
Abstract
An innovative hydrometallurgical process flowsheet comprising of ‘oxidative alkaline pressure leaching–counter-current filtration–direct precipitation–reagent regeneration cum recycle’ was developed for effective recovery of the uranium values from a low-grade dolostone hosted stratabound type uranium ore deposit in Southern Cuddapah basin of India. Many challenges inherent in the ore like: lean-tenor (U3O8 about 0·04%), absence of discrete uranium phases, distribution of majority of uranium values (about 90% by weight) as ultra-fine dissemination in carbonate matrix and presence of reactive sulphide minerals, were converted into opportunities leading to establishment of a process plant after elaborate laboratory and pilot-plant investigations. This paper discusses the results of the laboratory and pilot-plant investigations carried out for development of the process flowsheet.
Introduction
India envisages the need for electricity generation capacity of about 7957 TW h by 2050 to meet the projected per capita electricity consumption of nearly 5000 kW h year−1 (Kakodkar, 2005; Jain, 2011). Complete utilisation of various energy producing natural resources in the country is imperative to meet this ambitious target. The nuclear power component in the overall energy mix for the future requirements is planned to be significant as it is considered as one of the clean energy source in comparison to other fuels, particularly fossil fuel (Norgate et al., 2013). The Indian nuclear power program has accorded high priority to the use of all the three main fissionable isotopes U235, Pu239 and U233, to meet the challenge of reaching energy independence through a well calibrated deployment of domestic uranium and thorium resources (Kakodkar, 2008). Although the country has good resource base of thorium, which is the precursor of U233, the conventional uranium ore deposits are limited (Sinha, 2013) and lean in tenor. All the uranium ore deposits of India, either under production or the promising occurrences discovered so far fall in the low-grade deposits category (Chaki, 2010; Parihar, 2013). In view of this, the Department of Atomic Energy (DAE) has devised active programmes for exploration of exploitable uranium ore deposits (Chaki, 2009) and simultaneously research activity aimed at development of environmentally friendly technologies for the utilisation of various indigenous ore deposits is also given substantial thrust.
Among the potential uranium ore deposits discovered by the Atomic Minerals Directorate for Exploration and Research (AMD), the exploration wing of DAE, out-side the Singhbhum Thrust Belt in Jharkhand of Eastern India, the Proterozoic Cuddapah Basin in Southern India emerge as a major uranium province (Parihar, 2013). Sustained exploration by AMD since 1986 has indicated a potential 160 km long belt of carbonate hosted stratabound uranium mineralisation in impure dolostone of the Vempalle formation with the establishment of a low-grade, about 0·04%, but large tonnage uranium deposit in Tummalapalle – Gadankipalle (TG) area in Cuddapah district of Andhra Pradesh (Dhana Raju et al., 1993; Chaki, 2009; Banerjee, 2011; Parihar, 2013).
Uranium mineralisation in this stratabound type ore deposit occurs predominantly in lighter gangue minerals (specific gravity less than 3·2), as ultra-fine disseminations (Reddy, 2007). It also occurs, albeit to a minor extent, in the form of ultra-fine pitchblende in association with pyrite, as disseminations in collophane-rich parts, as coffinite and as U–Ti complex. The nature of uranium mineralisation in the host rock and the need for deploying oxidative alkaline process route for the first time in India on such a lean-tenor uranium ore warranted exhaustive research investigations for making the process flowsheet techno-economically viable as well as eco-friendly. This paper presents salient features of the R & D studies carried out for the development of ore processing flowsheet on an exploratory mine ore sample.
The generic flowsheet for chemical processing of uranium ores consists of different unit operations like: comminution, leaching, solid–liquid separation, liquor purification, precipitation of dissolved uranium and recycle of reagents after regeneration (Merritt, 1971; Edwards and Oliver, 2000; Connelly, 2013). However, the chemistry and engineering of the hydrometallurgical process is critically dependent on the leaching scheme adopted. The current technology of uranium extraction from ores involves leaching under oxidative conditions either with sulphuric acid (H2SO4) or sodium carbonate (Na2CO3) – sodium bicarbonate (NaHCO3) reagents combine. Whenever the acid consuming gangue in the host rocks exceeds 7–8% by weight, the alkaline process is preferred (Youltona and Kinnaird, 2013; Bowell et al., 2011). Alkaline leaching of uranium ores is highly selective unlike acid leaching. Adequate liberation of uranium phases is an essential requisite for effective dissolution (Edwards and Oliver, 2000). Leaching is carried out under atmospheric or/and elevated ‘temperature–pressure’ conditions depending on the nature of uranium mineralisation. Ores with uranium occurrence as simple oxide phases adopt atmospheric leaching while aggressive leaching conditions are necessary for refractory uranium minerals. Aggressive dissolution conditions are also imminent when the valuable mineral occurs in very-fine to ultra-fine dissemination in the ore matrix (Panaou and Bellino, 2011). The relatively purer nature of the leach liquor obtained during the alkaline dissolution process facilitates direct precipitation of dissolved uranium values with suitable chemical precipitant (Taylor, 2012a). However, when the impurities content in leach liquor is high, purification using ion exchange (IX) technique is practised (Dunn et al., 2010). Filtration of alkaline leach slurry is a formidable task because of the finely ground nature of the solid material. In order to circumvent the large filtration area necessary for solid–liquid separation of finely ground leach slurry, many of the upcoming plants are opting for resin-in-pulp purification step instead of conventional route of ‘filtration/CCD followed by ion exchange’ route (Brown, 2010). Purification of alkaline leach liquor by solvent extraction (SX) technique is not practised in uranium ore processing plants because of practical difficulties encountered on account of third phase formation (Anon, 1993). However recent studies (Zhu et al., 2012) carried out in Australia claim success in the elimination of third phase formation during uranium extraction from carbonate liquors. Zhu et al. (2012) report that addition of isodecanol to the organic phase consisting of Aliquat 336 in Shellsol D70 eliminates the formation of third phase effectively and gives fast phase separation too. In a single contact, more than 98% of uranium values were extracted upon using 3% (w/v) Aliquat 336 and 3% (w/v) isodecanol in Shellsol D70 from a carbonate leach solution containing 95 mg L−1 U, 25 mg L−1 V at pH 10·3 at room temperature. The final product in process plants using alkaline leaching is generally sodium diuranate (SDU) or uranium peroxide (Anon, 1993). Settling of precipitated uranium from alkaline leach liquors is relatively slow because of the very-fine size of the precipitate and relatively high viscosity of the liquor phase. Accelerated gravity settling devices like centrifuges are used in some uranium mills to minimise the escaping ultra-fine size uranate particles (Glen, 2013). Precipitation using fluid bed process has been found to yield higher uranium yields and better packing density (Courtaud et al., 2012). Owing to the presence of reactive sulphide minerals like pyrite in many uranium ores, sodium sulfate is an important byproduct in alkaline leach uranium plants, particularly those using oxidative pressure leaching (Anon, 1993; Toman, 2006). The expensive nature of the lixiviants and other chemicals used in the process circuit coupled with the need for finer size grinding and leaching at elevated temperature makes the alkaline process very cost-intensive (Merritt, 1971). It is for this reason that uranium plants implementing the alkaline technology prefer ore of good tenor and the process flowsheet invariably consists of elaborate reagent regeneration cum recycle circuits aimed at conservation of chemicals added.
