
Abstract
In this study, a mathematical model was developed to describe the progress of the successive gas–solid reactions occurring in a porous pellet and the model was applied to hydrogen reduction of molybdenum disulphide in the presence of lime. To carry out a realistic modelling for the multi-step reactions, effect of the structural changes and non-isothermal conditions during the reaction within the pellet has been taken into account. The effect of structural change was implemented in the modelling through variation of the solid reactant grain sizes and effective diffusion. The results predicted by the model were evaluated and validated by comparing with the experimental data. Structural changes and non-isothermal conditions had no significant effect on the modelling results. Therefore, deviation of the model prediction from the experimental data can be ascribed to the side reaction occurring within the pellet. To compensate the effects of the side reaction, adapted parameters were obtained through the experimental data.
Introduction
An appropriate model for studying a solid pellet–gas reaction, where the pellet is formed by compaction of fine particles, is described as a grain or particle–pellet model (Szekely et al., 1976). Since the molar volume of the solid product is different from that of the solid reactant, the grain size and porosity of the pellet will change during the reaction. This variation will subsequently change the diffusional resistance of the pellet. A modified version of the grain model considers these structural changes (Garza-Garze and Dudukovic, 1982; Georgakis et al., 1977). In recent years, several studies have modelled the non-catalytic gas–solid reactions with structural changes and heat effects based on the grain model (Patisson et al., 1998; Niksiar and Rahimi, 2009; Khoshandam et al., 2005).
However, so far, all the previous studies have been conducted on simple reactions. There is no published work on the modelling of complex reactions covering the effects of structural change and heat balance. Hydrogen reduction of molybdenum disulphide in the presence of lime is a complex reaction that consists of at least two partial reactions as expressed by equations (1) and (2). The gaseous product from the first reaction (H2S) reacts with the solid reactant in the second reaction step (CaO) represented as follows


Afsahi et al. (2011) presented a mathematical model to predict the behaviour of a reaction represented in equation (3), a combination of reactions (1) and (2), within the pellet. They used the ideas developed by Sohn and Won (1985) for successive partial reactions. No adjustable parameters were used in the modelling procedure. Predictions derived from the model were compared with the experimental measurements (Afsahi et al., 2008a, b). Reaction between lime and the atmosphere was minimised during pellet making by taking the necessary precautions as described in the previous research (Afsahi et al., 2008a, b).
Predictions from the model exhibited some deviations from the experimental data arising from the simplifying assumptions. In the earlier reported modelling (Afsahi et al., 2011), impacts of the side reaction and structural changes were not considered and also the isothermal condition was assumed. The aim of this study is to improve the model by taking into account the effect of these additional factors.
Experimental
Samples of ultra-high-purity argon and hydrogen gases were used in the experimental procedures. Pure Ca(OH)2 was obtained from the Aldrich Company with 8 μm average particle size. The molybdenum sulphide powder with 99% purity and 44 μm average particle size was supplied by Alpha Aesar Company (Germany). The powder was ground in a ball mill to 1·778 μm average sizes with specific surface area of 5 m2 g−1 (Afsahi et al., 2008a, b). The grains of MoS2 mixed with fresh lime were obtained by calcination of Ca(OH)2 under an inert atmosphere with a temperature of 923 K. The mixture was shaped into cylindrical pellets by compacting the powder with a die press. The circumferential surface of the pellet was shielded by inserting it in a quartz ring of 13 mm inner diameter. This process facilitates the longitudinal mass transfer inside the pellet and subsequently simplifies the reaction modelling.
Experiments were carried out in a locally fabricated thermogravimetric assembly with the accuracy of l0 μg (Mettler Toledo balance, AB-S/FACT). The pellet with 13 mm diameter including lime and MoS2 mixture was placed in a nickel chrome-wire basket which was suspended from the balance by a nickel chrome wire. The temperature of the reactor was measured by a thermocouple (K type) placed under the basket. Before the experimental runs, the balance was calibrated using standard weights. The furnace was then brought to the proper position and the air in the balance chamber was flushed with argon (to less than 1% oxygen in the chamber space). The sample was heated under a continuous flow of 1000 mL min−1 of argon gas with temperature increasing at a rate of 7 K min−1 until the set point was reached. Two minutes later, argon gas flow was switched off and hydrogen was introduced, and the reduction in weight of the sample was recorded every 2 s. At the end of each run, the hydrogen flow was turned off and the sample was allowed to cool down under argon atmosphere. In all experiments, the hydrogen gas entered from the bottom of the furnace and was allowed to leave through the top of the apparatus. Details of the grinding process, pellet formation, and the experimental procedures for the study were described in a previous study (Afsahi et al., 2008a, b).
Mathematical modelling
Principle
The gas–solid reactions (1–2) were changed into the following general forms to simplify of the modelling


