
Abstract
One of the challenges facing the gold industry in the twenty-first century is the continuing need to identify new reserves of economically treatable ores. Discoveries of large, metallurgically simple orebodies are becoming increasingly rarer, forcing companies to investigate options for the processing of ores which may present recovery, economic and/or environmental issues, requiring innovative approaches to their treatment. Ores which contain naturally occurring carbonaceous material (‘preg-robbing ores’) is an example of one such ore type. Newmont's Jundee operation contains zones of carbonaceous ore within the oxidised ore body. A program consisting of detailed laboratory work and extensive plant trials has been undertaken to assess the options of the processing of this material. Laboratory tests demonstrated the advantage of carbon-in-leach (CIL) over direct cyanide leaching and carbon-in-pulp (CIP) for treatment of these ores. The laboratory program identified several factors which would enhance overall gold recoveries when preg-robbing ore was being processed, including: keeping preg-robbing ore separate from non-graphitic ore, maximising gravity recovery and ensuring the plant operates in ‘pure’ CIL mode i.e. no leaching before first adsorption tank. Plant trials were undertaken to assess the economic sustainability of treating moderate preg-robbing ores through a modified gravity/leach/adsorption circuit. Results indicated that where good operational control of the circuit was maintained to ensure high gravity recovery, minimal leaching prior to carbon contact and maintenance of good, active carbon inventory, then acceptable and sustainable overall gold recoveries could be obtained. However, plant trials did not produce gold recovery as high as laboratory tests. Using these relatively simple plant modifications potentially allows a plant to treat ores with preg-robbing index (PRI) values up to 1. When PRI values rise to 1·3–1·6 leach recoveries can drop from >85 to <40%, indicating a more intensive approach may be required, including kerosene addition and higher carbon inventories and activities.
Introduction
The Jundee operation of Newmont Australia is located approximately 800 km northeast of Perth, Australia. At the time of the work described in this paper, the site consisted of two plants: the Jundee plant and the Nimary plant. Ore is sourced from a complex of open pits and two underground mines, with production of ∼300 000 oz gold per year.
The occurrence of carbonaceous shale in the Jundee ores has been known since 1999. Preliminary testwork at that time confirmed that ore, containing carbonaceous shale, exhibited preg-robbing tendencies and the decision was made to stockpile this material separately. By 2005, there were five stockpiles totalling 101 000 t.
From mid-2005 to early 2006, a laboratory and plant testwork program was initiated to assess options for the economic processing of these ores using the existing circuits. The program included extensive laboratory characterisation of the ores, followed by four separate trials using the Nimary plant during which a total of ∼54 000 tonnes of stockpiled ore and underground ore was processed.
This paper describes the results of this work which provided key guidance on ways to mitigate the adverse effects of preg-robbing ore.
Preg-robbing ores
Preg-robbing ores are those which contain naturally occurring carbonaceous material, which are capable of adsorbing gold cyanide from solution. A comprehensive review on preg-robbing ores was recently produced by Miller et al. (2005).
Carbonaceous gold ores occur widely in Africa (e.g. Ashanti), North America (e.g. Goldstrike – Stenebraten et al., 1999), Australia (e.g. Stawell – Tan et al., 2005), Asia (e.g. Penjom – Gordon, 1999) and South America, (e.g. Alto Chicama – Haggarty et al., 2005). The carbonaceous material may occur throughout the orebody or in distinct pods or veins within a deposit.
Studies on the structure of the carbonaceous material are too extensive to be reviewed in this paper. However, the general form of the carbon is graphitic in nature (i.e. inorganic), with the degree of preg-robbing being a function of concentration of the carbonaceous material and the degree of disorder in the graphite structure. Preg-robbing capacity varies widely between carbonaceous ores. Mild preg-robbing ores may have the capacity to adsorb <1 g Au/t ore, while extreme preg-robbing ores may have the capacity to adsorb >500 g Au/t ore.
Numerous options have been investigated as processing routes for the treatment of preg-robbing ores, however, only a few have been applied in commercial operations. The option selected will depend on economic considerations as well as the preg-robbing capacity of the ore.
