
Abstract
An advanced online thermochemical model was developed for Xstrata Nickel's Sudbury smelter. The model is connected to a PI server to upload plant operating data in real time. The PI server receives and archives plant data through various interfaces, while PI DataLink retrieves the data from the server into a Microsoft Excel spreadsheet. The model was built on the ChemSheet platform, which combines the practicality and simplicity of a spreadsheet, with the robustness of FactSage, a well known thermochemical calculator. The interface of the model is relatively simple and easy-to-use. For effective modelling, the industrial unit operations were divided into thermochemical modules; the modules were then interconnected and compiled sequentially to produce the final result. Online plant data, such as flowrates, compositions and operating conditions, are dynamically entered into the model. For a given feed scenario, the model converges in ∼20 s, producing final results for calcine, matte, slag and off-gas compositions.
The smelter primarily treats Ni–Cu sulphide concentrate via roasters, electric furnace and converters, producing a high grade Bessemer matte product for further refining in Norway. The described model integrates the thermochemistry of the roasters and electric furnace, and predicts important process parameters such as degree of sulphur elimination in the fluid-bed roasters, matte grade, iron metallisation, slag losses and the iron to silica ratio in the electric furnace slag. One of the main objectives of the model was to assist process engineers and operators in calculating the addition rates of coke, flux and air for different feed scenarios. The model is also valuable in helping to stabilise the metallurgy of the converter aisle operation, which is a batch process. Before implementation, the model was extensively validated using daily historical plant data for five randomly selected months from years 2011–2012. The predicted values from the model were found to be in good agreement with the plant data.
Keywords
Introduction
Xstrata Nickel's Sudbury smelter has been in operation since 1930 treating nickel–copper sulphide feeds. The original process consisted of a blast furnace treating direct smelting ore to produce slag and low grade matte. Following the blast furnaces, the molten matte was upgraded in Peirce–Smith converters (PSCs) to produce a Bessemer matte for shipment to the company's refinery in Norway. Later, downdraft sinter plants were introduced and the plant was expanded several times with an additional blast furnace. The sintering and blast furnace technology was replaced in 1978 with two parallel smelting lines utilising fluid-bed roasters and electric furnaces. With this technology, the sulphide concentrate is first treated in roasters for sulphur elimination before smelting in the electric furnaces. Off-gas from the roasters is treated in a single contact acid plant to produce sulphuric acid as a byproduct. Since 1978, the degree of sulphur elimination has been continuously increased from 50% to the current level of 70–75% to meet governmental regulations on SO2 emission. The increased sulphur elimination resulted in the production of a higher matte grade and initially somewhat increased slag losses. Increasing coke additions to the furnace subsequently lowered furnace slag losses by establishing reducing conditions during smelting. However, the higher matte grades still contributed to converter slag losses. As a result, slag cleaning options were investigated which resulted in the implementation of the slag cleaning vessel (SCV) in the converter aisle. Previously, all the slag from the converter aisle was treated by returning to the electric furnace. However, since operation of the new slag cleaning technology, the aisle slag could be discarded directly from the SCV. In 1994, the smelter decommissioned one of the electric furnaces and upgraded the remaining furnace to meet the entire production requirement. Previous publications have described in detail the older process flow sheet and various updates to the plant (Salt and Cerilli, 2009; Tripathi et al., 2009; Tisdale et al., 1996).
Plant performance parameters, such as operating cost, energy consumption, production rate, emission levels, metal recovery and fugitive gas control, are influenced by the cost of consumables, feed treatment technology, feed flexibility, surge capacity, stability of plant chemistry and scheduling of equipment and manpower. Over the last few years, the smelter has initiated several investigations with the focus on plant optimisation, capacity expansion, greenhouse gas and SO2 abatement and lowering slag losses. These initiatives included the development of a number of advanced process models to simulate the complexities of plant conditions to assist operations. Recently, the present online thermochemical model was developed for the smelter to predict the chemical compositions around the roaster and furnace operations. The indicated model is connected to the PI plant information server via PI DataLink (Bascur et al., 2004). The PI server receives and archives plant measurements in real time, while the PI DataLink is a Microsoft Excel add-on that retrieves plant measurements from the PI server for transfer to an Excel spreadsheet. The current PI system was implemented in 1998 to archive the current and historical plant measurements such as temperature, chemical analyses, flowrates and inventory levels, among others. Of importance for metallurgical modelling, process stream samples are taken every 4 h for control purposes and the results sent to the PI server.
