
Abstract
Tungsten is conventionally made by the reduction of tungsten oxide with hydrogen, tungsten carbide by the reaction of tungsten with carbon and cemented tungsten carbide by the sintering together of tungsten carbide with a metal, usually cobalt. This paper reports the electrochemical preparation of tungsten, tungsten carbide and cemented tungsten carbide starting with calcium tungstate, carbon and cobalt oxide, depending upon the desired end product. The starting materials were mixed and pelletised, and the pellets then made the cathode in a calcium chloride based melt. On the application of a modest potential (∼3 V), the calcium tungstate was reduced to tungsten, the mixture of calcium tungstate and carbon to nanosized tungsten carbide and the mixture of calcium tungstate, cobalt oxide and carbon to cemented tungsten carbide, all in ∼1 h. The products were characterised and the reaction path determined.
Introduction
There is an increasing demand for tungsten because of its unique properties such as high density and very high melting point and its carbide which has a hardness close to that of diamond (Sacks, 2011). The two most common ores are scheelite and wolframite which are usually dissolved in sodium carbonate and sodium hydroxide solutions, respectively (Habashi, 1997). The impure sodium tungstate solutions, containing gangue and precipitates, are purified and then converted into ammonium tungstate solution by either solvent extraction or ion exchange. The ammonium paratungstate product is precipitated and then heated to between 673 and 1073 K to form WO3 which is then reduced by hydrogen to tungsten metal. An older alternative route involved the precipitation of calcium tungstate from the alkaline solutions (Habashi, 1997). An improvement in the processing would be if one of the intermediate compounds could be reduced directly to tungsten rather than going through the processes of ion exchange, precipitation, decomposition and finally reduction. A compound that is readily obtained after purification is calcium tungstate and this paper is concerned with the direct reduction of calcium tungstate to tungsten, tungsten carbide, and cemented tungsten carbide.
In 2000, a direct electrochemical process, named electro-deoxidation, for the reduction of metal oxides to metals was reported whereby a metal oxide is made the cathode in a bath of molten calcium chloride (Chen, 2000). The favoured cathodic reaction is the ionisation of oxygen in the oxide and its dissolution in the salt rather than the deposition of calcium from the molten salt. The net result is the production of the metal at the cathode and the evolution of carbon dioxide/carbon monoxide at a carbon anode or oxygen at an inert anode. A significant number of metals and alloys have been produced by this technique and the process is now being scaled up for the production of tantalum, titanium, and uranium (Yan, 2002; Song, 2010; Bhagat, 2010; Yan, 2005; Bhagat, 2008; Bhagat, 2009; Qiu, 2006; Zhu, 2006; Peng, 2008).
In 2010, Erdogan and Karakaya reported the reduction of calcium tungstate to tungsten by this technique using a NaCl–CaCl2 eutectic at 873 K (Erdogan, 2010). This electrolyte and temperature was selected to avoid the dissolution of calcium tungstate into a pure CaCl2 electrolyte. It was found that the product was a mixture of tungsten metal and calcium salts; the latter were removed by dissolution in dilute hydrochloric acid. However, no indication was given of the current efficiency or energy consumption.
The electrochemical cathodic reaction that occurs in the cell is likely to be

The anodic reaction is

The overall reaction is
While this modest potential only represents the minimum theoretical voltage, even after resistance losses and overpotentials are accounted for, the applied voltage is likely to be small. Furthermore, the potential for reaction (3) is 1·56 V more positive than that for the deposition of calcium from calcium oxide indicating that the activity of calcium in the melt will be low, the current efficiency high, and the energy consumption low. This indicates a highly favourable route to tungsten production.
Looking beyond pure tungsten, there are three compounds in the W–C binary system: monotungsten carbide (α-WC), ditungsten carbide (W2C) and cubic tungsten carbide (β-WC1-x) (Kurlov, 2006; Gusev, 2007). The hexagonal WC phase has insignificant homogeneity range and is stable up to about 3000 K. Applications include use as a chemical catalyst in hydrogenation, dehydrogenation, isomerisation, transformation and synthesis of hydrocarbons. More excitingly, since the carbides of the Group IV–VI display catalytic properties similar to those of platinum, tungsten carbide has been extensively studied as a potential anode electrocatalyst in fuel cells with acidic electrolytes (Levy, 1973; Brady, 2008; Rees, 2009).
