pelletising disc (Erweka AR 401; outside diameter 400 mm, inside height 165 mm, inclination and revolutions per minute can be changed), using bentonite as a binder, and thereafter were dried at 105°C for 18 h. The diameter of the pellets was restricted to ∼12 mm and the reducing gas flowrate was maintained at 1 dm3 min−1, in order to reduce the effect of mass transfer, which hampers the homogeneous reducing of the ores.
The reduction experiments were carried out in a thermobalance furnace (Fig. 1), which allows continuous measurement of mass change. In a typical experiment, a pellet of ∼1·5 g and 12 mm in diameter was placed into a platinum basket hanging from the balance. The furnace was heated up at a constant rate (4°C min−1) under an N2 atmosphere to the experimental temperature, where the sample was kept until no weight loss was detected. Thereafter, the atmosphere was changed to CO/CO2 (72%∶28%) and reduction started. The preceding calcination step ensures that the mass loss during reduction represents the loss of oxygen resulting from the reduction of the iron and nickel oxides. The purities of the N2, CO and CO2 gases were 99·5, 99 and 99·7% respectively. The weight loss of the sample was continuously recorded during the experiment by a Mettler Toledo AB104-S balance. A Pt–10(wt-%) Rh/ Pt (type S) thermocouple was installed just below the pellet to record the temperature of the reaction zone. After reduction, the pellet was cooled down to room temperature in flowing nitrogen. The cooled pellet was then examined by SEMEDS and XRD for microstructure and phase characterisation, and by bromine–methanol leaching using the inductively coupled plasma (ICP) spectrophotometry technique for determination of the individual metallic elements in the reduced pellet. In conventional bromine–methanol leaching using the ICP technique, the reduced pellets were leached out in a bromine–methanol solution. Thereafter, the individual metals contained in the extraction liquid were determined with the ICP technique (Kawahara et al., 1988; Li and Coley, 2000).
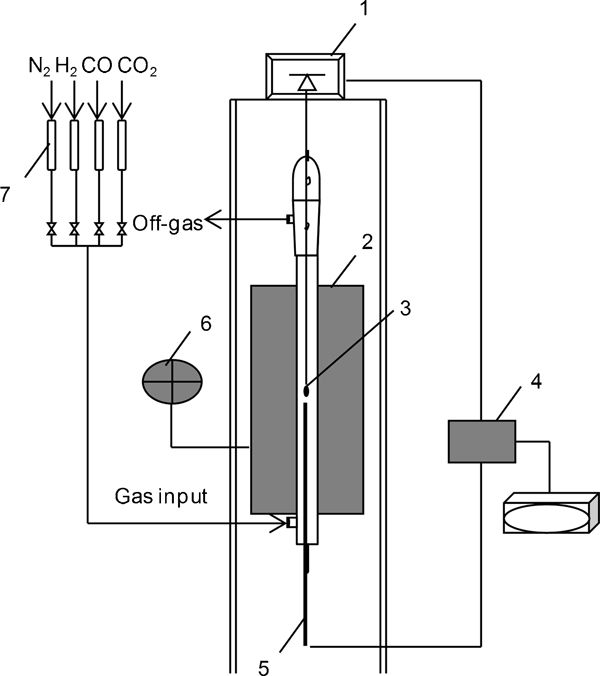
Schematic diagram of experimental apparatus: 1: microbalance; 2: box furnace; 3: pellet; 4: weight loss and temperature recorder; 5: thermocouple; 6: furnace's heating rate controller; 7: flowmeters
The accessible oxygen presented in Table 1 is defined as oxygen contained in NiO, FexO and CoO, and the degree of removable oxygen as Rt, after the time t relative to the nickel, iron and cobalt in CO/CO2, is calculated (see equations (1) and (2)) in a similar way to that in H2/N2 done earlier by the present authors (Bunjaku et al., 2012).


 is the oxygen combined with iron,
is the oxygen combined with iron,
 is the oxygen combined with nickel and
is the oxygen combined with nickel and
 is the oxygen combined with cobalt.
is the oxygen combined with cobalt.
Results and Discussion
Figures 2–4 show the removable oxygen degrees, calculated with equation (1), of the laterite samples reduced in a CO/CO2 atmosphere at temperatures of 750 and 900°C.