Considering the porous pellet composition as a uniform mixture of grains B and D (representing molybdenum disulphide and lime, respectively); each pellet has a volume of Vp and a superficial surface area of Ap, within which the gas–solid reaction represented by equation (3) is supposed to occur.
The X-ray diffraction data demonstrated the presence of calcium molybdate inside the pellet at the end of the reaction, but no reactant or molybdenum sulphide was found. Calcium molybdate was formed by oxidation through a side reaction occurring consecutively with the reaction (3), as expressed in equation (6) as follows
When hydrogen diffuses into the pellet containing CaO and MoS2, both reactions (3) and (6) can take place, depending on the local oxygen potential determined by the H2/H2O ratio at the site of the reaction. If lime is not able to absorb the H2S completely, then some portions of H2S as a product of reaction (1) can diffuse out of the pellet. Loss of hydrogen sulphide and water vapour from reactions (1) and (3) changed the pellet weight. Since reaction (6) consumes water vapour to form hydrogen, this oxidation reaction should increase the weight. Therefore, it can be concluded that the net weight loss of the pellet is diminished as a result of reaction (6).
In this work, a modified grain model for the complex reaction (3) was developed based on the following assumptions:
The pseudo-steady state approximation is suitable to predict the concentration of the gaseous species within the pellet.
Effective diffusivity of the gases within the pellet is the same for all components. This assumption simplifies modelling of the reactions behaviour (Won and Sohn, 1985).
Rapid mass transfer takes place between the external surface of the pellet and the bulk of H2 gaseous stream in the furnace.
Resistance to mass transfer is negligible in the product layer of the solid grains B and D.
The grains of the solid B are supposed to be non-porous; however, the grains of the solid D are assumed to be porous. Each grain of solid D is supposed to be composed of spherical non-porous sub-grains.
Side reaction (6) has a negligible effect on the main reaction (3).
Pore size distribution is mono-dispersed within the pellet.
Model equations
The considered model is a one-dimensional transient regime type; therefore, the variables and the parameters were presented as one-dimensional functions of H, coordinate in the longitudinal direction within the pellet and of the time t. The details of the dimensional mathematical modelling of the successive complex reactions have been described in the previous studies (Afsahi et al., 2011; Sohn and Won, 1985). Emphasis in this study is on the special aspects of the modelling, e.g. the effects of the energy balance and the structural change of the pellet during the reaction. Using the previous assumptions, mole and energy balance equations on a differential element of the pellet related to gaseous species can be written in dimensionless forms, as follows



The reduction rate of molybdenum disulphide by hydrogen, reaction (1), was found experimentally to follow nucleation and growth kinetics. This is a first-order reaction relative to hydrogen concentration, and relationship of the reaction rate constant with temperature was found as:
 with
with
 (Afsahi et al., 2008b). The reaction rate of hydrogen sulphide with lime, reaction (2), was found to be represented by the pore-blocking model (the pore-blocking constant, λ, is a function of temperature as shown in Fig. 1). This is a first-order reaction relative to H2S concentration, and relationship of the reaction rate constant with temperature was found as:
(Afsahi et al., 2008b). The reaction rate of hydrogen sulphide with lime, reaction (2), was found to be represented by the pore-blocking model (the pore-blocking constant, λ, is a function of temperature as shown in Fig. 1). This is a first-order reaction relative to H2S concentration, and relationship of the reaction rate constant with temperature was found as:
 with
with
 (Won and Sohn, 1985). The dimensionless local rate of the reactions (4) and (5) can be expressed as follows
(Won and Sohn, 1985). The dimensionless local rate of the reactions (4) and (5) can be expressed as follows
Pore-blocking rate constant (1/λ) as a function of temperature (Won and Sohn, 1985)
The dimensionless boundary and initial conditions for equations (7)–(11) are written as follows



Equations (7)–(11) together with the initial and boundary conditions (12)–(14) form the basic equations for a complete statement of the problem, and their solution yields valuable information about behaviour of the complex gas–solid reaction (3) under different conditions.
The overall change of solid B (XB) and solid D (XD) can be obtained by integrating the local conversion of the grains over the entire volume of the pellet. The fraction of the gas C (H2S) produced by reaction (1) which is captured by the solid D (CaO) can be calculated as expressed by equation (15)

The extent of the reaction or relative weight loss of the pellet (W), defined as the ratio of total weight loss at any instant to the initial weight of the pellet, can be obtained from equation (16)

