
Abstract
In situ generation of magnesium by the reduction of its oxide is being considered by researchers as a possible means of effective desulphurisation of liquid iron. Generation of magnesium in this process will be affected by the flow rate of inert gas. The influence of the flow rate of inert gas on the degree of reduction of magnesium oxide by aluminium was studied. The liberation of magnesium increases with increase in flowrate of inert gas. A mathematical model was developed to predict the influence of argon flow rate on the degree of reduction. The reduction was significantly influenced by temperature. Whereas the degree of reduction was about 30% at 1473 K, it was about 85% at 1673 K. SEM studies showed that the reduction of the oxide with aluminium was a complex process. A part of magnesium vapour generated during reduction was trapped inside the (oxide+aluminium) tablets. Temperature, flowrate of argon, and the porosity of the tablets were parameters that critically influenced the degree of reduction.
Notation
activity of the species ‘i’
concentration of magnesium at the surface of the pellet, kg m−3
concentration of magnesium in the bulk of the gas phase, kg m−3
characteristic length, m
diffusivity of magnesium in argon, m2 s−1
flowrate of Argon, lpm
standard Gibbs free energy change, J mol−1
mass transfer co-efficient, m s−1
equilibrium constant of reaction
flux of magnesium kg m−2 s −1
characteristic length, m
percent magnesium recovery
initial mass of tablets, g
change in mass of tablets during experiment, g
partial pressure of magnesium vapour species, atm
Reynolds number, dimensionless
Schmidt number, dimensionless
Sherwood number, dimensionless
average velocity of argon stream, m s−1
density of argon gas, kg m−3
Introduction
Liquid steel is traditionally desulphurised using magnesium metal. Mag-coke, salt coated magnesium and mag-lime (Yang et al., 2002a) have been investigated as means of desulphurization, apart from feeding magnesium metal along with calcium carbide, as desulphurising agents. The injection of magnesium and lime powders has also been studied. Magnesium boils at 1376 K. This is much lower than the temperature of the hot metal. Therefore, this process of desulphurisation is hazardous (Yang et al., 2002a). The efficiency of desulphurization is also low. An alternative route is to generate magnesium vapour in situ in the hot metal through a suitable chemical reaction and use this vapour for desulphurising the hot metal. This process can be controlled easily. This eliminates the hazards of direct addition of magnesium. The efficiency of desulphurisation can also be enhanced using this technique.
Magnesium oxide, MgO, can be reduced using suitable reducing agents such as carbon, ferrosilicon or aluminium at appropriate temperatures. Whereas reduction with carbon and ferrosilicon occurs at relatively high temperatures, aluminium can reduce the oxide at temperatures as low as 1673 K, when magnesium vapour is produced at a pressure of 1 atm. Heat is required for producing magnesium from its oxide. It is possible to reduce magnesium with aluminium in a suitable tube, closed at the bottom, immersed into the hot metal. An inert gas such as argon can be used as a carrier gas to carry the magnesium vapour into the hot metal, through perforations at the bottom of the tube. The process can be controlled by regulating the flowrate of the inert gas, the depth of immersion of the tube and the relative dimensions of the immersion tube. An important requirement for any process based on the in situ generation of magnesium vapour is that this heat must be taken from the hot metal or liquid steel itself since there is hardly any scope for generating the additional heat required, in industrial practice. Therefore, it is crucial to understand the influence of different parameters on the generation of magnesium in the process. An increase in the flowrate of argon can potentially increase the degree of reduction of the oxide and the liberation of magnesium vapour. This can help in enhancing the rate of generation of magnesium at the temperature of the hot metal. On the other hand, an increase in flowrate of inert gas can adversely affect the degree of desulphurisation in the hot metal since the magnesium vapour is rapidly swept away by the flowing gas through the metal bath before the magnesium is utilised in the desulphurisation reaction. Hence, it is necessary to understand the influence of the flowrate of inert gas on the degree of reduction of the oxide, in order to optimise the flowrate in industrial practice.
