
Abstract
The world's first copper electrorefinery started production in 1869 at Pembrey in South Wales and was closed in March 1912. Refining principles pioneered there form the foundation of modern electrorefining practice. A cathode recovered at closure and now in the collection of the Swansea Museum, Wales, is the earliest authenticated British example of electrorefined copper as cathode. This unique artefact was sampled and assayed to establish its composition and market quality and to help elucidate refining capability at that time. The sampling method was based upon drilling into the edge of the cathode plate in order to protect its display integrity; assaying was by inductively coupled plasma mass spectrometry, the present received method for refined copper. Comparison with contemporaneous cathode and wire bar assays indicates that the Pembrey cathode would have been competitive in the copper market of its day, but with questions about its relatively high levels of silver and, to a lesser extent, arsenic.
Introduction
The firm of Mason and Elkington Ltd opened the first commercial electrolytic copper refinery in the world at their Pembrey copper works and smelter beside Burry Port harbour, south Wales, in 1869. The process was based upon patents granted to J. B. Elkington in the 1860s (Elkington, 1865, 1869) which were intended to recover silver by precipitation in an electrolytic cell from cast anodes of the crude fire refined copper of the period. The electrodeposited copper was of unprecedented purity, although the profound significance of this achievement was perhaps not fully realised until the dawn of the electrical age a decade or so later. After a century and a half, the underlying technological principles embodied in Elkington's patents still apply in modern electrorefining, now on a scale which would have been unimaginable in Elkington's time.
Copper electrorefining continued at the Pembrey site, latterly under the ownership of Elliott's Metals Ltd, until the plant closed down in 1912 (Notice of Sale, 1912). The Pembrey copper cathode depicted in Fig. 1, inscribed with the date 30 March 1912, was recovered from the refinery when it closed and is now in the collection of the City and County of Swansea, Swansea Museum. The present authors cannot state with certainty the actual production date but believe it to be near the time of the inscribed date.
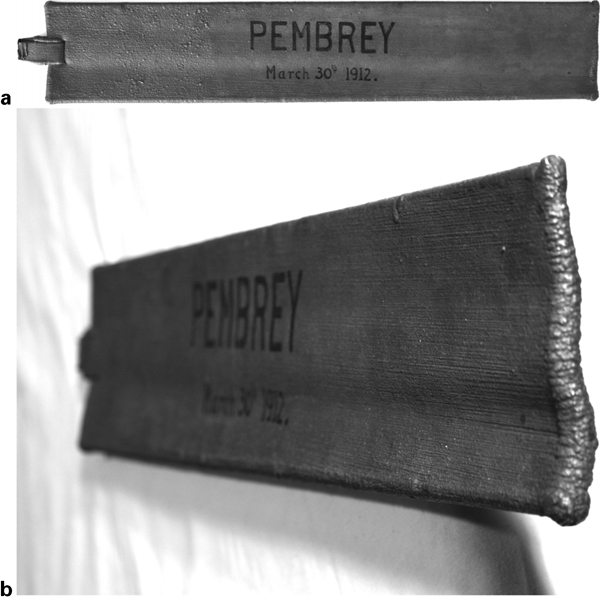
a Pembrey cathode, approximate plate dimensions 650 mm (length)×120 mm (width), weight 5·25 kg and b end view showing waviness of cathode plate and variation in thickness, from 13 mm (lower edge) to 8 mm (upper edge)
In this, its centenary year, the industrial and historical significance of the Pembrey cathode can be summarised as follows:
it is a uniquely authenticated example of cathode copper produced in south Wales 100 years ago, albeit at a time of decline in the Welsh copper industry. On the basis of present research, it is also the earliest British copper cathode in existence with verified provenance
it exemplifies the general physical form of copper cathode produced by electrorefineries around the world towards the end of the 19th century1 (Gore, 1890; Ulke, 1903a; Hofman, 1914a)
it provides a unique link with the precursor refinery enterprise of Mason and Elkington founded at the site of the Pembrey copper smelter in 1869 from which grew the modern international electrorefining industry, presently producing over 14 Mt of electrical grade copper annually.
