
Abstract
Excessive sinter formation in zinc roasters leads to defluidisation of the bed so that production time is lost in clearing the collapsed bed from the roaster in preparation for restart of the roaster process. At Exxaro's Zincor plant the roaster feed concentrate consisted of a blend of Rosh Pinah, Black mountain and an import concentrate. The possible formation of unwanted sinter material was investigated by thermochemical simulation of the roaster process using FactSage software. The mineralogical composition of the individual feed concentrate streams was quantified by QemScan analyses. This mineralogical analysis was simplified and then used as input into the FactSage simulation calculations. The thermochemical simulation results were used to aid in the process interpretation of mineralogical analyses of samples from a failed bed, as compared to an acceptable roaster product sample.
Introduction
Zincor was the primary zinc producer in South Africa, situated in Springs. The plant was mothballed in 2011. The plant operated four Lurgi fluidised bed roasters in which zinc sulphide concentrate was roasted: two small roasters each rated at 5 t h−1 dry feed and two larger roasters each rated at 11 t h−1. From time to time sinter formation in the roasters occurred. This work forms part of the effort to obtain a better understanding of the reasons for sinter formation in the roasters. The work consists of characterisation of the feed concentrate streams, thermodynamic modelling of the roasting process and comparison of sintered samples from the roaster to acceptable roaster product.
Previous studies
In the roasting of zinc sulphide concentrates the unwanted formation of sintered material is prevented through close control of concentrate chemistry and process operational parameters, e.g. sufficient oxygen feed and distribution, temperature control in the roaster bed and freeboard, impurity level control in the feed concentrate blend (Nyberg, 2004). The general rule used to prevent sinter formation is based on limiting impurities in the concentrate feed to the roaster to ‘Pb+Cu+SiO2<5%’, but is not well founded (Grant, 1994). Molten phases can be present in the form of sulphide melts formed from impurity elements Pb, Cu, Fe, Zn, sulphate melts formed from impurity elements Na, K, Pb and oxide melts formed from impurity elements Pb, Cu, Si and Zn (Nyberg, 2004).
Several studies have been carried out on sinter formation in zinc sulphide roasting. The complex interaction between concentrate chemistry and roaster operational parameters in terms of general chemistry was explained in detail before (Hodder, 2005). Because each sulphide concentrate is somewhat different from the next, the particular feed concentrate chemistry and mineralogy should be considered in setting roaster operational parameters.
Synthetically prepared FeS, (Zn, Fe)S and pure ZnS were reacted in an experimental setup to investigate agglomeration of these sulphides (Benlyamani and Ajersch, 1986). Only solid state sintering was observed in ZnS reacted at 1050°C. When FeS was reacted at 950°C a liquid phase was seen to wet entire grains and fill pores. At 1050°C increased liquid phase formation was seen to such an extent that the liquid phase was ejected from the crucible. The synthetic (Zn, Fe)S agglomerated to an extent intermediate between that of FeS and ZnS at 1050°C. The intergranular liquid phase responsible for agglomeration consisted of Fe–S–O containing 60–65%Fe, and possibly containing some Zn. The large grains consisted of ZnO and ZnFe2O4. An industrial concentrate was reacted under the same conditions as the synthetically prepared (Zn, Fe)S at 1000°C resulting in similar sintering morphology and reaction products to that when (Zn, Fe)S was reacted. From this work the conclusion is that liquid phase formation at elevated roasting temperatures is possible, even when Pb, Cu and Si impurities are absent.
Sinter formation in zinc concentrate reacted at 1100°C, in laboratory experiments to simulate roasting, is caused by formation of a liquid phase of Zn–S–O composition (Shu et al., 1999).
Agglomerate collected from a defluidised industrial roaster was mineralogically analysed (Chen and Dutrizac, 2004). The binder phases were identified as zinc oxysulphate, Zn3O(SO4)2 and hydrated zinc sulphate, ZnSO4.nH2O. The binder phases cemented normal agglomerated particles and normal calcine particles into a lump. Trace quantities of Zn2SiO4 and PbSO4 were identified in the X-ray powder diffraction analysis. The authors ascribed the formation of this agglomerate to improper roasting temperature and/or moisture content, but maintains that Pb, Cu and SiO2 impurity content is important.
Experimental
Feed and product samples
The concentrate mixture to the roasters consisted of a mixture of Black Mountain, Rosh Pinah and an imported concentrate. Each feed concentrate was analysed by Qemscan.