Desulphurisation through in situ generation of magnesium
Irons and Guthriee (Irons and Guthrie, 1976, 1981a, 1981b, 1982) have studied the desulphurisation of liquid iron by magnesium vapour injected into the liquid metal. They found that the rate of dissolution of magnesium in the liquid metal was significantly influenced by the bubble/liquid interface. The magnesium content of the bath decreased with increasing holding time due to evaporation. They found that when magnesium was injected into a liquid iron bath containing sulphur, desulphurisation occurred essentially at the surface of the magnesium sulphide inclusions present in the bath. Since the flux of magnesium from the bubble interface was much higher than that of sulphur to the bubble interface, most of the magnesium dissolved in the bath. Continuous shearing on the magnesium sulphide coating on the bubble prevented the blockage of the interface. Magnesium dissolved in the bath reacted with sulphur at small inclusions. The reaction rate was controlled by diffusion to the magnesium sulphide particles. Yang et al. (2001a) investigated the desulphurisation of molten iron through in situ generation of magnesium by the aluminothermic reduction of magnesium oxide. 350 g of electrolytic iron was melted in a graphite crucible which had an inner diameter of 40 mm and a height of 100 mm. An inert atmosphere was maintained over the surface of the hot metal by passing argon at a flowrate of 1·3×10−5 m3 s−1 over the surface of the liquid metal. A mixture of magnesium oxide, MgO and aluminium powder, taken in the molar ratio 2∶3, was pelletised and the tablets were taken in a graphite immersion tube of 10 mm ID (inner diameter) and 15 mm OD (outer diameter). The tube had holes of 1 mm diameter at the bottom. The holes were used for injecting the magnesium vapour and argon carrier gas into the melt. The tablets weighed 1·5 g and the flow rate of argon as carrier gas was 5×10−7 m3 s−1. Reduction of MgO occurs in two stages:


Almost all the magnesium used in the desulphurisation reaction is produced through reaction (1). The authors concluded that the rate of desulphurisation increased at higher temperatures due to a higher rate of supply of magnesium vapour. At a flowrate of the carrier gas of 0 m3 s−1, the final sulphur reached a level of 200 ppm in 20 min at 1673 K, from an initial level of 520 ppm. It decreased to about 30 ppm at a flowrate of 5×10−7 m3 s−1. At a flowrate of 3·3×10−6 m3 s−1, the sulphur level decreased to 20 ppm in 5 min. Within the range of flowrates employed in this study, a higher flow rate enhanced the rate of desulphurisation. The behaviour of magnesium, produced in situ, during the desulphurisation process was studied by the same authors (Yang et al., 2002b). The experimental apparatus was similar to the one used earlier (Yang et al., 2001a) 350 g of molten iron was taken for desulphurisation. Mg was produced by in situ reduction of MgO with Al. At 1673 K, and an argon carrier gas flowrate of 5×10−7 m3 s−1, the sulphur level decreased from 200 ppm to less than 5 ppm, in 15 min. Yang et al. (2003) developed a mathematical model of the kinetics of desulphurisation of liquid iron through in situ generation of magnesium. 350 g of molten iron was taken in the same apparatus as described above (Yang et al., 2001a). They found that at a carrier gas flowrate of 5×10−7 m3 s−1, the sulphur level in the melt decreased from 500 ppm to less than 10 ppm in 10 min. The model showed that with increase in bubble diameter, more magnesium left the melt without reacting with sulphur. When the bubble diameter was small, the interfacial area between the bubble and the melt was large and the bubble took a longer time to pass through the melt. These factors increased the efficiency of desulphurisation. Similarly, when the depth of immersion of the immersion tube was increased, the bubble took longer to leave the melt. This led to an increase in the efficiency of desulphurisation. The influence of temperature, oxygen partial pressure and materials of crucible has been investigated (Yang et al., 2005a, 2005b). The apparatus already described (Yang et al., 2001a) was used in the experiments. The melt (350 g) was at 1673 K and the carrier gas flowrate was 5×10−7 m3 s−1. The reduction of MgO to Mg and the spinel, MgAl2O4 was rapid, taking place in the first 20 min of the desulphurisation process. The reduction of the spinel occurred in the later stage. This reaction was sluggish. Sulphur level in the melt decreased from 494 to 33 ppm in 15 min. This was followed by resulphurisation, resulting in a level of 56 ppm of sulphur after 60 min and 110 ppm after 120 min. The simultaneous desulphurisation and deoxidation of molten iron with magnesium vapour produced in situ was investigated (Yang et al., 2007). The experimental apparatus describe above (Yang et al., 2001a) was used. Electrolytic iron weighing 350 g was melted in MgO crucible. Dense alumina or porous magnesia immersion tube was used. An inert atmosphere was maintained above the surface of the melt. The experiments were carried out at 1873 K. Thermodynamic analysis showed that for an equilibrium magnesium partial pressure of 1×105 Pa, the equilibrium sulphur concentration in the melt was 0·49 ppm at 1673 K and it increased to 37 ppm at 1873 K. The equilibrium sulphur concentration increased by about 22 times when the temperature increased from 1673 to 1873 K. Increasing the flowrate of the carrier gas increased the rate of reduction of MgO in the immersion tube. On the other hand, it decreased the partial pressure of magnesium in the gas bubble leading to a decrease in the efficiency of desulphurisation thermodynamically. On increasing the gas flowrate from 0 to 3·5×10−7 m3 s−1, the rate of desulphurisation increased. However, when the flowrate was further increased to 3·3×10−6 m3 s−1, the rate of desulphurisation decreased.
The kinetics of non-isothermal reduction of MgO by Al was investigated by Hong et al. (1999). They found that MgO was reduced in two stages, through the reactions (1) and (2) above. The activation energies for the two cases were 166·9 and 144·3 kJ mol−1 respectively. It was found that, for the same temperature and reaction time, the reduction rate of MgO by Al under argon atmosphere (flowrate of 1·67×10−6 m3 s−1 and pressure = 0·101 MPa), was the same as under vacuum (argon pressure of 3·34 atm). The kinetics of reduction of MgO with Al under isothermal conditions has been investigated (Yang et al., 2006a). The investigation used tablets made of mixtures of MgO and Al, with an excess of MgO, over the stoichiometric amount required. At 1673 K, the degree of reduction was less than 75% which is the maximum degree of reduction expected based on reaction (1). At 1373 K, the removal of the alumina film formed on the surface of the aluminium particles was tardy and took several minutes. Therefore, the rate of reduction accelerated only after 1800 s. In general, the reduction reaction occurred in two stages: magnesium vapour and spinel (MgAl2O4) were formed in the first stage and the spinel was reduced by aluminium in the second stage. The rate of flow of carrier gas influenced the rate of reduction. The maximum degree of reduction obtained in the absence of carrier gas was 61%. It increased to 68·5% at a flowrate of 5×10−7 m3 s−1 of argon as carrier gas. When the flow rate was increased to 3·3×10−6 m3 s−1, the maximum degree of reduction increased to 73·2%. The tablet size did not change after reduction, though there was a decrease in the mass of the tablet. Observations under microscope showed that the aluminothermic reduction of MgO proceeded after the penetration of molten aluminium into the magnesium oxide phase. Reduction followed the steps:
breaking of the alumina film formed on the aluminium particle
penetration of molten aluminium into the oxide layer
reduction of magnesium oxide by aluminium.