For mild preg-robbing ores, carbon-in-leach circuits can be an effective option with the activated carbon competing effectively for the solubilised gold. Adding a blinding agent (Adams and Burger, 1998), such as kerosene to foul the carbonaceous material can reduce the preg-robbing capacity, although care must be taken to ensure the activity of the activated carbon is maintained, as it will also be adversely affected by the blinding agent. Penjom Gold Mine in Malaysia employed high addition rates of kerosene with a resin-in-leach circuit to treat a severe preg-robbing ore; the resin being relatively unaffected by the organic reagent (Gordon, 1999).
For the processing of ores with very high preg-robbing properties more extreme treatment options ore required, including roasting (Goldstrike) and chlorination.
More recently, there has been extensive research undertaken on the use of thiosulphate as a replacement for cyanide in preg-robbing ore treatment with the gold thiosulphate complex not readily adsorbing on active carbon (Wan and LeVier, 2003).
The terminology used to describe the carbonaceous material in these ores can be confusing. Various authors use such terms as ‘non-carbonate carbon’ ‘organic carbon’, ‘total organic carbon’ and ‘graphitic carbon’. In this paper the following terms will be generally used:
graphitic carbon (GC) – being the active preg-robbing inorganic carbon in the ore
carbonate carbon – being the carbon present as inorganic carbonate
total carbon – being the sum of graphitic carbon+carbonate carbon.
Jundee ores
The Jundee shale mineralisation is characterised by 5–30 cm wide veins of carbonaceous shale intersecting the ore lodes and these veins often contain pyrite. Although the pyrite occurring in these veins is not believed to be gold bearing (based on low gold grades of the veins), there are refractory sulphides through the Jundee ores. Mineralogical analysis has identified solid solution gold and fine occluded gold (<5 μm) within both arsenopyrite and pyrite. This gold occurrence affects the total Jundee and Nimary Plant recoveries.
Ores characterised with both preg-robbing shale and refractory sulphides are often referred to as ‘double refractory’ ores.
As initial work on the Jundee ores indicated they were mild to moderate preg-robbers, the laboratory and plant test program was focussed on options for economically processing ores of the type using the existing plant and equipment with relatively minor modifications.
Ultimately the Nimary plant was selected for the preg-robbing trials (as opposed to the Jundee plant) as it had a direct feed system, the circuit was more easily modified, throughput was lower and residence times were longer providing more time to react to changes in feed characteristics.
Laboratory tests
As part of the evaluation program, extensive testing of both stockpiled and recently mined underground ore was undertaken in the laboratory to characterise the leaching and preg-robbing behaviour of the ores. Two sets of data will be described in this paper, from Plant Trial 1 and Plant Trial 2 ore feeds.
Procedures
Sample collection and preparation
Material for the initial set of laboratory tests for the first plant trial was obtained by sampling one of the stockpiles using a backhoe, with a sampling regime designed to provide samples which were reasonably representative. Sixteen 205 L drums of sample were divided into four sets. Each drum of nominal −150 mm ore was separately crushed to −10 mm and blended. From each drum 15 kg product was split out and these subsamples from each sample set were combined and crushed to −2 mm, homogenised and 15 kg split out by rotary splitter for subsequent testing.
A subsample of the −2 mm material was submitted to a commercial laboratory for determination of gold, arsenic, iron, sulphur, total carbon and non-carbonate carbon assays.
Material for laboratory tests from the second plant trial was collected from the SAG mill feed during the trial as 19 separate daily composites. Samples were initially crushed to −10 mm and a 10 kg subsample of each composite crushed to a nominal −2 mm. A subsample of −2 mm material was submitted to a commercial laboratory for determination of gold, arsenic, iron, sulphur, total carbon and non-carbonate carbon assays and preg-robbing index (PRI; as described below).
Four overall composite samples were prepared from the daily composites based on the preg-robbing capacity measurements.
Preg-robbing index test
The PRI test method involves determination of cyanide soluble gold in the ore by bottle roll leaching and then comparing with gold solution grade in a gold spiked cyanide leach. A 20 g portion of the sample is dry ground to −106 μm. Ten grams of the subsample is bottle rolled with 20 mL of a caustic cyanide ‘cyanide amenability’ solution (0·1% NaOH, 0·3% NaCN) for 1 h, with the remaining 10 g simultaneously bottle rolled with 20 mL of gold spiked ‘preg-robbing cyanide amenability solution’ (0·1% NaOH, 0·3% NaCN and 1·7 ppm Au). PRI is calculated from the filtrate solution assays from the two bottle roll tests as follows
Analysis
Gold in solids was determined by 40 g fire assay and sulphur and arsenic by inductively coupled plasma optical emission spectrometry after multi-acid digestion.