Over the 100 years that have elapsed since the Pembrey refinery closed, electrorefining technology has advanced to a point where the cathode market operates on a basis of no more than 30 ppm total metallic impurity elements (British Standard, 1981). There is no record as far as the authors are aware of the Pembrey operating regime at the time of closure. In its final years, the refinery is described by contemporary observers as having a relatively conventional vat cascade tankhouse arrangement of small cells producing cathodes approximately 65×12×1 cm thick (Fig. 1) from cast anodes about 61×25×1 cm weighing in the region of 12·4 kg, with two cathodes per anode face (Ulke, 1903b). The cathode has a single central hanging loop. The surface is covered in uniformly small nodules approximately 1–2 mm in size. By 1912, production is thought to have been about 530 t cathode per month (Ulke, 1903b).
The commercial viability of any copper tankhouse is predicated upon the impurity content of its cathode. It may be reasonable to suppose that the Pembrey cathode represents a snapshot of UK tankhouse practice in the first decade of the twentieth century, a period in which there was huge expansion in overseas copper production and profound change in copper mining and primary extraction technology (Butts, 1954). A comprehensive assay would reflect contemporary cathode quality and, equally important, offer an insight into the progress that has been made in copper electrorefining over the lifetime of the cathode. It is vital to realise that over this 100 year period, worldwide demand for high purity copper has increased 50-fold in a market requiring ever more stringent quality standards for electrical and manufacturing applications.
This note presents the initial results of a project to sample and assay the Pembrey cathode in order to establish its metallurgical character and help identify its place in the development of copper electrorefining. An equally important aspect of the work is to help enhance public awareness of the substance and provenance of this historically important industrial artefact. It is the first stage of a wider investigation by the authors of the historical and technical significance of the Pembrey electrorefinery.
Sampling and assaying
The Pembrey cathode is much smaller than modern cathodes but was expected, true to type, to exhibit variations in impurity concentration across its width, length and thickness. These variations reflect the operational performance of any electrorefining cell and are an inherent feature of electrodeposited copper (Cardinal et al., 1984). In contrast to the data of Fig. 1, modern cathodes are typically 1 m2 and weigh 50–130 kg, that is some 10 to 27 times the weight of the Pembrey cathode; modern anodes have nominally the same face dimensions as cathodes (∼1 m2), are about 50–55 mm thick and weigh 350–400 kg, over 30 times heavier than the Pembrey anodes.
In addition to its historical significance, the Pembrey cathode is an industrial artefact on public display and it is therefore important to protect its display qualities when taking samples. For this reason, samples were taken by drilling discreetly into the edges of the cathode in order not to disfigure the display surface. The cathode thickness tapers across the width, so three sites were chosen in the thickest part: the top edge, the side edge about half way down and the bottom edge. Dimensional details and the general arrangement and designation of sampling sites are shown in Fig. 2. There are inherent, generally small, variations in impurity distribution within the bulk of a cathode, but impurity concentrations at the exposed cathode surface can differ markedly from those in the bulk thickness (Cardinal et al., 1984). In commercial production whole cathodes are melted together and cast for onward processing: variations in impurity concentration are therefore distributed throughout the bulk product. Modern assaying methods generally acknowledge this practice by melting cathode samples together to form a composite ingot from which a representative sample is drawn (Dana, 1984).
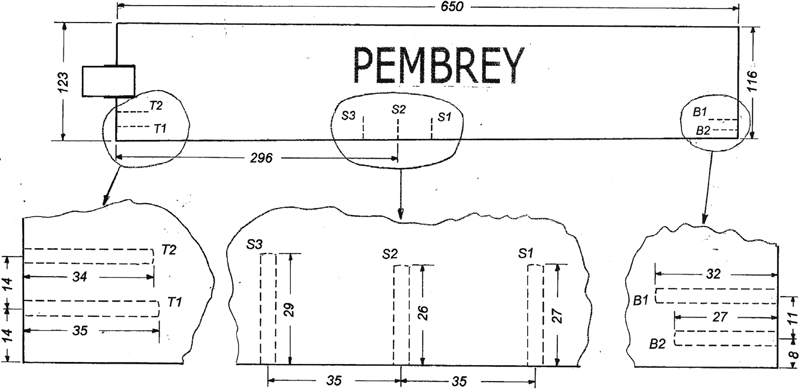
Semi-schematic sketch showing locations and drilling depths of sample sites on Pembrey cathode, dimensions in mm
This procedure is obviously inappropriate for the Pembrey cathode. A vital object of the present project is to elucidate the operating expertise of the Pembrey refinery. Assaying the body of the cathode would reflect chemical conditions over the duration of the deposition cycle, normally a period of several days, and it is therefore reasonable to consider excluding unrepresentative surface material from the samples, as described below. Note that drilling into the cathode thickness produces a sample which is essentially a composite of the material in the drill track. This material will include the starting sheet, which is the core at the centre plane of the cathode, and it is reasonable to suppose that the starting sheets would have been made in plant from the same anode source.