Numerical solution
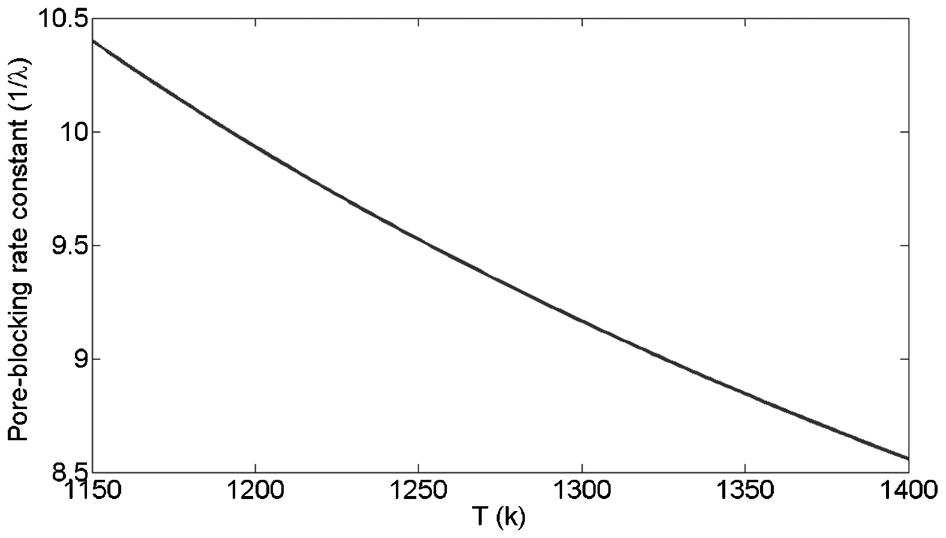
A program code was developed in MATLAB software, and the solution procedure of the problem described in the flow diagram is shown in Fig. 2. Since the circumferential surface of the pellet was isolated by a quartz ring, mass transfer inside the pellet can be approximated as a one-dimensional phenomenon. The height of the pellet was divided into 50 equal segments, and constant time steps were used in the calculations.
Solution procedure for solving the differential equations in the model
Solving the differential equations (7)–(11) numerically constrained by the initial and boundary conditions (equations (12)–(14)) resulted in χA, χC, θ, xB and xD versus t′ and h′. The coupled second-order ordinary and partial differential equations (7)–(9) were solved by the explicit finite difference method, and the Euler method was used for solving the first-order ordinary differential equations (10) and (11).
After solution, temperature and local fractional conversions are available at each h′ and t′, and the overall conversion of the solids B and D can be calculated by applying integration by Simpson's rule. Finally, the fraction of the gas C, fixed inside the pellet (F) and the relative weight loss of the pellet (W) were calculated via equations (15) and (16).
In the next sections, the calculation procedure related to energy balance and the effect of structural change are described. Details of the procedure for numerical solution can be found in previous studies (Afsahi et al., 2011).
Structural change calculations
The initial effective diffusivity can be obtained from equation (17) as follows (Wakao and Smith, 1962)

Since H2S is consumed in reaction (2), its concentration within the pellet is negligible and practically there are only two gases – hydrogen and water vapour – inside the pellet, and binary molecular diffusivity
 can be calculated from the Slattery and Bird formula (Slattery and Bird, 1958). Initial Knudsen diffusivity
can be calculated from the Slattery and Bird formula (Slattery and Bird, 1958). Initial Knudsen diffusivity
 can be calculated from various experimental methods such as mercury penetration porosimetry (Sohn and Won, 1985). A theoretical approach was developed to calculate Knudsen diffusivity based on the ‘dusty gas’ model, by considering that the gaseous components are diffusing in a pellet consisting of two different solid grains (Abolpour et al., 2011).
can be calculated from various experimental methods such as mercury penetration porosimetry (Sohn and Won, 1985). A theoretical approach was developed to calculate Knudsen diffusivity based on the ‘dusty gas’ model, by considering that the gaseous components are diffusing in a pellet consisting of two different solid grains (Abolpour et al., 2011).
Since the solid reactants and products have different molar densities, the size of solid grains B and sub-grains D probably undergo significant changes on reaction and the pellet porosity and thus the effective diffusivity of gases within the pellet are affected by this phenomenon. For the solid grains B and sub-grains D, radial position of the un-reacted cores B and D can be calculated using the un-reacted core model, represented by the following equations