The new thermochemical model discussed here was designed to communicate with the plant operation in real time by connecting it with the existing PI system. The model integrates the thermochemistry of the roasters and the furnace. The feed processing time, or average residence time, in the roasters and furnace is ∼35 h. Therefore, for a given feed scenario, the application of the model helps the process engineers plan some 35 h ahead in calculating the flowrates of flux, coke and air towards the attainment of target matte and slag chemistry. As furnace matte feeds the converters, the model is also found to be helpful in stabilising the metallurgy of the converter aisle operation, which is a batch process. Before implementation, model predictions were extensively validated against historical plant data. The present paper outlines the development and validation the online thermochemical model.
Process description
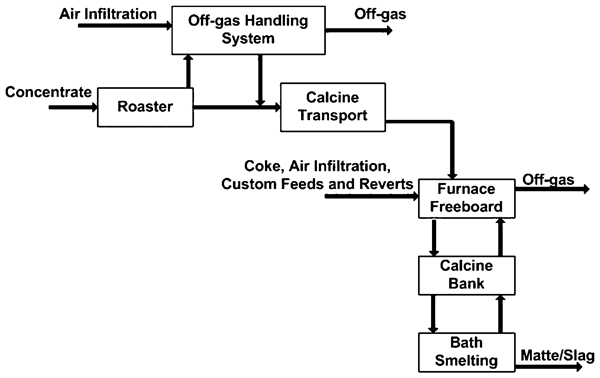
The current flow sheet employs partial sulphur elimination during roasting, a counter current batch converting process in the converter aisle and higher operating temperature capability of the furnace to provide feed flexibility. The smelter has the capacity to process 550 000 t/year of nickel–copper bearing feed materials for the production of up to 75 000 t/year of nickel in matte. The feed to the smelter primarily comes from material mined from local mines treated at Xstrata Nickel's Strathcona mill in Sudbury and from the Raglan mine/mill complex in northern Quebec. The smelter also treats primary and secondary custom feed materials purchased from third parties; such material now represents a significant proportion of the total feed. This also includes off-shore concentrates produced by Xstrata Nickel. The process flow diagram of the Sudbury smelter is presented in Fig. 1. The nickel–copper concentrates from various sources are mixed and slurried at 70% solids during feed preparation. The slurry is then fed into two 6·1 m diameter fluid-bed roasters for partial sulphur elimination. The roasters typically operate at 760°C and eliminate some 70–75% of the total sulphur contained in the concentrate. The off-gas from the roaster passes through cyclones, water spray coolers and electrostatic precipitators before being treated in the single contact acid plant. The hot calcine from the roasters is transferred via drag chain conveyors to the 45 MW, six in line, electric furnace (30×10×2·7 m) for reductive smelting. The electric furnace produces a sulphur deficient matte which is periodically tapped for upgrading in the converter aisle. The furnace slag is tapped continuously, granulated and discarded. In the converter aisle, the matte is first treated in the slag make converter to essentially oxidise iron, before final treatment in one of the two PSCs, also referred to as finishing vessels. The high grade Bessemer matte from the finishing vessels contains 2 wt-%Fe and 22·5 wt-%S with the balance essentially Ni, Cu and Co. The finished matte is granulated before shipping to Xstrata Nickel's refinery in Norway. Slag from the slag make converter and PSCs are cleaned in the SCV. The off-gas from the electric furnace and converter aisle is cleaned in the Cottrell plant to remove dust and then discharged to the atmosphere via the plant stack.