Drilling procedure
The cathode was clamped flat on the horizontal table of a numerically controlled boring machine with the drill axis horizontal and at right angles to the operative cathode edge. The drill axis was positioned as closely as possible to the centre plane of the cathode. The profile of the cathode edges is roughly semicircular (Fig. 1). To initiate a sample hole, a precursor surface cavity was first drilled with a 5 mm Slocombe pattern centre drill to a depth sufficient to ensure that the shoulder of the drill penetrated at least 0·5 mm below the lowest point on the edge profile. The swarf from this operation was set aside. The centre drill was then replaced by a 4 mm twist drill to extract the sample. This sequence was repeated at each of the seven sample sites. In order to minimise the risk of drill breakage, the drill speeds and feed rates were low, in the range 100–200 rev min−1 and 2–4 mm min−1. The twist drill survived intact but the centre drill suffered damage at sites B2 and T1 (Fig. 2) which resulted in sample contamination by minute particles of centre drill steel. This matter is discussed in more detail below.
Sample size
The analytical laboratory specified a minimum sample weight of 5 g to permit repeat analyses if required. A 4 mm drill produces 112 mg of copper sample per mm penetration. A 5 g sample would therefore require the drill to penetrate 45 mm. In practice, the drilling depth that could be safely achieved without the risk of twist drill breakage or of the drill running out to the surface was between 26 and 35 mm, so multiple sample holes were drilled at each of the three sampling locations to obtain sufficient weight for analysis. The total weights for the three sampling locations were: top (T1+T2), 6·80 g; side (S1+S2+S3), 6·78 g; bottom (B1+B2), 5·92 g. Details are given in Table 1.
Sample weight and drill penetration depth for the seven sample sites designated in Fig. 2
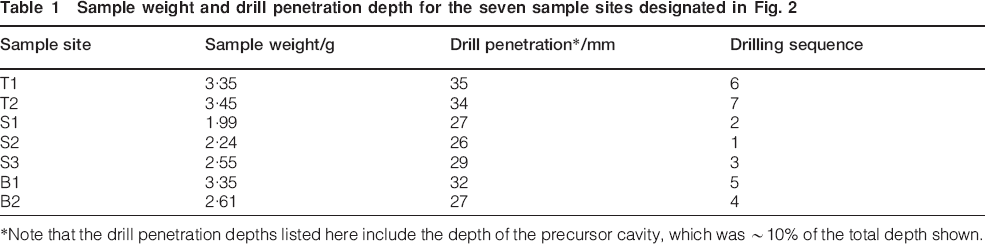
*Note that the drill penetration depths listed here include the depth of the precursor cavity, which was ∼10% of the total depth shown.
Sample collection
A paper chute was formed below the sample site to direct the drill swarf into a sample container, a PET screw top jar approximately 75 mm diameter by 38 mm deep. A new jar was used for each sample site. The jars were labelled as shown in Table 1. Immense care was taken to ensure that no external material entered the sample. The drilling conditions produced samples consisting mainly of fine grained chips 1 to 2 mm in size, with occasional short ribbons of similar width.
Assay method
The sample jars were shipped by courier to an internationally accredited electrorefinery assay laboratory in North America. The analytical method employed for the cathode samples was inductively coupled plasma mass spectrometry (ICP-MS), by use of a Perkin Elmer Elan DRC II ICP-MS instrument. This method is now almost universally adopted for cathode market assays: it is extremely sensitive, very accurate and reproducible, and provides complete speciation (Becker, 2007). Briefly, 1 g test sample was dissolved in a mixed acid of HCl+HNO3, diluted to 50 mL with 10% HCl in a Falcon tube and then further diluted 100-fold with the addition of Sc, Rb and Tm as internal standards. Concentrations were measured against a solution containing a set of matrix matched standards. This procedure is normally applicable to the determination of platinum group materials and impurities in copper anode: it was adopted for the Pembrey cathode, because higher impurity levels were anticipated than those generally found in modern cathode.