Uranium mills operating with conventional underground/opencast mining and milling using the alkaline technology are very limited (Anon, 2009; Anon, 2012). The Eldorado Mining and Refining Company, Beaverlodge in Canada and Lodeva in France are the well known plants operated until the 90s (Anon, 1993). However, the Dolni Rozinka plant in Czech Republic and the Feldioara uranium mine located in Brasov, Romania are the two units with long-standing operation (Toman, 2006; Anon, 2012; Panaou and Bellino, 2011). The recent surge in the demand for uranium led to opening or revival of new plants following either conventional or heap leaching (Anon, 2012; Taylor, 2012b; Mudd, 2014) using alkaline process. The uranium plant in Langer Heinrich, Namibia, is one of the prominent conventional mill of recent origin (Anon, 2012). Process development work using alkaline heap leaching technology has been reported on prominent calcrete type uranium deposits of like Yeelirrie Mine, Lake Way, Centipede, Thatcher Soak and Lake Maitland of Australia (Taylor, 2012b; McKay and Miezitis, 2001).
Ore sample characterisation
Fresh uranium ore mined from the Hangwall and Footwall lodes in mineralised zone of the stratabound deposit were mixed in pre-defined ratio and used in all the flowsheet development investigations.
Carbonate minerals in the form of dolostone constitute the major gangue, about 80% by weight. Quartz, feldspar and chlorite are the siliceous minerals in the ore, which together are about 13% by weight. Collophane is the only phosphate bearing phase, approximately 4%. Pyrite is the predominant, sulphide mineral, about 1·2%, along with few grains of chalcopyrite and galena. The iron bearing oxides are magnetite, ilmenite and goethite. Heavy media separation of various closely sized feed fractions using bromoform (BR) and methylene iodide (MI) liquids indicated that about 91% of the uranium values are distributed in the lighter (specific gravity<3·2) minerals (Fig. 1) as ultra-fine disseminations (Fig. 2) in carbonates. The remaining 9% of uranium is distributed in methylene iodide heavies (MIH) fraction and these values are mostly associated with pyrite and collophane. Pitchblende occurring with pyrite is present as fine orbicular cluster separated by thin disconnected rims of pyrite or as garlands around pyrite (Fig. 2).
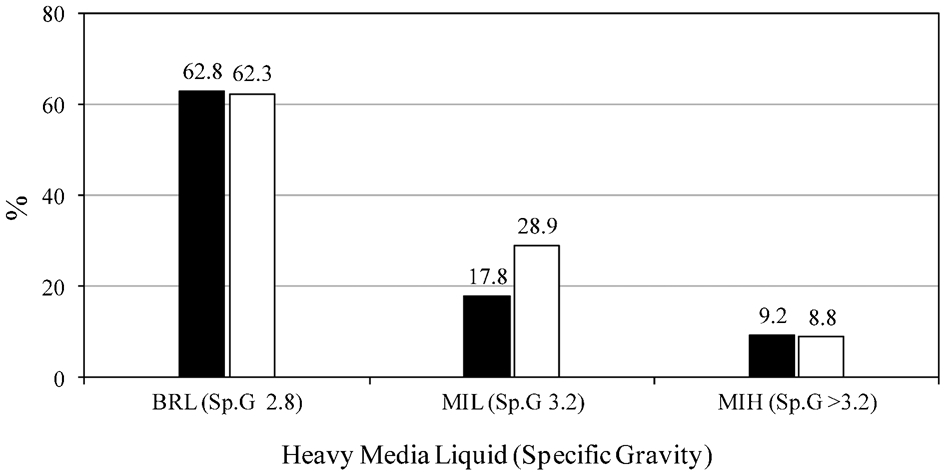
Mass and uranium distribution in different density fractions (▪ wt-% □ distribution of U3O8)
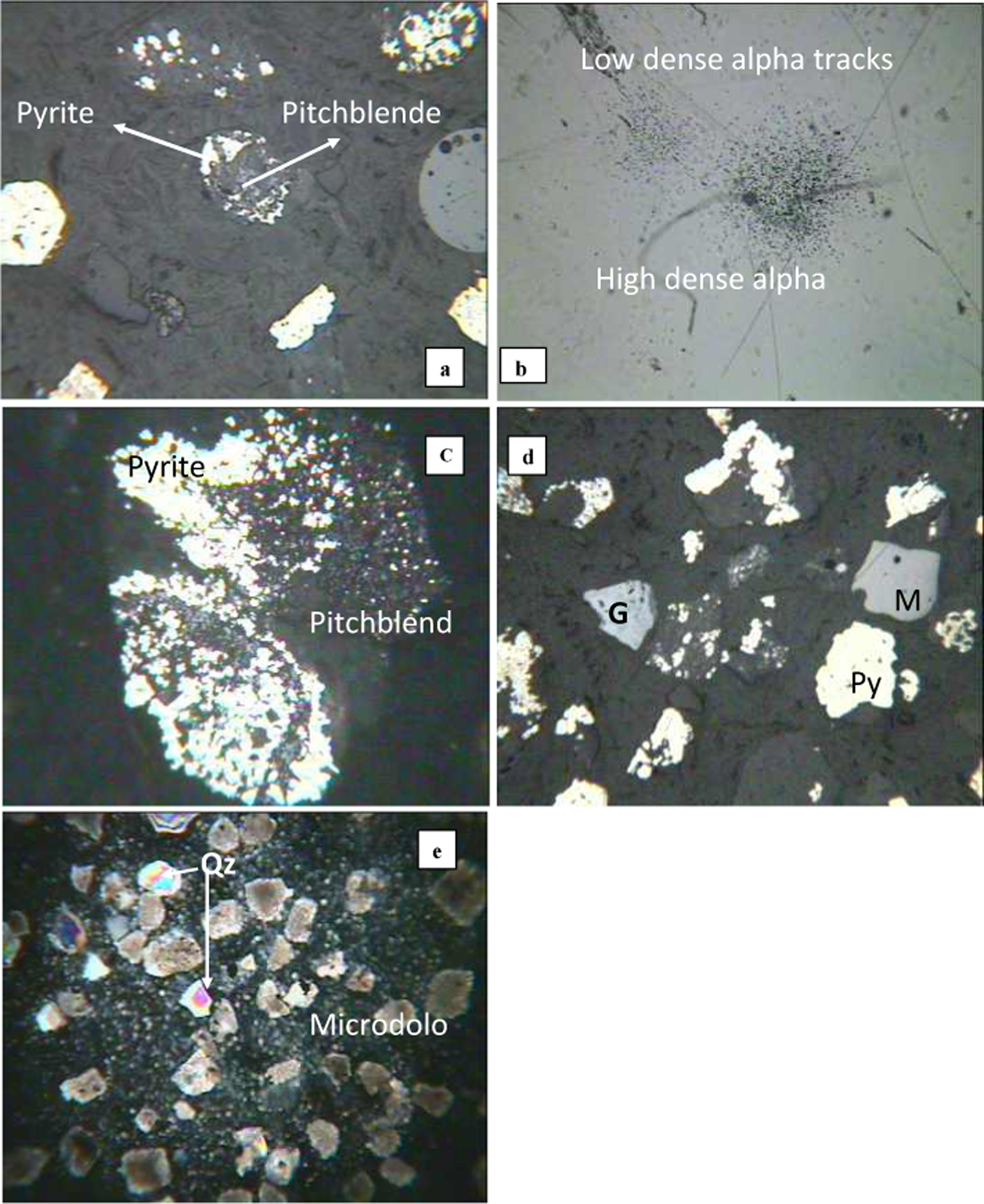
Photomicrographs of dolostone ore of Southern Cuddapah basin: a discrete finer pitchblende grains observed in intimate association with pyrite in +140 methylene iodide heavies (MIH) fraction (scale: RL, 1N, 1 cm = 69 μm). b corresponding alpha tracks of pitchblende in a. Note the low dense alpha tracks corresponding gangue and pyrite indicate variable concentration of uranium (scale: TL, 1N, 1 cm = 69 μm). c pitchblende in intimate association with pyrite is commonly observed (scale: RL, 1N, 1 cm = 44 μm). d goethite (G), magnetite (M) and pyrite (Py) grains in +140 methylene iodide lights (MIL) fraction (scale: RL, 1N, 1 cm = 69 μm). e microdolospar and quartz (Qz) grains of bromoform lights (BRL) fraction (scale: TL, 1N, 1 cm = 140 μm)
The chemical assay of some important constituents in the ore (Table 1) are: U3O8 0·048%, total sulphur 0·6% and loss on ignition (LOI) 32%. The Bonds work index of the ore sample is 13·6 kW h t−1.