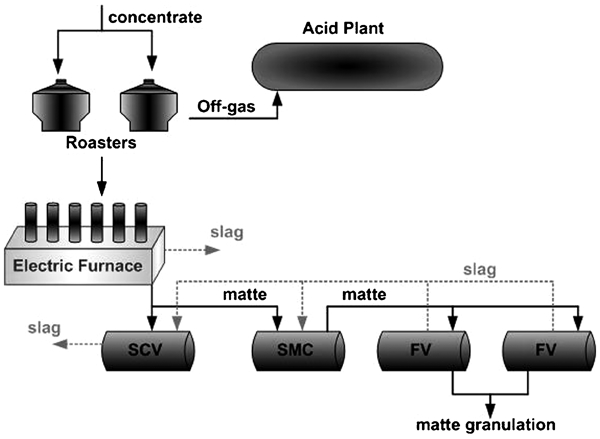
Process flow diagram of Xstrata Nickel's Sudbury smelter
Model development
Modern modelling tools have become very helpful in improving plant performance based on the availability of powerful computers to solve the numerous mathematical equations involved. The success of computing technology solutions has led to the commercialisation of various modelling tools for the mining and metallurgical industry. In general, each modelling tool has a distinctively different application depending on the stage of a project or the area of a plant operation. Based on the authors’ experience, a particular modelling tool can be applied with a certain level of success, but the best results can be achieved by exploiting the synergy between various tools (Tripathi et al., 2011). The paper describes how the synergy between two commercially available thermochemical tools – FactSage (Bale et al., 2002; Chartrand et al., 2011) and ChemSheet (Chartrand et al., 2011; Hack et al., 1999) – was exploited to develop a predictive online model for the Sudbury smelter.
FactSage is a well known and powerful thermochemical calculator employing an advanced quasi-chemical modelling approach to account for nearest neighbour interactions in complex solution phases (Bale et al., 2002; Chartrand et al., 2011; Pelton et al., 2000; Pelton and Chartrand, 2001). FactSage also contains an extensive database of thermodynamic properties – heat capacity, enthalpy and entropy – for both pure stoichiometric compounds and complex solution phases such as slag and matte. In spite of the fact that FactSage has been continuously evolving into a more advanced product covering the extensive field of extractive metallurgy, the flow sheet simulating options remain somewhat limited in the current version (6.2). In addition, FactSage is more suitable for performing steady state calculations rather than the dynamic state of a real process; as a result process engineers find it difficult to use for day to day operation and metallurgical control.
ChemSheet is a tool that employs the FactSage database on selected minerals for ‘Gibbs Energy Minimisation’ calculations. ChemSheet allows the rigorous thermochemical calculations to be performed within the familiar environment of a Microsoft Excel spreadsheet. The main advantage of using ChemSheet is that it combines the practicality and simplicity of a spreadsheet with the robustness of FactSage. After a careful review of commercially available simulation software, the authors found ChemSheet to be a suitable tool for model development for metallurgical control at Xstrata Nickel's Sudbury smelter. Advanced modular techniques, as previously described (Tripathi et al., 2009), were adopted to effectively simulate the industrial unit operations. Once completed, the model was then linked to the PI server by PI DataLink to dynamically enter the input process parameters for the calculations. For a given feed scenario, the model typically takes ∼20 s to converge before providing the final results.
At Xstrata Nickel's Sudbury smelter, gas–solid oxidation occurs in the roasters while the electric furnace is the metallurgical unit where the first chemical separation of the metals between liquid matte and slag phases takes place. Slag from the furnace is discarded. Process changes such as adjusting the slag viscosity, maintaining reducing smelting conditions and adopting the right fluxing strategy can significantly reduce the slag losses. In addition, matte from the furnace is sent to the converters for upgrading in a batch operation. Stability of the furnace matte grade and metallisation can have a large impact on converter aisle operation. Since the primary smelting unit is of key importance, the development of the online model focused on the thermochemistry of the electric furnace and included the roasting stage.