The rate controlling steps were the penetration of molten aluminium into the oxide layer and the reduction of the oxide. Though the rate of reduction increased on increasing the flowrate of the carrier gas, this was essentially an effect of the thermodynamics of the process: removal of magnesium from the reaction site led to an enhanced generation of magnesium vapour. On the other hand, when the flowrate of inert gas was increased 6·7 times, from 5·6×10−7 to 3·3×10−6 m3 s−1, the rate of reduction was not affected. This showed that the rate of removal of magnesium did not influence the kinetics of reduction. A high temperature optical microscope (HTOM) was used for in situ observation of the reduction of MgO with Al (Yang et al., 2006b). It was found that at 1373 K, the alumina film on the aluminium particle was strong and molten aluminium penetrated into the MgO layer only through cracks on the surface of the film. No morphological changes could be detected on the film up to 733 K. The aluminium particles melted at 950 K, about 17 K above the melting point of bulk aluminium. The particles became black after melting and the region of black aluminium spread slowly at 1273 K and rapidly at 1373 K, when aluminium penetrated the magnesium oxide. The rate of reduction was quite high at 1473 K. Needle shaped MgO particles were observed in some regions of the tablets. These particles were formed due to the reoxidation of magnesium vapour produced by the initial reduction of MgO in the (MgO+Al) tablets. Pure aluminium melted at about 1000 K in the absence of MgO powder. This temperature was higher than that observed in the presence of MgO due to the faster rate of increase in the temperature of the aluminium particle. Also, the alumina layer on the aluminium particle broke at 1373 K, at a temperature higher than that observed in the presence of MgO. When MgO is present, the oxide or the magnesium vapour produced reacted with the alumina film leading to a faster breaking of the film. The authors surmised that since the alumina film retained its shape, reaction of the film with MgO or magnesium vapour was essential for breaking this film. In the experiments reported in literature, on desulphurization, an excess of MgO was used while investigating the reduction of the oxides, in order to maximise the utilisation of aluminium. Under these conditions, a part of the magnesium oxide is locked up as MgAl2O4 and all the magnesium available in the system (as MgO), is not released. Therefore, the ratio of (MgO/Al) used in the experiments does not represent the optimum value. It is necessary to explore the nature of reduction at other ratios also, in order to obtain the optimum (MgO/Al) ratio for efficient desulphurisation. The studies reported in literature used a reactor about 60 mm long and a tablet of diameter 3 mm and mass about 0·6 g. When the reduction is studied under dynamic conditions, under flowing argon, the size of the tablet as well as the size of the reactor used in the experiment will influence the results obtained. It is necessary study the reducibility of MgO pelletised with aluminium using a system and experimental conditions which are closer to the one to be used in desulphurisation trials. The kinetics of reduction of MgO with Al has been reported in literature for fine particles of the oxide (0·7 μm) as well aluminium (75–150 μm). The kinetics of reduction will depend on the size of these particles also. It was decided to study the kinetics of reduction of MgO with Al using the commercially available powders of these, without additional size reduction. This size will closely represent the actual conditions of desulphurisation in industry. Experiments were carried out to study the reduction of magnesium oxide where an excess of aluminium over the stoichimetric amount is added. About 50 g tablets, containing a mixture of MgO and Al, each with a diameter of 25 mm were used. The reactor was 450 mm long and about 88 mm diameter (a reactor of the same dimensions was used for studies on the desulphurization of hot metal at a later stage). The influence of flowrate of argon was also investigated.
Investigations on reduction of MgO with aluminium
A vertical tubular furnace was used. Tablets of MgO and Al were made by pressing a mixture of the two components in a die at 2 tonnes in a hydraulic press. Each tablet measured 25 mm diameter and 5 mm thickness. Each tablet contained about 5 g of the material. To ensure uniformity in composition, about 10 g of MgO was thoroughly mixed with 5 g of Al. Three tablets were made from this mixture. MgO of 96% purity and aluminium of 99% purity were used. The particle size of MgO was 150–200 μm and that of Al was 75 μm.
The tablets were taken in an alumina crucible measuring 49 mm ID and 73 mm in depth. The crucible was placed in a graphite reactor tube (Fig. 1). This tube had a wall thickness 14 mm, with a circular flange at one end. The bottom of the tube was closed. The flange had an OD of 140 mm and thickness of 15 mm. The tubular region of the cylindrical section measured 60 mm ID. The length of the cylinder was 450 mm. A flange made of mild steel was fastened to the flanged region of the graphite reactor tube using bolts and nuts with asbestos as gasket material between the two flanges. The upper flange contained a port for passing argon and a thermo-well for introducing a thermocouple. A thermocouple introduced through this well was used for measuring the temperature of the (MgO+Al) tablets during the experiment. The reactor tube was suspended in the main furnace tube with the bottom flange resting on the top cover of the furnace through which the reactor was introduced. The bottom of the reactor tube was in the constant temperature zone of the furnace. A stack of refractory bricks at the bottom of the furnace tube gave additional support to the reactor tube to ensure stability. It was ensured that the tablets were in the constant temperature zone of the furnace, during the experiment. The temperature of the furnace was controlled with a PID controller. Argon gas, containing less than 4 ppm oxygen was passed through the reactor during the experiment. There were perforations at the bottom of the reactor, on the cylindrical surface, about 5 mm above the bottom of the reactor. The argon gas escaped from the reactor through these perforations. Four such perforations, each measuring 0·5 mm diameter, were made at an angle of 90°, along the cylindrical surface. The flowrate of the argon gas was measured using a rotameter. Another stream of argon gas was passed around the outer surface of the reactor tube to prevent oxidation of the tube at high temperature.
