
Abstract
Cyanide detoxification by chemical means (sulphite, hydrogen peroxide or Caro's acid) has typically been adopted by the gold industry to meet the International Cyanide Management Institute (ICMI) code and/or regulatory compliance for discharge into tailings storage facilities (TSFs), treatment of TSF return water or the discharge of excess water from the mining operation. This paper presents and discusses results from a number of different evaluations that have been conducted to reduce the cyanide concentration in cyanidation tails and process streams by chemical means. Preoxidation before cyanidation and the ore mineralogy were both found to potentially have a significant impact on reagent requirements in the treatment of cyanidation tails. The solution speciation provided important insights into the reagent consumption, which becomes very high in targeting residual weak acid dissociable (WAD) cyanide concentrations below 1 mg L−1. Preliminary evaluations of polishing and alternative processes for reducing the WAD cyanide showed potential to achieve these low concentrations and reduce the treatment costs.
Keywords
Introduction
This paper presents and discusses results for several evaluations conducted to destroy the cyanide in cyanidation tails and other process streams using sulphite (with copper as a catalyst), Caro's acid or hydrogen peroxide. Evaluations have included target weak acid dissociable (WAD) cyanide concentrations of less than 50 mg L−1 down to as low as 0·2 mg L−1. Parallel investigations with tails pulp and filtered solution have also been conducted in some cases to establish the impact the solids have on the cyanide destruction processes. The measurement of solution speciation has also been used to provide important insights into the reagent consumption.
Commercially sulphite or Caro's acid are commonly employed to treat cyanidation tails from gold plants to achieve regulatory requirements and the International Cyanide Management Institute (ICMI) Code compliance of less than 50 mg L−1 WAD cyanide for the discharge of cyanidation tails into a tailings storage facility (TSF). Hydrogen peroxide, which is less effective on slurries, is often used to treat the return water from the TSF to lower cyanide levels that would otherwise impact plant performance. Detailed descriptions of these processes (Lorösch, 2001; Mudder et al., 2001) and the chemistries involved (Breuer et al., 2010, 2011a) can be found in the literature. A summary of the important features for each of these processes is outlined below.
Sulphite process
There are two patented sulphite processes utilising sulphur dioxide (Borbely et al., 1985; Ferguson and Walker, 1985), of which the INCO process is more commonly adopted and used for the treatment of slurries. The sulphur dioxide dissolves into solution forming sulphite at the pHs typically adopted in the destruction process



upsets to the process (for example, the loss of sulphite or oxygen addition) which result in the presence of free cyanide in the reactor will stop the oxidation of cyanide. The addition of copper sulphate is required to complex free cyanide ions to restart the detox process
in a continuous stirred tank reactor (CSTR) or series of CSTRs, the dissolved oxygen (DO) concentration provides an indicator to the residual oxygen capacity available in the process; zero DO in the last reactor indicates insufficient oxygen addition for the rate of cyanide and sulphite addition
the addition of hydrogen peroxide to the sulphite process is not beneficial and is not recommended as sulphite is preferentially oxidised by the peroxide over cyanide.
Caro's acid process
Caro's acid (H2SO5), also known as oxone monopersulphate and peroxymonosulphuric acid, is a strong oxidising agent (E° = 1·85 V; Dupont, 2008) and has recently been applied at a number of mining operations for cyanide detoxification, particularly for pulps post cyanidation. Caro's acid is produced from concentrated hydrogen peroxide and concentrated sulphuric acid (0·33–0·66 mole ratio of peroxide/sulphuric) in an exothermic reaction




free cyanide and thiosulphate (equation (8)) are preferentially oxidised before the oxidation of copper cyanide and thiocyanate which occur in parallel
the control of pH is important since at low pH, HCN forms which is not readily oxidised and the rate of cyanate oxidation increases.

Hydrogen peroxide process
DuPont and Degussa separately developed and patented several versions of the hydrogen peroxide process for treating cyanide tailings solutions (Castrantas and Fagan, 1992; Griffiths et al., 1989; Harrison, 1983; Mathre, 1969; Zumbrunn, 1970). The process has limited application for pulps due to the high reagent consumption resulting from the reactions of hydrogen peroxide with solids in the pulp. The process is based upon oxidation of WAD cyanides to cyanate using hydrogen peroxide in the presence of a soluble copper catalyst (not added if already present) to increase the reaction rate. The overall reaction being


Experimental methods
Unless otherwise stated, all solutions were prepared from analytical grade reagents and deionised water.
Preparation of detoxification feeds
Cyanidation tails (pulps and solutions) were generated from cyanide leaching ore samples. Because the detox results are the focus of this paper, a detailed description of the leaching parameters is not provided and only those which affected the compositions of the detoxification feeds are referred to in the discussion. Before the start of the detox test work, any activated carbon present in the leach was recovered by screening; the solids were also removed using a pressure filter for experiments conducted with solution.