In normal roaster operation some agglomeration of the feed concentrate particles of −45 μm is normal. At Zincor the roaster bed overflow is sampled each day and the percentage of particles larger than 1 mm is measured. An acceptable portion of +1 mm particles is 20–25%, while more than 50% +1 mm is a sign of bed failure development and is not acceptable. Three samples were collected for mineralogical analyses. The sample details are as follows:
an acceptable roaster product sample taken from the bed overflow
a sinter sample taken from the nozzle grate area after fluidised bed shutdown
a bed overflow sample taken in the period of fluidised bed collapse developing
Thermodynamic modelling
The possible formation of unwanted sinter material was investigated by thermochemical simulation of the roaster process using FactSage software. The thermochemical simulation results were used to aid in the process interpretation of mineralogical analyses of samples from a failed bed, as compared to an acceptable roaster product sample.
Mineralogy
Bulk chemistry of the feed concentrates and the three product samples was determined by inductively coupled plasma. The crystalline composition of the product samples was determined by X-ray diffraction (XRD) and phase composition by scanning electron microscopy (SEM) analyses. Care was taken not to dissolve water soluble phases from the product samples by using paraffin as polishing liquid to prepare polished sections.
Analyses by XRD were carried out using a Panalytical X'Pert Pro diffractometer with X'Pert HighScore Plus software and Co Kα radiation. The data collected were compared with reference data in the ICDD (International Centre for Diffraction Data) database and best fit identifications were determined. Semiquantitative sample compositions were determined using the reference intensity ratio method.
Qemscan investigation of the feed concentrates was carried out using a Qemscan E430, Zeiss EVO50 SEM platform, fitted with Bruker AXS Xflash X275HR detectors. The analytical conditions used for SEM/EDS analyses included an acceleration voltage of 15 kV, beam current of 11 μA, specimen current of 5 nA, 90 000 counts/s pulse processor and a working distance of 22·5 mm. The quantification software and hardware were calibrated using the copper standard. The quantification Bruker Quantax Esprit v1·8·2 software was used and entails a standardless quantification method incorporating the Pb–ZAF correction. The Exxaro PbZn-Sip (species identification protocol) key file was used for the Qemscan analyses. The Qemscan analytical conditions include an acceleration voltage of 25 kV, 275 000 counts/s pulse processor and gold and quartz standards were used to calibrate the backscatter electron intensities. Measurements were performed at a 2 μm point spacing grid.