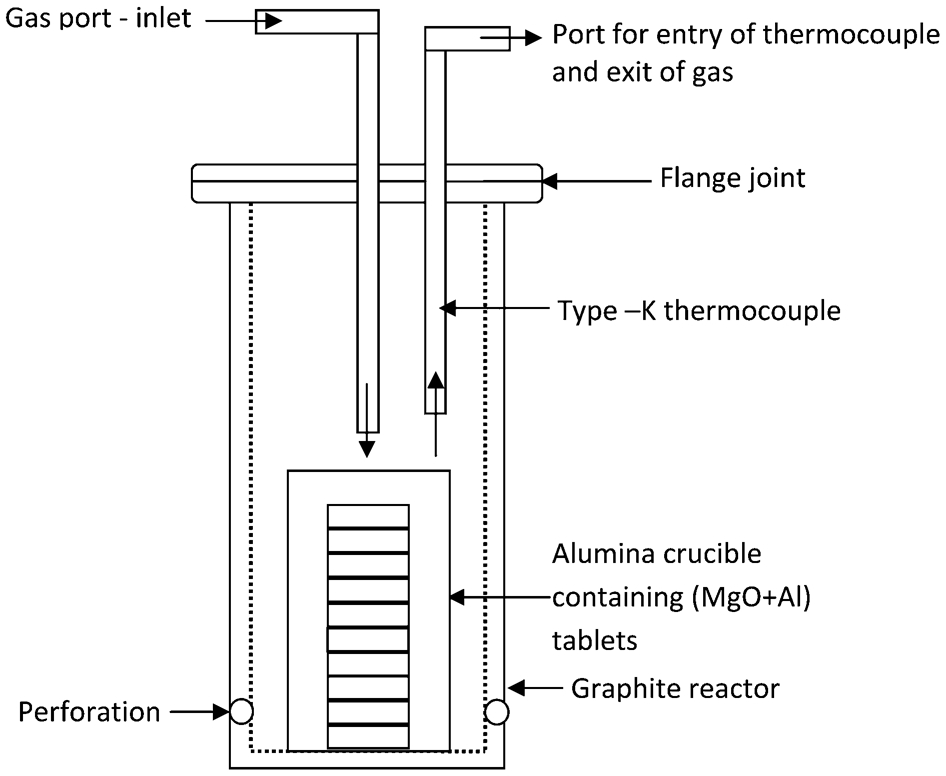
Schematic of apparatus used for reduction of MgO
The furnace was switched on after purging the reactor with argon gas for 30 min. The tablets were held at the desired temperature for different periods of time. At the end of this period, the furnace was switched off and the tablets and the alumina crucible were allowed to cool to room temperature. The flow of argon was maintained during the heating, holding and cooling periods. The mass of the tablets was recorded before the start of the experimental run and after the tablets cooled down to room temperature, at the end of the experiment.
At the end of the experimental run, magnesium was found deposited on the inner surface of the top flange. The shape of the tablets remained unchanged at the end of the reaction. The residual tablets and the metal collected from the top flange were characterised using XRD and chemical analysis. X-ray diffraction showed that MgAl2O4 was the predominant phase present in the tablets at the end of the experiments. XRD of the metal samples collected from the flange region showed that magnesium metal was the only phase identified in these samples. Table 1 gives the change in the mass of the residue and the degree of reduction under various conditions. Although a significant amount of magnesium was deposited on the flange, a part of the magnesium vapour produced by the reduction of MgO was carried away by the inert gas passing through the apparatus. Therefore, the change in the mass of the (MgO+Al) tablet was more than the mass of magnesium collected in each run. It was assumed that the change in the mass of the tablets was due to the loss of magnesium vapour from the tablets produced by reduction of the oxide. The degree of reduction, (Mg)r was defined as given below

Reduction of MgO with Al*
M.P.-I, initial mass of tablets; Δ(M.P.), change in mass of tablets during experiment; (Mg)r, per cent recovery of magnesium; F, flowrate; lpm, litres per minute.