To effectively simulate the industrial process, the unit operations were divided into different zones representing different metallurgical conditions. Each zone was simulated on a separate thermochemical module. The modules were then interconnected to complete the overall mass energy balance. Once the input parameters were entered into the model, the modules were sequentially compiled to predict the final results: calcine, matte, slag and off-gas compositions. Process parameters such as matte grade, degree of metallisation and the ratio, %Fe/%SiO2[slag] were derived from the predicted compositions. The data flow diagram of the model is presented in Fig. 2. The figure demonstrates how the plant and thermochemical data are transferred from the PI server and FactSage to the model. The roasting and smelting calculations included stoichiometric compounds, solid and liquid solutions, and gas as the possible phases. The solution phases (spinel, olivine, slag and matte) were assumed to follow quasi-chemical behaviour (Pelton et al., 2000; Pelton and Chartrand, 2001), while the gas phase was assumed to be an ideal mixture. The matte phase is sulphur deficient, containing a significant amount of metallic components. In the present model, only iron is assumed to contribute towards the overall metallisation, as represented by equation (1). The furnace slag phase is primarily a fayalitic (FeO–SiO2) solution with varying levels of MgO, Al2O3 and Cr2O3. The quasi-chemical model of FactSage is found to adequately represent the furnace slag (Pelton et al., 2000; Pelton and Chartrand, 2001).
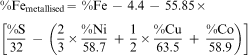
Data flow diagram of model
Thermochemical modules for roasters
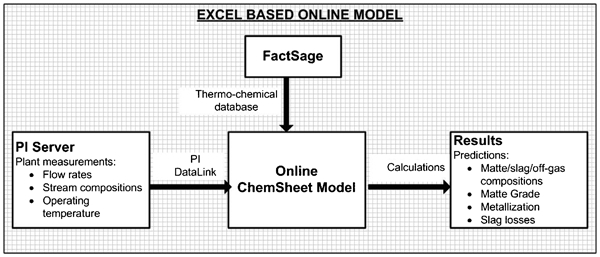
Xstrata Nickel's Sudbury smelter operates two fluid-bed roasters to partially eliminate sulphur from the Ni–Cu sulphide concentrate feed; the lower section of one roaster is shown in Fig. 3. Slurried concentrate at 70% solids is introduced through the top of the roaster and air is blown from the bottom through tuyeres to maintain the fluidised bed condition. Flux (sand) required in the electric furnace is preheated by feeding in the roasters, thus utilising the available heat. Based on plant observations, more than 85% of the feed leaves the roaster with the off-gas as calcine dust which is recovered in the gas cleaning system, while the remaining 15% forms the bed that consists primarily of coarse sand particles and can exit via the calcine overflow. The off-gas is treated in cyclones, water spray coolers and electrostatic precipitators to recover the solid particles of calcine. Certain conditions in the off-gas handling system, such as a lower temperature and a high oxygen potential, can promote sulphate formation as shown by equations (2) and (3). The stability region of iron sulphates at three different temperatures are presented in Fig. 4. This figure shows that the stability of iron sulphates increases at lower temperatures and for higher pO2 and pSO2 conditions.


Fluid-bed roaster of Xstrata Nickel's Sudbury smelter
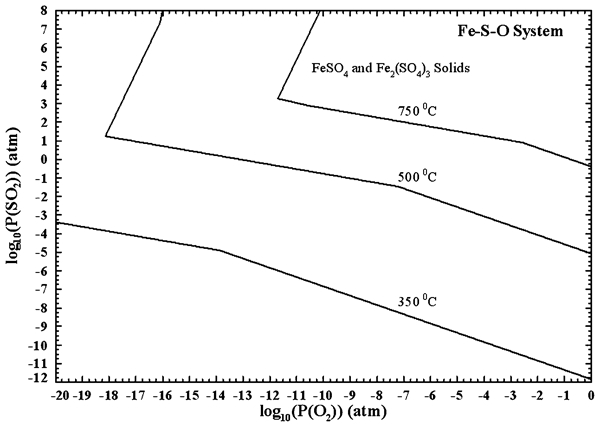
Stability diagram of iron sulphate at different temperatures
Thermochemical modules for electric furnace
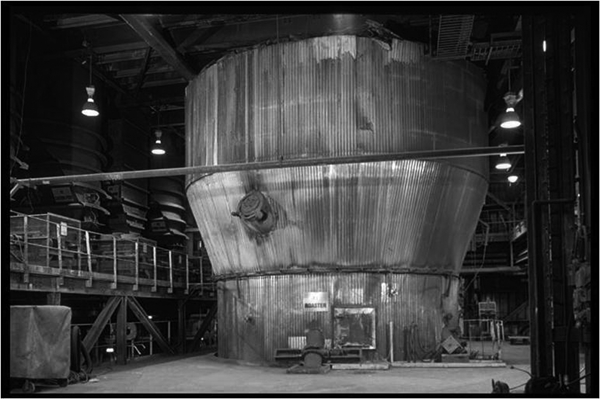
In the case of a large and complex unit operation such as the electric furnace, where localised thermochemical interactions between phases can be important, the modelling was done using different modules. Figure 5 shows the interior of the electric furnace at the smelter. The partially roasted calcine, which is considered as a mixture of sulphides and oxides, is smelted in the electric furnace. The furnace operates under ‘black top’ conditions, which refers to the presence of an unsmelted calcine layer, some 0·3–0·6 m thick, covering the slag layer. As a result of this generally insulating layer, the freeboard temperature remains much lower than that of the slag. The electric furnace model consists of three separate