Partial chemical composition of the ore
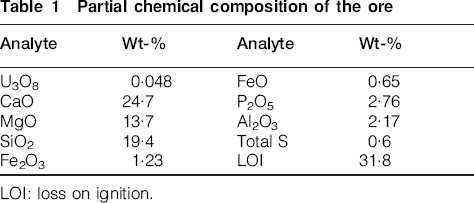
LOI: loss on ignition.
Process development
The two process options generally considered for the recovery of uranium values from low-grade ores is (i) pre-concentration of the valuable mineral by suitable non-chemical separation technique followed by chemical processing of the pre-concentrate and (ii) direct ‘whole ore chemical processing’. The absence of uranium phase in physically recoverable particle size range (Figs. 1 and 2) eliminates the application of physical beneficiation for direct pre-concentration of uranium values from the ore under study. The strategy of ‘reverse physical beneficiation’ involving froth flotation of reactive sulphide minerals was also attempted. However, the composite nature of uranium in the pyrite phase (Fig. 2) as very-fine dissemination did not yield encouraging separation. In the light of this, the option of ‘whole-ore alkaline chemical processing’ was only considered for investigations. The focus in the process development studies was centred on various critical unit operations like (i) oxidative atmospheric leaching and leaching under elevated temperature cum pressure, (ii) filtration behaviour of the leach slurry, (iii) determination of threshold concentration of uranium in leach liquor for direct precipitation and (iv) scheme for reagent regeneration and recycle.
Parametric optimisation studies
Leaching
The chemical reactions in oxidative alkaline leaching of uranium oxide with sodium carbonate and sodium bicarbonate reagent combine, is given in equations (1)–(4). The dissolution sequence involves oxidation of insoluble U+4 to soluble U+6 state (equation (1)) followed by complexation of U+6 or
 species with carbonate anions present in the aqueous phase to form anionic uranyl carbonate complexes (equation (2)). The reaction of Na2CO3 with
species with carbonate anions present in the aqueous phase to form anionic uranyl carbonate complexes (equation (2)). The reaction of Na2CO3 with
 results in the formation of NaOH (equation (3)), which may lead to re-precipitation of dissolved uranium when the alkalinity is high. The NaOH formed during the dissolution process is neutralised by NaHCO3 thus preventing re-precipitation of dissolved uranium (equation (4)).
results in the formation of NaOH (equation (3)), which may lead to re-precipitation of dissolved uranium when the alkalinity is high. The NaOH formed during the dissolution process is neutralised by NaHCO3 thus preventing re-precipitation of dissolved uranium (equation (4)).
Oxidation of U+4 to U+6




Atmospheric leaching
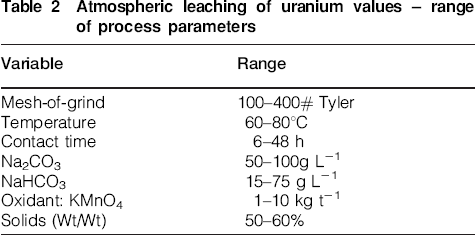
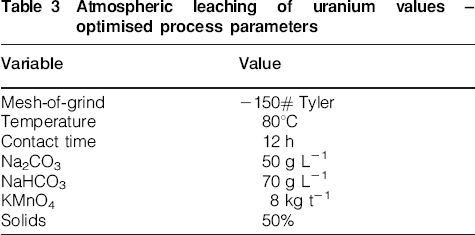
Various important process parameters which influence the dissolution of uranium values like: mesh-of-grind or particle size, temperature, contact time, dosages of lixiviants – Na2CO3 and NaHCO3, type and dosage of oxidant and solids concentration were investigated for parametric optimisation. Both chemical and gaseous type oxidants were used for oxidation of U+4 to U+6, which includes potassium permanganate, copper-ammonium hydroxide, sodium hypochlorite, air and oxygen. The operating ranges of various variables investigated in the test work are given in Table 2. The maximum leachability obtained in atmospheric leaching was about 68% and the process conditions were: ore grind size of about 85% by weight finer than 74 μm, contact time of 12 h and reaction temperature being 80°C (Table 3). The reactive nature of sulphide minerals particularly pyrite (equation (5)) lead to high consumption of lixiviants and oxidant

 is a relatively milder oxidising reagent in comparison to hypochlorite anion (Zoller, 2009; Sharma et al., 1996). The increased loss of ammonia from the aqueous phase at temperatures above 50°C leads to reduced oxidising efficiency and lower leachability noticed with copper-ammonium hydroxide combine (Merritt, 1971). The sub-optimal result observed with oxygen is attributed to decreased solubility of the gas with rise in temperature (Tromans, 1998a, 1998b). Microscopic analysis of the leach residue indicated that the uranium values associated with pyrite were not completely dissolved in the temperature-range maintained in atmospheric leaching, that is, ambient to 80°C. The extent of conversion to soluble sulphate (equation (5)) and the kinetics of dissolution are better only when the reaction temperature is above 100°C and under adequate oxidising conditions (Caldeira et al., 2010).
is a relatively milder oxidising reagent in comparison to hypochlorite anion (Zoller, 2009; Sharma et al., 1996). The increased loss of ammonia from the aqueous phase at temperatures above 50°C leads to reduced oxidising efficiency and lower leachability noticed with copper-ammonium hydroxide combine (Merritt, 1971). The sub-optimal result observed with oxygen is attributed to decreased solubility of the gas with rise in temperature (Tromans, 1998a, 1998b). Microscopic analysis of the leach residue indicated that the uranium values associated with pyrite were not completely dissolved in the temperature-range maintained in atmospheric leaching, that is, ambient to 80°C. The extent of conversion to soluble sulphate (equation (5)) and the kinetics of dissolution are better only when the reaction temperature is above 100°C and under adequate oxidising conditions (Caldeira et al., 2010).