Commercially, tungsten carbide is produced by the carburisation of tungsten, prepared by the hydrogen reduction of WO3 (Upadhyaya, 1998; Schubert, 2010). The main steps are:
calcination of ammonium paratungstate or tungstic acid to one of the stable forms of tungsten oxide
reduction of the oxide to form tungsten metal powder in hydrogen at temperatures in excess of 973 K
mixing tungsten metal powder with a powdered form of carbon
carburising the tungsten and carbon mixtures at temperatures above 1373 K.
The grain size of the WC powders is determined by the reduction step and is controlled by adjusting the tungsten powder particle size. A typical micrograph of commercially produced WC, with a particle size of 3 μm, is shown in Fig. 1.
Image (SEM) of tungsten carbide power produced by carburising tungsten metal (Upadhyaya, 1998)
In this paper, the electro-deoxidation concept is extended to prepare tungsten carbide directly by electro-deoxidising a mixture of calcium tungstate and carbon, as illustrated in reaction (4)
The final major tungsten based product is that of cemented carbide. Cemented carbide or hard metal is a metal matrix composite combining tungsten carbide with a small amount of metallic binder, usually iron, nickel or, more frequently, cobalt. The usual method of preparation entails solid or liquid phase sintering or hot isostatic pressing of the metal with tungsten carbide with the goal of essentially binding the carbide phase together with the metallic phase. The amount of cobalt can be varied and, occasionally, other carbides such as TiC, TaC, and NbC are added.
The WC–Co phase diagram was first determined in 1931 (Wyman, 1931). Subsequently, Rautela and Norton proposed a diagram of stable and metastable phases including Co3W6C2 and Co3W10C4 and the pseudo binary WC–Co (Rautela, 1952). At lower carbon contents, a brittle ternary compound of tungsten, cobalt, and carbon forms. This η phase can exist in two forms, M6C, which can exist from Co3·2W2·8C to Co2W4C, and M12C, Co6W6C. Both forms of the η phase have the same structure and it has been shown that Co3W3C formation occurs at 1698 K and Co6W6C forms at 1273 K (Eso, 2006).
Nano, ultrafine, and submicron carbides (WC grain size <1 μm, 3–10 wt-%Co), in conjunction with Co, are used where a combination of high strength, high wear resistance, and sharp cutting edges are desirable in applications such as metal cutting, parts subjected to wear, and wood cutting. Fine and medium carbides (WC grain size ∼1–3 μm, 6–30 wt-%Co) are used in parts subjected to wear and cutting tools and when improved strength and shock resistance is required. Medium course, coarse, and extra-coarse carbides (WC grain size >3 μm, 6–15 wt-%Co) are used in oil, gas, and mining applications, where high abrasion and resistance to impact stress is required (Schubert, 1995).
In order to form a cemented carbide by electro-deoxidation, the aforementioned WC production route can be simultaneously combined with cobalt oxide reduction. The electro-deoxidation of cobalt oxide to cobalt has been described by Abdelkader who reported that at 1123 K, Co3O4 spontaneously reduces to CoO at low oxygen partial pressures (Abdelkader, 2010). CoO can easily be reduced to cobalt metal by electro-deoxidation in one hour by applying a voltage of 2·5 V between a carbon anode and the CoO cathode. By use of a CoWO4/C/CoO mixture, the direct production of cemented tungsten carbide should be possible.
In summary, this paper is concerned with the use of calcium tungstate to form tungsten, tungsten and carbon to form tungsten carbide and calcium tungstate, carbon, and cobalt oxide to form a composite of tungsten carbide and cobalt.
Experimental
Apparatus
Reactor
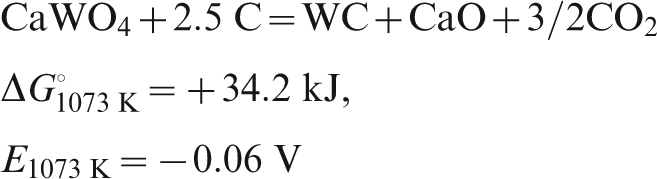
The electrochemical experiments were conducted in a vertical tubular Inconel reactor (125 mm diameter, 650 mm length), which was fitted inside a tube furnace with a Eurotherm PID 8 segment programmable temperature controller. A compression seal was formed by fitting a rubber O-ring between the top flange and the stainless steel lid and tightening with G-clamps. The stainless steel lid was drilled to allow the insertion of silicon rubber bungs which were cored to permit the introduction of current collectors while maintaining an air tight seal. Inlet and outlet gas pipe connections were welded to the lid. A water cooling system was fitted to the reactor lid and the upper part of the reactor. A schematic of the apparatus, which was flushed continually with inert gas, is shown in Fig. 2.