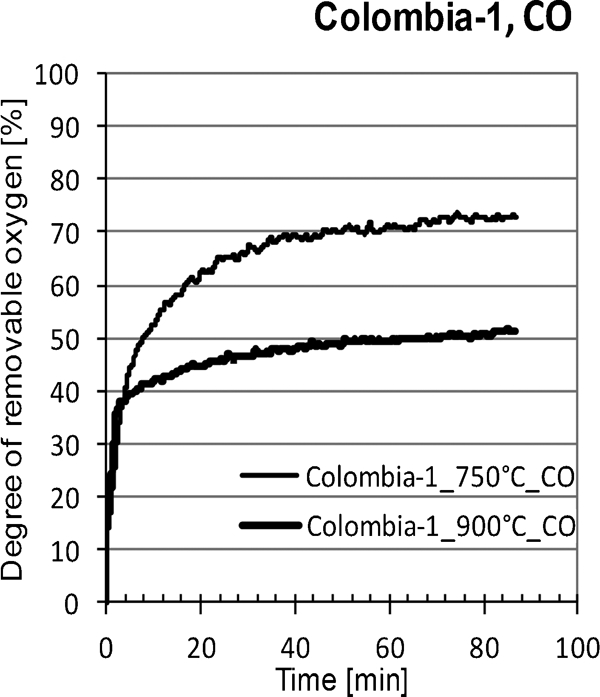
Effect of temperature on reduction of Colombia-1 by CO/CO2 (78%∶28%) gas mixture
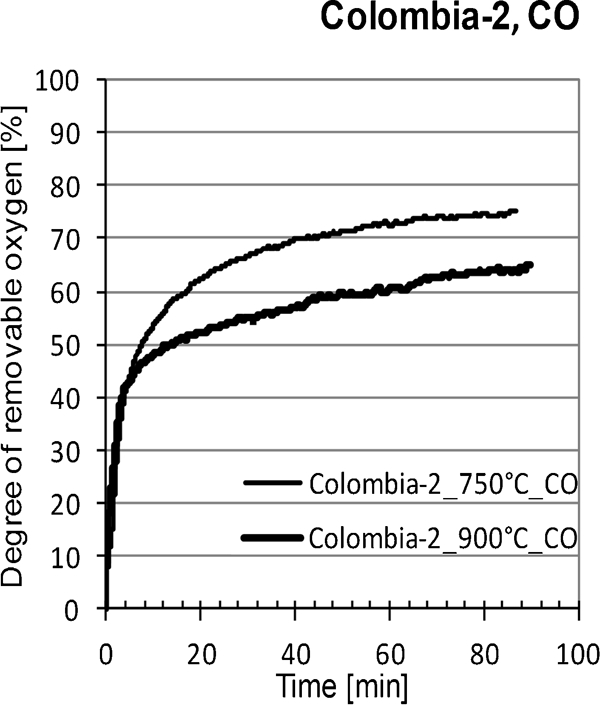
Effect of temperature on reduction of Colombia-2 by CO/CO2 (78%∶28%) gas mixture
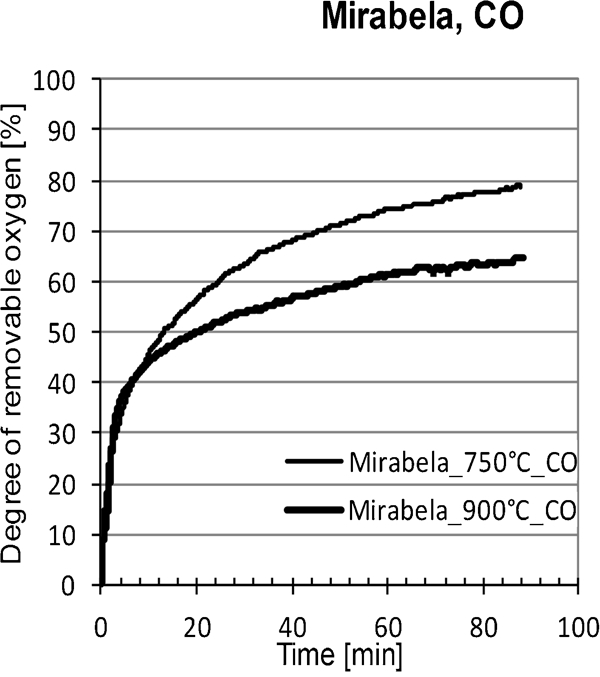
Effect of temperature on reduction of Mirabela by CO/CO2 (78%∶28%) gas mixture
The reduction experiments with Colombia-1 show that the rate of reduction at both temperatures during the initial ∼5 min was very fast, removing ∼40% of the reducible oxygen. Thereafter, the reduction rate decreases, particularly at 900°C, where the final degree of removable oxygen remains ∼20% lower compared to that at 750°C (Fig. 2).
Figure 3 demonstrates the degree of removable oxygen versus time in CO/CO2 at 750 and 900°C for the reduction of Colombia-2 pellets. In this case too, the reduction rates, up to ∼5 min, are linear with time, while after this, the rate of the reactions drops significantly, especially at 900°C. Consequently, the final degree of removable oxygen at 750°C was higher (∼75%) than that at 900°C (∼65%). The effect of temperature on the Rt of Colombia-1 was more pronounced than that with Colombia-2. Additionally, its reduction rate is lower than that of Colombia-2 at both temperatures. Although their corresponding phases (Table 4) after reduction do not differ from each other, differences in their reduction behaviour at high temperatures were observed, indicating the role of the initial ore mineralogy on the reduction rate.