Total carbon was determined by thermal decomposition of the sample, with the off gases analysed for carbon. Non-carbonate carbon was determined by adding acid to a fresh sample which evolves carbon dioxide from the carbonates. The residue was then tested by Leco to determine the percentage of non-carbonate carbon in the sample.
Gravity treatment
Samples of −2 mm material were ground for a range of times to establish the time required to achieve a nominal P80 75 μm grind. A 10 kg subsample of ground material was processed through a laboratory Knelson Concentrator (KC MD3) to recover ∼120 g gravity gold concentrate. The Knelson concentrate was amalgamated with mercury and the loaded amalgam analysed for total gold. The amalgamation tailings were thoroughly mixed with primary Knelson tailings to provide leach feed material.
Cyanidation leaching
Cyanide leach testing was carried out in agitated vessels on 2 kg ground charges slurried in Perth tap water to a density of 40% (w/v) solids. For all tests, pH was initially adjusted to 10·5 using dry lime. An initial NaCN concentration of 0·05% was established by solid NaCN addition and the level was subsequently maintained at 0·03% by monitoring titration, with measurements made hourly for the first 4 h, then at regular intervals up to 48 h. Oxygen was sparged into the pulp and oxygen concentration was measured at regular intervals. The solution was sampled for analysis typically at 2, 8, 24 and 48 h. Final leach residues were assayed for gold, arsenic and sulphur. Fresh Pica G210AS carbon (pre-attritioned) was used in the carbon-in-pulp (CIP) and carbon-in-leach (CIL) tests.
Conditions used for the leach tests included:
a baseline 48 h cyanidation leach
a CIP test which involved cyanide leaching for 24 h followed by activated carbon addition (12 g L−1 unless otherwise stated) and 24 h adsorption
a full CIL test into which various concentrations of activated carbon were added prior to cyanide
a cyanidation kerosene test in which 2 kg t−1 kerosene was added and slurry conditioned for 1 h before cyanide addition
a CIL kerosene test in which kerosene addition and conditioning was undertaken before addition of both carbon and cyanide.
The laboratory test conditions were selected to best represent as closely as reasonable the plant operating conditions thought likely to be set during the plant trials.
Results and Discussion
Plant Trial 1
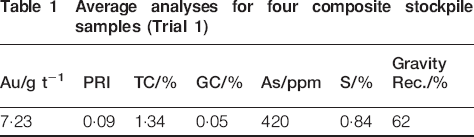
Table 1 summarises the average analytical results of the four composite samples of the stockpile which were evaluated and Table 2 summarises the average leach results of the same four samples.
Average analyses for four composite stockpile samples (Trial 1)
Average laboratory leach results of four stockpile composite samples (Trial 1)

It can be seen from the analytical results that the average graphitic carbon content of the sample was low (in fact much lower than expected), as was the PRI, suggesting this sample would be only mildly preg-robbing. Gravity recovery in the laboratory was relatively high at 62% which was nearly double the average plant recovery of ∼35% for non-carbonaceous ores.
The leach results (a summary of 20 separate leach tests), show that leach recovery was a modest 63·5% for the CN leach only option, rising significantly when the sample was pretreated with kerosene and/or contacted with carbon in CIP or CIL mode. These leach results confirmed that the sample was indeed mildly preg-robbing. The leach only option would not be viable unless a high recovery gravity circuit was included. Cyanide addition and consumption was significantly higher than for the subsequent plant trials.
The difference between CIL and CIP recovery illustrates the advantage of carbon being present as the gold is being leached. Where carbon is added subsequent to leaching (CIP protocol) recoveries are reduced as the activated carbon must ‘back rob’ much of the gold from the naturally occurring carbon. When activated carbon is present whilst the gold is being leached it can compete directly with the preg-robber for the gold in solution.
The other notable outcome from these tests is the effect gravity recovery has in maximising the overall gold recovery. The leach recoveries vary from 63·5 to 86·9%, an absolute difference of 23·4%. Once the gravity recovered component is included, the maximum difference in overall recovery is reduced to 7·8%.
These results suggest the following strategies would have a positive impact on plant performance and would be recommended to be adopted or considered when modifying a circuit to treat preg-robbing ores:
The circuit should be operated in ‘pure’ CIL mode i.e. no leaching be permitted to occur until the pulp is in contact with activated carbon.