Assay results
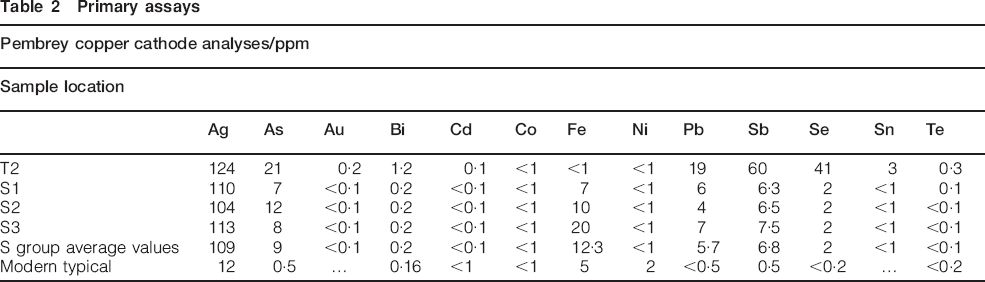
The results of the ICP-MS analysis for the seven sample sites are presented in Tables 2 and 3. The instrument was programmed to detect eighteen elements, but the results for five, namely Be and the platinum group elements Pd, Pt, Rh and Ru, were all <0·1 ppm and have therefore been omitted for brevity.
Primary assays
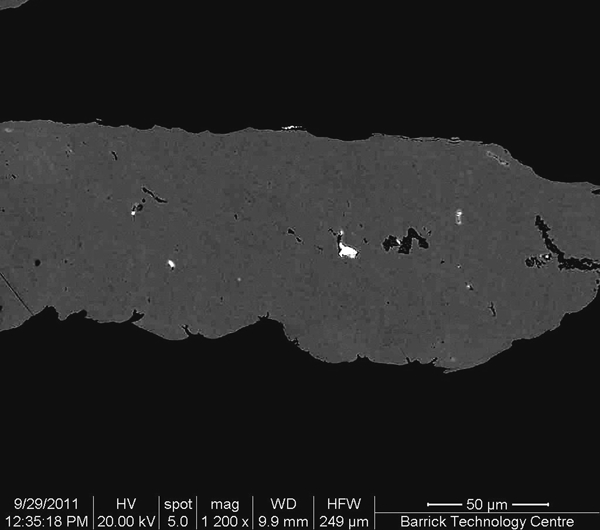
Replicated and repeated assays
Figures in italics are anomalously high assay values for Co and Fe which show Co:Fe ratios typical of a high speed steel.
During the course of the analysis, apparently anomalous values emerged for Fe, Co and Ni in samples drawn at three sites, T1, B1 and B2. The T1 and B1 analyses were replicated in an attempt to confirm the anomaly, and a repeat analysis was carried out on the B2 sample. The results that show no evidence of contamination are listed in Table 2. The results of the replicated and repeated analyses are shown in Table 3. The source of the anomaly was found to be contamination by small fragments of drill steel that had broken away from the point of the precursor centre drill on the samples noted above. It is thought that centre drill debris became embedded in the cathode matrix and was subsequently extracted by the sample twist drill. The centre drill failed completely when starting a new hole after drilling T1. A fresh centre drill was used to start the sampling procedure at site T2, the assay results for which are shown in Table 2. The material of samples from B1 and T1 remaining after primary ICP-MS analysis was subjected to intensive magnetic separation to remove ferrous contaminants before further analysis, the results of which are identified as ‘Mag. Sep.’ in Table 3.