Change of grain size can be calculated by simplification of the mole balance equations for the solid reactants B and D as follows:
Since, the porosity of the product layer of B (MoS2) can be assumed to be constant during the reaction, porosity of pure F (Mo) can be used in equation (20). Porosity of the F grains was calculated from the experimental work when hydrogen reduction of pure MoS2 (without CaO) was carried out (Afsahi et al., 2008b). Before starting the reaction, pure MoS2 pellet had 0·332 initial intra-pellet porosity. At the end of the reaction, pure Mo had 0·599 final porosity. Final Mo porosity is attributed to initial intra-pellet and intra-grain porosity. Therefore, assuming constant intra-pellet porosity during the reaction, the final porosity of solid F (intra-grain porosity of Mo) can be obtained by subtracting the final pellet porosity value (0·599) from the initial (0·332) pellet porosity values. Thus, 0·267 was obtained for ϵF (Afsahi et al., 2008b). The molar density of the sub-grains of CaS is more than that of CaO. Therefore, the final intra-sub-grain porosity of solid G is assumed to be zero. Using the assumption of ‘constant pellet volume during reaction’, instantaneous pellet porosity can be calculated from equation (22) as follows
Finally, the variable effective diffusivity may be calculated from the following relationship (Wakao and Smith, 1962)
This procedure was used for calculation of the effective diffusivity which changed with time and location within the pellet.
Results and Discussion
Effect of non-isothermal condition
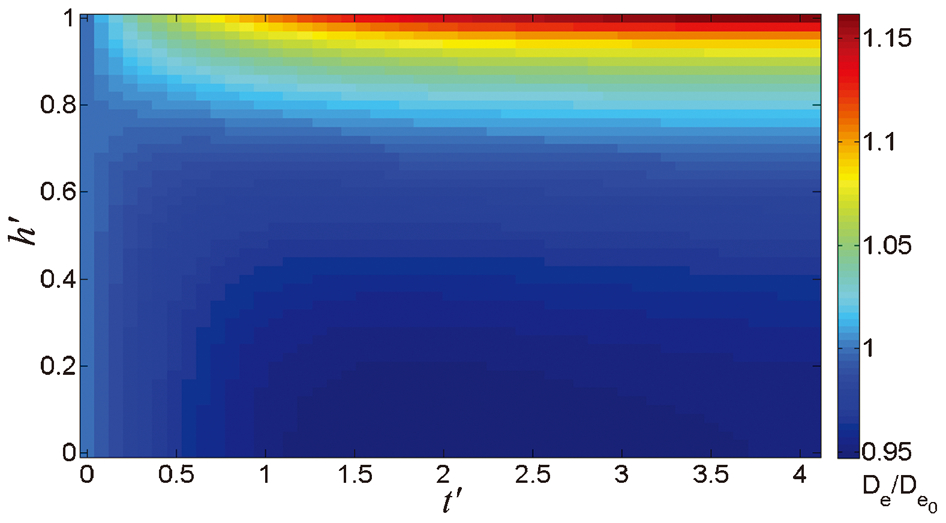
Figure 3 shows the spatial and temporal variation of temperature for pellets with 4 mm and 11 mm thickness, held at a nominal temperature of 1273 K, with pure hydrogen in the bulk gas, at a value of φ = 3.
Dimensionless temperature at different time and space in the pellets with 4 mm and 11 mm thickness at 1273 K, φ = 3 and pure hydrogen in the bulk gas
The colour figures are the three-dimensional ones. The abscissa and ordinate in these figures show the range of the two parameters and values of the third parameter shown in the margin of the figures as the third dimension. The latter dimension corresponds to a colour which is indicated as a special region within the figure.
As shown in Fig. 3, there is at most 0·380 (θ = 0·9997) and 2·16 K (θ = 0·9983) temperature difference between the middle (h′ = 0) and surface of the pellets (h′ = 1) with 4 and 11 mm thickness, respectively. A low temperature gradient indicates that an isothermal condition has been provided within the pellet during the reaction.
Effect of the structural change
Figures 4–7 indicate the effect of the structural change on a pellet with 4 mm thickness, under the presence of pure hydrogen within the bulk, φ = 3 at the temperature 1273 K. As can be seen from Fig. 4, the porosity of the pellet had a small change from uniformly
 before the reaction to a range of
before the reaction to a range of
 in the middle (h′ = 0) to 1·08 at the surface (h′ = 1) of the pellet, at dimensionless time equal to t′ = 4 corresponding to 1 h after the reaction commenced. In fact, porosity increased just 2% in the middle and 8% in the surface of the pellet at the end of the reaction (t′ = 4).
in the middle (h′ = 0) to 1·08 at the surface (h′ = 1) of the pellet, at dimensionless time equal to t′ = 4 corresponding to 1 h after the reaction commenced. In fact, porosity increased just 2% in the middle and 8% in the surface of the pellet at the end of the reaction (t′ = 4).