No cyanide should be added to the pulp prior to the first contact stage, including any residual cyanide in tailings decant or thickener return water.
Gravity recovery should be maximised.
As it can be beneficial, addition of kerosene should be considered. However, care needs to be taken to ensure activated carbon in the circuit is unaffected and remains active.
Preg-robbing ore should never be blended with non-graphitic ore, as the combination is likely to lead to higher gold losses.
Plant Trial 2
The set of daily composite samples taken from the mill feed during the second plant trial were combined to produce four overall composite samples as follows. Composites 1 and 2 represented ore from the first 11 and last 7 days respectively of the plant trial. Composite 3 represented ore from 2 days in the middle of the trial. Composite 4 represented the 3 days when ore with the highest PRI value was processed.
The four samples were subjected to a series of leach, CIP and CIL tests in the laboratory to assess recovery options. CIP and CIL tests were conducted at activated carbon concentrations of 6 and 20 g L−1. A summary of the results is presented in Table 3. As there was no significant difference for the two carbon concentrations evaluated in the leach recoveries in both CIP and CIL mode, only the 20 g L−1 results are presented.
Laboratory leach results for the overall composite samples (Trial 2)
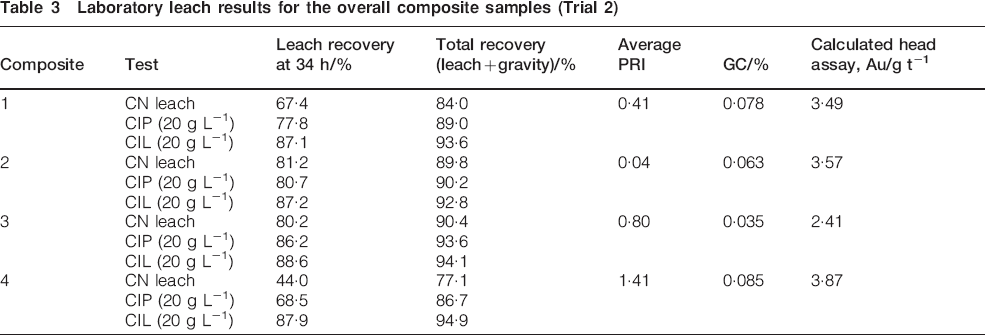
Compared to the Trial 1 samples, these samples had a wider range of PRI values, with the PRI for Composite 4 indicating a moderate to high preg-robbing potential. The direct CN leach recoveries ranged from 44 to 81%, roughly in conformity with the PRI values. Graphitic carbon concentration was not a good indicator of preg-robbing potential.
As with the Trial 1 samples, the CIL option proved superior to the CIP option for leach recovery, the advantage of the CIL option being particularly noticeable for the samples with higher PRI values. The advantage of good gravity recovery (averaging ∼53% across all samples) was also further demonstrated.
It was decided that the use of kerosene was not appropriate or justified for the relatively short periods of processing batches of preg-robbing ores, as its negative effect on the activity of the activated carbon inventory would remain long after any batch had been processed.
Plant trials
The Nimary circuit
The Nimary grinding circuit is an SABC circuit closed with a cluster of 10″ Warman Cavex cyclones. The SAG mill scats are crushed in a pebble crusher and returned to the SAG discharge stream. The SAG and Ball mill discharges are combined and pumped to the cyclone cluster. The underflow from two of the cyclones passes through a 20″ Knelson gravity concentrator. The gravity concentrate is upgraded using a Gemini table, with the table tail being returned to the grinding circuit.
The leach circuit consists of five leach tanks, each of 600 m3 nominal volume. Sodium cyanide is added in Tank 1 via a Filblast reactor. The adsorption circuit consists of six tanks each of 300 m3 nominal volume. Additional cyanide can be added in Adsorption Tank 1.
The circuit also includes a tails thickener with recovered water usually returned to the grinding circuit.
Plant Trial 1
Circuit modifications
For the first trial, the intention was to convert the leach/adsorption circuit to a CIL circuit by bypassing three leach tanks and pumping carbon from Adsorption Tank 1 to the remaining two leach tanks. An additional 4 t carbon was added to the circuit to maintain carbon concentration at 4–5 g L−1.