Experimental arrangement
Electrical equipment
A PSP-2010 programmable power supply (GW-INSTEK) was used for all experiments which was connected to a computer via RS-232C and programmed using in-house software.
All experiments were conducted using graphite anode rods (10 mm diameter, 150 mm length, grade HKO) purchased from Tokai Carbon Europe. The graphite was tapped to fit a molybdenum rod, ensuring good electrical connectivity and low contact resistance.
Salt preparation
In a typical experiment, 700 g of CaCl2.2H2O was contained in a 700 mL alumina crucible, placed inside the reactor shown in Fig. 2. In situ vacuum drying of the salt was then conducted by the application of 1 mbar vacuum using an XDS 5C scroll pump (Edwards) while heating at 1°C min−1 from room temperature to 450°C with 3 h dwells at 150, 200 and 250°C. To make an equimolar NaCl–CaCl2 melt, a corresponding quantity of NaCl was added. CaO was introduced to the salt to ensure the presence of oxygen ions and was prepared by thermally decomposing calcium carbonate, CaCO3, (Sigma Aldrich) at 1273 K in air. 1–2 mole% of this CaO was added to the electrolyte after thermal drying of the salt had been completed. To ensure complete removal of moisture and electroactive impurities from the electrolyte, pre-electrolysis was performed at 1073–1173 K for CaCl2 and 873 K for NaCl–CaCl2. A constant voltage of 1·5 V was applied between two graphite electrodes until the current had fallen to between 10 and 50 mA.
Sample preparation
CaWO4 powder was used ‘as received’ from Sigma–Aldrich with no chemical or physical modification. Pure CaWO4 pellets were formed by uniaxial pressing using a Specac hydraulic press in an evacuable stainless steel die with an applied pressure of 156 MPa. The finished pellets were sintered in air at 1323 K for 2·5 h in a Lenton muffle furnace. All preforms were prepared as pellets (20 mm diameter, 2·5–5 g weight, 2–4 mm thick with ∼60% porosity). It was found that the larger masses aided in the recovery of sufficient product for post electro-deoxidation analysis with only minor losses occurring through washing and filtering. Changes in mass or thickness of the pellets (at least within this range) resulted in no detectable effect on the overall operation of the cell, mechanism of reduction, or quality of the products produced.
CaWO4/C precursors were prepared by mixing 12·86 g of CaWO4 powder, 2·14 g graphite powder, 15 g of isopropanol, and 60 YTZ grinding media balls of 0·9–1 mm diameter (Nikkato) in a 250 mL nalgene bottle. The mixture was ball milled for 120 h, followed by drying in air at 373 K for 3 h. The mixed powder was then pressed into pellets under a uniaxial pressure of 16 MPa using a hydraulic press. The pellets were approximately 5 g in mass, 20 mm in diameter, 5 mm in thickness, and exhibited 30% porosity.
CaWO4/Co3O4/C precursors were prepared by mixing 11·81 g of CaWO4 powder, 1·22 g of Co3O4 powder, 1·97 g graphite powder, 15 g of IPA, and 60 YTZ grinding media balls in a 250 mL nalgene bottle. The composition was designed to contain 4 mol of carbon for every mol of calcium tungsate or tungsten, and 10 wt-% cobalt metal in the final WC–Co product. The mixture was ball milled for 120 h and then dried at 373 K for a minimum of 3 h. Samples were compacted under a uniaxial pressure of 31 MPa into 5 g pellets of 20 mm diameter, 5 mm thickness, and 30% porosity.
For electro-deoxidation, all preforms were contained inside a perforated stainless steel holder attached to a molybdenum current collector. No iron contamination was detected by EDX which is attributed to the low cell temperature compared to that usually used to prepare FeW alloys, in addition to the short reaction times employed.