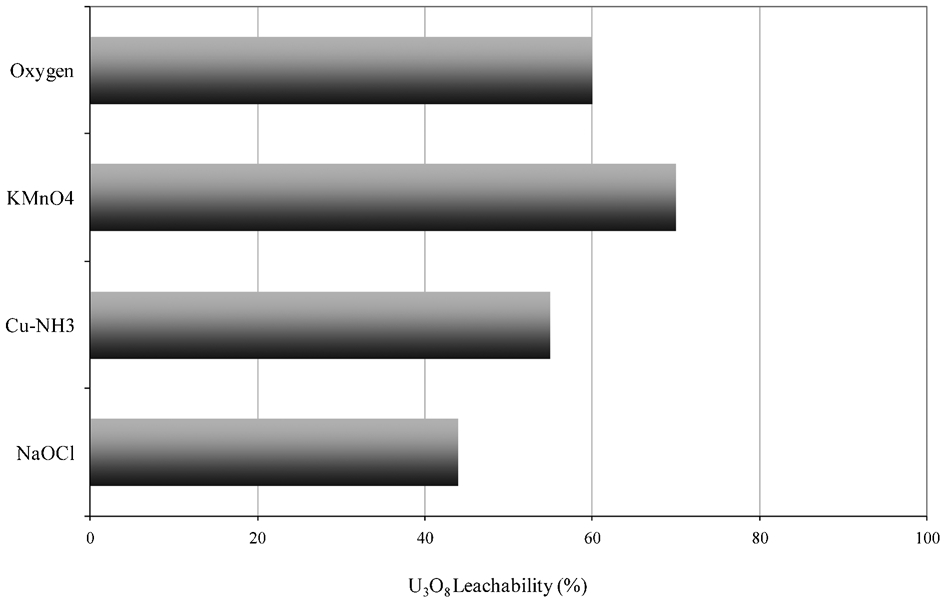
Effect of various oxidants on leachability of uranium values
Atmospheric leaching of uranium values – range of process parameters
Atmospheric leaching of uranium values – optimised process parameters
Leaching at elevated temperature and pressure
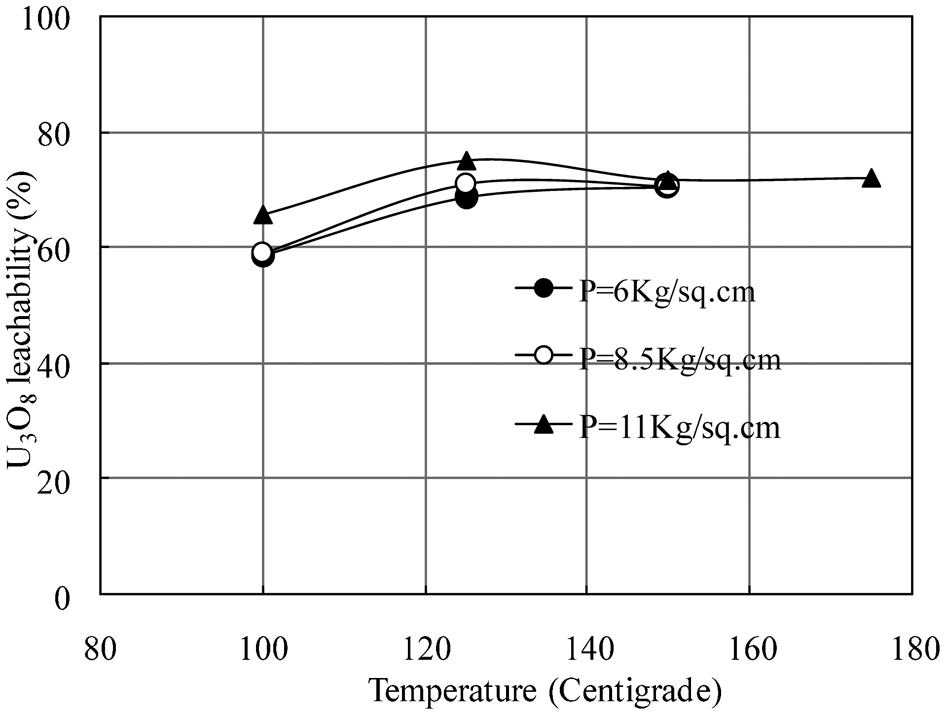
Bench-scale leaching studies at elevated temperature and pressure were carried out in a laboratory stainless steel autoclave reactor (5 and 25 L capacity) equipped with necessary instrumentation and controls to maintain pre-set temperature, overpressure, gas sparging and agitation speed of the impeller. All the experiments were conducted at optimum lixiviants dosage combination generated in atmospheric leaching (Table 3) namely 50 kg t−1 each of sodium carbonate and sodium bicarbonate and with commercial grade oxygen as oxidant. Figures 4 and 5 illustrate the effect of temperature, total reactor pressure, grind size and contact time on the leachability of uranium values.
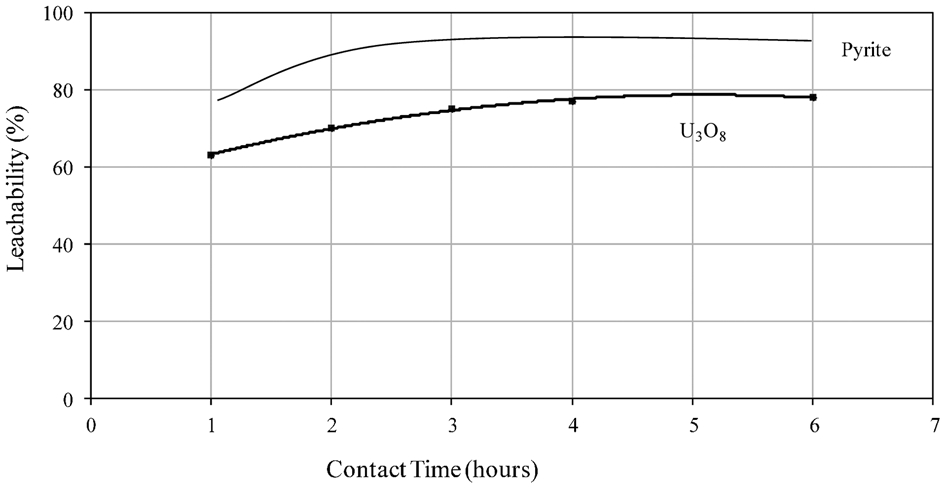
Effect of temperature and total reactor pressure on leachability of uranium values. mesh-of-grind (MOG) 65% by weight <74 μm, solids conc. 50% by weight, contact time 6 h, Na2CO3 and NaHCO3 50 kg t−1 Results on the effect of particle size of ground feed (Figs. 4 and 5) on leachability of uranium showed improvement from 72% to about 80% when the ore grind varied from 65% by weight finer than 74 μm to about 85%. The leachability of uranium was practically similar when the contact time was extended from 4 to 6 h (Fig. 5)
Effect of contact time on the leachability of uranium: MOG 85% by weight <74 μm, solids conc. 50% by weight, temp. 128°C, Na2CO3 and NaHCO3 50 kg t−1, pO2 5·8 kg cm−2
Enhancement in the leachability of uranium was observed (Fig. 4) when the reaction temperature was increased from 100 to 130°C at fixed total reactor pressure, however, further increase of temperature to 150°C showed a small downward trend. For instance, at a total reactor pressure (oxygen+saturated steam) of 8·5 kg cm−2, the leachability of uranium improved from 60% at 100°C to 72% at 130°C with feed ground to 65% by weight finer than 74 μm. The leachability showed a marginal drop, to about 70%, when the reaction temperature was 150°C. It may be noted that for a fixed total reactor pressure, the partial pressure of oxygen (pO2) decreases with increase in the reaction temperature. The reduced pO2 reduces the overall uranium extraction because of inadequate oxidising conditions in the pulp (Merritt, 1971).