However, owing to various mechanical and sealing problems all five leach tanks remained in circuit. Leach Tank 1 continued to operate as a leach only tank (activated carbon could not be added due to the Filblast reactor), with the additional carbon being distributed to the four other leach tanks via Adsorption Tank 1. Owing to the three leach tanks remaining in the circuit (and problems with one of the carbon transfer pumps), the actual carbon concentration in the front tanks was only 1–1·5 g L−1.
Results and Discussion
Owing to the mechanical issues described above this trial ran for only 3 days, a limited time given the residence time of the circuit was 45 h. Leach residue rose from 0·5 g/t Au before the trial to peak at 2·5 g/t Au, before returning to 0·5 g/t Au at the conclusion of the trial period. A summary of some of the key parameters from the trial is given in Table 4.
Trial 1: key metallurgical data
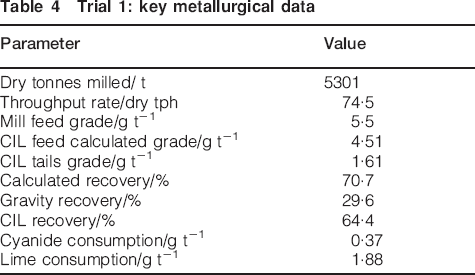
Overall recovery was significantly lower than that obtained in the laboratory tests.
Composite leach feed slurry samples (three in total) were collected for each day for further laboratory testing. Table 5 summarises the average analytical results from the samples.
Averaged analyses for plant leach feed (Trial 1)
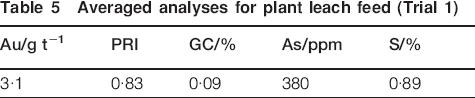
It can be seen that the plant samples differed significantly from the original samples obtained from the stockpile in PRI value and graphitic carbon (both higher for the plant samples).
One of the daily composite leach feed slurry samples (20 July) was leached in the laboratory with a 48 h leach time. Two cyanide leach tests were carried out: one with carbon added initially (full CIL mode) and the other with carbon added after 24 h leaching (CIP mode). The results of these leach tests are summarised in Table 6, together with the plant results for the same day.
Comparison of laboratory leach and plant leach results (Trial 1)
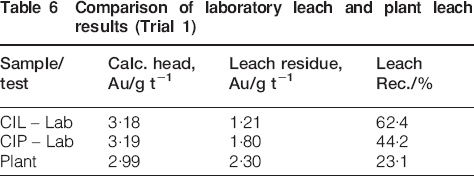
The laboratory results are significantly better than the equivalent plant recoveries due principally to differing treatment arising from the plant configuration issues previously discussed. The difference between the laboratory and plant recoveries highlights the potential gains possible by optimising the plant configuration.
The poorer plant result compared to the original laboratory recoveries can be ascribed to several factors:
the plant feed had a higher preg-robbing ability than lab samples
gravity recovery in the laboratory tests was greater than would typically be achieved in the plant
addition of cyanide to Leach Tank 1 without carbon addition i.e. the circuit operated in a partial CIP mode instead of a ‘pure’ CIL mode
activated carbon concentrations at the front of the circuit were lower than optimum and than those used in the laboratory test work.
Plant Trial 2
Circuit modifications
Plant Trial 1 demonstrated that operating the gravity, leach and adsorption circuits inefficiently while processing preg-robbing ores would lead to low recoveries. As a result, the circuit was reconfigured for the second trial in the following ways:
Owing to mechanical limitations conversion of the leach tanks into CIL tanks was abandoned. Instead the leach tanks were converted to pre-aeration units and the cyanide addition point moved to Adsorption Tank 1. This reduced the leach residence time to 16–17 h. Leach tests generally showed that most of the gold was recovered in 2–4 h indicating rapid gold kinetics and thus it was expected that the gain of operating the plant in CIL configuration would greatly outweigh any loss of leach and adsorption time.
To minimise leaching prior to the Adsorption Tank 1, a ferrous sulphate mixing and dosing system was installed to destroy residual cyanide in the tails dam decant water. Additionally, the tails thickener was taken off line during the trial to reduce the amount of cyanide in the process water.
To improve gravity recovery, the circuit was modified to increase the distribution of cyclone underflow feeding the Knelson concentrator. The tail from the Gemini table was not returned to the grinding circuit during the trial to minimise free gold reporting to the leach circuit and was processed by intensive cyanidation at another facility.