Results and Discussion
Results
Solubility of CaWO4 in CaCl2
The studies by Packter and Roy and Erdogan have indicated that there was substantial solubility (10–15 wt-%) of CaWO4 in CaCl2 around 1123 K (Packter, 1971; Erdogan, 2010). To examine the effect of this solubility in this work, a sintered pellet was submerged in a molten bath of CaCl2 at 1173 K for 5 min before being lifted into the cooler part of the furnace. Examination of the pellet showed that it had not undergone any significant chemical changes or phase transformation either during the sintering process at 1323 K or after immersion in molten CaCl2 at 1173 K. More than 95% of the mass of the original CaWO4 pellet was recovered indicating that the material loss was minimal and probably in accordance with manipulating a fragile pellet. Even if a small amount of CaWO4 had dissolved, the tungsten would have plated out on the cathode during the electrolysis/electro-deoxidation as the potential to plate out tungsten from dissolved CaWO4 in CaCl2 must be very similar to the potential for the electro-deoxidation reaction.
Constant cell voltage chronoamperometry of CaWO4
Figure 3 shows the chronoamperograms for the electro-deoxidation of CaWO4 at 873 and 1073 K. Metallic tungsten, shown in Fig. 4, was successfully synthesised by polarising CaWO4 pellets under a constant voltage of 2·8 V in molten CaCl2 at 1073 K and in molten NaCl–CaCl2 at 873 K. Both showed an initial rise in current followed by a steep drop. The current then rose slightly, probably due to the three phase interline (3PI) progression before declining to the background value after a few hours. At 873 K, the reduction took longer but in both cases pure cubic tungsten was detected exclusively in the reduced pellet. By changing the applied voltage it was found that the amount of time for the plateau to be reached was inversely proportional to the applied voltage in the range 1·6–3·2 V.
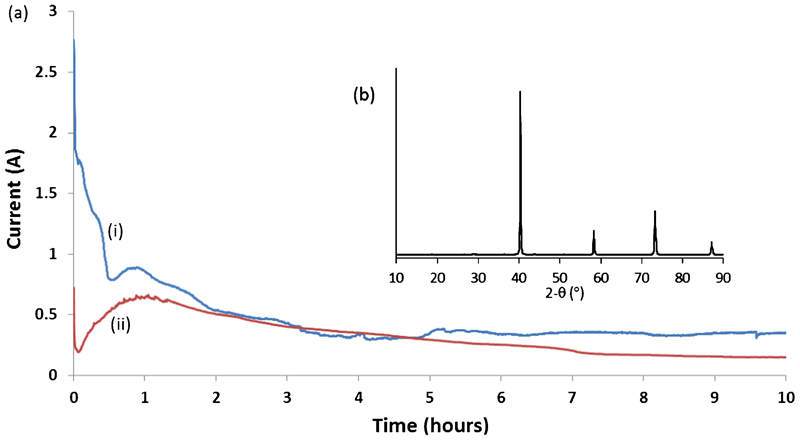
a chronoamperograms for CaWO4 pellet (5 g in weight and 4 mm in thickness) reduced at 2·8 V in (i) CaCl2 at 1073 K and (ii) NaCl–CaCl2 at 873 K; b XRD pattern showing pure cubic W product
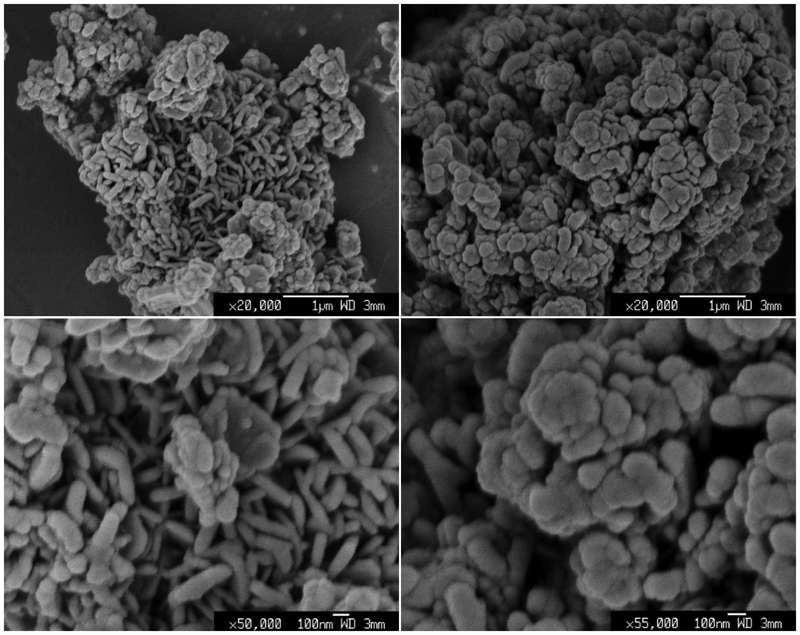
Images (SEM) showing microstructures of tungsten particles produced by constant voltage polarisation of CaWO4 pellets at 2·8 V in molten NaCl–CaCl2 at 873 K for 8 h
Mechanism of electro-deoxidation of CaWO4
In order to elucidate the mechanism of the electrochemical reduction of CaWO4, a series of interrupted constant voltage experiments were performed and the products examined by XRD and SEM.