High resolution backscatter electron images were collected with an acceleration voltage if 25 kV.
Results and Discussion
Feed concentrate characterisation
An extensive list of minerals was generated from the Qemscan analysis. This mineralogical analysis was simplified to that shown in Table 1 so that the mineral composition in Table 1 corresponds to minerals contained within the FactSage database. The simplified mineral composition was calculated to yield the same elemental analysis as that from the extensive mineral analysis. The concentrate mixture is composed of 29% Black Mountain, 26% Import and 45% Rosh Pinah.
Mineralogical input composition of feed concentrates
Thermodynamic process modelling
FactSage simulations were carried out to determine the thermodynamically stable phases across the range of plant roasting conditions. The simulation conditions are summarised in Table 2. The oxygen ratio is defined as the moles of oxygen in the process gas feed divided by the moles of oxygen required to react the feed mixture to stable oxides and sulphates. The mineral phases in the concentrate react with oxygen according to the stoichiometry of reactions (1)–(6)





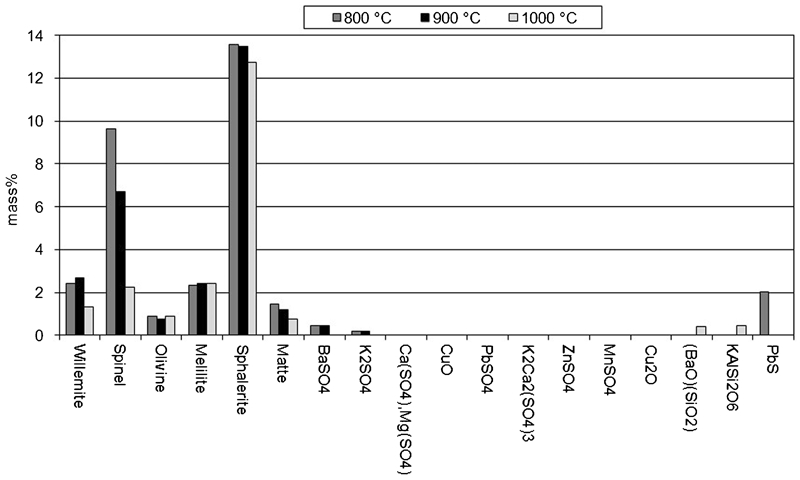
Solids phases at oxygen ratio of 0·84
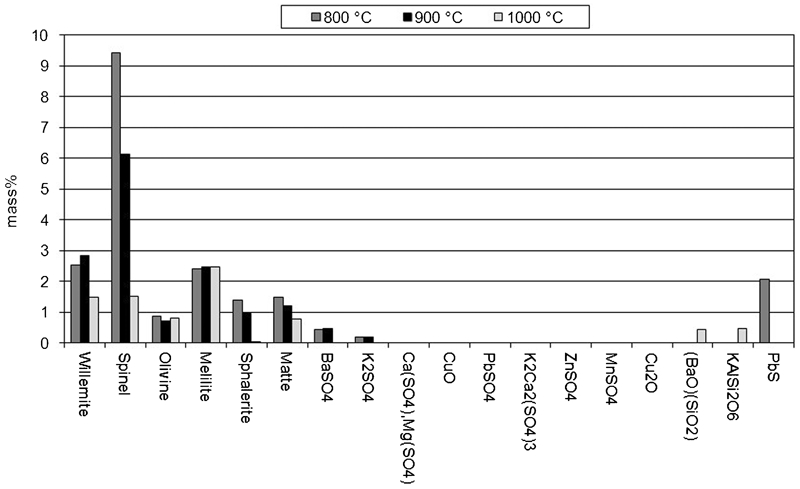
Solids phases at oxygen ratio of 1·00
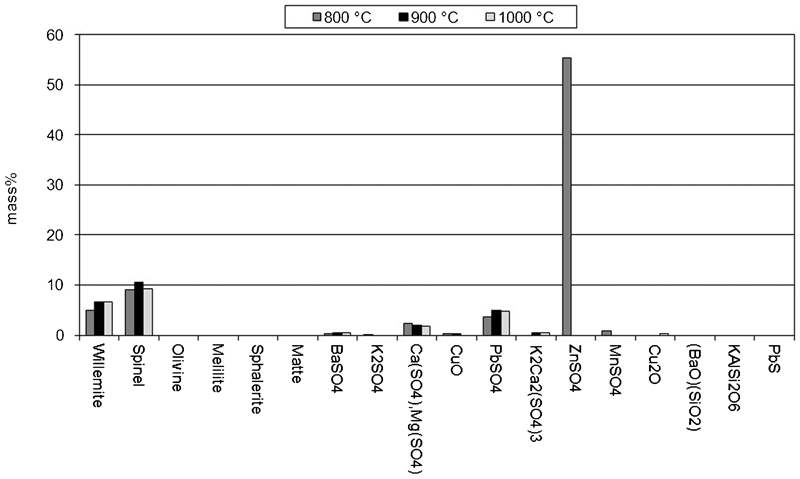
Solids phases at oxygen ratio of 1·19
Simulation conditions for FactSage
*Oxygen ratio = kg mol O2 in air and oxygen gas feed/kg mol O2 required for complete oxidation of concentrate feed mixture.
Under oxidising conditions only one silicate is formed, willemite. Under reducing conditions several silicates are formed: willemite: (Zn, Mg)2SiO4, olivine: (Mg, Fe, Ca, Mn)2SiO4, mellilite: (Ca, Pb)2[Zn, Fe2+, Fe3+, Al](Fe3+, Al, Si)2O7. According to the FactSage simulation outputs none of these silicates are molten at 800–1000°C.
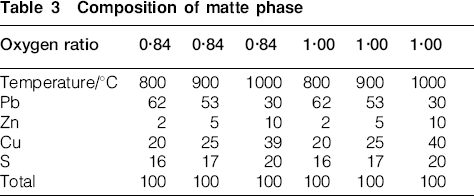
Under reducing conditions lead is present in the matte phase as well as PbS at 800°C. In comparison, lead is present only in the matte phase at 900 and 1000°C. Under reducing conditions increasing quantities of lead in the form of PbS, up to 26 kg Pb/t dry concentrate feed, reports to the gas phase with increasing temperatures as shown in Fig. 4. Concurrently, the lead content of the matte phase is reduced as shown in Table 3. Only a small quantity of lead is volatilised to the gas phase at 1000°C under oxidising conditions. This lead is present as PbO. The simulation results show that among the metallic compounds present in the concentrate feed only lead is volatilised to quantities higher than 1 kg h−1 for 1 t dry concentrate feed at 800–1000°C.