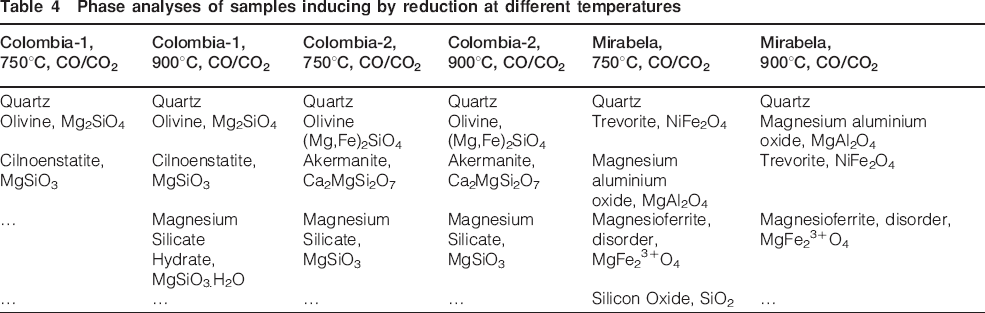
Phase analyses of samples inducing by reduction at different temperatures
The Rt of the Mirabela ore, as a function of time at 750 and 900°C, is shown in Fig. 4. It can be seen that the reduction rate at 750°C is almost parabolic. Like the Colombian ores, the final Rt of the Mirabela ore decreases when the temperature increases from 750 to 900°C. Added to this, because of its different mineralogy (Table 2), its degree of metallisation (Table 3) was also higher than that of the Colombian ores. Specifically, its final reduction rate at low temperatures, however, was different compared to the Colombian ores. Therefore, in the case of the Colombian ores, the reduction rate of removable oxygen at 750°C after a reduction time of 45 min was not as high as that of the Mirabela.
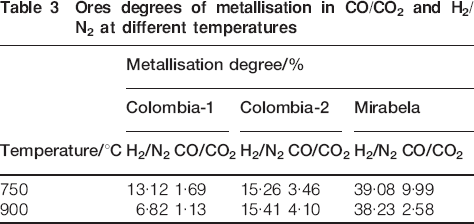
Ores degrees of metallisation in CO/CO2 and H2/N2 at different temperatures
For comparison, the CO reduction results, together with the results of reduction experiments for the same ores in an H2/N2 (72%∶28%) atmosphere performed earlier by the present authors (Bunjaku et al., 2012), are shown in Figs. 5–7.
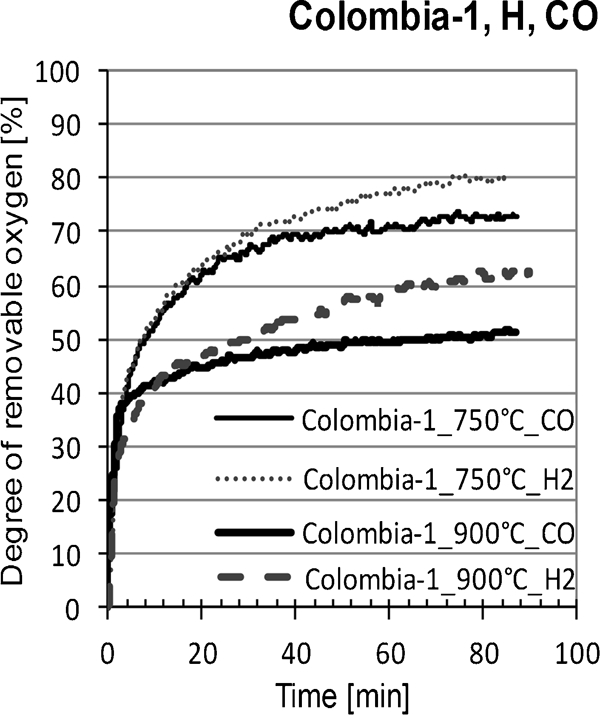
Comparison of Colombia-1 reduction in H2/N2 and CO/CO2 at 750 and 900°C
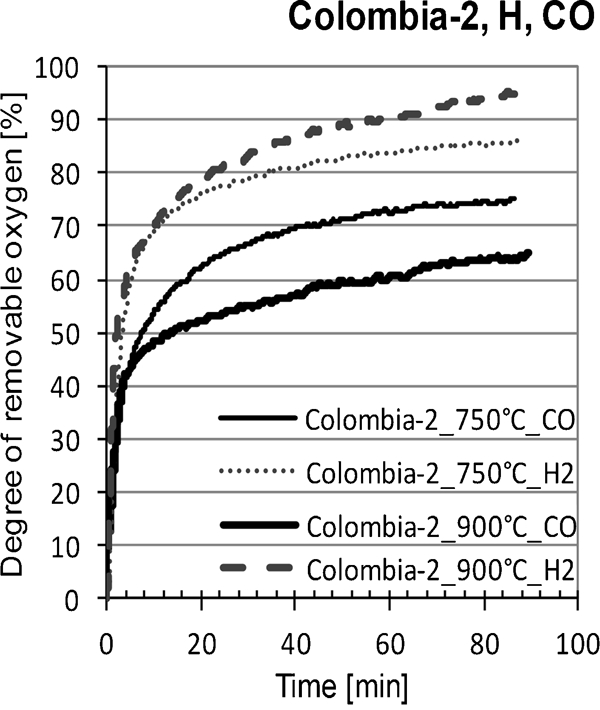
Comparison of Colombia-2 reduction in H2/N2 and CO/CO2 at 750 and 900°C
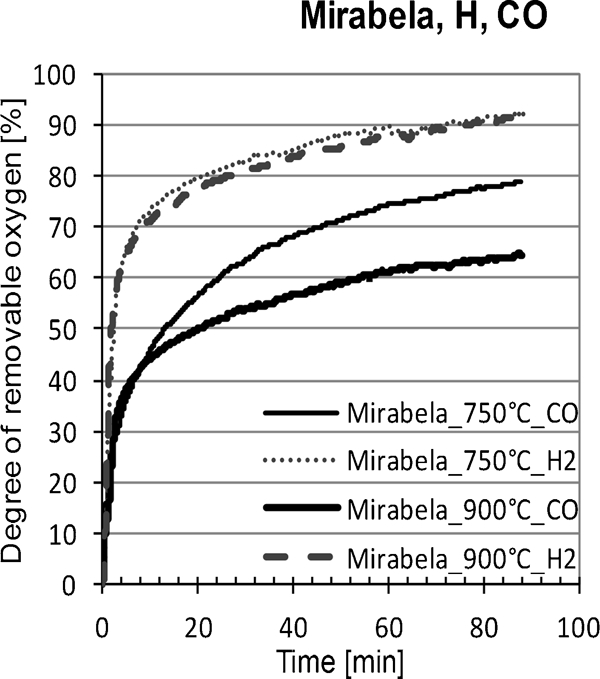
Comparison of Mirabela reduction in H2/N2 and CO/CO2 at 750 and 900°C
The effect of temperature on the removed accessible oxygen of Colombia-1 in H2/N2 and CO/CO2 is illustrated in Fig. 5. Figure 5 reveals that as the Rt of Colombia-1 in H2/N2 and CO/CO2 reaches ∼30 and 40% respectively, the rate of reduction at 900°C drops below that at 