X-ray diffraction analysis indicated tungsten peaks appearing after 30 min of polarisation under 2·8 V at 1073 K. WClO3 and WClO4 were also detected after 30 min but at no other times during the reduction experiment.
SEM analysis was employed to study the changes in microstructure and this showed small particles of W growing on the surface of CaWO4, in agreement with XRD and thermodynamic data. No intermediate compounds were visible.
The current efficiency was around 60% which is much higher than that found for the reduction of TiO2 (Schwandt, 2009). One reason for this is that the reduction is much faster due to the lack of intermediate compounds which considerably slow down the rate of reaction in the case of titanium. However, probably a much more important factor is the virtual absence of dissolved calcium in the electrolyte. The potential for reducing CaWO4 is significantly less cathodic than the potential to reduce calcium titanate which means that the activity of calcium in the electrolyte is much lower with CaWO4 resulting in a much lower contribution of the calcium to the electronic conductivity of the melt. The oxygen content of the final product was not determined as, unlike titanium, there is virtually no solubility of oxygen in tungsten metal.
Cathodic preform for preparation of WC
The ball milling of CaWO4 and carbon produced CaWO4 particles which were evenly coated with carbon particles, as shown in Fig. 5. Immersion of a pressed pellet into the molten CaCl2 indicated that no reaction occurred between the constituents and that the pellet retained its structure. This may be due to the carbon preventing the salt from completely wetting the pellet thereby minimising dissolution and reaction.
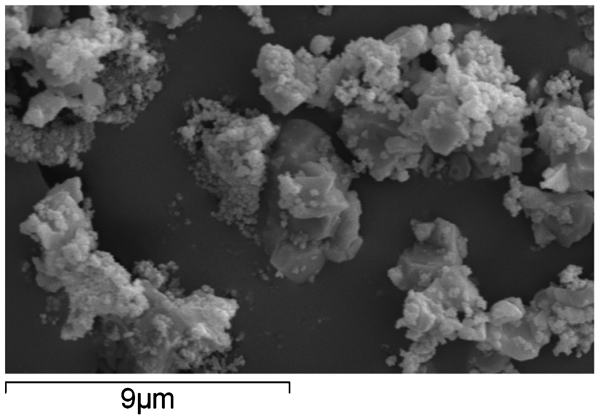
Image (SEM) of CaWO4/C pellet
Electro-deoxidation of CaWO4/C
A mechanically stable pellet was produced from a homogenous mixture of CaWO4 and carbon powder by ball milling and mechanical pressing. The average particle size of the precursor was between 4 and 12 μm. At 1173 K, the reaction initiated with the immediate reduction of CaWO4 to metallic tungsten which then formed W2C and finally pure WC. Figure 6 shows a typical chronoamperogram for the reduced pellet and an XRD pattern which shows the product to be pure hexagonal α-WC. An applied voltage was only required for the initial electrochemical reduction in the first hour, after which the process continued as a chemical reaction. The final product is pure WC, single phase with a spherical shape and a uniform size distribution of around 100 nm. The current efficiency was 80% which could be higher if the applied voltage was removed after electro-deoxidation was complete (∼60 min).