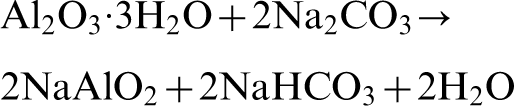
The overall improvement in uranium dissolution observed in the autoclave reactor at elevated temperature and pressure is because of (i) increased dissolution of pyrite, to about 94% (Fig. 5), resulting in release of uranium values intimately associated with sulphide minerals, (ii) increased solubility of oxygen in the pulp by virtue of higher partial pressure facilitating better or adequate oxidising conditions for conversion of U+4 to U+6, (iii) favourable pulp viscosity and (iv) improved diffusivity of lixiviants into the interiors of gangue phases leading to better access of uranium bearing areas (Merritt, 1971). However, an important negative consequence of adopting aggressive leaching conditions in the autoclave is enhancement of dissolution of sulphide and other gangue phases like SiO2 and Al2O3 (equations (6) and (7)). This resulted in higher consumption of lixiviants and oxidant and increased total dissolved solutes (TDS) concentration. Higher concentration of TDS is detrimental to the downstream processing steps, mainly purification by IX and SX, besides affecting the effluent quality (Merritt, 1971)

Leach liquor purification
Any conventional hydrometallurgical processing scheme for uranium recovery consists of purification of leach liquor by IX or SX techniques for the removal or minimising the concentration levels of dissolved impurities. The IX or SX process also leads to incidental enrichment of uranium values (Merritt, 1971; Anon, 1993) in the pregnant leach solution after elution. Better quality pregnant leach solution aids in getting high quality yellow cake product with good morphological characteristics (Anon, 1993).
Ion exchange purification of leach liquor obtained from single-stage autoclave leaching of the dolostone ore sample on a strong base anion exchange resin gave very poor loading capacity of uranium values. Presence of high concentration of other anionic species like
 ,
,
 and
and
 (Table 4) in comparison to the uranium content, about 400 mg L−1, resulted in inefficiency of IX purification. The other anionic species strongly compete for the resin sites thus preventing loading of anionic uranium complexes (McGarvey and Ungar, 1981). This necessitated the need for an alternate strategy for enriching the uranium content of leach liquor such that the threshold concentration level for effective direct precipitation of dissolved uranium is met.
(Table 4) in comparison to the uranium content, about 400 mg L−1, resulted in inefficiency of IX purification. The other anionic species strongly compete for the resin sites thus preventing loading of anionic uranium complexes (McGarvey and Ungar, 1981). This necessitated the need for an alternate strategy for enriching the uranium content of leach liquor such that the threshold concentration level for effective direct precipitation of dissolved uranium is met.
Partial chemical composition of leach liquor in single-stage leaching in autoclave reactor
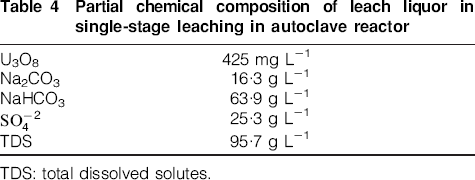
TDS: total dissolved solutes.
Enrichment of U3O8 content in leach liquor
The uranium concentration in the leach liquor can be increased by recirculation of the same to the leach reactor containing fresh batch of ground ore. The uranium values dissolved from every fresh batch of ore increase the uranium content in the recycle leach liquor. Recycle of the liquor is normally preceded by partial bleed-out of pre-defined volume. The bleed-out portion constitutes the feed liquor for downstream processing. Recycle process aids in effective utilisation of residual content of lixiviants in the leach liquor while partial bleed-out limits the build-up of impurities concentration in the loop. The volume fraction that needs to be bled-out in each cycle depends on the concentration of uranium required for effective precipitation of yellow cake and, on the practically attainable entrained moisture level in the filter cake or leach residue in industrial-scale filters. Hence, a close and tight liquor balance across various unit operations in the process circuit is imperative in flowsheet consisting of recycle loops.
Experiments on the recycle of leach liquor to the subsequent stage of leaching were carried out by bleeding out a volume fraction of about 0·28 from the leach liquor in every cycle. Figure 6 gives the build-up profile of uranium and sodium sulphate in the leach liquor in different cycles. The U3O8 and Na2SO4 content of leach liquor under steady-state conditions was about 1·5 and 130 g L−1, respectively. Among the other constituents in the leach liquor only the Cl− content was notable, present to the extent of 4 g L−1. This bleed ratio gives entrapped moisture content in neutral ground feed and leach residue to about 18% by weight, which is an achievable target in industrial-scale filters also.
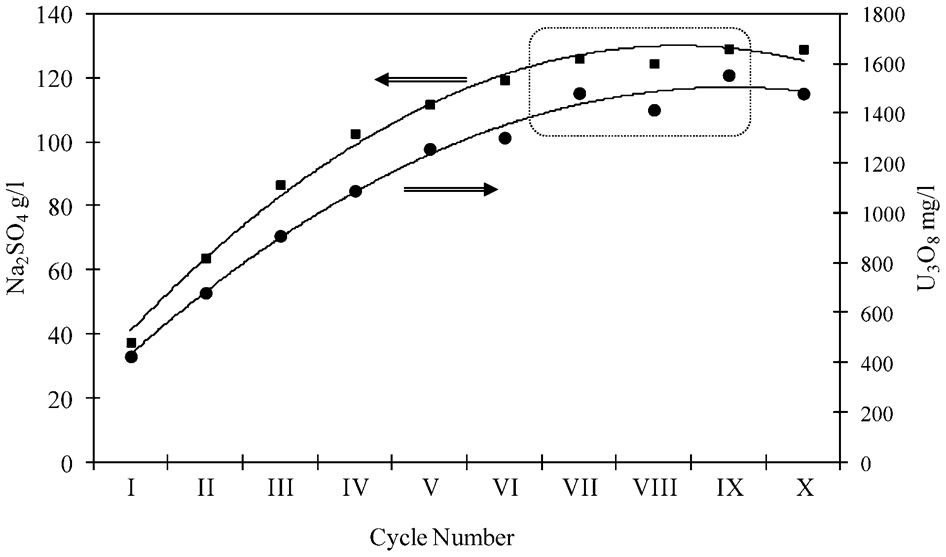
Build-up of uranium and sodium sulphate in leach liquor during autoclave leaching because of partial recycle of leach liquor. Earmarked portion on the curves shows the steady-state concentration trends under steady-state
Solid–liquid separation
The ‘solid–liquid’ separation of leach slurry in uranium industry is accomplished by counter-current decantation (CCD) or vacuum filtration (Edwards and Oliver, 2000). The choice depends on whether the solid–liquid separation step is followed by IX/SX or by direct product precipitation. Although CCD is simple and economical compared to the vacuum filtration technique, it suffers from the drawback of diluting the concentration of dissolved species because of large volume of liquor used for washing the leach residue. Therefore the CCD circuit is necessarily followed by IX and/or SX for increasing the uranium concentration in the leach liquor such that the precipitation efficiency (PE) is optimal. Unlike this, filtration of the leach liquor on say horizontal belt filter (HBF) with counter-current washing facility does not dilute the liquors and is ideally suited when the process flowsheet requires tight liquor balance.
Detailed filtration studies were carried out on HBF to determine the conditions for maximum leach liquor recovery, optimal wash/displacement ratio for minimal loss of dissolved solutes (uranium and sodium salts) in the leach residue and minimum fresh water inventory for cake washing. The parameters investigated include: effect of temperature, addition of filtration aids, cycle time for different cake moisture contents, cake thickness, wash/displacement ratio and number of stages of counter-current washes. Different types of flocculants namely non-ionic, anionic and cationic type polyacrylamides with low, medium and high charge were studied for their efficacy in filtration. These studies indicated the need for filtration and counter-current washing under hot conditions for obtaining acceptable rate of filtration at desired moisture content.
The rate of filtration of leach slurry without the addition of any flocculant was only about 140 kg h−1 m2 at ambient temperature even without any cake washing cycle. However, filtration of slurry under hot condition (about 55°C) accompanied with the use of non-ionic polyacrylamide based flocculant (Superfloc N 100 from Pidilite Industries, Mumbai, India) gave improvised rate of filtration, about 500 kg h−1 m2. The tasks of efficient wash of leach residue with minimum fresh water input as well as accomplishing the pre-set moisture content in the residue to a maximum of 18–20% were achieved by following counter-current wash process and restricting the filter cake thickness to 5–6 mm.