zones – the freeboard, the calcine bank and the smelting zone. From a thermochemical modelling perspective, it is important to consider these three zones separately in the different modules (Tripathi et al., 2009). To properly account for the heat and mass balance model of the electric furnace, these modules were counter currently connected. The calcine is fed into the electric furnace from the top while reducing gases move up through the calcine layer into the freeboard. This modelling approach allows each zone to coexist with its neighbour under different operating conditions yet still remain thermochemically connected. For example, in the current model of the electric furnace the freeboard is set at a temperature of 500°C, while the smelting zone is at 1300°C. The model also takes into account three important process parameters – coke efficiency, degree of calcine oxidation in the freeboard and degree of reduction of the calcine bank by reducing gases from the smelting zone.

View of interior of electric furnace at Xstrata Nickel's Sudbury smelter
The various modules of the model are illustrated in Fig. 6, which shows how the thermochemistry around the roasters and electric furnace was taken into account by connecting different modules of the unit operations.
Modular diagram of online model for roasters and electric furnace
Model parameters
The model has three important parameters; oxygen utilisation in the roasters, air infiltration into the furnace freeboard and coke efficiency in the furnace. The values of these parameters were estimated based on historical plant data.
The main purpose of injecting air into the roasters is to partially eliminate sulphur from the concentrate prior to electric furnace smelting. However, the reaction with sulphur is not 100% efficient in consuming oxygen in the air. The overall degree of sulphur elimination depends upon both the air flowrate and its utilisation factor. To ensure a correct sulphur balance, the parameter ‘oxygen utilisation’ in roasters was introduced into the model. The roasters operate continuously and plant measurements are archived on the PI server. Historical plant data for 5 months were employed to evaluate this parameter. The ‘oxygen utilisation’ was found to be relatively constant at 95% in all cases.
Air infiltration in the furnace freeboard is another important parameter included in the model. The input materials (calcine from roasters, revert and custom feed) are fed through openings in the roof of the electric furnace. Air drawn into the freeboard (which is under slight negative pressure) reacts with sulphide minerals in the input materials producing SO2 gas and heat in the freeboard. Additional heat results from CO burning with the ingress air in the freeboard; this air can also lead to undesired combustion of the coke. As noted, the furnace is maintained under ‘black top’ conditions by pulling in additional air to cool down the freeboard. In the model, the total air in the freeboard was therefore divided into two parts: air infiltration that impacts the furnace chemistry and additional air required to cool the freeboard. Reliable data for infiltrating air was difficult to obtain and there were no plant measurements available on the PI server. However, as the air infiltration impacts the sulphur balance in the electric furnace, measurements on matte composition were employed to indirectly estimate the amount of air infiltration. The value of this parameter was also found to be linked to the total sulphur content of the input feed. Based upon historical plant data over 5 months, correlations were developed between total sulphur and the air infiltration. One such correlation is presented in Fig. 7. The developed correlations were then introduced into the model which then adjusts the air infiltration according to the sulphur elimination in the freeboard. The additional air flow required to cool down the freeboard is calculated by the model using a target temperature of 500°C.