Results and Discussion
The reduction of MgO with Al occurs in two steps according to reactions (1) and (2), as already discussed. When both the reactions take place, the overall reduction reaction is given by

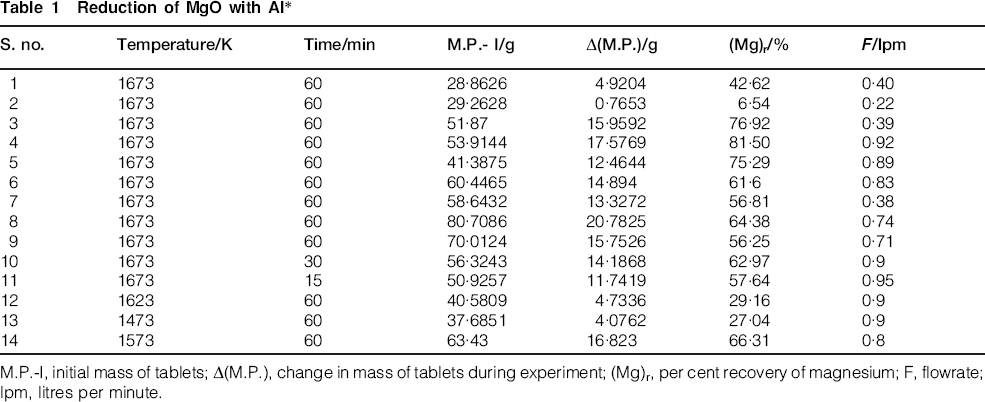
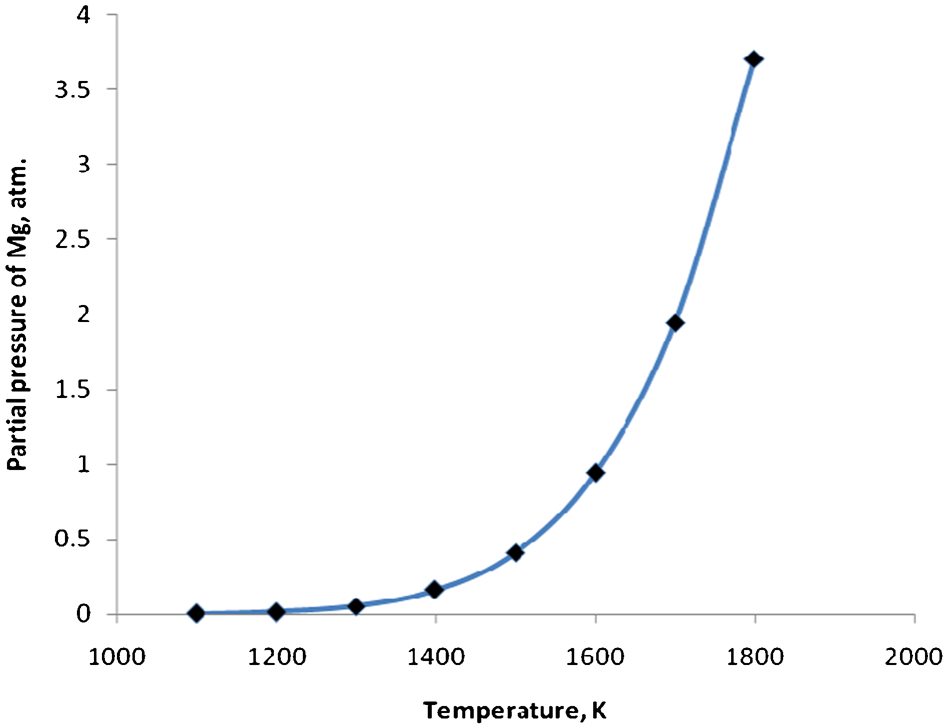
The standard free energy changes for the reactions (1) and (3) are respectively


The relevant thermodynamic data have been sourced from Knacke et al. (1991). Figures 2 and 3 give the equilibrium partial pressure of magnesium vapour in the two cases, above, respectively, assuming that the oxides (reactants and products) and the reductant (metallic aluminium) are at unit activity. Experimental observations (Hong, 1999) have shown that reaction (2) is sluggish and reaction (1) is rapid. Table 1 shows that in the temperature range of 1473–1623 K, the reduction of the oxide was sluggish. It was found that the recovery of magnesium increased with increase in flowrate of argon (Fig. 4).
Equilibrium partial pressure of magnesium when MgAl2O4 is formed
Equilibrium partial pressure of magnesium when Al2O3 is formed
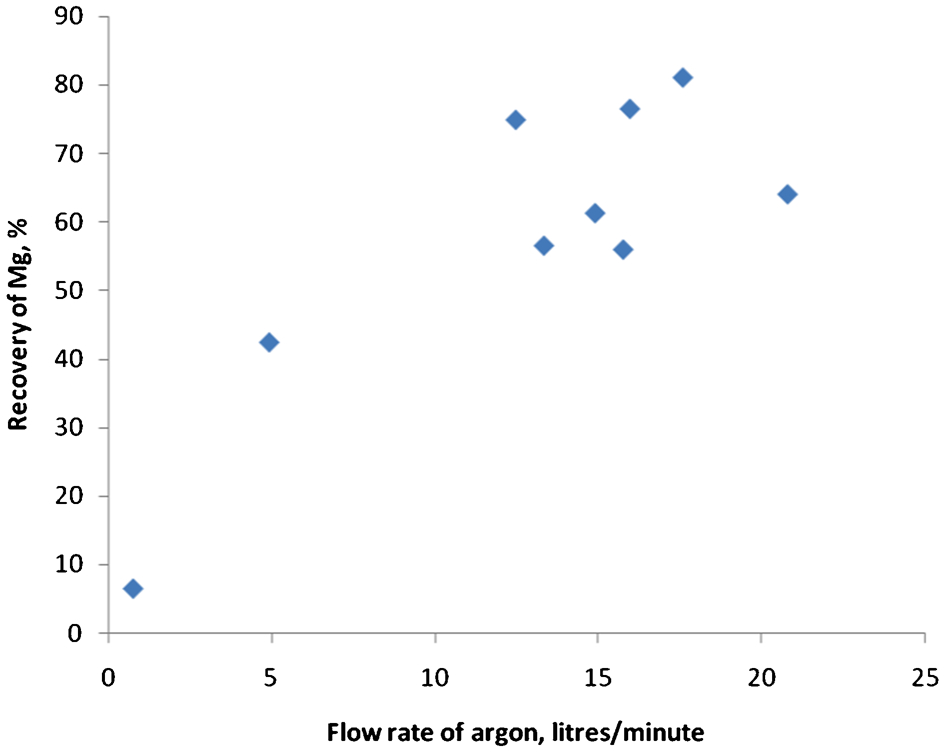
Influence of argon flowrate on recovery of magnesium at 1673 K, 60 min
Mathematical modelling of influence of argon flowrate
The influence of flowrate of argon on the degree of reduction was modelled mathematically. The reduction of MgO and release of magnesium vapour consist of the following steps:
heating and melting of aluminium in the tablet. Some molten aluminium could migrate to the surface of tablet through capillary action
chemical reaction between MgO and molten aluminium at elevated temperature and production of Mg vapour
transport of magnesium vapour from inside the tablet to the surface
transport of magnesium vapour from the surface of tablet into the flowing stream of argon.