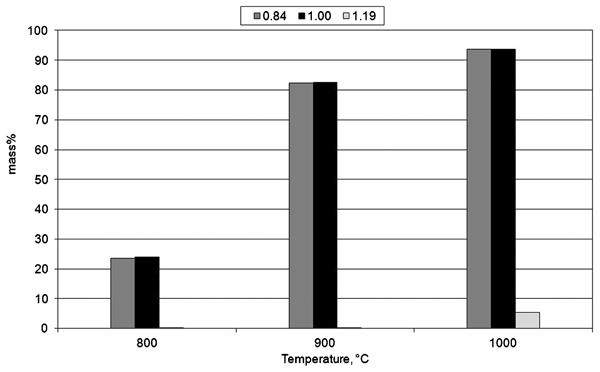
Mass-% distribution of Pb to gas phase
Composition of matte phase
Copper is present in the matte phase under reducing conditions. Under oxidising conditions copper is present as CuO at 800 and 900°C and as Cu2O at 1000°C.
The results show the importance of sufficient oxygen feed to the roaster to attain maximum sulphur conversion and prevent matte formation. Variation of the reaction temperature results in little phase variation as compared to the effect of oxygen feed quantity variation on the types of phases formed. The only liquid phase present in the simulation results is the matte phase formed under reducing conditions. Only up to 12 kg matte/t dry concentrate feed can be formed. This quantity seems to be too small to be solely responsible for a bed failure.
Product samples
From the similar bulk chemistry analyses of the three sinter samples, as shown in Table 4, it is clear that chemistry alone cannot provide sufficient information to determine the difference between these samples, mineralogy is required as well.
Bulk chemistry of three sinter samples
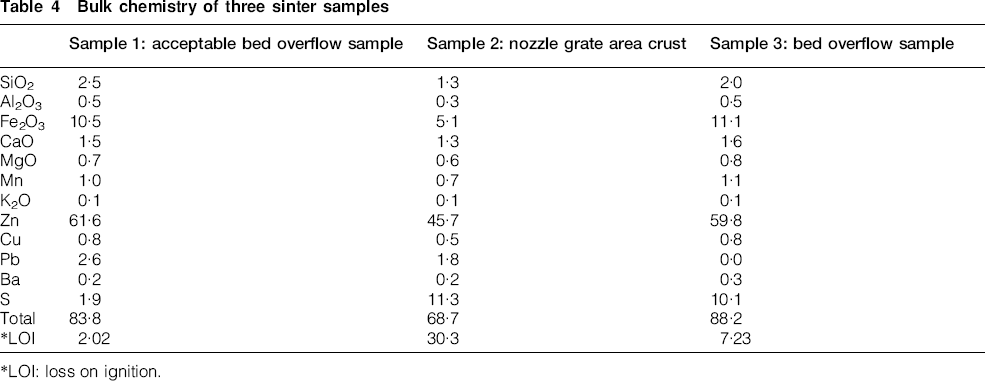
LOI: loss on ignition.
The XRD analyses of the three product samples are shown in Table 5 below. Sample 1 contains some uncalcined sphalerite, but consists mostly of zincite and zinc ferrite. This is the typical mineralogical constitution of normal zinc roaster product. Some of the zincite phases in samples 1 and 3 still contain iron, indicating that final stage roasting did not take place in all the particles. Samples 2 and 3 were taken after and during roaster bed failure. Sample 3 is partially calcined concentrate as indicated by the large proportion of uncalcined sphalerite present. In contrast, sample 2 contains basic zinc sulphate (BZS) as the main phase. Zinc sulphate (ZnSO4.H2O) and zincite (ZnO) are present as major phases.