750°C. However, the final Rt, ∼60% at 900°C and ∼80% at 750°C in H2/N2, was higher than those of ∼51% at 900°C and ∼71% at 750°C in CO/CO2. In addition, the rate of reduction after ∼10 min in H2/N2 and particularly in CO/CO2 at both temperatures was relatively slow. The rate of reduction after 4 min was higher in H2/N2 at both temperatures than that in a CO/CO2 mixture. The highest temperature, 900°C, resulted in the lowest Rt, ∼60 and ∼51% in H2/N2 and CO/CO2 respectively.
Figure 6 shows the relation between the degree of removable oxygen and time for Colombia-2 at different temperatures in H2/N2 and CO/CO2 gas mixtures. Unlike in the experiments with Colombia-1 in H2/N2, the reduction rate and final removable oxygen degree of Colombia-2 in H2/N2 increase when the temperature increases from 750 to 900°C. However, Colombia-2 reduced in CO/CO2 at 900°C, which is above the critical temperature of new phase crystallisation (see Table 4), provided a lower final degree of removable oxygen than at 750°C. As with Colombia-1, the reduction rate of Colombia-2 after 4 min was higher at both temperatures in H2/N2 than in a CO/CO2 mixture. The final degree of removable oxygen Rt of Colombia-2 at both temperatures and in both reducing gases was higher than those of Colombia-1.
The degree of removable oxygen for Mirabela as a function of time in H2/N2 and CO/CO2 at 750 and 900°C is illustrated in Fig. 7. It can be seen that the Rt of Mirabela is higher in H2/N2 than in CO/CO2 reducing gas at both temperatures. The effect of the temperature on the reduction rate and the final degree of removable oxygen is negligible in H2/N2 but, as mentioned before, the rate of reduction and final reduction degree in CO/CO2 decreases when the temperature increases from 750 to 900°C.