For reaction (1) which is the main reaction occurring during reduction of MgO, the equilibrium constant K1 is given by
The magnesium vapour at the surface of the pellet is swept away by the flowing stream of argon. The flux of magnesium NMg removed from the surface is given by


computation of Reynold's and Schmidt's number using expressions (10) and (11) respectively
substitution of these values in expression (9) to evaluate the Sherwood number
substitution of the Sherwood number in expression (8) to obtain the mass transfer co-efficient.
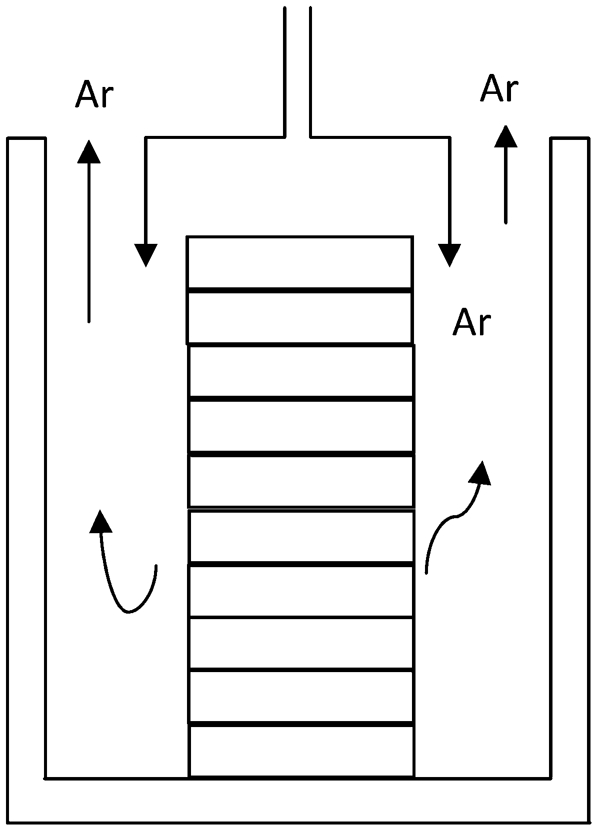
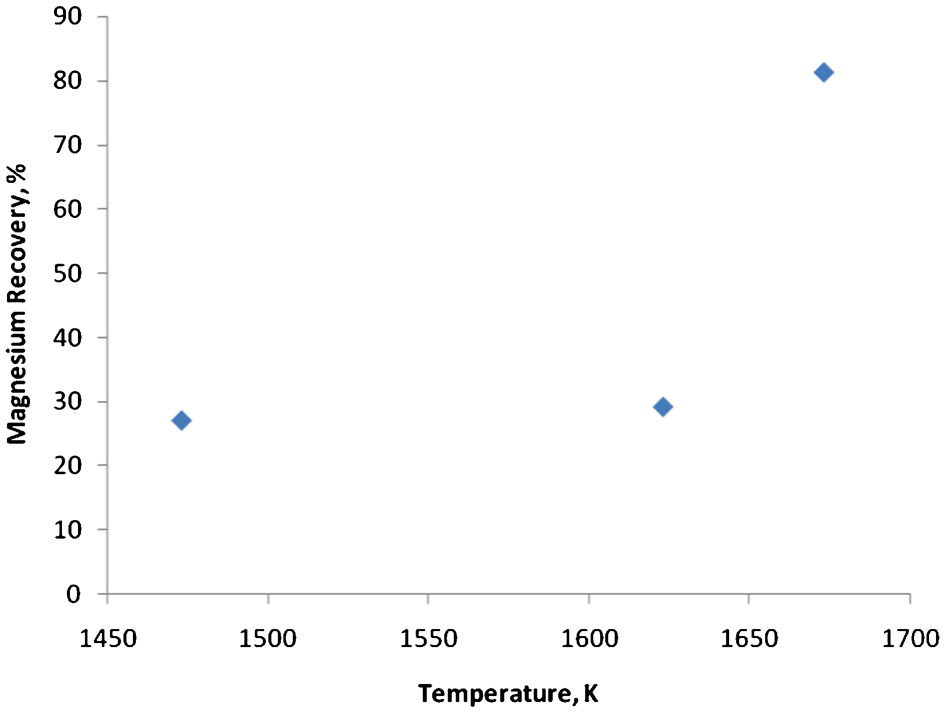
The viscosity of the gas was estimated using standard methods based on the kinetic theory of gases (Bird et al., 2002), to be 6·39×10−6 P s. The diffusivity of magnesium in argon was obtained from literature (Yang et al., 2001a) as 3·83×10−4 m2 s−1. The geometry of the system has to be defined accurately and appropriate values for the constant A, b and c in expression (9) have to be substituted to compute the Sherwood number. In the present case, the stream of argon gas emerging from the alumina tube impinges on the surface of the stack of pellets and flows around the stack before emerging to flow back (Fig. 5). During this process, the gas sweeps away the magnesium vapour from the surface of the pellets. This flow can be approximated to a vertical annular flow of gas through a pipe. Though the flow is more complex than the model assumed here, this is used as a first approximation to represent the process and estimate the mass transfer. The coefficients used in expression (9) are adopted from Wongwises and Naphon (2000) (A = 0·024; b = 0·83 and c = 0·33). The concentration of magnesium in the bulk of the argon stream was estimated as described above. The concentration in the bulk of the gas is given as a function of gas flow rate in Table 2. It is found that the concentration of magnesium in the bulk decreases with increasing flowrate of argon. The model has to be refined further taking into consideration the geometry prevailing in the present system. Since systems of this kind have not been investigated, to the best of the knowledge of the authors, the closest approximation available in literature has been adopted here.