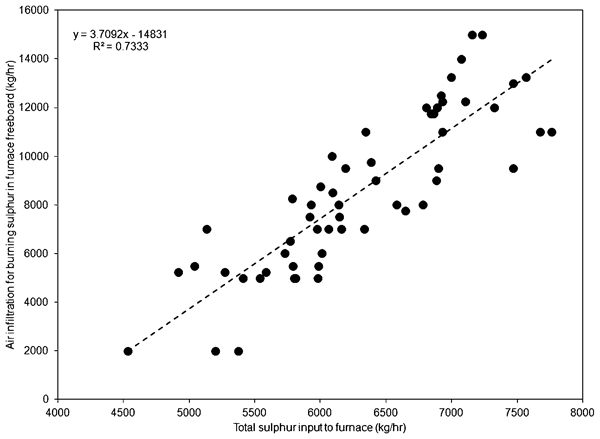
Correlation between air infiltration and total sulphur input to furnace
The extent of sulphide oxidation during roasting depends on several factors: air flowrate, sulphur level in the concentrate, residence time and chemical kinetics. Depending upon the level of sulphur elimination, calcine from the roasters contains varying levels of iron, nickel and cobalt oxides. Previous plant trials have shown a higher ratio of hematite to magnetite at higher degrees of sulphur elimination. However, a calcine with more oxides will not necessarily require a higher amount of coke for reductive smelting. In the electric furnace, the hot reducing gas passes through the floating calcine bank and reduces the oxides, thereby increasing the overall efficiency of the coke. The effectiveness of this reducing gas is different for different oxide phases in the calcine. To estimate the required amount of coke and the degree of reductive smelting, the parameter ‘coke efficiency’ was introduced into the model. Historical plant data for 5 months were employed to map the values of this parameter for different operating conditions. The value of this parameter was found to be a function of calcine layer thickness, degree of roasting and air infiltration.
The three model parameters described above were computed on an ongoing basis using actual plant data with the resulting values stored on the PI server. These values are called by the model from PI as required, so the model user does not need to perform manual parameter changes.
Results and Discussion
To check the reliability of the model, a series of monthly plant data from years 2011–2012 (in effect, sets of daily values) were randomly selected to cover a wide range of plant operating conditions. The model was employed to predict the plant operating parameters; degree of sulphur elimination in the roasters, furnace matte grade and degree of metallisation, and the ratio, % Fe/%SiO2[slag]. The results from the model were compared with actual plant results. For discussion, the results from year 2012 are presented in the paper. For example, Fig. 8 presents a comparison between the predicted values of sulphur elimination in the roasters and the plant data from year 2012, indicating good agreement. The model predictions follow the plant fluctuations, mainly caused by variation in the feed grade/quality.
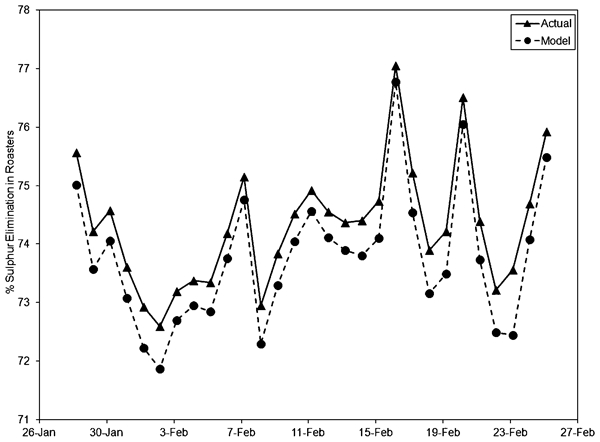
Degree of sulphur elimination; model's predictions versus plant data
Furnace matte grade and degree of metallisation are important parameters for smooth converter aisle operation. Slag losses in both the converter aisle and the furnace in part depend on these two parameters. The matte phase is primarily represented by the Ni–Cu–Co–Fe–S system; the impact of minor elements such as As, Sb and Bi, and precious metals were ignored in this study. The parameter ‘matte grade’ actually includes the pay metal content of the matte phase; it is the sum of compositions of Ni, Cu and Co. On the other hand, ‘metallisation’ measures the level of sulphur deficiency in the matte and is related to the reducing conditions in the furnace. For a given level of sulphur elimination in the roasters, the metallisation can be adjusted by the amount of coke addition. Based upon plant observations, furnace matte with a higher degree of metallisation can potentially cause build-up problems in the converters; however, it has a positive effect on lowering slag losses. Increasing metallisation increases the liquidus temperature which can be partly mitigated by increasing the grade of the matte. For smooth furnace and aisle operations, the focus is to target furnace matte with optimum grade and metallisation.