Detoxification experiments
Caro's acid
Caro's acid was prepared fresh daily by the ‘cold’ method according to equation (4). This involved adding 10 mL of concentrated H2SO4 to a beaker set in an ice water bath atop a magnetic stirrer plate and allowed to chill for 10 min. Five millilitres of standard grade H2O2 (50%, w/w) was then added dropwise to the agitated mixture over a period of 30–45 min using a peristaltic pump. The concentration of total active oxygen and active oxygen as H2O2 in the mixture were then respectively determined iodometrically and manganometrically, with the Caro's acid concentration the difference between the two determinations.
All Caro's acid detox tests were conducted in a beaker as batch tests (50–200 mL for solution and 1000 mL solution for pulp experiments) and a quantity of industrial lime (Marvelime) or concentrated NaOH solution (quantity of which was calculated to neutralise the Caro's acid addition) was added to the detox solution/pulp just before the Caro's acid was added. After mixing for several minutes the pH was adjusted to pH 9 if needed using lime/NaOH or 1 M H2SO4. The solution/pulp was stirred for 30–60 min and then filtered and analysed.
Sulphite detox
Continuous experiments were carried out at room temperature and atmospheric pressure in a single magnetically stirred 90 mL CSTR using Na2SO3 or SMBS and air/industrial grade oxygen. The sulphite feed was prepared fresh daily and its concentration determined by iodometric backtitration (sulphite is an oxygen scavenger and will react with dissolved oxygen to form sulphate, equation (3)). The feed was also stored under an atmosphere of nitrogen to minimise degradation over the duration of the experiment. Residence times and percentage of stoichiometry were controlled by varying the pump rates of the detoxification feed and/or the concentrated sulphite feed. The detox reaction was started by adding CuSO4.5H2O to complex the free cyanide. Excess gas was sparged into the CSTR to achieve measurable DO, such that the process was not oxygen limited. The DO and pH were monitored with controlled NaOH addition used to maintain pH 9 in the reactor. Samples were collected from the outflow once steady state was established (after at least three residences times), filtered and analysed. Pulp investigations were conducted similarly except with a 300 mL reactor and higher flowrates to have the same residence time.
Hydrogen peroxide detox
All hydrogen peroxide detox tests were conducted in a beaker as batch tests (100 mL solution) using standard grade H2O2 (50%, w/w). After mixing for several minutes, the pH was adjusted to pH 9 if needed using lime or 1 M H2SO4. The solution/pulp was stirred for 2–3 h (cyanide detoxification using hydrogen peroxide is not as rapid as Caro's acid) and then filtered and analysed.
Polishing using activated carbon or ion exchange resins
Polishing investigations were conducted as batch tests (200 mL solution) using PICA activated carbon (20 g L−1) or Purolite A500/2788 ion exchange (IX) resin (10 g L−1). Two contacts (1 h each) were undertaken for each solution with fresh adsorbent used for each contact.
Sample analysis
Solution speciation
Free cyanide concentrations were determined by potentiometric silver nitrate titration and anions were quantified using previously developed ion chromatography (IC) methods combined with ultraviolet (thiosulphate and thiocyanate) or conductivity (cyanate) detection (Breuer et al., 2007; Hewitt et al., 2009). Metal concentrations were measured by inductively coupled plasma–optical emission spectroscopy (ICP–OES).
WAD cyanide determination
WAD cyanide levels for all final samples were determined using the picric acid colorimetric method (Delgado et al., 2008) and confirmed by the WA ChemCentre using the American Public Health Association (APHA) Standard Methods 4500 CN− O or I (APHA, 2005). In the picric acid method, free cyanide and cyanide that is weakly complexed with cadmium, copper, nickel and zinc is measured (Delgado et al., 2008). However, the picric acid method was not suitable for the real time monitoring of detoxification as it involved several steps including a 30 min digestion stage. Thus, in order to monitor and adjust the continuous sulphite detoxification test work, a quick WAD cyanide estimation was attained by the method outlined below.
The cyanidation pulps/solutions used in this investigation had free cyanide and copper cyanide complexes as the major WAD cyanide species. The WAD cyanide concentration could therefore be quickly estimated using the copper concentration as well as a standard addition cyanide potentiometric silver nitrate titration; the copper being known to be complexed with three cyanide ions at the free cyanide titration potentiometric end point (Breuer et al., 2011b). The WAD cyanide concentration (mM) is calculated according to equation (11)
 to
to
 with some measurable free cyanide remaining. From this determination, an understanding of the Cu/CN− ratio is also attained.
with some measurable free cyanide remaining. From this determination, an understanding of the Cu/CN− ratio is also attained.