Contamination of samples from sites T1 and B1, and possibly B2, by debris from the centre drill was unfortunate but, due to the speciation integrity of ICP-MS, the replicate and repeat results listed in Table 3 for elements other than Fe, Co and Ni are not affected and can be considered equally valid with those in Table 2. Neither cobalt nor nickel can be regarded as significant impurities in the Pembrey cathode (Table 2). In general, the iron assays of Table 2 and those for the apparently uncontaminated samples in Table 3 are relatively self-consistent and therefore reasonably considered to represent the underlying level of Fe in the cathode. Electrolyte purification, a vital feature of modern copper electrorefining, was far less advanced in Pembrey's day; this could be a reason for the slightly higher iron levels in the Pembrey cathode relative to those of a typical modern cathode.
Assays of non-ferrous impurities
The assay values in Table 2 project the nominal bulk composition of the Pembrey cathode and, by inference, indicate the level of cathode quality achieved by the Pembrey refinery in the year 1912 imprinted on the cathode. Comparison with present day assay values shown as ‘Modern Typical’ in Table 2 suggests that cathode quality has improved impressively over the 100 year lifetime of the Pembrey cathode, no doubt as a result of long term process development and research to meet increasingly exacting market requirements. It is nevertheless vital to recognise that the Pembrey refinery was producing copper containing levels of metallic impurities as low as 150–250 ppm (0·015–0·025%) which, although considerably higher than the present day average of ∼30 ppm, represent a noteworthy achievement.
Silver
Elkington's second patent (Elkington, 1869) was clearly aimed at recovering silver from fire refined copper more effectively and cheaply than by contemporary pyrometallurgical methods. Elkington implied that his electrorefining method would be justified for ores containing at least 8 oz (∼250 g) Ag per tonne. An ore having this silver content and containing, say, 6% copper, which was a typical minimum of the time, would yield anode copper containing roughly 4000 ppm silver (4 kg t−1 Ag) of which perhaps 85% was likely to have been recovered by electrorefining in the Elkington period up to 1886. By 1912, recoveries would undoubtedly have been higher as a result of process improvements over the lifetime of the Pembrey plant. The data for silver in Tables 2 and 3 taken together give an overall average silver content of 139 ppm. It is considered likely that copper with this level of silver would have been marketable in relation to the required electrical properties of the era. Ulke notes in his tabulation of world electrorefineries in 1903 (Ulke, 1903c) that the feed material at Pembrey was ‘gold and silver “bottoms”’, adding weight to the evidence that the Pembrey refinery sought to treat anodes high in silver.
Had the Pembrey cathode been produced from anode copper containing Elkington's projected silver ‘minimum’ of 4 kg t−1, the retention of silver to the cathode would have been ∼3·5%, corresponding to an estimated recovery of silver to slimes of 96·5%. This retention level compares reasonably well to the indicated range of 0·4–5% reported in 1954, with an average value of 2·3% (Eichrodt and Schloen, 1954). It is of interest to note that with subsequent improvements in technology, including the use of straighter, stainless steel starting sheets (Moats et al., 2007), modern refineries now show Ag recoveries to slimes >98–99%. The bulk of anodes produced today average about 500 ppm Ag in a range between 100 and 1000 ppm Ag, and the cathodes typically contain 4–16 ppm Ag (Moats et al., 2007). A few smelters treat feeds containing somewhat elevated levels of silver, and the resulting anodes may be in the range 1500–3000 ppm Ag as, for example, at the plants of Aurubis in Hamburg, Xstrata Canadian Copper Refiners in Montreal and Boliden in Sweden (Moats et al., 2007); at these three plants, the cathodes typically contain 7–14 ppm Ag, indicating a retention of Ag to cathode in the range of 0·3–0·7%.
Arsenic, antimony, bismuth and lead
Unlike silver, which was thought benign, these impurities are damaging to the electrical and wiredrawing properties of electrorefined copper and are difficult to control electrochemically. It is possible that the growing use of copper for electrical applications in the first decade of the twentieth century was beginning to expose the deleterious effects particularly of As, Bi and Sb in cable production and use (Hofman, 1914c; Ricksecker, 1969). Also, primary copper-making technology was evolving rapidly outside the United Kingdom at this time and new process regimes, e.g. the Peirce–Smith converter, were increasingly able to produce anode copper with lower levels of As and Pb. The source of anode copper at the Pembrey refinery is uncertain in its final years, but the levels of As, Pb and Sb deposited in the Pembrey cathode would be inadequate in relation to current standards.