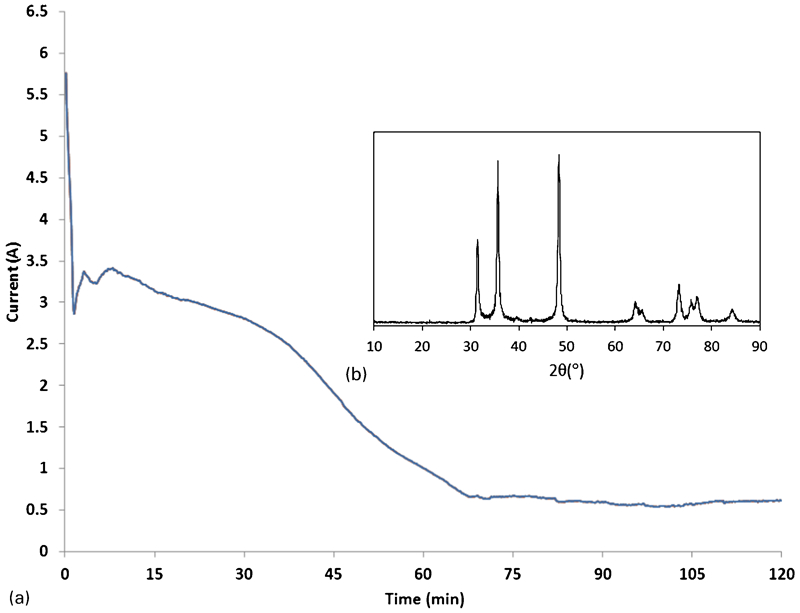
a chronoamperogram for CaWO4/C pellet reduced at 2·8 V in molten CaCl2 at 1173 K and b XRD pattern of hexagonal WC product
Effect of operating temperature
One of the goals of this work, as well as producing WC, was to produce a very fine powder and as it was noticed that when tungsten was produced at 873 K by electro-deoxidation, it was finer than at 1173 K. However, attempts to produce WC at temperatures below 1173 K were unsuccessful.
Mechanism of electrochemical reaction for preparation of WC
The reaction pathway was investigated by means of XRD and SEM. XRD analysis showed that the CaWO4 was completely reduced in 1 h to tungsten metal, much faster than with pure CaWO4. This was almost certainly due to the carbon creating many electronic paths in the pellet so that reaction started throughout the pellet whereas with pure CaWO4 the reaction could only commence at the contact with the lead. In addition, the presence of carbon would decrease the resistance of the pellet compared to the pure CaWO4 pellet which would permit more of the applied potential to be used and thereby drive a higher current through the cell.
The standard free energy changes for the various reactions at 1173 K are as follows



To confirm that the reaction between metallic tungsten and carbon is chemical and not electrochemical, a pellet was electro-deoxidised for 1 h and then held at temperature for a further 7 h to yield pure hexagonal WC. Again, there is no need to continue the electro-deoxidation beyond 1 h. The final particle size of the WC was found to be ∼100 nm which is far smaller than the 2000 nm prepared by the conventional thermal route and may have improved properties over the normal commercial product.
Current efficiency
The current efficiency for the synthesis of tungsten carbide was ∼80% which is higher than that for the synthesis of W. This is probably due to two main factors: first the shorter time for the reduction of the composite pellet and second the potential to form carbides is less than that to form the pure tungsten metal, creating a lower activity of calcium in the melt and a lower electronic conductivity.
Cemented carbide
As can be seen, WC is the most stable phase in the system but the kinetics dictate that W2C forms first and then reacts chemically with the remaining carbon to form WC.
Figure 7 displays a typical chronoamperogram for the electro-deoxidation of a CaWO4/C/Co3O4 pellet at 1173 K, under a constant voltage of 2·8 V for 8 h. From the XRD analysis, shown in Fig. 8, the peaks exist for fcc α-Co and for the η phase Co3W3C for material prepared at 1173 K while at 1073 K a mixture of both forms of η phase Co3W3C and Co6W6C were present but with no metallic Co. Thermodynamic data indicates that the cobalt oxide, Co3O4, will reduce to cobalt metal via CoO before the electro-deoxidation of CaWO4 at 1173 K.
