
Abstract
The generation of sufficient melt of appropriate properties is essential for the transformation of a blended sinter mix bed into a bed composed of large discrete sinter particles. For a chosen sinter mix, melt properties are determined by the quantity of heat transferred from the moving flame front and the chemical properties of the bed. Temperature-time profiles from embedded thermocouples are used to assess the transferred heat. From considerations of melt initiation and solidification temperatures, a critical sintering reaction area in the profiles is defined. The area is about three times the flame front area as it includes high temperature regions outside the front. It represents the total amount of heat available to the material in the partially molten state. Reasonable correlations are obtained between this area and the tumble strength of the sinter product. Temperature–time profiles are quite variable and strong correlations cannot be expected.
Introduction
Iron ore sintering is used to produce a suitable product for the direct reduction/smelting reactions in an ironmaking blast furnace. The sintering process involves injecting sufficient heat into the surface of the blended sinter mix bed on a moving strand to cause the ignition of coke particles and the formation of a flame front. A pressure drop applied across the bed causes the flame front to descend through the bed. Within the flame front, heat is used in melt generation and endothermic reactions, and the rest is transferred by the flowing gases to regions below the leading edge of the flame front. Ideally, if there are no heat losses, the injected heat passes down the bed and is used to raise regions ahead of the front to coke ignition temperatures. The heat required for reactions and melting is supplied by the coke. The flame front inches downwards when this convected heat raises the thin region just ahead to coke ignition temperatures. It is generally assumed that coke particles are fully consumed at the trailing edge of the front. Some distance away from this edge, with falling temperatures, the melt solidifies and different minerals and phases precipitate out.
Clearly, melt formation is a requirement in sintering. The formation of melt results in material flow and coalescence (the merging or ‘pulling’ of material into discrete entities), which transforms the particulate bed into a structurally heterogeneous bed composed of large voids and dense lumps (Loo and Heikkinen, 2012). The efficiency of the flow and coalescence processes, which involve a three-phase solid–melt–gas mixture, influences the structure of the sintered bed and the size distribution of the disintegrated bed product. The assimilation of solids (Loo et al., 1992a) into melt does not take place until a certain threshold temperature is reached. Above this temperature, the volume of melt formed is strongly dependent on maximum temperature and the time available (residence time) for assimilation. Increasing the melt content of the three-phase mixture reduces its apparent viscosity, and results in more effective material flow and coalescence. All naturally occurring iron ores contain porosity and, in the flame front, a proportion of this is transferred to the melt as bubbles. When they coalesce and leave the melt, material densification occurs (Loo and Heikkinen, 2012). In summary, the bed transformation process is very complex because the solid, melt and gas content of the partially molten mix changes continuously.
In the earlier papers (Loo and Dukino, 2014a, 2014b), studies were directed at understanding flame front properties and the heat transferred to the material from the flame front. It was also shown that flame front properties influence sinter strength (Loo and Dukino, 2014a). As the ultimate aim of sintering is to produce a quality blast furnace feed, heat input must be considered from the sinter quality perspective. Standard tests are commonly used to assess sinter quality. In a laboratory, after the shattering of the sintered bed and screening of the product into various sized fractions, aliquots are removed and reconstituted to reflect the original size distribution. Fifteen kilograms of this material are used for the determination of its ISO tumble strength (ISO 3271, 2007). Other standards aimed at quantifying sinter quality are also available, and they include chemical composition [for example total iron determination (ISO 2597-2, 2008)], reducibility (ISO 4695, 2007), and low-temperature reduction-disintegration (ISO 4696-1, 2007). The latter two tests involve 500 g of tightly defined size range material.
Outside but near the flame front, temperatures are still high enough to influence sinter quality, in that the assimilation of solids, the flow and coalescence, and densification processes are still active in the three-phase mixture. In considering sinter quality, these regions must be included to obtain realistic measures of the critical heat transferred to the bed during sintering.
Sintering reactions
An early study showed that the solid-state reaction between calcium oxide and iron oxide to form CaO–Fe2O3 starts when bed temperature reaches around 1205°C (Phillips and Muan, 1958). A recent study has shown that at a range of oxygen partial pressures, calcium ferrites of different compositions, a very important sinter component, can form in the solid state at 1000°C (Jeon et al., 2011). Other studies have shown that a certain type of silico ferrite of calcium and aluminium (SFCA) forms from reactions between Fe2O3, 2CaO·Fe2O3, and SiO2 on heating from 1054 to 1119°C (Webster et al., 2012). Some of these products undergo incongruous melting with further temperature rise. The formed melt then commences to assimilate solids in its vicinity (Loo et al., 1992a). The amount of melt generated in sintering is strongly dependent on temperatures and also the properties of the iron ores in the blend.