The ratio of radius to initial radius for solid grains B and sub-grains D and the ratio of porosity to the initial porosity of the pellet at different time and space in the pellet at 1273 K, φ = 3, and pure hydrogen in the bulk gas
The ratio of diffusivity to the initial diffusivity at different time and space in the pellet at 1273 K, φ = 3, and pure hydrogen in the bulk
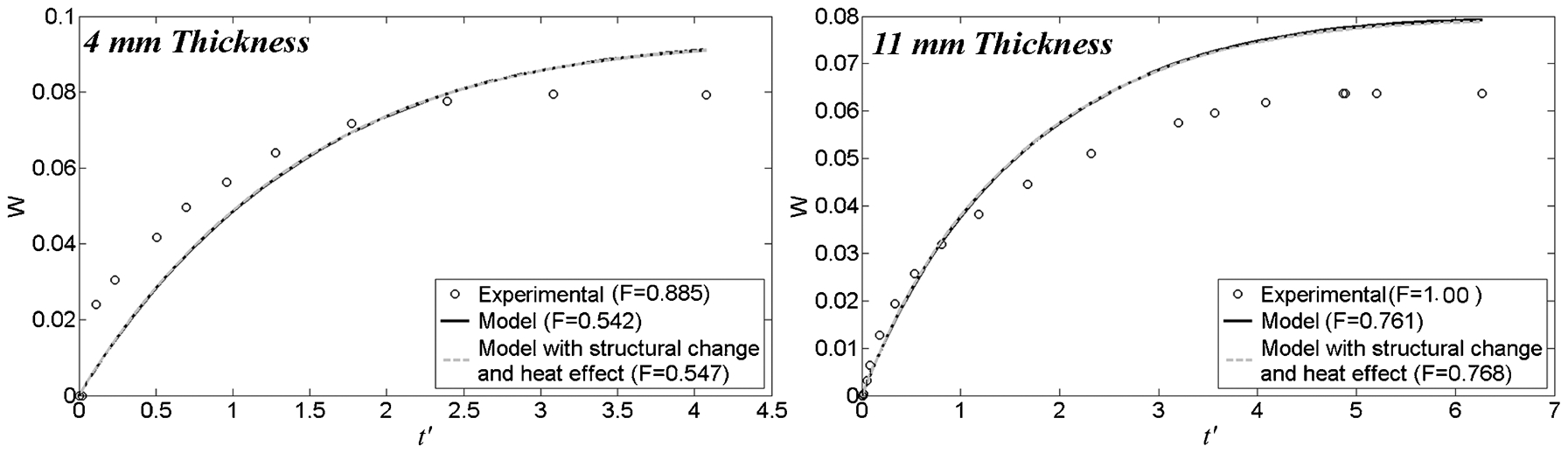
Effect of structural change and non-isothermal condition on the sulphur fixation and relative weight loss of the pellets with 4 mm and 11 mm thickness at 1273 K, φ = 3, and pure hydrogen in the bulk gas
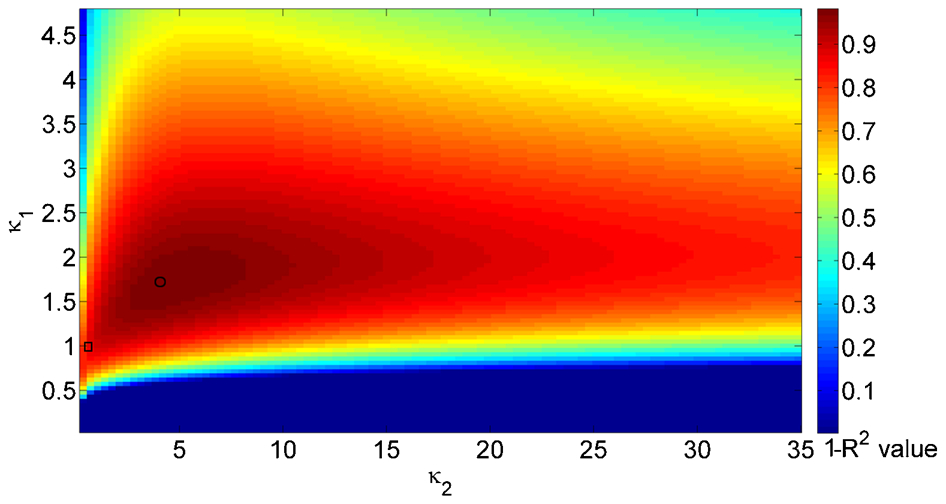
1−R2 values at different κ1 and κ2 for a pellet with 4 mm thickness, at 1273 K, 100% hydrogen concentration in the bulk gas, and φ = 3
It can be concluded from this argument that if there are two solid reactants, when porosity increases for one solid and decreases for the other, then the total porosity may change insignificantly, as is the case for the reaction in this study. During reaction, molar volume of the reactant D increases and this value decreases for the other reactant. Thus, the size of the calcium oxide sub-grains is increased and that of molybdenum sulphide is reduced (Fig. 4). Porosity of the solid reactant changes inversely with change in the solid size. Since, size of the calcium oxide grains is increased and size of the molybdenum disulphide grains is reduced during the reaction, therefore, net value of the porosity has a small change. Therefore, the effective diffusivity does not change very much as it is shown in Fig. 5 and we can conclude that structural change does not significantly impact the reaction behaviour. Figure 6 shows the result of the modelling under two different conditions (the pellets with 4 mm and 11 mm thickness at 1273 K, φ = 3 and under the presence of pure hydrogen in the bulk) (Afsahi et al., 2011). As it can be seen from Fig. 6, implementation of the non-isothermal condition and structural change does not improve the predictions significantly.
Effects of the side reaction
As structural change and non-isothermal conditions have been shown to have a negligible effect on the relative weight loss and sulphur fixation within the pellet, the side reaction (6) should be the main factor for deviation of experimental observations from the model results.
Reaction (6) is assumed to occur, even if only to a small extent, along with reaction (3). It is important to consider the effect of reaction (6) in the modelling. MoS2 and CaO are both consumed through the side reaction (6) and the consumption of these reactants depends on the ratio of the water vapour to the hydrogen levels (representing the effective local partial pressure of oxygen) and the variations in this ratio under different conditions were employed experimentally. Therefore, both reactions (1) and (2) are affected by reaction (6). The contribution of reaction (6) on reactions (1) and (2) is relatively complex, especially as there is no information available about the kinetics of this reaction. Therefore, effect of the side reaction is taken into account by modification of the rate constant pre-exponential factors of reactions (1) and (2) in the model by adapting the model to the experimental data. New rate constants are made by multiplication of correction factors, κ1 and κ2, and the experimental rate constants
 and
and
 as follow
as follow