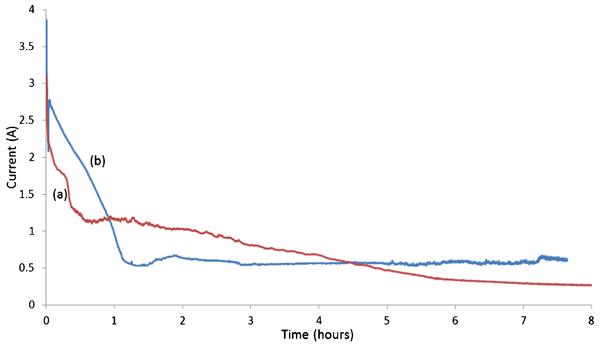
Chronoamperograms of CaWO4/Co3O4/C pellets reduced at 2·8 V in molten CaCl2 at a 1073 K and b 1173 K
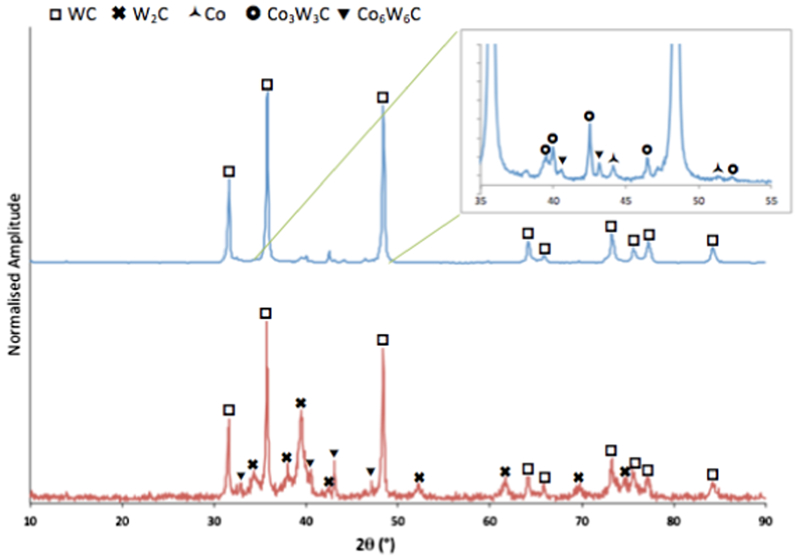
X-ray diffraction patterns of CaWO4/Co3O4/C pellets electrolysed at 2·8 V at 1173 K (top) and 1073 K (bottom)
It should be noted that all these reactions should occur spontaneously when connected to a carbon anode and that the imposition of a voltage is simply to increase the driving force for the reactions to proceed. Unfortunately, there is no thermodynamic data for the formation of the CoWC phases.
There have been two theories proposed for the formation of Co3W3C and Co6W6C (Upadhyaya, 1998; Eso, 2006). The first is that a significant decrease in the carbon content will lead to the formation of Co3W3C and Co6W6C at 1698 and 1273 K respectively. A vertical section of the ternary phase diagram W–Co–C in WC–10Co shows that the carbon content should be maintained in the range of 5·4 to 5·5 wt-% in order to avoid the formation of the η phase or the precipitation of free carbon (Upadhyaya, 1998).
The second explanation was put forward by Grüter, quoted by Upadhyaya, who proposed that a three-phase region (η+WC+liquid Co) could exist even though the carbon content corresponds to stoichiometric WC in the temperature range 1553–1723 K (Upadhyaya, 1998). If the sample is cooled quickly, the η phase will be retained after solidification; however, with slow cooling, the η phase will react with carbon to form WC and Co3W. Unfortunately, neither of these ideas can explain the results observed in this work where no molten phases form. However, other workers have found that hot isostatic pressing can remove the η phases so it is possible that further treatments may eliminate the unfavourable η phase if they prove unavoidable by this method.
Conclusion
The synthesis of metallic tungsten directly from CaWO4 via the electro-deoxidation has been successful. It was found that CaWO4 solubility has little effect on the physical stability and chemical integrity of the starting material and the mechanism of the reaction was found to be a single step reduction with no intermediate compounds being formed.
Electro-deoxidation performed at 1073 and 873 K gave similar results although the reduction took twice as long at 873 K despite the smaller particle size. The product at the higher temperature was more agglomerated than at the lower temperature. The current efficiency was ∼60%, the energy consumption around 4 kWh kg−1, and a typical particle size was 100 nm.
The simple, one step production of tungsten carbide directly from scheelite has been successfully achieved by combining the electrochemical reduction of CaWO4 and the in situ chemical reaction of metallic tungsten and carbon particles at 1173 K with a current efficiency of 80%.
The addition of Co3O4 to the CaWO4/C preforms allowed the direct preparation of cemented tungsten carbide although further treatment is necessary to optimise phases formed.
Footnotes
Acknowledgement
D.-H. Tran-Nguyen is grateful for support from Christ's College, Cambridge, and the Department of Education in Vietnam for financial support.