Precipitation of dissolved uranium as SDU
Precipitation of dissolved uranium in alkaline leach liquor is generally carried out by the addition of NaOH (caustic lye) (equations (8) and (9)). The reaction steps involve neutralisation of NaHCO3 by NaOH followed by reaction with sodium uranyl carbonate to yield yellow coloured SDU or polyuranate precipitate.

Reagent regeneration
Minimisation of fresh inputs of expensive chemical reagents by way of regeneration and recycle is of critical importance in the process economics of recovering uranium from low-grade ores by alkaline leaching. In addition to this the recycle process also mitigates, though partially, the negative effect of releasing of effluents with high TDS content to the environment. Therefore the philosophy of reagent regeneration scheme for the dolostone ore is aimed to achieve (i) maximum conservation of sodium ions, (ii) maximum water recycle and (iii) sodium sulphate byproduct of maximum purity.
The sodium bearing compounds in the barren solution (SDU Barren) obtained after the precipitation of SDU are sodium carbonate, sodium sulphate, and sodium hydroxide. The Na values associated with sodium sulphate cannot be re-used in the process circuit either as sodium carbonate or as sodium bicarbonate by any simple chemical conversion reaction. Therefore, sodium sulphate needs to be recovered as a byproduct. Removal of sodium sulphate helps in control of build-up of the sulphate ion concentration in the process circuit during the recycle process. Only the barren solution obtained after removal of Na2SO4 is used for Na bearing reagents regeneration. Hence, the reagent regeneration scheme envisaged in the process flowsheet consists of the following stages (i) causticisation, (ii) crystallisation and removal of sodium sulphate and (iii) carbonation. The chemistry of causticisation and carbonation process is given in the following chemical equations (equations (10)–(12)).
Causticisation



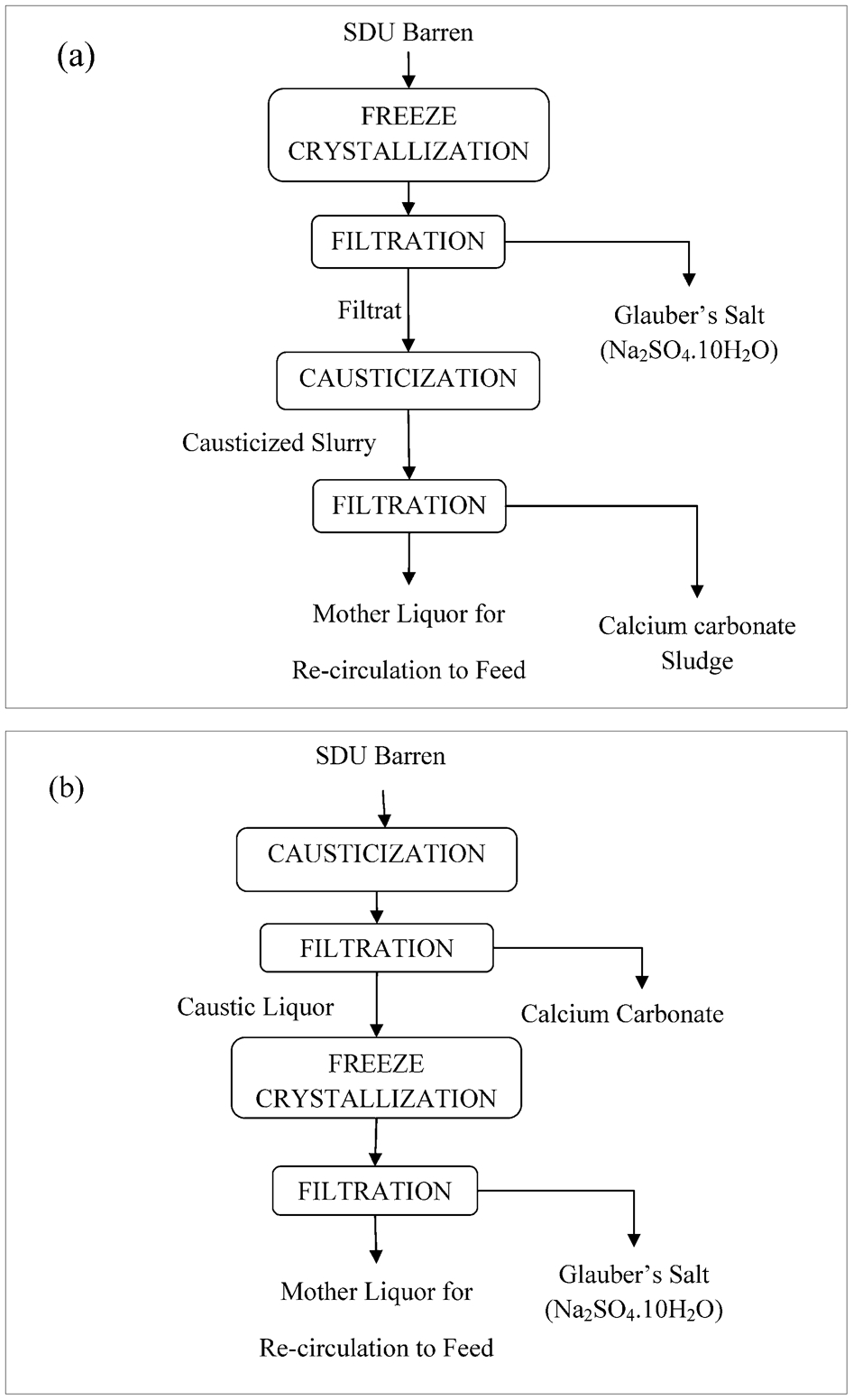
Process option for regeneration of lixiviants: a crystallisation and causticisation; b causticisation and crystallisation
Experimental conditions for causticisation of SDU barren liquor were optimised by varying the reaction temperature, period of reaction and stoichiometric ratio of CaO to Na2CO3. The causticised slurry was filtered and the formed sludge washed thoroughly to give two products – dilute caustic lye (DCL) solution and CaCO3 sludge. About 90% of Na2CO3 values were converted to NaOH under optimum experimental conditions namely temperature 85°C, reaction time of 2 h and 20% excess addition of CaO over the stoichiometric requirement. The dried calcium carbonate sludge was about 98% pure. As expected, the sludge contained both uranium as well as molybdenum in the form of their calcium compounds.
The sodium sulphate present in DCL solution was recovered by freeze crystallisation taking advantage of its low solubility at very low temperatures (Rodriguez-Navarro et al., 2000). In the absence of any other solutes, the solubility of sodium sulphate in water is minimum at 0°C, about 5 g in 100 g of water and maximum, about 49·7 g per 100 g at 32·4°C. The solubility remains practically independent of temperature thereafter on the higher temperature side. The anomalous behaviour is attributed to the change in hydration of sodium sulphate. At 32·4°C, the crystalline decahydrate (Glauber's salt) changes to give sulphate liquid phase and an anhydrous solid phase. Advantage is taken of both these characteristics of sodium sulphate namely, the low solubility at about 0°C, for first separating out Glauber's salt (Na2SO4⋅10H2O) by freeze crystallisation and then producing anhydrous salt by thermo-evaporative crystallisation process at higher temperature.