Schematic of flow of argon through crucible
Influence of argon flow rate on concentration of magnesium in bulk of gas
Influence of temperature
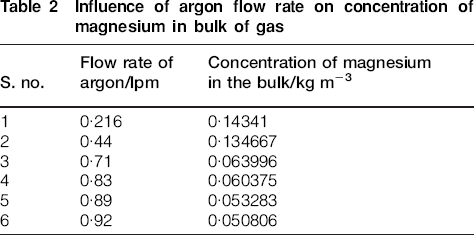
A few experiments were carried out to explore the influence of temperature on the degree of reduction at constant argon flowrate. Figure 6 shows the effect of temperature on the degree of reduction at a constant argon flow rate of 0·9 lpm, after 60 min of reaction. The degree of reduction is low at low temperatures. It sharply increases at 1673 K. At this temperature, the partial pressure of magnesium vapour at equilibrium with MgO also increases sharply (Fig. 2). A temperature range of 1573–1673 K represents the temperature of treatment of pig iron. It is anticipated that in industrial desulphurisation operation, there would be no provision for additional heat input to the transfer ladle and the reaction must be completed in this temperature range. Hence, the reduction of MgO was studied in range 1473–1673 K.
Influence of temperature on recovery of magnesium
SEM studies
The degree of reduction was highly influenced by temperature. At 1473 K, the degree of reduction was substantially lower than that at 1673 K. Samples reduced at 1473 and 1673 K were observed under the scanning electron microscope to understand this phenomenon. EDS analysis of the surface was recorded in each case. The samples were scanned from the centre of the tablet to the surface. Spot analyses as well line profiles were recorded. A striking feature of the microstructures was that whereas the samples reduced at 1673 K were uniform in morphology across the cross-section, samples reduced at 1473 K were non-uniform in morphology. This is because the MgO particles were reduced to a substantial degree at 1673 K resulting in a large release of magnesium vapour from the particles leading to a uniform porous structure. On the other hand, the isolated MgO and Al particles are distinctly seen after reduction at 1473 K where the degree of reduction is considerably low. Two of the microstructures are reproduced in Fig. 7a and b for comparison.
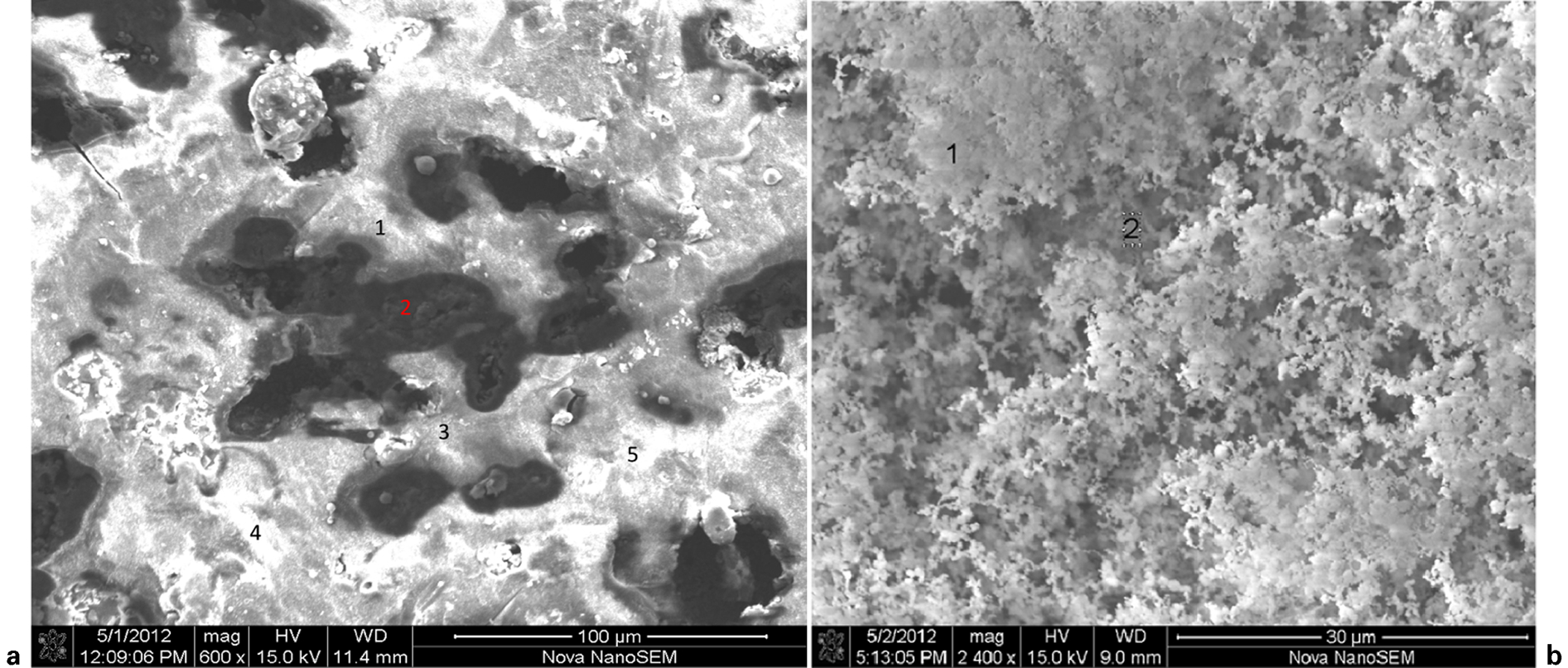
Image (SEM) of morphology of residue after reaction a at 1473 K and b at 1673 K
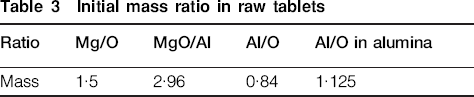
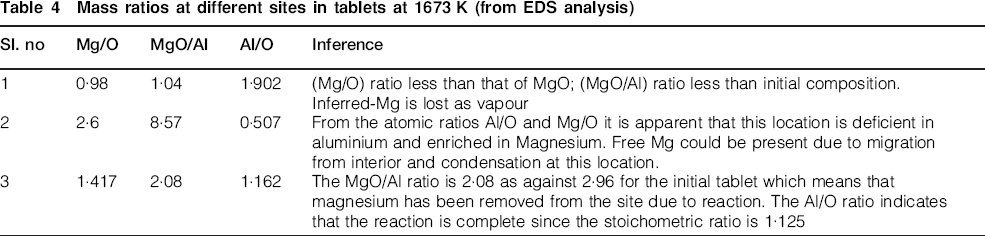
The micrographs and EDS indicate that there is uniformity in composition of the residue of the tablet. The mass ratios (Mg/O), (Mg/Al) and (Al/O) were evaluated at different spots to understand the mechanism of the reduction process. In some cases, the (Mg/O) ratio was less than that of the stoichiometric ratio in the MgO particle. This indicated that magnesium vapour was lost from the site after reduction. In some cases, the (Al/O) ratio was less than that for the stoichiometric ratio in Al2O3 (or MgAl2O4). The inference was that molten aluminium migrated from interior sites to the surface of tablet through capillary action. Aluminium to some extent may be lost from the tablet surface due to evaporation and subsequent removal of aluminium vapour by the flowing stream of argon. In some cases, it was found that the (Mg/O) ratio was much larger than that of stoichiometric ratio in MgO. This was due to migration of magnesium vapour from interior regions and subsequent deposition in other regions of the tablet. In some cases, the (Mg/O), (Mg/Al) ratios in the original mixture were maintained. This indicated that the degree of reduction was low in these cases. Table 