The degrees of metallisation of iron and nickel in the samples reduced in H2/N2 and CO/CO2 are shown in Figs. 8 and 9 respectively. According to those bar charts, it can be seen that the nickel is more susceptible in CO/CO2 than iron, whereas the H2/N2 reducing gas mixture reduces iron oxides effectively. Furthermore, Table 3 shows the total degrees of metallisation (iron and nickel) of the reduced laterite samples in H2/N2 and CO/CO2 at different temperatures for 90 min. It implies that the Mirabela ore has been reduced the best at both temperatures and with both reducing gases, with the exception of Colombia-2 reduced at 900°C in CO/CO2. The degree of metallisation has been determined as the (Feo+Nio)/(Fetot+Nitot) ratio, where Meo is the analytical metallic concentration and Metot is the total concentration of the Me in the ore.
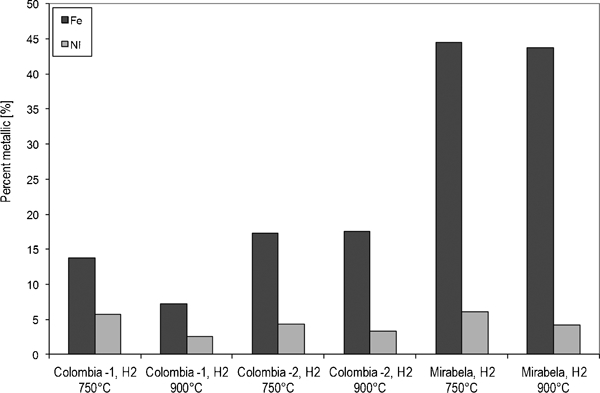
Metallisation degrees of metallic elements in H2/N2 at 750 and 900°C
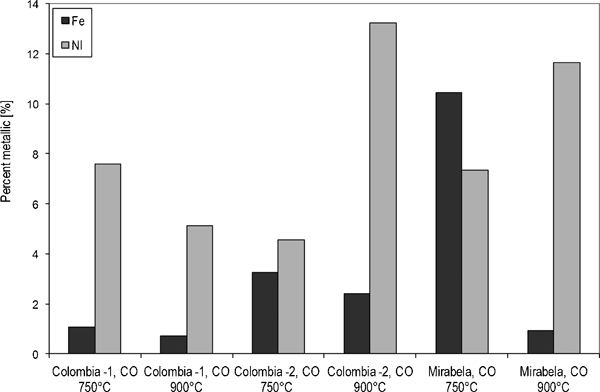
Metallisation degrees of metallic elements in CO/CO2 at 750 and 900°C
Scanning electron micrographs of reduced samples were recorded to show their morphological characteristics. The images of SEMEDS analysis shown in Fig. 10 indicate the formation of ferronickel particles in the pellets (see marks 2 and 3 in Fig. 10a). Very tiny ferronickel precipitates can be identified as generating within particles of silicates when reduced in CO/CO2 gas at 750 and 900°C. Furthermore, the sizes of the ferronickel particles are different and are considered to be dependent on the reducing temperature and chemistry of the ore (CaO, MgO/SiO2 ratio, and Al2O3). Subsequently, they will grow within the softened or partially molten magnesia silicate slag at the operating temperatures (>900°C) in the rotary kiln (Kobayashi et al., 2011; Rhamdhani et al., 2009). Additionally, the micrographs of the reduced pellets imply that the majority of the dark grey particles are Mg–Fe and Mg–Fe–Al silicates. Furthermore, unreduced nickel is mainly associated with Mg–Fe–Al and Mg–Fe silicates (see Fig. 10b and c).
