
Abstract
Centrifugal concentrators such as Knelson concentrators (KCs) are commonly used in most gold processing plants to recover fine liberated gold particles. The decision to employ a gravity recovery circuit is primarily based on the amount of gravity recoverable gold (GRG) in the ore among other considerations. However, the conditions required to optimise the gold recovery in such devices used in plants cannot be determined by GRG test results as the separation of particles is based on the particle bed dynamics within the given unit which are different to those encountered in a three inch KC used for the GRG test. The significant operating variables that affect the performance of a KC are the size distributions of the gold and gangue, rotational speed of the bowl, fluidising water flowrate and the cycle time. Of these variables, the rotational speed is generally fixed, and the size distributions of the gold and gangue are determined by the comminution circuit employed. Thus, the fluidising water is the key variable that can be used to control the dilation of the particle bed to maximise the recovery of gold. This paper examines the validity of the GRG test for performance evaluation and discusses an alternative method based on performance curve of the device that can be used to evaluate the optimum fluidising water flowrate of an operating machine. The principles of determining the performance curve of the machine and its use are also discussed and illustrated with laboratory and plant data.
Introduction
Recovery of gold in gold processing plants involves the liberation of gold and gold carriers by comminution followed by separation processes such as cyanidation and/or flotation techniques. The grinding and classification characteristics of gold (Banisi et al., 1991) in the comminution circuit are such that the liberated gold does not break into finer fragments due to its malleable properties and thus gets concentrated in the classifier underflow. It was found that the circulating load ratio of gold was as high as 24, while that of the ore is generally about 2·5–5. This provides an opportunity to recover the liberated gold particles at a coarser size by means of a gravity concentration technique. When a gravity recovery unit is introduced into the circuit, the overall recovery of gold has been known to increase appreciably. Other benefits of recovering gold by gravity include increases in net smelter returns for the gravity recovered gold, reduced gold losses in tailings due to over grinding of gold particles, avoidance of needing to leach coarse gold particles which require higher residence times restricting leach circuit capacity, reduced reagent costs, reduced carbon stripping and reactivation costs associated with recovery of leached gold and reduced tailings disposal and environmental issues to deal with resulting from decreased cyanide usage. It is also an alternative processing method for preg-robbing ores.
It is well known that traditional gravity concentration techniques are less effective on fine particles. The advent of Knelson concentrators (KCs) in the early eighties provided a machine capable of recovering finer particles, resulting in gravity recovery becoming an integral part of many gold processing plants around the world and contributing to higher gold recoveries. KCs exert a high centrifugal force on the particles that enter the rotating bowl similar to that of a Knudson bowl, but with the advantage that the particle bed formed within the bowl is made to expand by the introduction of the fluidising water through orifices on the outer periphery of the bowl, which increases the recovery of heavy mineral particles.
Being a gravity concentrating device, KCs are more effective when the gold is liberated at a coarser size. When the gold is not liberated at a sufficiently coarse size or when it is locked up in carrier minerals such as sulphides, KCs are less effective, as the amount of material that can be trapped inside the grooves of the bowl is small. In such cases where higher mass recovery is required, other gravity units such as inline pressure jigs are typically preferred.
Laplante et al. (2000) devised a laboratory procedure to determine the amount of gold in an ore that can be recovered by centrifugal gravity methods and termed it the gravity recoverable gold (GRG) content of the ore. It is known as the GRG test and has found wide acceptance in the mineral industry as a measure of the amenability of an ore to gravity gold recovery.
The GRG test
The GRG test (Laplante et al., 2000) is performed on a sample of ore prepared and tested under a stipulated set of conditions in a 3 in. laboratory KC (LKC). The sample size ranges from about 60 to 100 kg depending on the type of ore and associated gangue densities. The test comprises three recovery stages. The feed to the first stage is crushed and rod milled to 100% passing 850 μm. The feed to the second stage is a sample of about 27 kg from the tailings of the first stage, ground to about 45–60% passing 75 μm. The third stage treats about 24 kg from the tails of the second stage ground to about 80% passing 75 μm. The ore and fluidising water flowrates used in the first stage are about 1200 g min−1 and 8 L min−1 respectively, while those of the third stage are 400 g min−1 and 5 L min−1. The corresponding feedrates for stage 2 are intermediate between the rates used in stages 1 and 3. At each stage, all of the concentrates and about 600 g of the tails are screened from 20–600 μm and each fraction is assayed for gold.