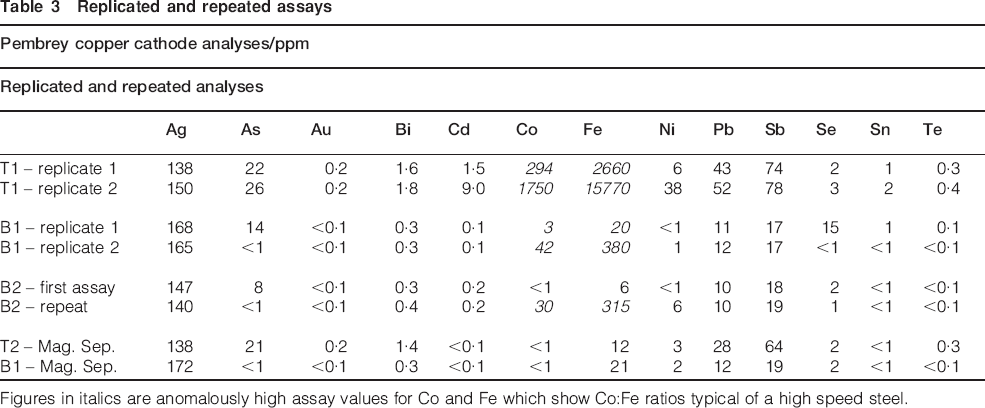
The high levels of Pb and Sb in samples from the top edge of the cathode raise questions about the source of these impurities. A metallographic and X-ray investigation of material from sample T1 revealed a distribution of micron-scale particles (Fig. 3), in which the dominant element based on X-ray peaks was found to be Pb, along with some Sb. Moreover, there were weak oxygen peaks suggesting that the particles may be a Pb–Sb oxide material, which is consistent with the typical composition of present day slimes (Dutrizac and Chen, 1999). Pb–Sb rich slimes particles were clearly being occluded into the body of the Pembrey cathode. This is believed to be the earliest cathode to reveal such an occurrence.
Photomicrograph of particle of copper drillings from sample T1 showing several small slimes particles (white areas) occluded within copper cathode material
Selenium
The concentration of Se in cathode copper is often considered a particular mark of copper quality. Modern refineries aim for the lowest possible concentrations as proof of their expertise, efficiency and competitiveness. It is now known that quite low levels of Se can marginally reduce the ductility of copper in cable applications (Ricksecker, 1969), but this was probably not recognised in 1912. The apparently high levels of Se shown in Tables 2 and 3 should therefore be regarded as incidental. It is likely that the spikes in Se assays, for example the levels of 41 and 15 ppm shown here, probably arose from slimes contamination on the cathode, a mechanism that is better controlled today by use of deeper cells, careful management of electrolyte flow velocities, etc.
Impurity distribution across the cathode
Variations in impurity concentration are inherent within and across copper cathode (Publicover and Taubenblat, 1980; Cardinal et al., 1984; Tuddenham and Brenza, 1984). This characteristic is clearly evident in the assay results for the three sampling areas shown in Fig. 2, i.e. top (T group), side (S group) and bottom (B group). As, Bi, Pb and Sb tend to higher concentrations in the top of the cathode, and Ag favours the bottom. These distributions were sought by assay to help elucidate the quality of Pembrey operating practice and to suggest a basis for assessing the mean quality of the cathode. In commercial practice, cathodes are generally remelted for onward manufacture and impurity distributions merge into a uniform composition. This is reflected in modern assay practice: samples taken from randomly selected cathodes in a batch are combined by remelting before assaying to reflect the composition of the final product. The ‘Modern Typical’ values shown in Table 2 were obtained in this way. The S group values of Table 2 might go some way towards representing a remelt market composition because they were drawn from the main body of the cathode. Nevertheless, averaged values of the S group assays are notably higher in crucial impurities than the bulk remelt values of the modern product.
Relationship to contemporary practice
Assays of copper cathode published at about the time of the Pembrey refinery closure in 1912 (Hofman, 1914b; Levy, 1912,) provide interesting contemporary comparisons with the Pembrey cathode, as shown in Table 4. Neither author is specific about the source of material, but it is thought that the data of Levy relates to a UK refinery, whereas it is believed that Hofman presents data relating to four refineries outside the UK, probably in the US. The data of Hofman are for wirebars and all are therefore assumed to be remelt assays.