3 gives the initial mass ratio in raw (MgO+Al) tablets. Table 4 summarises the features of EDS observations and the inferences made for a few representative cases. The (Mg/O) ratio was computed for a number of analyses (made over the entire sample surface seen under the microscope). In the case of the sample where the degree of reduction was high (about 85% at 1673 K) and in the case of sample where the degree of reduction was low (about 34% at 1473 K). In the case of the sample with a high degree of reduction (1673 K, 85% reduction), the ratio was less than 1 in about 43% of the analyses and the ratio was above 2 in about 28% of the cases. In the rest of the cases, the ratio was between 1 and 2. In the cases where the ratio was less than 1, magnesium vapour has been removed from the site after reduction of MgO. In those cases where the ratio is greater than 2, it is reasonable to infer that magnesium vapour generated elsewhere in the sample has been deposited at these spots. The cases where the ratio is between 1 and 2 represent those where the degree of reduction is not significant. On the other hand where the degree of reduction was low (1473 K, 34% reduction), none of the images had an (Mg/O) ratio less than 1. About 71% of the microstructures showed a ratio between 1 and 2. In this case, particles of aluminium were observed under the SEM in many cases. It has been assumed in the analysis of the data presented above, that the mixing of MgO and Al in the tablet was uniform. Considerable care was taken during the preparation of the tablets that this ratio was uniform throughout the tablet, as already discussed. Hence, the difference in the magnitudes of various mass ratios as recorded under the EDS is essentially due to the process of reduction and the removal of vapour. At 1473 K, the calculated equilibrium partial pressure of magnesium for reaction (1) is about 0·5 atm (Fig. 2). It is greater than 1 atm at 1673 K. Hence, transport of magnesium vapour from inside the tablet to the surface is faster in the latter case, compared to the former. Removal of magnesium vapour from the reaction site leads to an increase in the degree of reduction. The rate of reduction increases with increase in flowrate of argon since this leads to a faster rate of removal of magnesium vapour from the surface of the tablet.
Initial mass ratio in raw tablets
Mass ratios at different sites in tablets at 1673 K (from EDS analysis)
Conclusion
The influence of argon flow rate on the reduction of MgO in tablets containing MgO and Al has been studied. The rate of reduction increased with increase in the flowrate of the inert gas. The process was modelled based on the kinetics of mass transfer. The degree of reduction was substantially higher at 1673 K compared to that at 1473 K. It is necessary to maintain a minimum temperature of about 1673 K in the reactor for successful application of this process in desulphurisation of hot metal. The optimum flow rate of inert gas will depend upon the geometry of the reactor used for the generation of magnesium. SEM studies showed that the tablets reduced at 1673 K had a uniform morphology whereas those reduced at 1473 K had a complex structure with islands of un-reacted aluminium in several locations.
Footnotes
Acknowledgements
The authors gratefully acknowledge the contributions of Parikshit Munda and Himanshu Bapri who helped in conducting the SEM studies. The study was supported by financial assistance from Tata Steel.