Explanation of how standard addition cyanide measurement by potentiometric silver nitrate titration and copper concentration can be used to calculate WAD cyanide concentration
A direct comparison of the WAD cyanide concentrations determined from equation (11) using the copper concentrations obtained by ICP–OES with the picric acid method is provided in Fig. 2. Clearly, there is a good correlation between the measured WAD cyanide concentrations and the calculated values for both feed and discharge solutions from cyanide destruction investigations. The variability between the calculated and measured values is largely due to the errors associated with each of the analysis techniques. This calculation can also be used by mining operations with ready access to atomic adsorption spectroscopy or ICP instruments for the rapid analysis of detox solutions and/or as a check against online measurement systems and laboratory analysis methods.
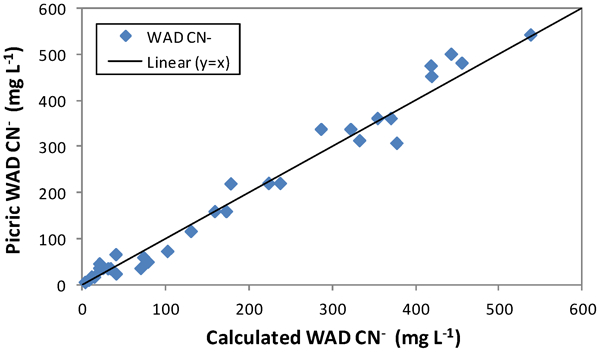
WAD cyanide measured by picric acid method versus WAD cyanide concentration calculated using equation (11) (copper concentration measured by ICP–OES)
Results and Discussion
Detox of cyanidation tails for discharge to TSF
Many operations are required to treat carbon in leach (CIL) tails before discharge into the TSF. For ICMI compliance, the discharge into the TSF requires reduction in the WAD cyanide concentration to less than 50 mg L−1, though regulations for the site may require a lower discharge WAD cyanide concentration. The test work presented in this section was targeted at meeting the ICMI compliance of less than 50 mg L−1.
Sulphite detox
Cyanide destruction was investigated for CIL tails generated from a cyanide leach (with a three hour preoxidation stage) of two ore samples (samples A and B). A summary of the tails solution speciation is provided in Table 1 (note that the measured ‘free’ or available cyanide is presented as mg L−1 NaCN where as the WAD cyanide is presented as mg L−1 CN−). Most notable are the significant concentrations of thiosulphate and thiocyanate due to the presence of a small quantity of reactive sulphides in these ore samples.
CIL tails solution compositions before sulphite detox
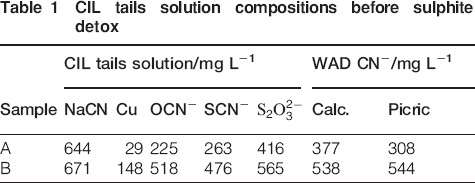

As the copper concentration for the sample A leach tails was less than 50 mg L−1 (Table 1), solid copper sulphate was added to increase the copper concentration to ∼50 mg L−1 before the detox tests were conducted (this is the typically recommended Cu concentration required for effective detox).
Results of the cyanide destruction investigations conducted on the CIL tails (pulp and solution) with SMBS used as the reactant are presented graphically in Figs. 3 and 4. The critical WAD CN− line shown in both figures is the WAD cyanide concentration above which free cyanide is present and thus the detox process stops because the SMBS addition rate is insufficient (Breuer et al., 2010). The result for data points shown above this line is only a transient average WAD cyanide value of the detox discharge as the free cyanide concentration was still increasing with time; if copper sulphate was not added to restart the detox process (and the SMBS addition rate increased), the WAD cyanide level would approach some value below that of the cyanidation tail feed to the process (a lower value than the feed because some detox occurs on the addition of sulphite despite free cyanide being present; Breuer et al., 2010). The percentages of stoichiometry SMBS addition for pulp detox to achieve the target of less than 50 mg L−1 WAD cyanide for samples A and B are 240% and 290% respectively.