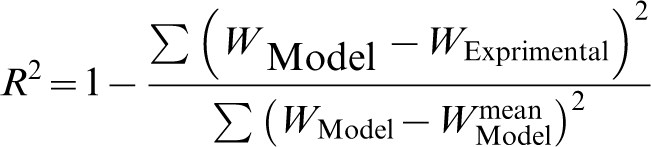
The correction factors under different conditions are obtained by finding values that minimise the value of R2 in equation (26) below
The side reaction in the model is complex and therefore, two correction factors of κ1 and κ2 are used for considering the effects of the side reaction on reactions (1) and (2). Since the kinetics of the side reaction are affected by experimental conditions, κ1 and κ2 need to be varied for different conditions. Figure 6 shows the 1−R2 values for an experiment with a 4-mm-thick pellet, pure hydrogen in the bulk gas, and φ = 3. The best fitness between experimental data and model prediction in this figure are at κ1 = 1·52 and κ2 = 4·53 with 1−R2 = 0·958 (this point has been shown as a circle in the figure). This condition can be compared with a no side reaction condition (κ1 = 1 and κ2 = 1 is shown with a square marker in the figure). In fact, the effect of side reaction can be revealed by comparing 1−R2 values of these two conditions.
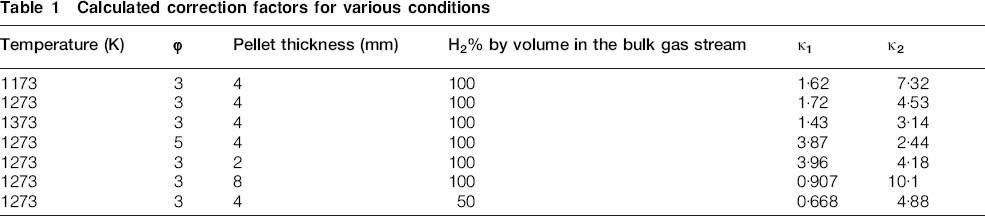
The correction factors of κ1 and κ2 were calculated for different temperatures, pellet thickness, ratio of molar quantities of solids B and D and hydrogen concentration. The calculated values for a minimum value of R2 are given in Table 1.
Calculated correction factors for various conditions
Relative reactivity of solid D to B (ξ), dimensionless time and the generalised gas–solid reaction modulus (si) (ratio of the reduction rate to the diffusion rate within the pellet) are parameters depending on the rate constants of reactions (1) and (2) that will change with modification of the pre-exponential factors,
 and
and
 . Using the correction factors, κ1 and κ2, the rate constants increase and reaction rates improve more than diffusion rate within the pellet and consequently the solid reaction modulus (si) increases during the reaction. Since the values of κ1 are generally different from κ2, dimensionless reactivity ratio (ξ) will change after the correction. Values of the modified ξ, sB and sD at different conditions are shown in Figs. 8–12. In order to show fitness between modelling prediction and the experimental data, the degree of fitness has been calculated for each figure and the value of this deviation was inserted in the caption of the figures.
. Using the correction factors, κ1 and κ2, the rate constants increase and reaction rates improve more than diffusion rate within the pellet and consequently the solid reaction modulus (si) increases during the reaction. Since the values of κ1 are generally different from κ2, dimensionless reactivity ratio (ξ) will change after the correction. Values of the modified ξ, sB and sD at different conditions are shown in Figs. 8–12. In order to show fitness between modelling prediction and the experimental data, the degree of fitness has been calculated for each figure and the value of this deviation was inserted in the caption of the figures.
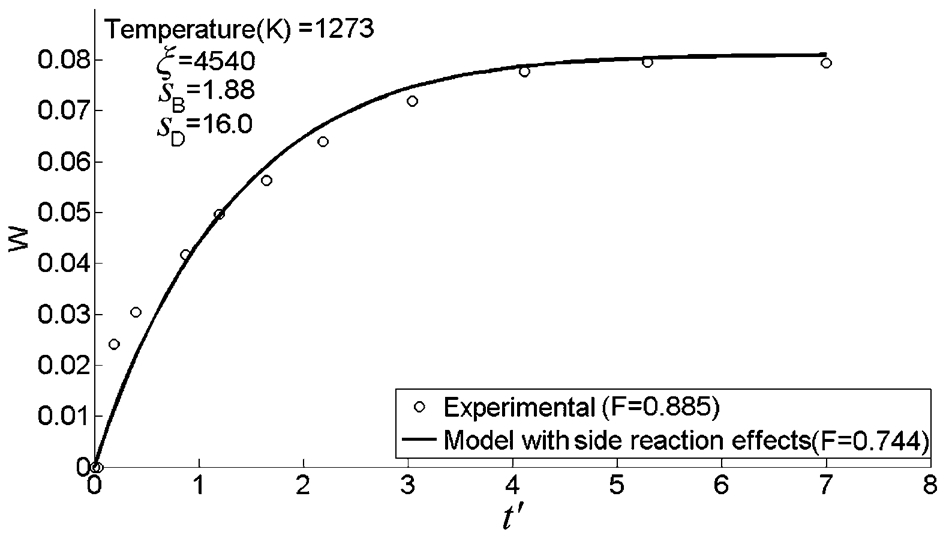
Effect of temperature on the predicted values (1−R2 = 0·958) and experimental data of the relative weight loss and sulphur fixation at 4 mm thickness of the pellet, 100% hydrogen concentration in the bulk gas, and φ = 3
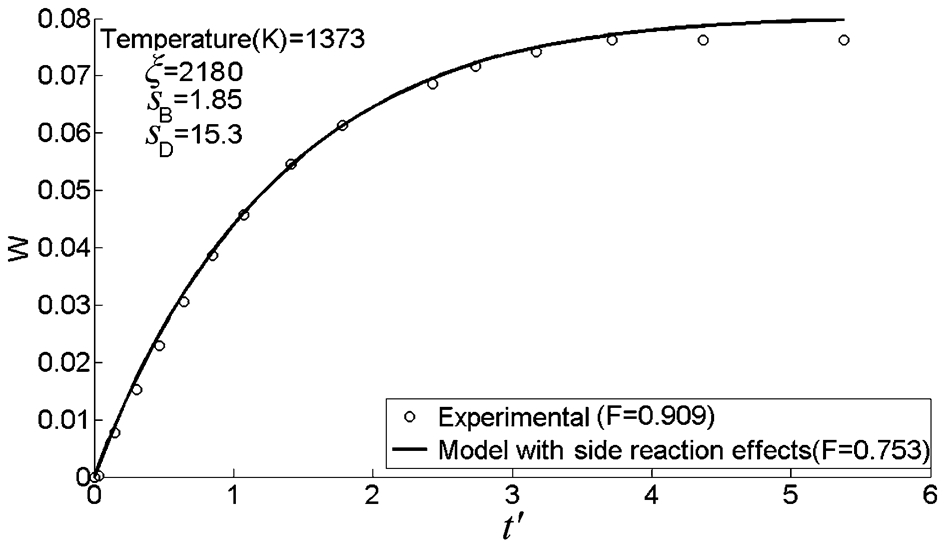