The stage recoveries are calculated based on the assays and weights of the concentrates and the tailings of the third stage. The cumulative amount of gold in the three concentrates is expressed as a percentage of the total gold in the sample and is considered the GRG content in the ore.
Features of the GRG test
The GRG test indicates the cumulative gold recovery obtained when the feed is sequentially passed through a LKC in three stages at progressively decreasing feed sizes. This is similar to the classical release analysis procedure used in flotation. The GRG test results indicate the maximum possible recovery under the stipulated operating conditions in the LKC which also reflects the degree of liberation and breakage characteristics of the ore.
Generally, the liberation size is indicated by the stage with the highest gold recovery. The highest gold recovery occurring in stage one indicates a coarse liberation size and if at stage 3, a finer liberation size is indicated. Figure 1 shows typical cumulative recovery curves resulting from GRG tests on different ore types. The position and curvature of the plots indicate not only the liberation size of the gold, but also the ease with which it can be recovered from the associated gangue particles. The shape of the curve also offers insights into possible recovery methods. A GRG content less than 30% indicates that gravity concentration may not be an effective option; however, for Cu–Au ores, flash flotation may be a suitable option. If the GRG content is above about 60% and the shape of the curve is more convex, which indicates a coarse liberation size, then a high yield device such as an inline pressure jig may be an option. For intermediate GRG contents, gravity concentrating units such as Knelson or Falcon concentrators may be the most effective.
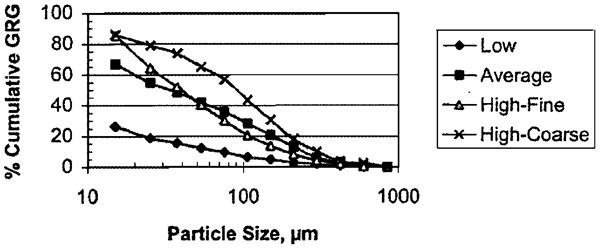
GRG versus particle size for different ore types (Laplante et al., 2000)
The GRG data have been used to evaluate gravity gold circuits and determine the benefits of employing gravity concentration devices such as Knelson or Falcon concentrators, as well as evaluating alternative circuit configurations. This involves the evaluation of recovery effort which essentially is the product of the process efficiency (namely, GRG recovery) and the fraction of the circulating load treated by gravity (Laplante and Xiao, 2001).
Drawbacks of the GRG test
The main drawback of the concept of GRG stems from its definition. Gravity concentration devices achieve mineral separation by applying forces on particles. Thus, particles recovered in one machine may not necessarily be recovered in another due to the differences in the extent of the forces applied, the way they are applied and particularly if the feed size is changed. According to the GRG concept, the percentage of gold recovered in a 3 in. LKC from stage ground feed material is taken as the GRG content. However, the feed material fed to an industrial scale KC is of a much coarser size and the separating forces exerted by the machine on the particles are different to those of a LKC. Hence, the GRG content must be different in different machines. The proponents of the GRG test believe that about two-thirds of the GRG recovered in a LKC would be recovered in an industrial scale unit. However, there are industrial KC units of various sizes that inherently recover different amounts of gold. Thus, the concept of GRG must at least in part be machine dependent.
The second drawback of the GRG test is that there is some amount of subjectivity associated with the test itself. The fluidising water flowrates in the three stages are not strictly stipulated and can be varied according to the size of the feed material (Guerney et al., 2003). This would mean that the GRG content would vary, particularly if the ore hardness and the breakage characteristics of the ore are such that it produces more fines during the staged grinding step. The GRG content of softer ores is therefore more susceptible to changes in the fluidising water flowrates applied by individual operators.
Another ambiguity arises in estimating the non-GRG fraction of the coarse particles recovered in a LKC. The test is subjective and requires a highly skilled operator for the assessment.