The online model was employed to predict the matte grade and metallisation. The predicted values of matte grade and metallisation from year 2012 are presented in Figs. 9 and 10 respectively. The figures show good agreement between predicted and measured values. It should be pointed out that a wide range of custom feed and revert materials are treated in the furnace. Compared to concentrate, the custom feed and reverts can be quite heterogeneous in nature with respect to both their chemistry and particle size distribution. Owing to such difficulties, errors are introduced into the predictions of the model. These heterogeneous materials can represent up to 5% of the total feed. It is thought that this variable and sometimes poorly understood quality could be the cause of some of the deviations between predicted and plant data shown in Figs. 9 and 10; this served to emphasise the need for good materials characterisation.
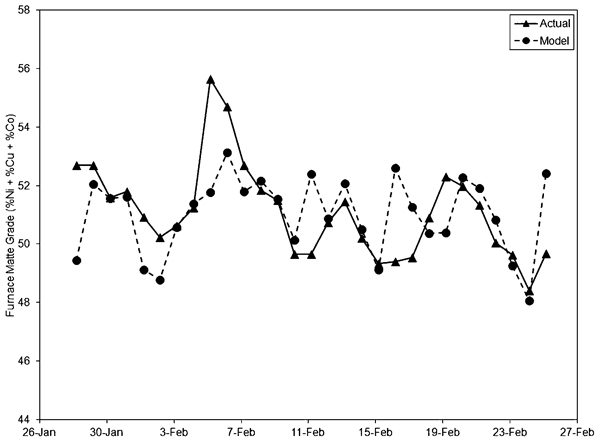
Furnace matte grade; model's predictions versus plant data
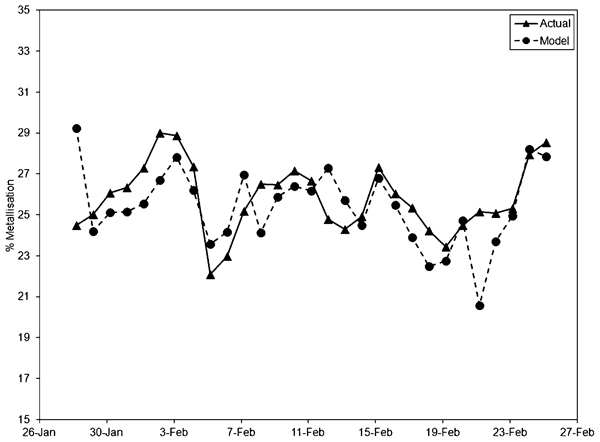
Furnace metallisation; model's predictions versus plant data
As mentioned earlier, slag from the furnace is discarded. Therefore the furnace is operated to produce slag with a low viscosity to minimise entrainment of matte droplets. Slag viscosity is affected by available superheat and the content of refractory components such as MgO and Al2O3. In the operating window, MgO tends to increase, while Al2O3 tends to decrease the liquidus temperature of the slag. The liquidus of the slag is partly controlled by targeting an optimum %Fe/%SiO2[slag] ratio, which is achieved by adding the appropriate amount of silica flux. The model was employed to predict the important parameters of the slag; %Fe/%SiO2[slag] ratio, wt-%MgO and wt-%Al2O3. The predicted parameters were found to be in reasonably close agreement with the plant data. The predicted values of the ratio %Fe/%SiO2[slag] are plotted in Fig. 11, along with actual results.