Figure 1 shows polished sections of the three main Australian iron ore types. The properties of these ores are quite different. Brockman ore is essentially a microplaty haematite, porous martite ore and is more porous than many commercially dense haematite ores (e.g. from South Africa and Brazil). Marra Mamba ore contains significant amounts of martite and goethite, and their proportions can vary depending on the area mined. Pisolite ore is composed of dense vitreous goethite, hydrohaematite and ochreous goethite cemented by porous vitreous–ochreous goethite. Pisolite ore is the most porous, while Marra Mamba ore is more porous than Brockman ore. Goethite and hydrohematite dehydrate ahead of the flame front to form porous micrometre-sized spherules of haematitehematite (pseudo-relict haematite), which assimilate into melt very readily (Loo, 1991a; Loo et al., 1992b). For this reason, pisolite ore is the most reactive during sintering and the sinter formed from this ore has only minor amounts of pseudo-relict haematite.
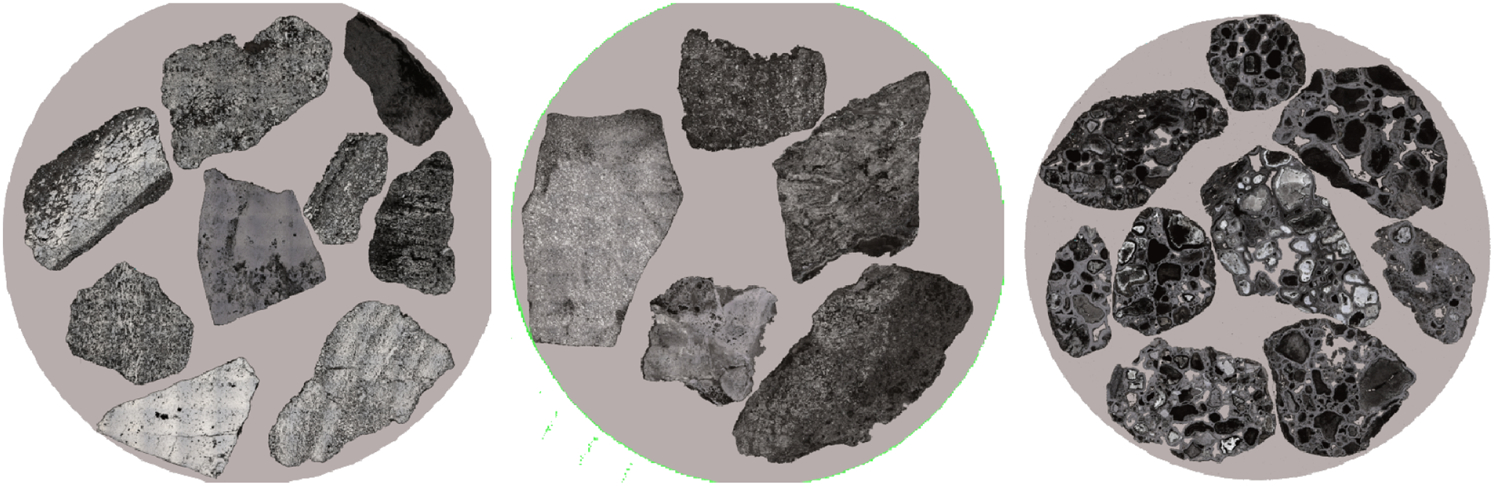
Australian iron ore types (left, Brockman; middle, Marra Mamba, and right, pisolite). The particles are +6·3 −8·0 mm (size range) and the width of the resin blocks is 40 mm
Figure 2 shows a number of sinter particles. Structurally, sinter is composed of unreacted material bonded by solidified melt (or bonding phases). Several of the sinter particles shown have dense white regions, which are unreacted (primary) haematite ore. There are smaller grains of primary haematite in the bonding phases that are not visible at this magnification. Particles composed of only bonding phases can vary in porosity depending on the iron ore type assimilated into melt and local bed temperatures (Loo and Ellis, 2014). At increased magnification, Fig. 3 shows the most common minerals and phases (primary and secondary haematites, magnetite and SFCA) found in sinter produced from a typical Asia-Pacific sintering blend using currently available iron ores. These mineral and phases precipitate out of the melt at different times following the departure of the flame front. Currently, ores containing goethites are a significant component of most ore blends in the Asia Pacific. Some pseudo-relict haematite is shown in the figure. The increased level of porous ores also means that present day sinters contain less primary haematite and increased levels of precipitated phases and minerals such as SFCA and secondary haematite. The primary haematite, SFCA and magnetite contents of sinter are also strongly dependent on the amount of heat transferred to the bed. From the consideration of melt flow and coalescence and sinter petrographic composition, it is clear that a full understanding of the sintering process cannot be achieved without a proper understanding of heat transferred to the bed during the critical melt formation period.