Effect of temperature on the predicted values (1−R2 = 0·979) and experimental data of the relative weight loss and sulphur fixation at 4 mm thickness of the pellet, 100% hydrogen concentration in the bulk gas, and φ = 3
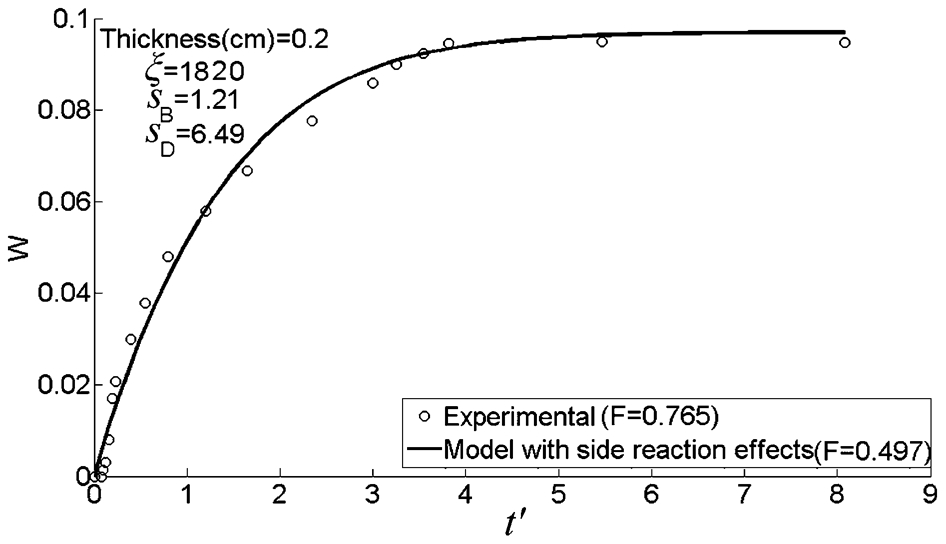
Effect of pellet thickness on the predicted values (1−R2 = 0·969) and experimental data for relative weight loss and sulphur fixation at 1273 K temperature, 100% hydrogen concentration in the bulk gas, and φ = 3
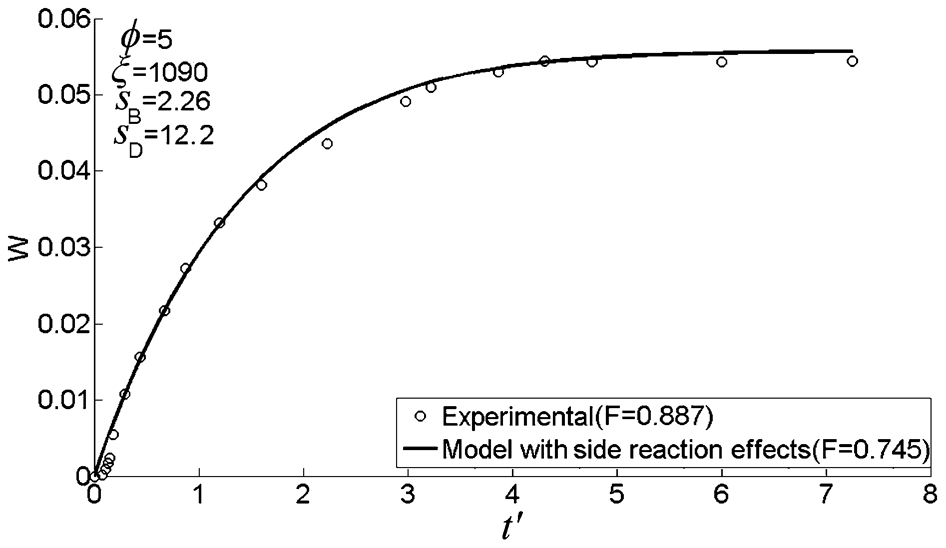
Effect of solids mixing ratio on the predicted values (1−R2 = 0·959) and experimental data for relative weight loss and sulphur fixation at 1273 K, 4 mm pellet thickness, and 100% hydrogen concentration in the bulk gas
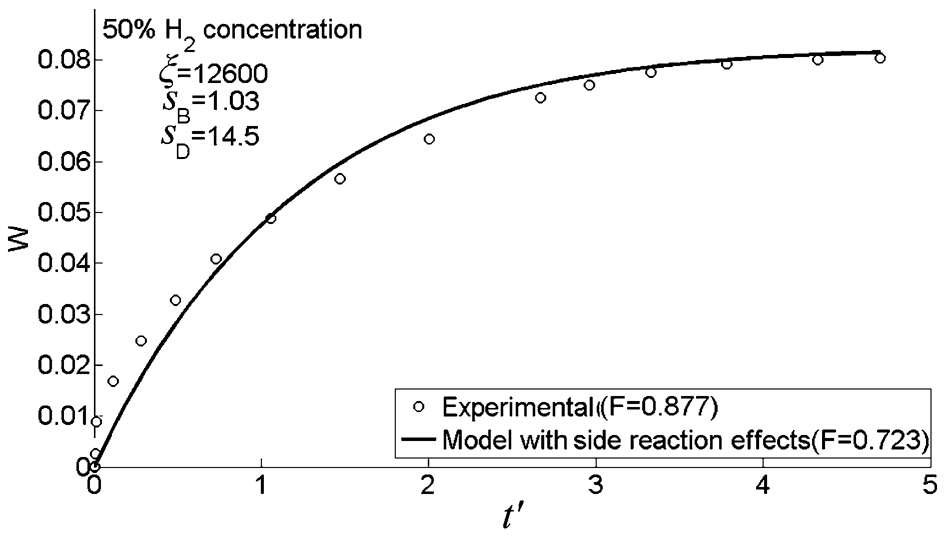
Effect of hydrogen concentration on the predicted values (1−R2 = 0·948) and experimental data for relative weight loss, normalised weight loss and sulphur fixation at 1273 K temperature, 4 mm pellet thickness, and φ = 3
Evaluation of the model
The model predictions with the modified rate constants are presented in Figs. 8–12 for different conditions. In the figures, the relative weight loss of the pellet is shown by W and the overall amount of initial sulphur that is fixed inside the pellet is shown by F. As it can be observed in the figures, the modified model can predict the experimentally observed behaviour of the reaction quite well.
Conclusion
This study modelled mathematically a multi-step non-catalytic gas–solid reactions in which gaseous product of the first reaction react with a second solid. Using this model, the effects of solid structural change and non-isothermal conditions were taken into account in this kind of reaction. This model was used for direct reduction of molybdenum sulphide by hydrogen and the predicted results were evaluated and validated by experimental data. The main conclusions were as follows:
Since few solid reactants were employed in the experiments and reaction (3) had relatively little heat of reaction, non-isothermal conditions did not have a significant effect on the reaction.
As the MoS2 grains decreased in size, that of the other solid reactant (CaO) increased. Therefore, net porosity of the pellet was not altered significantly and structural effects had no bearing on the reaction. As a general concept, structural change has a significant effect on the reaction when both solid sizes are either decreased or increased during the reaction.
The main reason for the discrepancies between the modelling and the experimental data can be attributed to the effect of the side reaction. Since, the kinetic data for the side reaction were not available and the influences of reaction (6) over reactions (1) and (2) were not completely clear, the effect of the side reaction was taken into account by adjusting the rate constant of pre-exponential factors of reactions (1) and (2) in the model by adapting the model to fit with experimental data. The modelling data, using adjusted parameters, were in good accordance with the experimental data.
List of symbols
External surface area of the pellet
Number of moles of solid B reacted per mole of gas A in reaction (4)
Molar concentrations of gases A, C, and E, respectively
Molar concentrations of gases A and C in the bulk, respectively
Stoichiometric coefficient in reaction (4)