While the GRG test results may indicate the amenability of an ore to centrifugal gravity concentration, it would not be useful in tuning an operating KC for maximum gold recovery due to the differences in the operating conditions of the LKC and the plant KC. In the light of variability in ore hardness characteristics and/or grind size changes in the comminution circuit, the characteristics of the feed particles that enter the KC will vary, resulting in varying gold recoveries. The extent to which these changes occur in a plant KC cannot be indicated by standard GRG tests.
Performance curve approach
In assessing the efficiency of any mineral separation process, it is essential that the material characteristics or the amenability of the ore to concentration be separated from the machine characteristics (Kelly and Spottiswood, 1982). Material characteristics are generally obtained by subjecting a sample of the feed material, as is, to a near perfect separator of similar type to that used in the separation. For example, to assess the feed to a screening operation, a sample of the ore is subjected to laboratory sieving which is considered highly efficient. Similarly, feed to gravity separators may be assessed by their behaviour when subjected to heavy liquid separation. In some instances, in the absence of a near perfect machine, a carefully stipulated test procedure may be used for assessment, such as, the release analysis procedure for flotation. The separation achieved in these tests is generally presented as a separability curve which indirectly represents the degree of liberation of the feed material. In this context, the GRG test is such a procedure and hence, may be considered a material characterisation test.
On the other hand, the machine characteristics are obtained by subjecting fully liberated material or artificially reconstituted feed mixtures to the machine. The separation data are often presented as performance curves which are commonly known as partition curves or Tromp curves. In assessing the performance of an existing machine, it is the machine characteristics that need to be established first. Traditionally, the performance curves are plotted as the fraction of the feed reporting to concentrate versus the property being exploited. In the case of gravity concentrators, the specific gravity (SG) of the particles is considered the relevant property. However, since the separation of particles within a gravity concentrator is determined by relative settling, the settling velocity has been shown to be a more appropriate property than SG (Kelly and Subasinghe, 1991). In the case of a centrifugal separator, the relevant criterion would be the net resultant of the main forces acting on the particles.
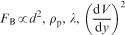
Coulter and Subasinghe (2004) proposed a method of quantifying separation data of a KC by analysing the forces acting on a particle within a KC. They proposed a performance criterion X, based on the centripetal force Fc required to maintain a circular path, the drag force Fd on a particle due to fluidising water and the Bagnold FB forces arising from particle–particle contact, which are functions of particle size, bowl rotational speed, particle density and solids concentration.
Figure 2 shows a schematic view of how heavy mineral segregation takes place within a KC. The feed material, most commonly cyclone underflow or ball mill discharge, enters through a central feed pipe as a slurry. The slurry descends onto the base plate at the bottom of the rotating conical bowl and is thrown outwards as initially there is no centripetal force acting on the particles to maintain a circular path. As a result, some of the particles get trapped within the grooves of the bowl forming a concentrate bed, while some get carried upward into the tailings stream by the rising current of water. Injection of water through fluidisation ports located in the ribs of the bowl prevents compaction of the concentrate bed. This creates a fluidised bed (Harris, 1984) which acts as a concentrating chamber for heavier gold particles under enhanced gravitational forces.
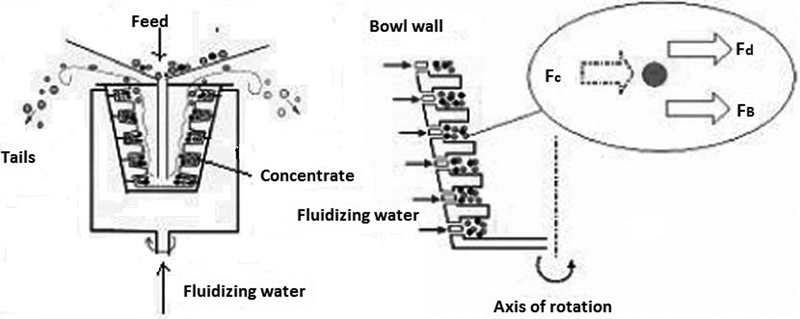
Schematic view and forces acting on particle within KC bowl
For a particle that gets trapped in the bowl and traverses a circular path, a dynamic equilibrium would be established between the forces as described by equation (1).