The crystallisation efficiency of Glauber's salt carried out at about 4°C was 94% with purity of 94·6%. Comparison of purity of Glauber's salt obtained by freeze crystallisation of DCL as well as that formed directly from SDU barren is given in Table 5. It is apparent that freeze crystallisation of DCL liquor is preferred for producing purer sodium sulphate. Traces of Na2CO3 and NaOH contamination in Glauber's salt was eliminated by treating the crude salt with sulphuric acid. This process yields sodium sulphate with the evolution of CO2 and H2O, as indicated in the chemical equations (13) and (14)


Characteristics of sodium sulphate product obtained by two alternate options

Characteristics of dilute caustic lye (DCL) solution (g L−1) after freeze crystallisation of sodium sulphate
Integrated process flowsheet and locked cycle tests
Based on elaborate experimental studies and solution chemistry of various process streams, an integrated process flowsheet comprising of all the necessary unit operations was developed and run in closed-loop for generation of steady-state information. The process flowsheet for the locked cycle tests is given in Fig. 8. The mass balance and reagent inventory for processing 1 t of ore analysing U3O8 0·048% and pyrite content of 1·6% is also depicted in Fig. 8. The tests were carried out in a 25 L stainless steel autoclave reactor on 10 kg scale per batch. Totally 15 cycles were conducted in the locked cycle tests. The flow-path of slurry and solution streams in the circuit was tailored in such a way to achieve (i) high recovery of uranium values, (ii) consumption of various chemicals including water is restricted to bare minimum by effective regeneration and recycling and (iii) produce effluents with minimum harmful effects. The salient features of the flowsheet including the solution chemistry of product streams of critical stages are discussed in the following sections.
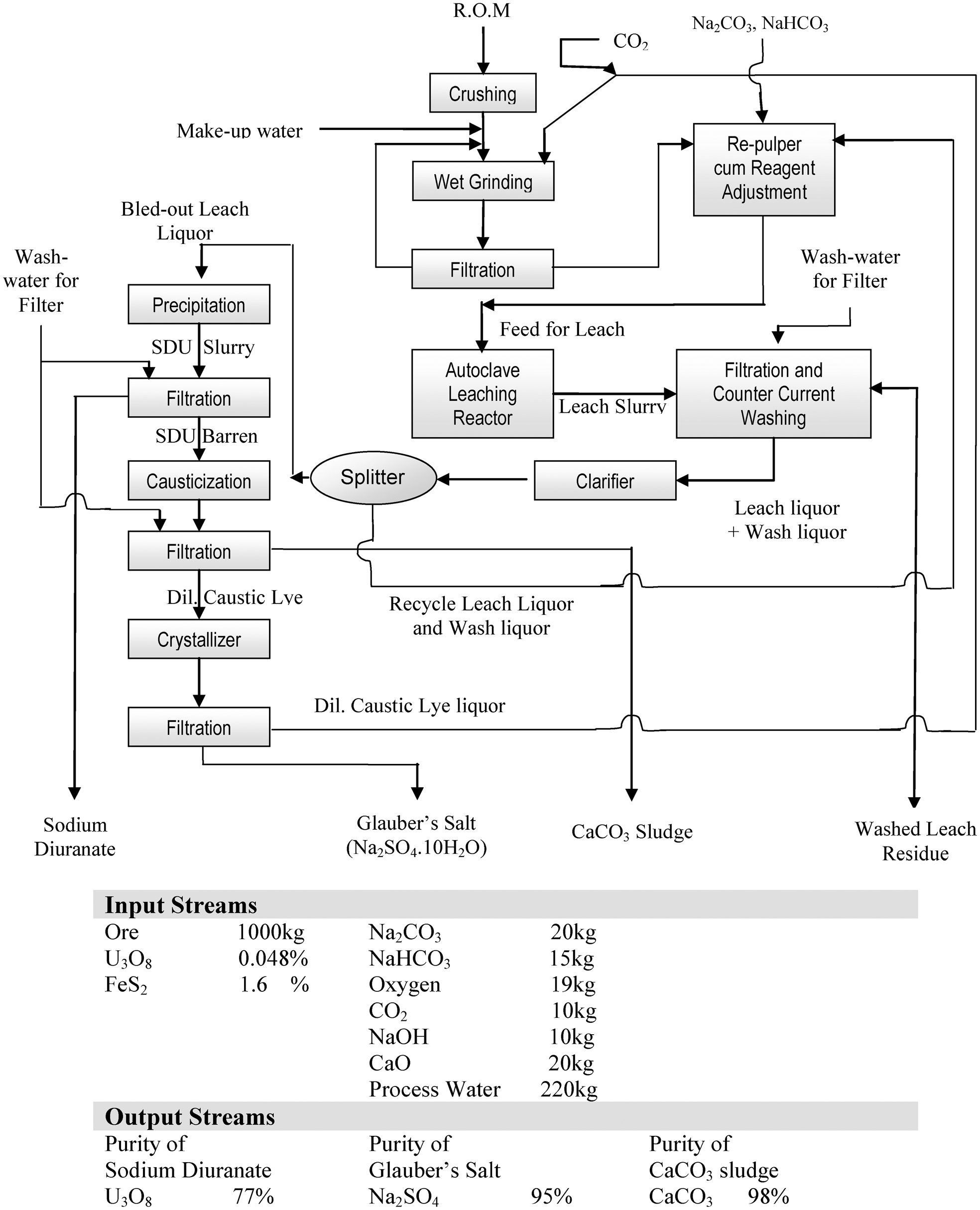
Process flowsheet for the recovery of uranium and sodium sulphate from low-grade dolostone uranium ore of Southern Cuddapah basin of India
Crushing, grinding and de-watering of ground feed
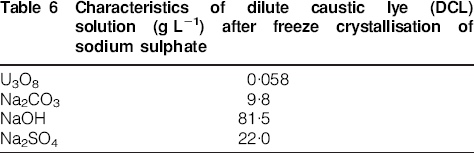
The ROM ore was stage crushed in jaw and roll crushers to 1/4 inch size followed by wet grinding in a ball mill to 85% by weight passing −200# or 74 μm. The aqueous media necessary for maintaining solids concentration of 65–70% by weight, in ball mill was obtained from in situ moisture in the crushed ore (about 5%) and recycle of DCL liquor generated during the filtration of sodium sulphate slurry. The ground feed was de-watered on a vacuum filter and the parameters were optimised to attain filter cake moisture of 18–20%. The DCL liquor used in the grinding circuit contained chiefly sodium carbonate, sodium hydroxide and sodium sulphate (Table 6). Grinding of the ore with DCL liquor with NaOH content of 80 g L−1, gave the problem of sluggish rate of filtration. In view of this, the DCL liquor was partially carbonated and circulated to the grinding circuit. The partial conversion (about 80%) of NaOH to Na2CO3 helped in improving the filtration characteristics and the unconverted or residual NaOH prevented the dissolution of uranium during the grinding of fresh feed.
Reagent adjustment conditioner
The ground feed was re-pulped to solids consistency of 50% by the addition of ‘recycle leach and wash liquor’ from the belt filter. The NaHCO3 present in recycle streams neutralised the entrapped NaOH in the ground ore cake. Purging of CO2 and fresh addition of sodium carbonate and sodium bicarbonate was found essential for arriving at requisite leachant concentration of 45–50 g L−1 of Na2CO3 and NaHCO3 each.