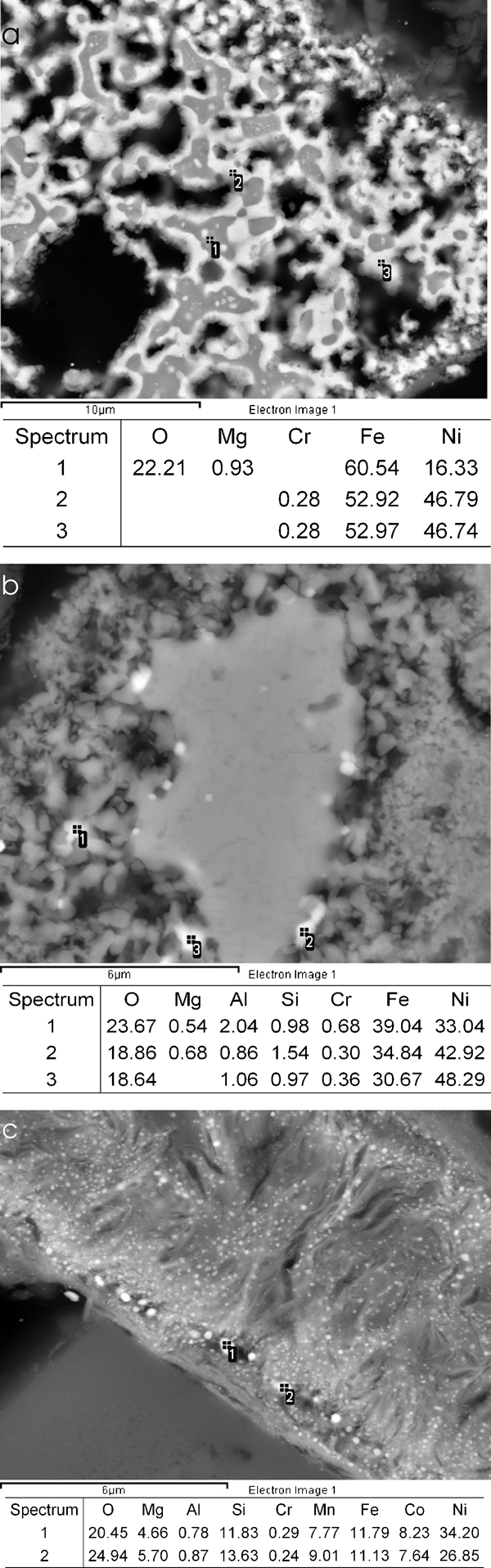
Microstructure of reduced samples in CO/CO2:
X-ray diffraction analyses of the reduced samples were carried out in order to identify the phases present. The XRD results shown in Table 4 revealed that the olivine (Mg2SiO4) and pyroxene (MgSiO3) phases are formed in Colombian ores at both temperatures, whereas trevorite (NiFe2O4) and magnesioferrite (MgFe23+O4) are present in the Mirabela sample. According to XRD patterns at 900°C (Fig. 11), the olivine and pyroxene phases of Colombia-2 are still in amorphous form (Bunjaku et al., 2010; Bunjaku et al., 2012). Furthermore, the magnesium silicate hydrate was identified by XRD in the Colombia-1 sample reduced at 900°C (Table 4), although chemically bound water ought to have been lost at over 800°C. The reduction gas (CO/CO2) which may cause the kinetic condition to deteriorate for the hydroxyl to move outwards from minerals is supposed to inhibit dehydroxylation.
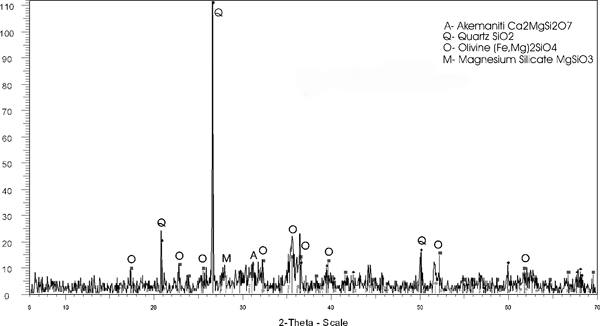
Mineral phase composition of Colombia-2 after being reduced in CO/CO2 at 900°C
In the actual pyrometallurgical extraction process of lateritic nickel ores, iron and nickel are reduced simultaneously; hence it is very difficult to give preference to the reduction of nickel over iron (Dalvi and Smeltzer, 1970). More particularly, when saprolitic ore is reduced in a conditioned gaseous atmosphere, both nickel and iron are formed simultaneously by reduction and the resultant ferronickel has a comparatively low nickel content (Szekely and Evans, 1971; Bunjaku et al., 2012).
Commercially, the reduction of nickel ores is achieved by utilising either carbon monoxide or hydrogen as the reducing gas



The fact is that iron can be fixed in the form of wüstite (Fig. 12 and reaction (5) (HSC chemistry 7·08)), so the nickel can be affected on the basis of the difference in reducibility between wüstite and nickel oxide (Dalvi and Sridhar, 1976). As one can see, nickel oxide will be reduced more readily than iron oxide at a fixed
 .
.

Predominance areas of different phases in Fe–Ni–O system as function of
,
 and temperature: diagram is calculated by HSC chemistry 7·08
and temperature: diagram is calculated by HSC chemistry 7·08
Since the nickel content of the ore deposits is generally relatively small, the reduction process produces only a relatively small amount of metallic nickel (Figs. 8 and 9), which is very finely distributed (Fig. 10). Therefore, the metallic nickel and iron particles might thereafter recover as a nickel–iron alloy by magnetic concentration since the metallic nickel and iron are strongly magnetic, whereas the iron oxide and other constituents of the tailings are only very weakly magnetic at best (Watanabe et al., 1987; Zhu et al., 2008).