 is the net force due to Bagnold forces and the centripetal force.
is the net force due to Bagnold forces and the centripetal force.
This implies that each particle that enters the bowl experiences the net effect of the above forces, quantified by X, which determines the probability of retention of that particle within the bowl. Particles with small X values have a high probability of being retained in the bowl, while those with high X values will be mostly rejected and report to the tailings. This approach enables one to determine a performance curve for the machine and use it to determine the optimum fluidising water flowrate to suit the characteristics of the gangue and gold particles present in the feed, i.e. their size, density and size distribution. It also helps to provide insights into the fluidised state of the bed under different operating conditions.
Determination of KC performance
Particle recovery
Coulter and Subasinghe (2004) showed that the amount of concentrate recovered in a KC depends on the performance criterion X described above. Figure 3 shows the amount of material collected in a LKC when the feed material is comprised entirely of uniformly sized mineral particles of known density and size.
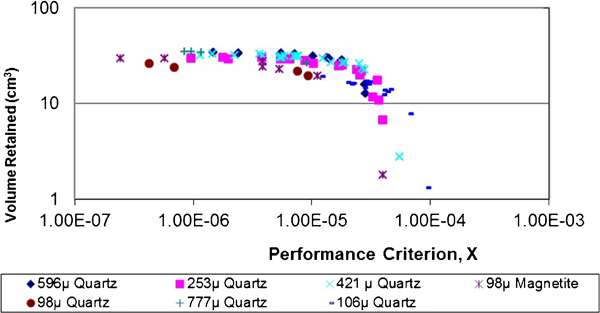
Volume of material retained as function of performance criterion for narrowly sized particles
At low X values, the particle bed is more compacted against the outer perimeter of the bowl, while at larger values of X, the bed transforms to a more fluidised state and recovers less material. The transition point is characterised by X*.
If the Y axis in Fig. 3 is normalised by the amount of material fed, then it represents the probability that a particle would remain within the bowl and hence, the plot may be considered the performance curve of the machine. When a mixture of particles of different sizes and/or densities are fed, the amount of each material recovered in the bowl may be described by a model of the form
Equation (6) was tested using data covering a wide range of material such as silica sand of different size fractions, magnetite of different sizes and in various proportions. More details of the results may be found elsewhere (Coulter and Subasinghe, 2004; Sargent and Subasinghe, 2006; Subusinghe, 2007).
Table 1 shows the observed probability of retention of each component when mixtures of sand and magnetite particles were separated under different fluidising water flowrates and bowl rotation speeds.
Separation data of mixture at various operating conditions
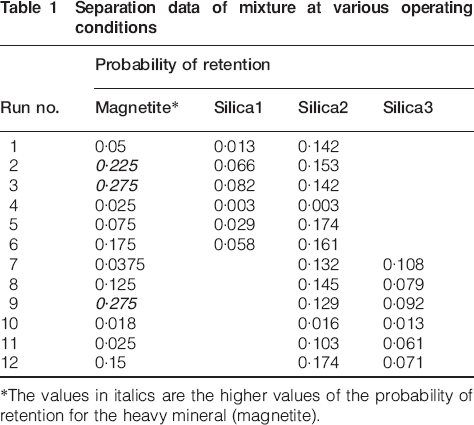
*The values in italics are the higher values of the probability of retention for the heavy mineral (magnetite).
Figure 4 shows this data plotted as probability of retention versus X values for each component. It can be observed that the recovery of heavy mineral (magnetite) is the highest for runs 2, 3 and 9. At low X, the bed is too compact and only the heavy mineral particles that are small enough can segregate and enter the bed. At high X, the bed is more fluidised and the material collected is less. It may be postulated that the recovery of heavy mineral is dependent on the nature of voids present in the dynamic bed which in turn is dependent on the size and size distribution of the feed and operating conditions. Thus, the optimal fluidising water flowrate which maximises the gold recovery from a given feed could only be determined by conducting testwork on a sample of the original plant feed and not on its ground product as is the case with the GRG test.