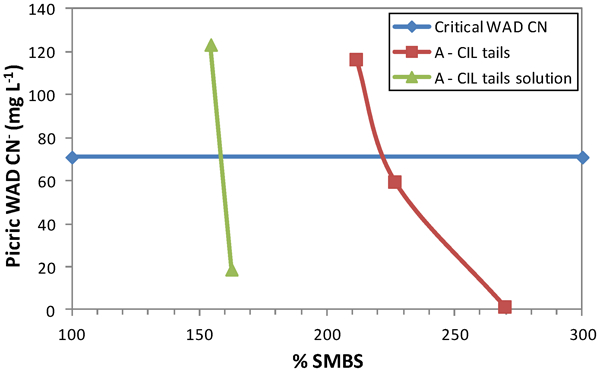
Residual WAD cyanide after sulphite detox (using SMBS) of sample A tails at pH 9
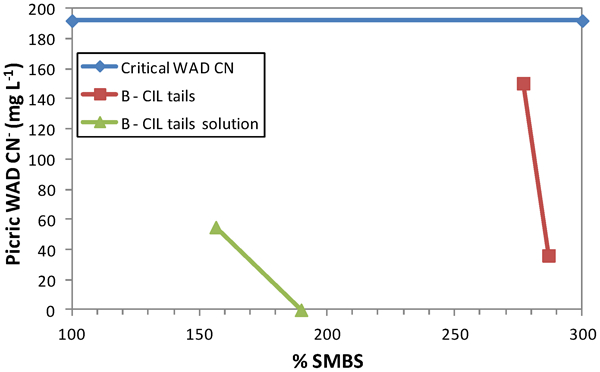
Residual WAD cyanide after sulphite detox (using SMBS) of sample B tails at pH 9
For both samples, a greater than stoichiometric SMBS requirement for WAD cyanide detox (equation (2)) was required for both the pulp and solution investigations. This is attributed to competing reactions, such as the direct oxidation of sulphite by oxygen (equation (3)) and oxidation of thiosulphate (potentially via a similar reaction mechanism to cyanide). Most notable from the results is that the reagent addition required to detox the pulp compared to the solution is significantly greater and may be due to the solids catalysing the oxidation of sulphite to sulphate by oxygen.
The effect of solids on the oxidation of sulphite was investigated in a batch reactor using a solution containing sulphite and cyanide (no copper), where the presence of free cyanide ions stops the direct oxidation of sulphite by oxygen (Breuer et al., 2011a). The measured DO in the solution containing sulphite and cyanide was ∼8 mg L−1 with air sparging. The sulphite concentration was monitored for 60 min and did not decrease appreciably during this time (Fig. 5). When washed leach tail solids were added to this solution at 60 min, the DO concentration dropped very quickly to zero. Air sparging was replaced by oxygen sparging with still no measurable DO. The sulphite concentration also decreased rapidly in the presence of the solids as show in Fig. 5, with all the sulphite oxidised within 30 min of the solids being added. The DO concentration sharply increased once the sulphite was all oxidised. This clearly indicates the solids catalyse the oxidation of sulphite by oxygen which results in the greater reagent requirement for cyanide detox of the pulp by sulphite. This undesirable oxidation of sulphite in the continuous detox process may be reduced by minimising the DO concentration in the reactor, though measurable DO must be maintained to assure that the process does not become oxygen limited.
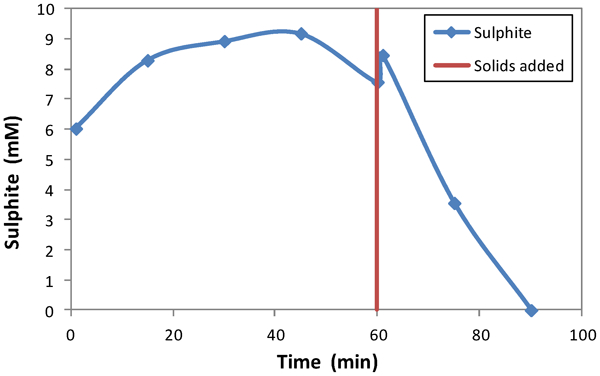
Catalysis of sulphite oxidation by leach tail solids
Caro's acid detox
CIL tails were generated from two cyanide leaches of an ore sample where one leach was run with a 3 h pre-oxidation stage and the other without. A summary of the tails solution speciation is provided in Table 2. Most notable is the higher thiosulphate and thiocyanate concentrations with preoxidation compared to without. Not presented here are that the preoxidation reduced the cyanide consumption and the soluble copper and iron, but had higher lime consumption.
CIL tails solution compositions before Caro's acid detox


Figure 6 shows the residual WAD cyanide as a function of Caro's acid addition expressed as the percentage of stoichiometry in the treatment of both tails solution and pulp. Two notable observations are made from this figure:
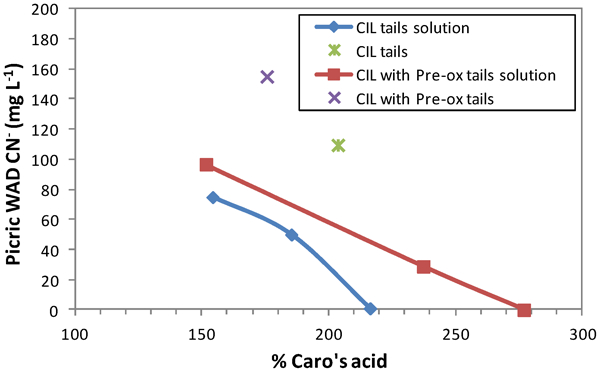
Residual WAD cyanide after Caro's acid destruction of cyanidation tails (with and without preoxidation) at pH 9
higher thiosulphate and thiocyanate generated in preoxidation requires more Caro's acid addition as a result of equations (7) and (8)
the presence of solids has a significant effect on the WAD cyanide destruction with higher residual WAD cyanide compared with the same Caro's addition rate to filtered CIL tails solution.