Semiquantitative XRD analyses of sinter samples/mass-%
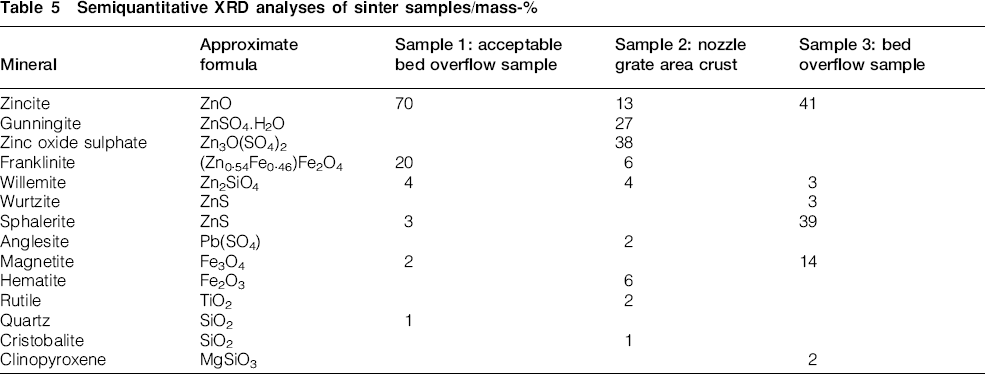
Basic zinc sulphate is stable at 760–825°C, and ZnSO4 is stable <760°C (Hodder, 2005). The hydrated zinc sulphate ZnSO4.H2O decomposes to anhydrous zinc sulphate when heated above 238°C. According to the FactSage stability diagrams, BZS is formed below 500°C. This indicates that the temperature conditions where this accretion formed was below the accepted normal operating temperature for roasters at 850–950°C.
Basic zinc sulphate and zinc sulphate were identified in previous work to be the binder phases that enabled agglomeration of normally roasted particles (Chen and Dutrizac, 2004). These binder phases appear as a fluffy crust in the SEM image. The SEM image for sample 2 shown in Fig. 5 is quite similar in appearance to the reported binder phases.
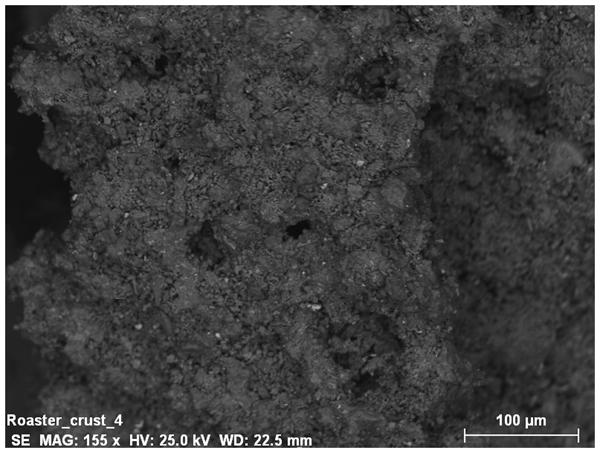
Image (SEM) of BZS and zinc sulphate binder phase appearance in sample 2
The reason for incomplete calcination can be varied, e.g. insufficient oxygen feed in the blast, uneven distribution of blast in the roaster, temperature variation and/or reaction mechanisms, e.g. barriers form around reactant particles and prevent oxygen from reacting with the sphalerite particle. The particle morphology in sample 3 is variable as some particles are completely roasted, while others did not roast at all. The unroasted zinc sulphide phase areas appear somewhat rounded, but were not molten. There is no particular phase seen to be responsible for agglomeration or closing off of the zinc sulphide particles from reactant oxygen gas.
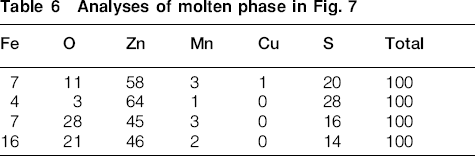
The only clear indication as to the reason for incomplete roasting in sample 3 is the three-dimensional images in Figs. 6 and 7. This phenomenon of hexagonal zincite crystals covered by a molten phase has been identified before (Shu et al., 1999). The zinc concentrate was partially roasted in a laboratory experiment at 1100°C for 5 min. Although PbO formation at the surface of the sintered samples was observed, it was concluded that the quantity of Pb in the zinc concentrate was too low to be the main cause of sintering. The authors concluded that the liquid phase coating was not due to a specific contaminant, but probably due to a low melting point phase area in the Zn–S–O system, similar to that in the Fe–S–O system. Analyses of the apparent molten phase in Fig. 7 are shown in Table 6. No significant liquid phases were identified from FactSage calculations for the analyses in Table 6 at 800–1200°C. However, the analyses at least show that lead is not present in the molten phase and the molten phase compositions are in agreement with previous work (Shu et al., 1999). In fact, no Pb was analysed in sample 3, indicating that most of the Pb was volatilised.