Effective heat capacity of the pellet
Variable effective diffusivity

Initial effective diffusivity
Molecular diffusivity

Initial Knudsen diffusivity
Stoichiometric coefficient in reaction (5)
Stoichiometric coefficient in reaction (5)
Fraction of gas C captured by solid D, defined by equation (15)
Shape factors of the solid grains B and sub-grains D, respectively
Shape factor of the pellet ( = 1, 2, and 3 for flat plates, long cylinders, and spheres, respectively)
Distance coordinate in height direction in the pellet
Dimensionless distance coordinate in the pellet defined as:
Heat of reactions (1) and (2), respectively
Equilibrium constants for reaction (4) and (5), respectively
Reaction rate constants for reactions (4) and (5), respectively
Real values of pre-exponential factors obtained through experimental work

Modified pre-exponential factors
Effective thermal conductivity of the pellet
Atomic or molecular weight
Thermal modulus for solid B and D, respectively, defined as

Radius of the solid grains B and sub-grains D, respectively
Initial radius of the solid grains B and sub-grains D, respectively
Radial position of reaction front in solid grains B and sub-grains D, respectively
Generalised gas– solid reaction modulus for solids B and D, respectively, defined as:
System temperature
Bulk temperature
Dimensionless time defined as:

Volume of pellet
Fractions of pellet volume initially occupied by solids B and D, respectively
Relative weight loss of the pellet defined by equation (16)
Overall conversions of solids B and D, respectively, defined as

Local values of the fractional conversions of solid reactants B and D, respectively
Greek symbols
Variable porosity of the pellet
Initial porosity of the pellet
Final intra-sub-grain porosities of solids G and intra-grain porosities of solid F, respectively
Ratio of one order rate of reaction (1) to the one dimensional effective heat diffusivity on the pellet, defined as:
Dimensionless temperature, defined as:
Side reaction effect factors for reactions (1) and (2), respectively
Constant defined in Fig. 1
Ratio of reactivity of solids D and B, defined as:
True molar densities of solids B and D, respectively
Molar densities of solids G and F, respectively
Ratio of molar quantities of solids B and D, defined as:
Dimensionless concentrations of gases A and C, respectively, defined as

Footnotes
Acknowledgement
This work was supported in part by the Sarcheshmeh copper company and the authors express their gratitude to this company and particularly to their R&D centre personnel for their cooperation.