Thus, in this case, significantly more Caro's acid is required to achieve the less than 50 mg L−1 WAD cyanide target when treating the CIL tails pulp; linear extrapolation of the single pulp test results for the tails with and without preoxidation (based on that of the solution detox data) suggests that a Caro's acid additions of around 320% and 250% respectively, are potentially required. It is thought that mineral surfaces are likely responsible for the decomposition/oxidation of Caro's acid (similar to the solids catalysed oxidation of sulphite described above), thus resulting in the increased reagent requirement for treating the pulp compared to solution.
Detox of TSF return water and process streams
Return water from the TSF is often further treated to lower cyanide levels that would otherwise impact plant performance (e.g. flotation). The effectiveness of Caro's acid, sulphite (using SMBS) and hydrogen peroxide were all assessed to further detox a solution recovered after SMBS pulp detox to less than 50 mg L−1 WAD cyanide and targeting less than 1 mg L−1 total cyanide (WAD cyanide, which is less than or equal to the total cyanide was used as the initial measure). Figure 7 shows the residual WAD cyanide in the detox solution after treatment with the various reagents investigated. Clearly, hydrogen peroxide requires much greater reagent addition to achieve very low residual WAD cyanide concentrations than Caro's acid or the sulphite process (as SMBS in this case). The 260% stoichiometric addition of Caro's acid was more than sufficient to achieve less than 1 mg L−1 residual WAD cyanide, while 200% stoichiometric addition of SMBS reduced the WAD cyanide to 2 mg L−1 based on the picric acid determination. Subsequent analysis of these two detox solutions by APHA 4500 CN− O indicated that for both the Caro's acid and sulphite treatments, the WAD cyanide was less than 0·1 mg L−1. The residual total cyanide (APHA 4500 CN− C, analysis also completed by the WA ChemCentre) for both solutions was ∼0·4 mg L−1.
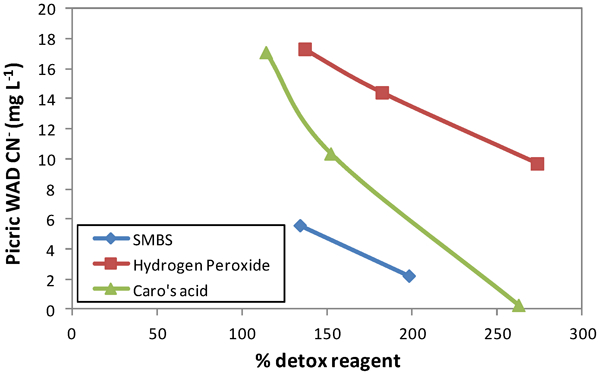
Residual WAD cyanide after further detox at pH 9 of recovered solution from initial pulp detox with SMBS (initial WAD cyanide was 36 mg L−1)
In a separate evaluation, the efficiency of hydrogen peroxide detox was investigated on three cyanide solutions of varying WAD cyanide concentration. Hydrogen peroxide was initially looked at in this instance due to the much simpler implementation of such a treatment process. Figure 8 shows that the hydrogen peroxide initially had high reagent efficiency with a noticeable decrease in the WAD cyanide levels at lower percentage additions. The point at which the hydrogen peroxide efficiency slowed closely correlated with the start of copper precipitation from solution which catalyses hydrogen peroxide decomposition (Breuer et al., 2011a); this also explains the poor utilisation of hydrogen peroxide in Fig. 7. Notably, the log scale indicates that a 250–300% of stoichiometry hydrogen peroxide addition yields an order of magnitude decrease in the WAD cyanide concentration. Clearly, the simpler and cheaper installation of a hydrogen peroxide treatment plant has to be considered against the much higher reagent requirement.
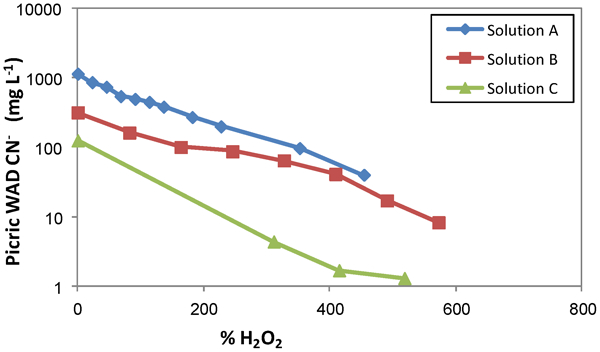
Residual WAD cyanide after hydrogen peroxide detox of three cyanide process solutions (pH monitored but not controlled)
Detox to 0·2 mg L−1 WAD cyanide
As referred to in the introduction, regulations for some sites may require a much lower WAD cyanide concentration at the TSF discharge than 50 mg L−1 or for discharge of excess water off the mine site. In this section, we outline evaluations conducted targeting WAD cyanide levels of less than 0·2 mg L−1 for a cyanidation tail (oxide ore) where initial tests were conducted with filtered solution to establish the reagent requirements in the absence of the solids; results above clearly demonstrate that the solids can have a significant impact on the quantity of reagents required to treat cyanidation tails and which could be significantly greater for lower target WAD cyanide concentrations.