Results and Discussion
This trial ran for 23 days. Leach residue rose from <0·5 g/t Au before the trial to an average of 1·1 g/t Au during the trial (peaking at 2·0 g/t Au), before returning to <0·5 g/t Au at the conclusion of the trial period. A summary of some of the key parameters from the trial is given in Table 7.
Plant Trial 2: key metallurgical data
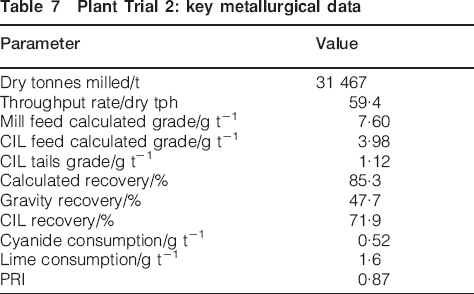
This second trial resulted in a significant improvement in overall recovery compared to Plant Trial 1 (85·3% compared with 70·7%), despite the average PRI for the two trials being comparable. The extra recovery came from both improved gravity and leach recoveries.
Table 8 compares the plant results with the results obtained on the daily feed composite samples in the laboratory.
Comparison of laboratory and plant trial results (Plant Trial 2)
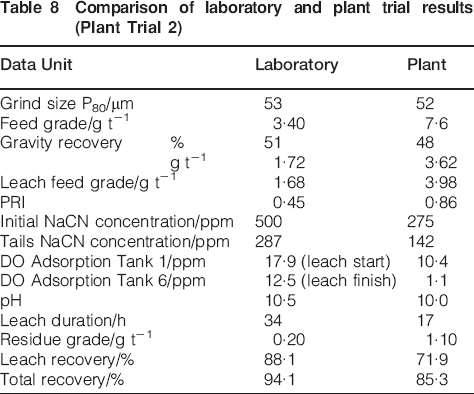
As with Plant trial 1 the laboratory tests produced significantly better recoveries although the difference was somewhat less for both the leach and gravity recoveries. The difficulties in obtaining representative samples for Trial 1 were considered and for Trial 2 the testwork samples were collected from 1m belt cuts from the mill feed conveyor. However there was still a considerable difference between the plant feed and the laboratory testwork samples with the weighted mean of the laboratory samples having a significantly lower PRI value (0·45 versus 0·86) and lower feed grade (3·4 versus 7·6). Several factors were identified which might have contributed to the difference in recoveries:
Gold grade and PRI.
The laboratory leach conditions were more optimal with longer residence time and higher reagent concentrations (sodium cyanide and dissolved oxygen).
The activated carbon used in the laboratory was virgin Pica carbon which would have a higher activity than the plant inventory and thus competed more effectively with the native carbon.
Leach feed solution grades during the plant trial were <0·003 ppm on only 11 of the 46 shifts and ∼0·08 ppm on five separate occasions indicating leaching in the grinding and pre-aeration circuits prior to carbon contact. Either a significant amount of sodium cyanide was being inadvertently introduced at the front of the circuit or the ferrous sulphate addition was not completely successful in removing cyanide from the tails dam decant water.
Plant Trials 3 and 4
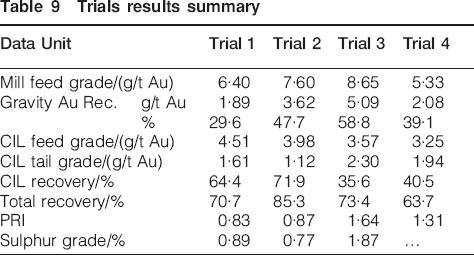
Two further plant trials were undertaken of 7 and 6 days duration. The operating principles that were developed during the first two trials were continued in these further evaluations. The results of all four trials are summarised in Table 9.
Trials results summary
The relationship established between PRI and leach tail grade from these trial results is presented in Fig. 1.