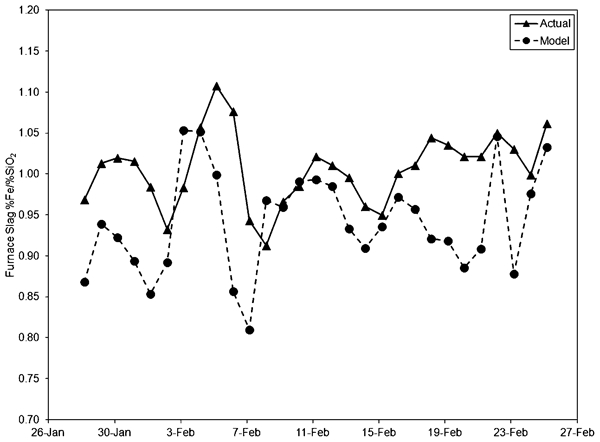
Ratio %Fe/SiO2 in furnace slag; model's predictions versus plant data
Unlike the generally fully liquid matte phase, the furnace slag is a mixture of a liquid fayalite slag along with some suspended solid spinel phases. There is also a layer of frozen slag on the furnace walls resulting from the furnace wall cooling system. In addition, there are variability and chemical uncertainties associated with the custom feed and revert materials. Owing to their nature, a significant proportion of the custom feed and revert minerals reports to the slag phase. Therefore, it is relatively difficult to accurately predict a representative slag composition based on all the complexities of the plant operation. Efforts were made to quantify the general feed variability associated with custom feed and revert. However, application of the model showed that the regular and representative plant measurements will further help in mitigating the discrepancies between predicted and plant data.
Another useful aspect of the model not investigated in the current study is the ability to predict furnace off-gas conditions. Off-gas from the furnace is the largest contributor to total SO2 emissions of the smelter. The model could be employed to help design furnace freeboard conditions for lower SO2 emissions.
Despite a number of limitations outlined above, predicted matte and slag compositions were found to be in very good agreement with plant data. The model has proven to be a useful tool in controlling the metallurgy of a somewhat complex unit such as the Sudbury electric furnace. The current version of the model also allows for future updates such as incorporating the deportment of minor and precious metal elements. The existing thermodynamic data file or modular structure of the model can be extended to include any updates.
Summary
A predictive online thermochemical model was developed for Xstrata Nickel's Sudbury smelter. The model is connected to the PI server to communicate with the plant operation in real time via PI DataLink. The PI server receives and archives plant measurements, while PI DataLink retrieves this data as input to the online model. The model was designed on the ChemSheet platform which combines the practicality of a spreadsheet with the robustness of FactSage, a well known thermochemical calculator. The model included simulating the continuous operation of the roasters and the electric furnace. The interface of the model is relatively simple and was found to be easy to use. The thermochemical database adequately represented the mineralogy of concentrate, flux, coke and revert streams. The high temperature solutions such as matte and slag were represented by advanced quasi-chemical models, also selected from FactSage. The convergence time of the model for a given feed scenario was found to be quite fast, at ∼20 s. Before implementation, the model was extensively validated with historical plant data covering different feed scenarios and operating conditions. To check the reliability, the model was applied to five randomly selected months of operation. In each case, the predicted values developed from the model were found to be in close agreement with the plant data. The application of this model is helpful for the plant engineers in calculating the required flowrates of flux, coke and air in achieving the target furnace matte and slag compositions. The combined processing time for roasters and electric furnace is ∼35 h, therefore the model is particularly helpful in addressing plant fluctuations well in advance. The online model is also expected to help in stabilising the metallurgical performance of the batch converter aisle operation, and is intended for eventual use by plant operations supervision.
Footnotes
Acknowledgements
The authors thank Xstrata Nickel for granting the permission to publish the paper and also thank Ron Schonewille, Dave Tisdale, Phillip Mackey, Bryan Salt and Jeff Chenier for assistance in preparing the paper.