Caro's acid detox
Cyanidation tails solution for the investigations was obtained by filtering the pulp post cyanidation. A summary of the tails solution speciation is provided in Table 3. The low thiosulphate and thiocyanate concentrations are indicative of an oxide ore.
Cyanidation tails solution composition before detox test work
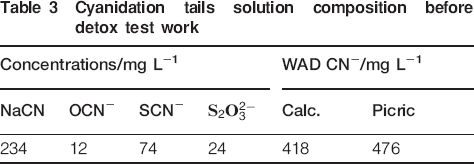

Figure 9 shows the residual WAD cyanide in the final detox solutions as a function of Caro's acid addition expressed as the percentage of stoichiometry. These results clearly indicate a ∼300% stoichiometric addition of Caro's acid is sufficient to achieve less than 1 mg L−1 WAD cyanide after detox. However, at higher dosages, the residual WAD cyanide becomes difficult to destroy with a treatment of 700% stoichiometry unable to achieve the targeted 0·2 mg L−1 WAD cyanide.
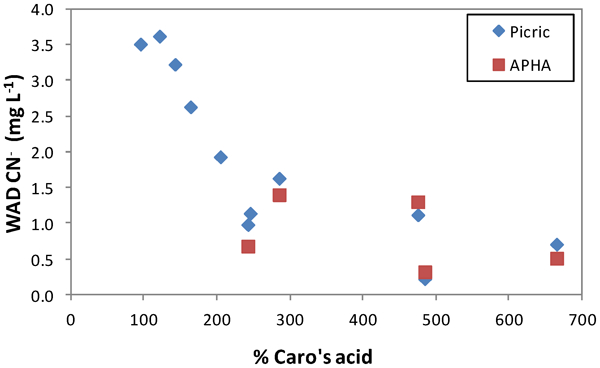
Residual WAD cyanide after Caro's acid detox of cyanidation tails solution at pH 9
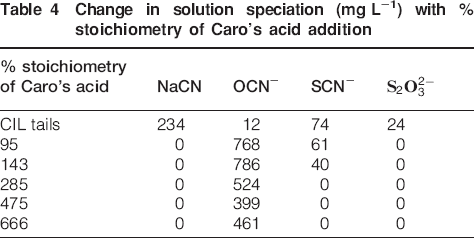
A summary of the change in solution speciation with percentage of stoichiometry Caro's acid addition is provided in Table 4. Clearly, the thiosulphate is readily destroyed by the Caro's acid (equation (8)); thiocyanate also reacts with Caro's acid (equation (7)) and is progressively destroyed with increasing additions. At the lower percentage Caro's acid additions, significant cyanate concentrations are generated according to equation (5); however, as the quantity of Caro's acid added increases the generated cyanate is also destroyed (equation (6)). It is believed that the variability in the data at higher Caro's acid additions is largely related to the reaction of Caro's acid with cyanate due to variability in localised pH and bulk pH control.
Change in solution speciation (mg L−1) with % stoichiometry of Caro's acid addition

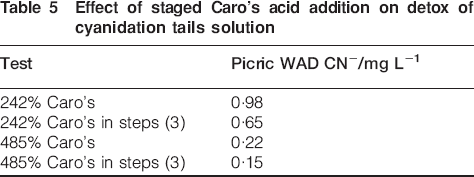
Additional batch tests were also conducted to investigate potential means by which the target WAD cyanide concentration could be achieved without excessive Caro's acid addition. The residual WAD cyanide in the final detox solutions from staged Caro's acid addition is shown in Table 5. The staged addition of Caro's acid resulted in a lower final WAD cyanide concentration compared with a single addition of Caro's acid. This may be due to the reduced low pH excursion with the smaller Caro's acid additions; as referred to in the introduction, the detox efficiency is reduced at low pH as the Caro's acid will react more readily with the generated cyanate than cyanide. The staged addition of Caro's acid is potentially advantageous, particularly when using lime for neutralisation as lime acts slower than more soluble bases (like sodium hydroxide) to neutralise the added acid. From an industrial perspective, if the Caro's acid is added along with lime into a stirred tank, the tank contents will also act as a buffer and results better than those achieved in batch tests with lime may be expected. However, even with staged Caro's acid addition, a greater than 400% of stoichiometry Caro's acid addition would be required to meet the targeted WAD cyanide concentration.