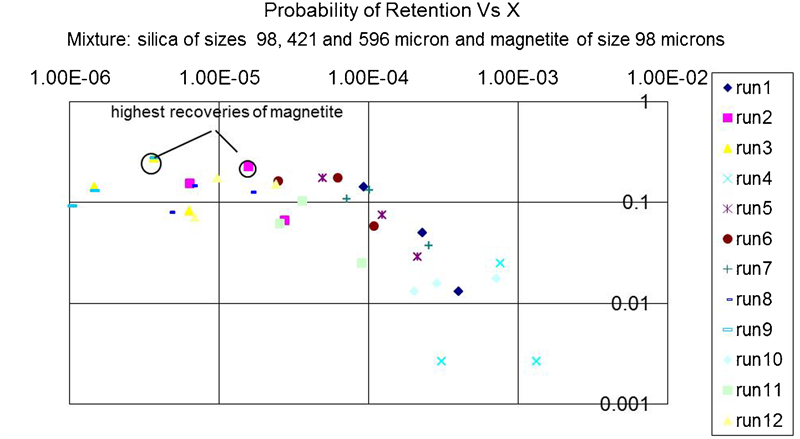
Separation of mixture of particles in LKC under various operating conditions
Cycle time
When the feed enters an operating KC, the concentrating chamber in the bowl is filled with gangue. Depending on the fluidising water flowrate, bowl rotational speed, size distribution and the densities of the particles comprising the feed, a dynamic equilibrium is established within the bowl. The gold particles that enter the bowl then have to segregate through the established dynamic bed while displacing some of the gangue particles. This segregation process of heavy particles penetrating the bed comprising lighter gangue has been shown to be a first order process (Sargent and Subasinghe, 2006). It has also been shown that the heavy mineral accumulated in the bowl reaches a saturation point. The optimal cycle time would be dependent on the rate constant of this segregation process which in turn depends on the grade of the heavy mineral in the feed, bowl capacity and the segregation kinetics which are functions of the feed composition and operating variables.
Figure 5 shows the saturation volume of heavy mineral collected as a function of the heavy mineral content in the feed.
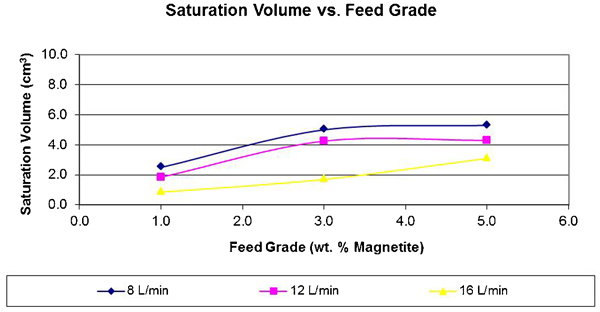
Saturation volume as function of magnetite content in feed
Optimisation of fluidising water flowrate
In order to determine the optimum fluidising water flowrate for an operating plant unit, the dynamics of the particle bed formed within the grooves must be studied using an unaltered sample of the feed. This requires that the testwork be carried out using a larger KC than a 3 in. one as the latter cannot accommodate particles larger than about 850 μm. Thus, testwork was carried out in a 7·5 in. KC with a sample of the feed to the plant KC which was a bleed off the cyclone underflow stream from a gold processing plant in Western Australia. The tests were performed at different fluidising water flowrates at a constant bowl rotational speed and the concentrates were screened and assayed for gold. Figure 6 shows the mass of solids and gold collected versus the fluidising water flowrate. It shows that for the ore tested, the gold recovery is higher at lower fluidising water flowrates and goes through a minimum at higher flowrates. The mass of solids recovered in the concentrate decreases as fluidising flowrates are raised as expected.