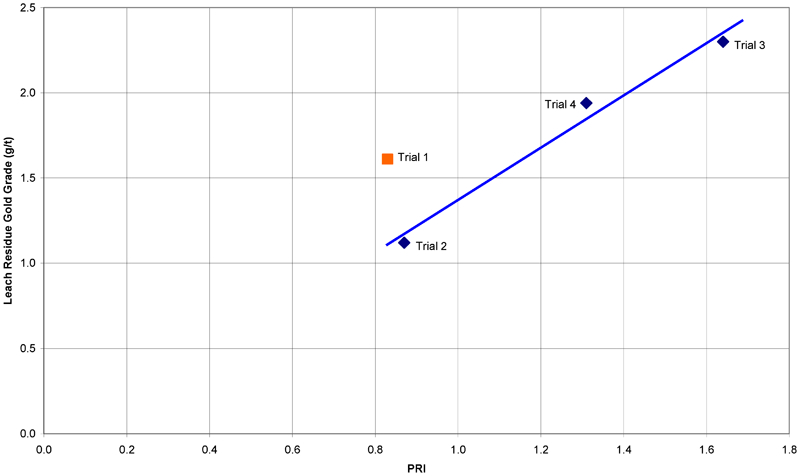
Trial PRI versus leach tail grade
Trial 1 was used to provide the operating information to enable the circuit configuration to be optimised and the high leach tail from Trial 1 represents the penalty for not optimally configuring the circuit. The higher leach tail grades from Trials 3 and 4 were produced from the highest PRI ore. The result of Trial 4 was affected by a procedural issue which did not result in isolation of the cyanide from the Filblast for the first day of the 6 day trial. The trial was also aborted earlier than planned due to poor agitation in Adsorption Tank 1 which was later determined to be due to wear on the agitator blades. Thus these factors likely contributed to a higher leach tail grade than expected and it is possible that optimisation of the trial would have resulted in a leach tail grade at a point in a straight line between Trials 2 and 3.
It is also to be noted that there is an indication of a possible correlation between PRI and sulphur grade and higher sulphur grade may have had a bearing on increased tailings grade due to the double refractory nature of the ore.
These data suggest that the simple modifications made to the Nimary circuit are suitable for the processing of preg-robbing ores with PRI values of (say) one or less. For ores with higher PRI values further process modifications may need to be made including:
addition of kerosene
enhanced carbon adsorption circuit which would include higher carbon concentrations, lower gold loading targets and higher inventory turnover (increased regeneration)
the retention time of the plant may not be long enough with the cyanide concentration and the dissolved oxygen profiles used. Determination of the leaching profiles and effect of cyanide and dissolved oxygen may lead to improve overall gold recovery.
Future testing in both the laboratory and plant trials could include varying the cyanide and dissolved oxygen concentrations to determine the effect on gold recovery.
Conclusion
The program of laboratory testwork and plant trials undertaken on the Jundee preg-robbing ore demonstrated that the stockpiles and portions of the underground orebody contained naturally occurring graphitic carbon resulting in mild to moderately severe preg-robbing behaviour.
Laboratory tests demonstrated the advantage of CIL over direct cyanide leaching and CIP for treatment of these ores. Addition of kerosene was shown to further enhance recoveries for all circuit options. The laboratory program identified several factors which would enhance overall gold recoveries where preg-robbing ore was being processed including:
keeping preg-robbing ore separate from non-graphitic ore
maximising gravity recovery
ensuring the plant operates in ‘pure’ CIL mode i.e. no leaching prior to first adsorption tank
addition of kerosene can be beneficial, however, care needs to be taken to ensure activated carbon in the circuit remains active
optimisation of reagent concentrations and residence times.
Several plant trials, with complementary laboratory testwork, were undertaken to assess the economic sustainability of treating moderate preg-robbing ores through a standard gravity/leach/adsorption circuit modified to take into account the factors listed above (except for kerosene addition). Laboratory and plant trial results indicated that, where good operational control of the circuit was maintained to ensure high gravity recovery, minimal leaching prior to carbon contact and maintenance of good, active carbon inventory, then acceptable and sustainable overall gold recoveries could be obtained. Conversely, when the circuit was operated in CIP mode with low gravity recovery the overall recovery dropped to non-economic values.
Using these relatively simple plant modifications potentially allows a plant to treat ores with PRI values up to one. When PRI values rise to 1·3–1·6, leach recoveries can drop to <40%, indicating a more intensive approach may be required including kerosene addition and higher carbon inventories and activities.
Footnotes
Acknowledgements
The authors wish to express their gratitude to all the staff at the Jundee operation who provided valuable assistance and advice during this test program.
This paper was originally presented at World Gold 2007 and has been subsequently peer-reviewed and revised for publication in Mineral Processing and Extractive Metallurgy with the kind permission of the Australasian Institute for Mining and Metallurgy.
This paper is part of a special issue on Australian gold processing