Effect of staged Caro's acid addition on detox of cyanidation tails solution
Sulphite detox
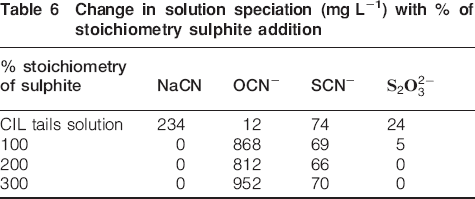
Sulphite detox investigations (sodium sulphite used as the reactant) were also completed on the same cyanidation solution detailed in Table 3. By using sodium sulphite in these tests, no pH control was required as the detox discharge was close to or at pH 9. Figure 10 shows the residual WAD cyanide in the final detox solutions as a function of sulphite addition expressed as a percentage of stoichiometry. These results indicate that ∼250% stoichiometric addition of sulphite in a single stirred tank reactor would be sufficient to achieve less than 1 mg L−1 WAD cyanide after detox. The reason for the scatter in the results at these low WAD cyanide concentrations is attributed to the fluctuations in the DO concentration which was difficult to control (the undesirable sulphite reactions being a function of DO concentration). A test conducted at 725% stoichiometric addition of sulphite to WAD cyanide did not achieve the target of less than 0·2 mg L−1 WAD cyanide, indicating a sharp tail off in the residual WAD cyanide concentration similar to that observed for Caro's acid (Fig. 9). The slightly reduced requirements for the sulphite process compared to the Caro's acid system can be attributed to the competing reactions with other species; unlike Caro's acid which reacts with thiosulphate, thiocyanate and cyanate, only thiosulphate is destroyed in the sulphite system (Table 6).
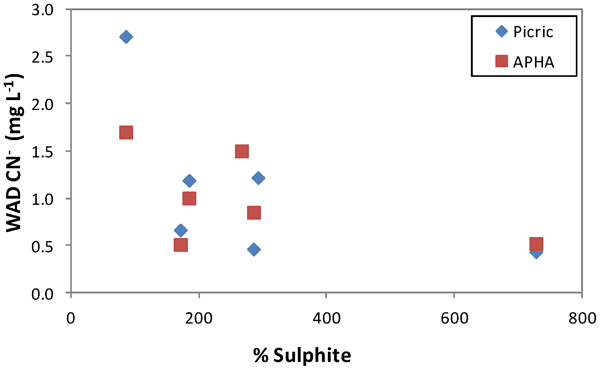
Residual WAD cyanide after sulphite detox of cyanidation tails solution at pH 9
Change in solution speciation (mg L−1) with % of stoichiometry sulphite addition

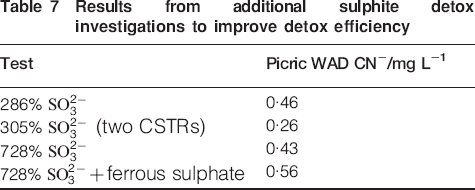
Additional tests were also conducted to investigate potential means by which the target WAD cyanide concentration could be achieved without excessive sulphite addition. The results of these tests are shown in Table 7 and indicate that the use of two CSTRs resulted in slightly better cyanide detox than in a single CSTR (same total oxygen addition as for the single CSTR), possibly due to improved reagent utilisation as a result of a very low DO in the first CSTR (partially this improvement can also be attributed to the slightly higher sulphite addition). Multiple CSTRs would appear to be beneficial, though achieving the target WAD cyanide concentration would still require significant reagent addition. The addition of ferrous sulphate (typically added to reduce the total cyanide in solution by forming insoluble iron cyanide double salts) was investigated subsequent to detox, but did not result in a lower residual WAD cyanide concentration. After sulphite detox, there was no residual iron and only some residual soluble copper, but there was a negligible decrease in the copper concentration with ferrous sulphate addition suggesting no formation of an iron double salt with the residual copper.
Results from additional sulphite detox investigations to improve detox efficiency
Polishing using activated carbon or ion exchange resins
Given the high percentage of stoichiometry for Caro's acid or sulphite addition required to potentially achieve WAD cyanide concentrations as low as 0·2 mg L−1 in the treatment of cyanidation tails or process solutions, polishing and alternative methods were considered for the efficient reduction in WAD cyanide levels. Activated carbon and particularly strong base IX resins are able to adsorb metal cyanide species from solution; activated carbon readily adsorbs copper cyanide species when the cyanide to copper ratio is close to two (Dai et al., 2010). The preliminary investigations outlined below trialled several polishing systems directly on cyanide solutions and post-detox.