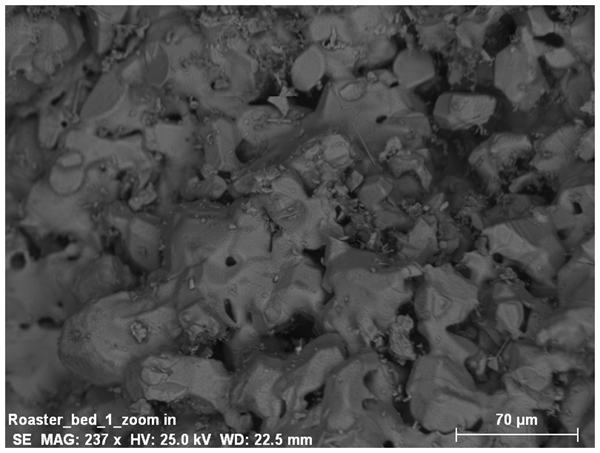
Image (SEM) of sample 3
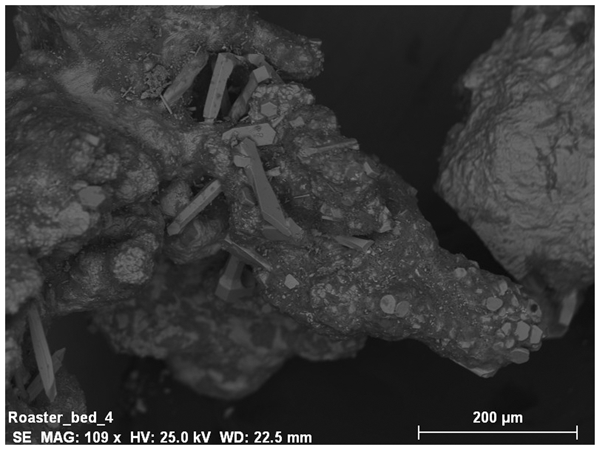
Image (SEM) of liquid phase coating of zincite crystals in sample 3
Analyses of molten phase in Fig. 7
The plate-like shape of the hexagonal zincite crystals, instead of round shaped crystals, have been linked to high temperature phase composition of zincite above 1200°C when the solubility of Fe in zincite increases rapidly (Hansson et al., 2004). Another indicator of overheating in sample 3 is the presence of wurtzite in the XRD result in Table 5. Wurtzite is stable above 1019°C.
In terms of the presence of silicates in the sinter samples, the silicates formed in samples 1 and 2 are of willemite stoichiometry and contain different quantities of Fe, Mn, Mg, Ca that, in most instances, lower the liquidus temperature from 1513°C. Only two phase areas of Ca–Al–silicate were analysed in sample 3. None of these silicate phases were fully liquid at the typical roaster operating temperatures of 850–950°C.
From the mineralogical analyses of samples 2 and 3 above, it can be concluded that divergent oxygen potential conditions were present within the roaster due to variable operating conditions in terms of oxygen feed and/or distribution. This in turn resulted in divergent temperature conditions in the reactor outside the operational set point band. The exact reason for this is most likely uneven distribution of blast through the bed so that low temperature oxidising conditions prevailed close to the blast nozzle grate area to form sample 2 type material, and high temperature reducing conditions prevailed in the bed to form sample 3 type material.
Conclusion
The FactSage simulation results show that the phase constitution of reacted sphalerite roaster concentrate varies primarily with oxygen addition to the process, while the effect of temperature on phase constitution is limited at 800–1000°C.
The mineralogy of the sintered samples in this work shows that sinter formation was caused by divergent oxygen potentials within the roaster due to variable operating conditions in terms of oxygen feed and/or distribution. This condition caused variable temperatures inside the reactor outside the operational set point band so that low temperature oxidising conditions prevailed close to the blast nozzle grate area to form sample 2 type material, and high temperature reducing conditions prevailed in the bed to form sample 3 type material.
In this work, the rule that is generally used to prevent sinter formation in zinc roasters: limiting impurities in the concentrate feed to the roaster to ‘Pb+Cu+SiO2<5%’, could not be linked to any phases formed that caused sinter formation.