Generally, in the saprolite, both magnesia and nickel oxide form a solid solution with silica, and thus the temperature for initiating the decomposition of the crystal of nickel magnesium silicate ore is ∼500°C, or preferably 600°C (Hang and Brindley, 1973; Burger, 1996; Li and Coley, 2000; Harris et al., 2009; Bunjaku et al., 2011). Consequently, nickel oxide that separates from the disintegrated nickel magnesia silicate crystal may recombine to form poorly reducible olivine (Mg, Ni)2SiO4 or/and easily reducible pyroxene (Mg, Ni)SiO3 if they are heated to ∼850°C or higher (Kawahara et al., 1988; Valix and Cheung, 2002).
Therefore, the initial minerals of the Mirabela and Colombia-2 ores behave differently in the reduction process in various reducing gases compared to the initial minerals in the Colombia-1 ore (Tables 1 and 2). Hence, the experimental results of the current study confirmed that the reducibility of the pellets depends on the initial mineralogy of the ores (Kawahara et al., 1988; Utigard and Bergman, 1992; Nath et al., 1995; Pietilä, 2011) and on the phases formed during heating and their NiO activity (Mukhopadhyay and Jacob, 1995). Therefore, information on the mechanism of phase transformation of the minerals, especially serpentine and other clay silicates, during the roasting reduction process is important for the improvement of the overall nickel yield from saprolitic ores (Hallet, 1997; Bunjaku et al., 2010; Bunjaku et al., 2012).
However, considering the XRD results shown in Table 4, and especially taking into account antigorite, which decomposes and recrystallises simultaneously, the lower reducibility obtained for Colombia-1 in H2/N2 and CO/CO2 at the high temperature of 900°C can be accounted for by the formation of a highly crystalline olivine (Mg, Fe, Ni)2SiO4 phase that is difficult to reduce and/or the formation of a mass transfer limiting reaction zone around the particles as a result of reduction. This is in agreement with Shirane et al. (1980), who showed that the activity of NiO in olivine solid solution shows considerable negative deviation from Raoul's law. As a consequence, the reduction of NiO that is combined in the olivine phase is thermodynamically and kinetically difficult. In addition, the continuous densification of olivine particles at high temperatures also prevents the access of fresh reducing gas. Furthermore, the reduction degrees of both Colombia-2 and Mirabela at 900°C also are low but not as low as Colombia-1, as a result of the later commencement of recrystallisation.
In addition, on the basis of the experimental results shown in Figs. 2–7, the reduction rate and degree of removable oxygen in hydrogen are higher than those in carbon monoxide. According to Figs. 8 and 9, the metallisation of iron in hydrogen is higher than that in carbon monoxide. This is consistent with the results of Crowe and Utigard (2003), which showed that the reduction of haematite in H2 was between 2 and 3 times faster than in CO. Accordingly, hydrogen is shown to be the most efficient reductant as a result of its low atomic weight and molecular dimensions and its diffusional mobility. Therefore, in order to achieve the maximum extent of reduction and nickel metallisation, the properties of the various reducing gases should be taken into consideration.
However, contrary to the inconsistent reduction behaviour of the Colombian ores and Mirabella in H2/N2, their reduction rate and the degree of removable oxygen in CO/CO2 decreases when the temperature increases from 750 to 900°C (Figs. 5–7). Therefore, in order to achieve the maximum degree of removable oxygen, it is recommended to use a maximum temperature of ∼750°C for both Colombia-1 and Mirabella and ∼900°C for Colombia-2 in H2/N2, but ∼750°C in CO/CO2 for all samples. However, the degree of metallisation of Colombia-2 reduction in CO/CO2 gas at ∼900°C does not support this assumption (Table 3). Therefore, the poor iron reducibility and higher nickel metallisation of Colombia-2 in CO/CO2 shown in Fig. 9 is attributed to the low diffusional mobility of carbon monoxide and to the low crystallinity of olivine at high temperatures respectively. In addition, the reduction of wüstite to metallic iron seems to be the limiting stage in the reduction of laterite pellets.
Furthermore, referring to the diagram in Fig. 12, a rise in temperature would enlarge the area of metallic nickel and wüstite. It results in a lower risk of reducing the wüstite into metallic iron, and thus makes the reduction of NiO into metallic nickel more easily from the trevorite (NiFe2O4) phase of Mirabela (Table 4).
The experimental results clearly indicate that the properties of the reducing gas have an impact on the formation of olivine, which is detrimental to the progress of the reduction of nickel and iron (Table 3) and the generation of the metallic elements respectively. Accordingly, great differences in increasing or reducing the metallisation of particular elements at both temperatures in CO/CO2 compared with that in H2/N2 are observed (Figs. 8 and 9). Therefore, taking for granted the stepwise gaseous reduction of haematite (Fe2O3) to metallic iron (Feo), as well as the reduction of nickel silicates [(Mg, Ni, Fe)3Si2O5(OH)4] into metallic nickel (Nio), much higher nickel metallisation is obtained in CO/CO2. In addition, reducing conditions might also promote the formation of olivine. Such a postulation is consistent with previous studies. Li and Coley (2000) deduced that a strongly competitive relation exists between a reducing atmosphere and the formation of olivine.