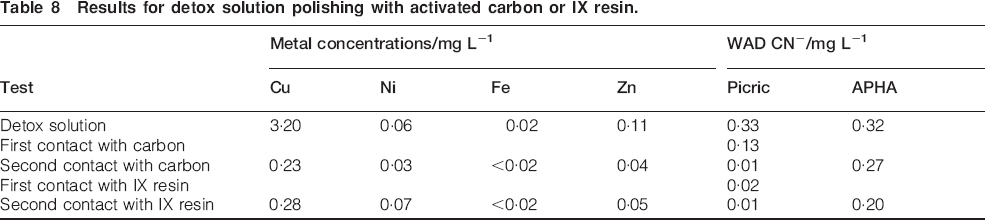
The results presented in Table 8 show that polishing using either activated carbon or strong base IX resin subsequent to detox successfully removes the metal cyanides and results in a significant reduction in the WAD cyanide concentration for both systems. The picric acid measurements indicate that a WAD concentration of less than 0·2 mg L−1 CN− is achieved; however, conformational measurements using the APHA method 4500-CN− I do not support this. It is suspected that there may be an interference with the 4500-CN− I measurement used in this case (all other samples sent for confirmation were analysed by method 4500-CN− O and which were in agreement with the picric acid results), but further investigations are required to confirm if there is an interference with this method. It is also important to note that these measurements are near the detection limits and thus more prone to interferences.
Results for detox solution polishing with activated carbon or IX resin.
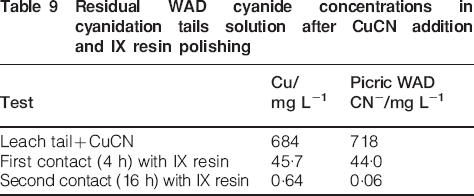
The second system investigated was to complex all the free cyanide in a solution by adding copper ions (solid CuCN added) to give a CN−/Cu of ∼2·2, followed by contact with a strong base IX resin to recover all the metal cyanides. The results in Table 9 show that the IX resin is very effective at adsorbing cyanide complexed copper, with the residual WAD cyanide concentration after two contacts less than 0·1 mg L−1.
Residual WAD cyanide concentrations in cyanidation tails solution after CuCN addition and IX resin polishing
Further test work is required to determine if pulp treatment is as successful as the solution systems trialled above. It is, however, anticipated that both would perform well with both activated carbon and IX resins already used widely for metal cyanide recovery in pulp leaching circuits.
It is worth keeping in mind that due to the very low concentrations being measured here, the measurement techniques could be contributing to some of the variability observed in the results as measurements are close to the detection limits and thus, more prone to interferences. Thus, in order to establish cyanide detox compliance to very low concentrations, a very good understanding of the measurement technique and interferences will be required.
Conclusion
Pulp detox evaluations of a CIL tail found that a 200–350% stoichiometric addition of sodium metabisulphite or Caro's acid was required to achieve detox to below 50 mg L−1 WAD cyanide. Significantly, the reagent addition for filtered tails solution was lower by 70–100% of stoichiometry. The solids were shown to catalyse the oxidation of sulphite by oxygen which contributes largely to the higher than stoichiometry sodium metabisulphite addition; it is thought that the mineral surfaces are also likely responsible for the decomposition/oxidation of Caro's acid. Thiocyanate and thiosulphate generated in the leach (and cyanate generated during detox) also consume Caro's acid, whereas thiosulphate only is destroyed in the sulphite system. Their concentrations in cyanidation leach tails will therefore also affect detox reagent requirements.
Detox evaluations conducted on recovered solution from a sodium metabisulphite pulp detox found that the hydrogen peroxide requirement would be a much greater percentage of stoichiometry compared to Caro's acid and sodium metabisulphite to achieve the targeted less than 1 mg L−1 total cyanide. The poor utilisation of hydrogen peroxide is attributed to the copper precipitate catalysed decomposition of the reagent; however, the simpler and cheaper installation of a hydrogen peroxide treatment plant for the treatment of TSF return water or process streams has to be considered against the much higher reagent requirement.
The pH and DO control are likely to be critical during detox to very low WAD cyanide levels with fluctuations in these parameters affecting the rate of undesirable side reactions, such as the reaction of cyanate with Caro's acid or the oxidation of sulphite to sulphate; 700% stoichiometric addition of sodium sulphite and Caro's acid was insufficient to achieve 0·2 mg L−1 WAD cyanide when treating solution tails alone. Reagent addition when treating pulp could be significantly higher. Preliminary evaluations of polishing with activated carbon or strong base ion exchange resins after detox, or complexation of the free cyanide in a leach tail using copper and subsequent contact with ion exchange resin, have been shown to be effective in removing metal cyanide complexes from solution and are seen as potential alternatives when low level detox is required. Importantly, the accuracy, reproducibility and interferences of measurements at these very low concentrations could be significant and contribute to the variability observed in the results presented.
Footnotes
Acknowledgements
The authors would like to acknowledge Alan Taylor for supporting the publication of this article which was first presented at the ALTA 2012 Gold Conference.
This paper is part of a special issue on Australian gold processing