Comparison of cathode assay data around time of Pembrey refinery closure in 1912 (concentrations in ppm)

*Rounded averages of four assays. All assays for Bi are reported as 0·0000%. Three other individual assays reported as 0·0000% have been excluded from the computation.
With the exception of Ag and to some extent As, Table 4 suggests that the quality of cathode produced by the Pembrey refinery at closure was relatively competitive in the contemporary market for electrorefined copper. The levels of Sb, Bi and Pb compare favourably with other cathode assay data of the period and the level of As, although some three times higher than the comparative data, can nevertheless be regarded as reasonable. The very high silver seems likely to reflect a specific Pembrey practice favouring the treatment of high silver anode, as discussed briefly above. The relatively low arsenic levels reported by Hofman and Levy may simply reflect the shift towards Peirce–Smith converting elsewhere at this time (Mackey and Wraith, 2004), and the quality of copper produced from new mines in the American southwest, where large tonnages of lower grade ores, typically low in As, and tending to be low in silver, were beginning to be treated.
Conclusion
The Pembrey cathode dating from the closure of the Pembrey Copper Works in south Wales in 1912 is a unique example of electrorefined copper produced at the world's first electrorefinery, founded in 1869. Its composition represents cathode quality achievable in an era of great expansion in demand for electrical copper.
Due to its historical significance and the need to preserve its visual appearance for museum display, the cathode was sampled by drilling discreetly into the top, side and bottom edges of the cathode plate. Analysis of 13 key impurity elements was undertaken by ICP-MS on a total of seven samples. Sampling in the three regions of the cathode revealed fascinating variations in composition across the cathode profile. Similar variations exist in contemporary cathodes but are lost in modern assay practice because the commercial sampling process yields a bulk assay intended to be representative of a complete batch of cathodes. The Pembrey assay results therefore provide information which is not normally gathered.
The key elements arsenic, bismuth, lead, antimony and possibly selenium, all now known to affect the wiredrawing and electrical properties of copper at very low levels, are somewhat higher than acceptable values in modern cathodes. However, comparison with contemporaneous assays shows that the Pembrey cathode quality, as represented by the overall level of impurities, appeared to be commercially competitive in the market of the time, with two exceptions, silver and arsenic, which were respectively roughly ten times and three times higher than published averages. The high silver assay is thought to relate to the Pembrey practice of treating high silver anodes, which may also have been high in arsenic. Overall, this study of the historic Pembrey copper cathode suggests a copper quality that matched well with the quality of the day. Copper refining technology has advanced enormously since that time: it could be said that the Pembrey copper works laid the foundation of a great industry, one that is indispensable to the modern world.
Footnotes
Acknowledgements
The Pembrey cathode assaying project could not have been accomplished without cogent and unstinting help from key individuals and organisations, all of whom deserve sincere thanks for their generous contributions: to Mrs Garethe El-Tawab, Curator, Swansea Museum, City and County of Swansea, for permission to take samples from the cathode and for her constructive support of the project throughout; to Katy Williams of the Swansea Museum for her positive and invaluable hands-on help and guidance; to Tata Steel Central Engineering Services, Port Talbot for their painstaking work in recovering the drill samples, with particular thanks to Dr Stuart Southern of Tata Steel for his sterling help and enthusiasm; to Xstrata Copper – CCR Refinery for outstanding assay services and analytical insight; to Barrick Technical Services and Dr Peter Whittaker for ![]() and associated analyses, and to Robert Protheroe Jones, Curator of Heavy Industry at the National Museum of Wales Waterfront Museum, Swansea, for his advice and steady support.
and associated analyses, and to Robert Protheroe Jones, Curator of Heavy Industry at the National Museum of Wales Waterfront Museum, Swansea, for his advice and steady support.
1
This period also coincided with a trend towards larger electrodes in copper refining. At the time of the Pembrey closure, refineries in the US, for example, were typically using anodes measuring up to 91 cm x 61 cm x 4·5 cm thick weighing 225 kg, some 18 times heavier than those at Pembrey. Use of such large anodes no doubt contributed to lower electrorefining costs.