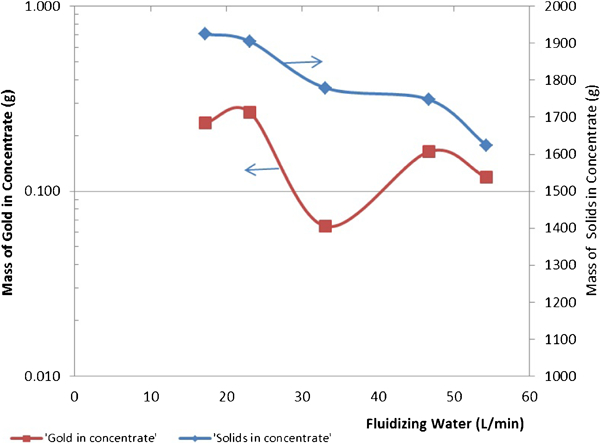
Mass of solids and gold in concentrate
Figure 7 shows a typical comparison of the recovery of individual size fractions against performance criterion X. It shows that the distributions between the products for gold and solids vary with the fluidising water flowrate. It implies that the size of particles that have the highest probability of retention is not constant, but changes under the prevailing fluidised state of the bed. It can also be seen from Fig. 7 that the recovery of gold is reduced at an intermediate X value that corresponds to a certain particle size. For a gold particle to be captured in the grooves, it should be able to move through the bed comprising of mainly gangue particles. It requires the pore space between the particles to be large enough for interstitial trickling to take place or the gold particle should be large enough to dislodge the lighter gangue particles. Thus, the size distribution of the gangue, which is a large component of the feed, would also determine the recovery of gold particles. Theoretical determination of the fluidised state of the bed which maximises the gold recovery is difficult and it needs to be established through testwork using the original feed, as the composition of each ore is different. The presence of high density gangue such as iron sulphides may also influence the optimal conditions.
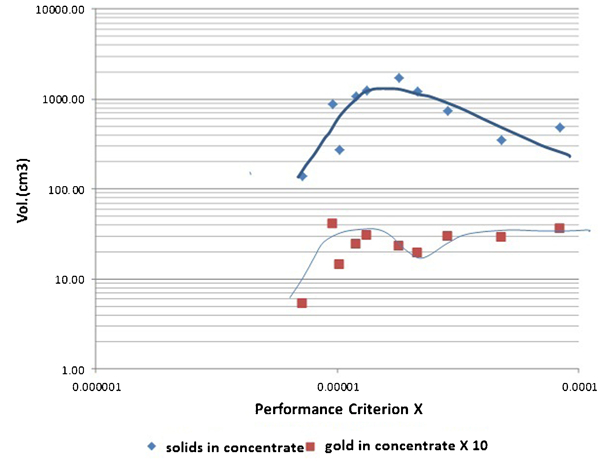
Volume of solids and gold in concentrate versus performance criterion
Once the gold distribution of the feed is known, the optimum fluidising water flowrate could be established based on the performance curves at various water flowrates using the laboratory test discussed above. Once the X value at the optimum gold recovery is known, the corresponding water flowrate in the plant unit could be calculated using its dimensions and operating parameters. A computer program to evaluate this flowrate is being developed.
Conclusion
It has been shown that the GRG test is a material characterisation test which provides information on the degree of liberation of the ore and amenability of the ore to centrifugal gravity concentration, which are useful at the design stage. However, performance optimisation of existing operating units requires an approach based on the performance curves of the machine. Such a method, which takes into account the forces acting on particles within a KC bowl, has been developed to evaluate the recovery of particles of various sizes and densities within the segregation zone. It provides information on the recovery of gold particles of different sizes which can be used to evaluate the optimal fluidising water flowrate to maximise gold recovery depending on feed characteristics and other operating parameters.
Footnotes
Acknowledgements
Helpful criticisms and suggestions received from the reviewer are gratefully acknowledged. This study is a development of preliminary concepts reported in papers presented at two conferences of the Australasian Institute of Mining and Metallurgy – Metallurgical Plant Design and Operating Strategies, 2006 and The Ninth Mill Operators Conference, 2007.
This paper has been subsequently peer reviewed and revised for publication in Mineral Processing and Extractive Metallurgy with the kind permission of the Australasian Institute for Mining and Metallurgy.
This paper is part of a special issue on Australian gold processing