The results of the experiments also clearly demonstrate that the degree of removable oxygen can be maximised with the adjustment of the reduction parameters. Those adjustments may include variations in the residence time, temperature and composition of the reducing gas. Therefore, from the experimental results, it can be observed that the rate of reaction after 40 min of reduction at any temperature was significantly reduced. Consequently, it is recommended to use a maximum temperature of 750°C and reduction time of ∼40 min in order to achieve a high degree of removable oxygen Rt in a CO–CO2 gas mixture.
Additionally, the SEMEDS point analysis of the reduced pellets proves that the phases which consist mainly of MgO, SiO2, FeO and NiO are classified into two kinds of minerals. Corresponding to the constituents and referring to the MgO–NiO–SiO2 phase diagram shown in Fig. 13 (MTDATA software), the gangue phases enriched with MgO and SiO2 can be identified as olivine (Mg, Fe, Ni)2SiO4 and enstatite (Mg, Fe, Ni)SiO3 respectively.
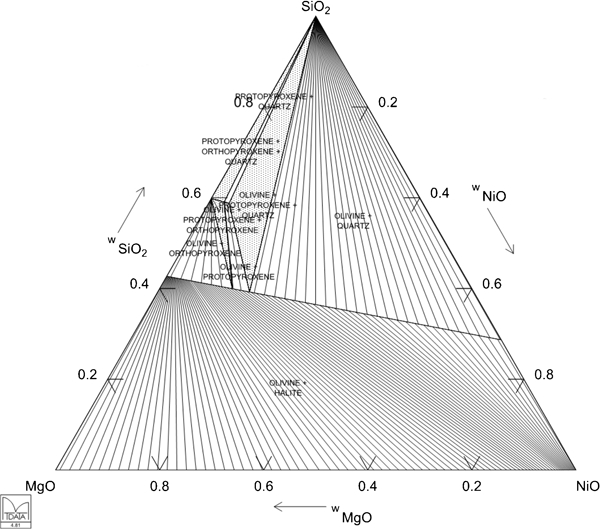
Calculated isothermal section of ternary system MgO–NiO–SiO2 at 850°C with tie lines drawn in the two phase equilibria, MTDATA software and Mtox database by NPL
Conclusion
Chemical analyses of ores indicate that the saprolitic nickel ores used in this study contain high magnesia and silica contents as a result of the presence of silicates. Serpentine and vermiculite with some chlorite minerals and goethite are the main phases of saprolitics. In addition, the nickel present in the ores is mostly in the serpentine minerals, with a minor presence in the goethite.
Reducing the degree of removable oxygen in the Colombia-1 ore from 750 to 900°C in H2/N2 and CO/CO2 is attributed to the formation of olivine [(Mg, Ni, Fe)2SiO4] or pyroxene [(Mg, Ni, Fe)SiO3], which are difficult to reduce.
Because of the different mineralogy of the Colombian ores (no antigorite), the degree of reduction of Colombia-2 increases with an increasing temperature in H2/N2. As a consequence, the final degree of removable oxygen of Colombia-2 at high temperatures is higher than that in Colombia-1.
The poor iron reducibility and higher nickel metallisation of Colombia-2 in CO/CO2 are attributed to low monoxide carbon diffusion mobility and to the low crystallinity of olivine at high temperatures.
The results of the study clearly reveal that the serpentine chlorite and serpentine clay minerals’ assembly behave differently in isothermal reduction, since the reducibility of Mirabela is better than that of the Colombian ores in both reducing gases.
The reducing gas could promote the formation of new phases which are detrimental to nickel or/and iron reduction. Therefore, great differences between the metallisation of particular elements at both temperatures in CO/CO2 and H2/N2 are observed. Therefore, the properties of various reducing gases will have an impact on the progress of the reduction and generation of metallic elements.
A complex series of phases was observed during the reduction roasting of saprolites. The formation of ferronickel alloy particles after reduction has been proved by SEMEDS analysis.
Concerning the different chemical and mineralogical compositions of industrial saprolites and the various properties of reducing gases, their degree of reduction is not expected to be the same in different reducing gases under similar reducing conditions. Therefore, to achieve the highest metallisation for nickel, it is recommended to use CO reducing gas.
Footnotes
Acknowledgements
Outotec (Finland) Oy and Outokumpu Oyj have been supporting in this investigation financially. The authors are also grateful to Outotec Research Center for the XRD, mineralogical, chemical analyses and microanalyses, and for permission to publish this paper respectively.