Leaching in autoclave reactor
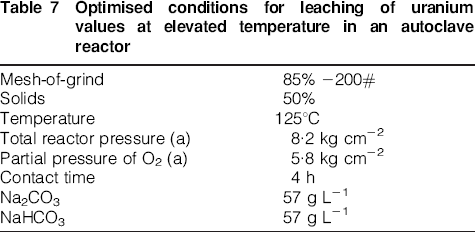
The ground ore was leached in batch autoclave reactor at optimum process conditions discussed earlier (Table 7) namely Na2CO3 57 g L−1, NaHCO3 57 g L−1, pO2 5·8 kg cm−2, temperature 125–130°C, contact time 4 h and solids concentration 50% by weight. The consumption of industrial grade oxygen was about 19 kg t−1 of ore. The leachability of uranium was consistently in the range of 78–80%.
Optimised conditions for leaching of uranium values at elevated temperature in an autoclave reactor
Filtration and counter-current washing of leach slurry
Hot leach slurry at 55°C was filtered on vacuum filter at 500 mm of Hg. The leach residue of 5–6 mm thickness was washed in counter-current manner with wash/displacement ratio of 1∶1 by hot reagentised liquor with 95–97% efficiency. The cake moisture in the final leach residue was about 18%. The solute composition in the leach liquor and wash liquor was practically the same because of counter-current washing scheme.
Recycle of leach liquor+wash liquor
A leach liquor volume fraction of 0·28 was bled-out for downstream processing and the rest re-circulated along with the wash solution to the reagent adjustment conditioner. The partial chemical composition of the bled-out leach liquor at steady-state conditions is given in Table 8. The U3O8 and Na2SO4 content of the leach liquor was 1·6 and 112 g L−1, respectively. Except for the sodium bearing compounds and chloride contamination other impurities in the leach liquor were very low.
Partial chemical composition of leach liquor obtained with 0·28 fraction bleed ratio
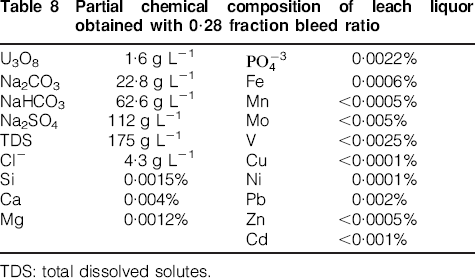
TDS: total dissolved solutes.
Precipitation of dissolved uranium as SDU
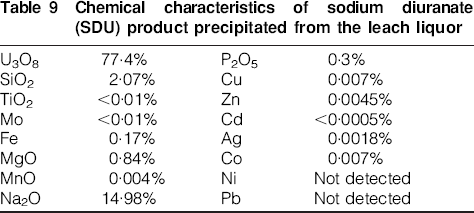
The bled-out leach liquor was clarified and treated with NaOH for the precipitation of dissolved uranium as SDU. Although copious precipitation was noticed at ambient temperature itself, reaction was carried out at 40°C for obtaining better purity granular precipitate. A reaction time of 6 h was maintained. The PE was about 95% and the U3O8 content of the yellow cake product is 77·4% (Table 9).
Chemical characteristics of sodium diuranate (SDU) product precipitated from the leach liquor
Reagent regeneration
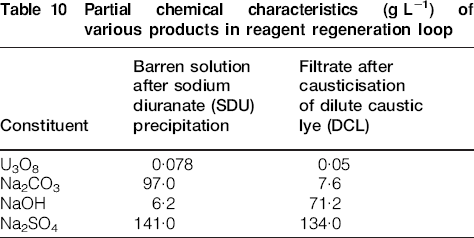
The composition of the barren liquor obtained after SDU separation (Table 10) indicates presence of about 45 g L−1 of Na, contributed mainly by sodium carbonate and sodium hydroxide. The reagent regeneration scheme discussed earlier focused on recovery of bulk of the Na values. The regeneration of reagents – Na2CO3 and NaHCO3 from the SDU barren was achieved with the addition of inexpensive chemicals like lime and carbon dioxide. The DCL liquor obtained after causticisation and freeze crystallisation of sodium sulphate was re-circulated to the grinding circuit. Recycle helped in conservation of Na values and also reduced the quantum of fresh process water. The regeneration scheme facilitated reduced requirement of the two lixiviants, Na2CO3 to 20 kg t−1 and NaHCO3 to 15 kg t−1 only. Experimental results indicated that 64% of the Na values could be conserved and recycled. The remaining 36% of Na includes those associated with sodium sulphate, SDU and losses in the filtration operation. The consumption of CO2 towards carbonation of DCL liquor was 10 kg t−1 of ore. The fresh water requirement was only 220 L t−1 of ore only.
Partial chemical characteristics (g L−1) of various products in reagent regeneration loop
By-products of reagent regeneration
The two byproducts obtained during the process of regeneration of the reagents – Na2CO3 and NaHCO3 are Glauber's salt and calcium carbonate. The purity of Glauber's salt was about 95% (Table 5). The total radioactivity contributed by Ra226, Th232, U235 and U238 was about 1 Bq g−1. The activity level is well within the acceptable limits for commercial utilisation. The calcium carbonate sludge is another byproduct generated during the reagent regeneration process with 98% purity. The impurities in CaCO3 sludge were U3O8 0·02%, SiO2 1·2%, Mo 0·01% and chloride 0·012%.
Effluents characteristics
The major effluents generated in the process flowsheet were leach residue and the solutes in wet filter cake. One of the important consequences of high temperature processing of ore in autoclave reactor is generation of stabilised tailings or leach residue. This mitigates, to a significant extent, further dissolution of constituents in the residue under normal weathering conditions. Effective washing scheme in belt filter minimised toxic discharge into liquid effluent.
Conclusion
A good understanding of the nature of uranium mineralisation and uranium process chemistry led to the development of well integrated specially engineered oxidative alkaline pressure leaching process to treat the low-grade uranium ore in the alkaline host rocks of stratabound type deposit of Southern Cuddapah basin in Southern India. The objective of making a techno-economically viable process flowsheet for this complex low-grade ore with very- to ultra-fine dissemination of uranium values in carbonate host matrix could be realised primarily by reducing the number of unit operations and conservation of leachants by regeneration and recycle. Effective recycle of process liquor led to minimisation of fresh water inventory as well as quantum of liquid effluent discharge. Inevitable chemical species namely sodium sulphate and calcium carbonate, in the process were converted to useful byproducts by carefully tailored sequence of chemical steps.
The hydrometallurgical process flowsheet developed comprises of (a) comminution to 85% by weight finer than 74 μm (b) oxidative leaching in an autoclave reactor with sodium carbonate and bicarbonate (fresh input of 20 and 15 kg t−1, respectively), (c) vacuum filtration cum counter-current washing under hot conditions (55°C) using a non-ionic flocculant, (d) recycle of leach liquor with partial bleed-out for direct precipitation of yellow cake as SDU, (e) regeneration cum recycle of lixiviants and (f) freeze crystallisation of Glauber's salt from the SDU barren.
The flowsheet gave final sodium diuranate product with U3O8 assay of 77% and overall recovery of about 68–70%. Two byproducts were obtained in the process scheme; they are Glauber's salt and calcium carbonate. The purity of Glauber's salt was about 95% and the total radioactivity, contributed by Ra226, Th232, U235 and U238 was about 1 Bq gm−1. The calcium carbonate product generated during reagent regeneration process was also highly pure, about 98%.
Footnotes
Acknowledgement
The authors are thankful to Dr Srikumar Bannerji, former Director, BARC and Mr Ramendra Gupta, former Chairman and Managing Director, Uranium Corporation of India Ltd Jaduguda, for their interest and encouragement during the course of this work. They are also deeply indebted to their colleagues at Mineral Processing Division (BARC) and Control Research and Development Department, UCIL, Jaduguda, for their analytical support.