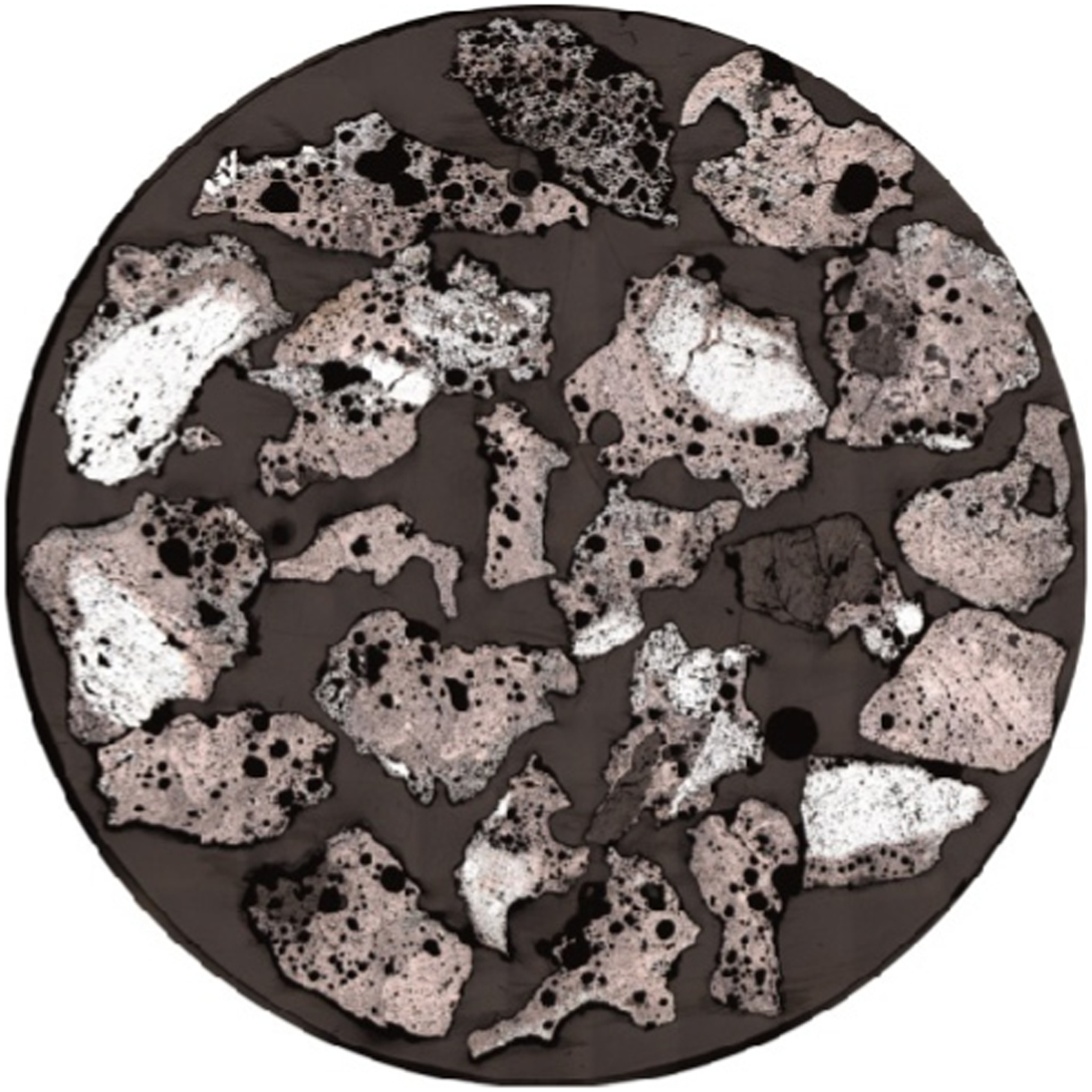
Sinter particles composed of only bonding phase and with primary haematite (white). The sinter particles are −6·3 +4 mm (size range) and the width of the resin block is 40 mm
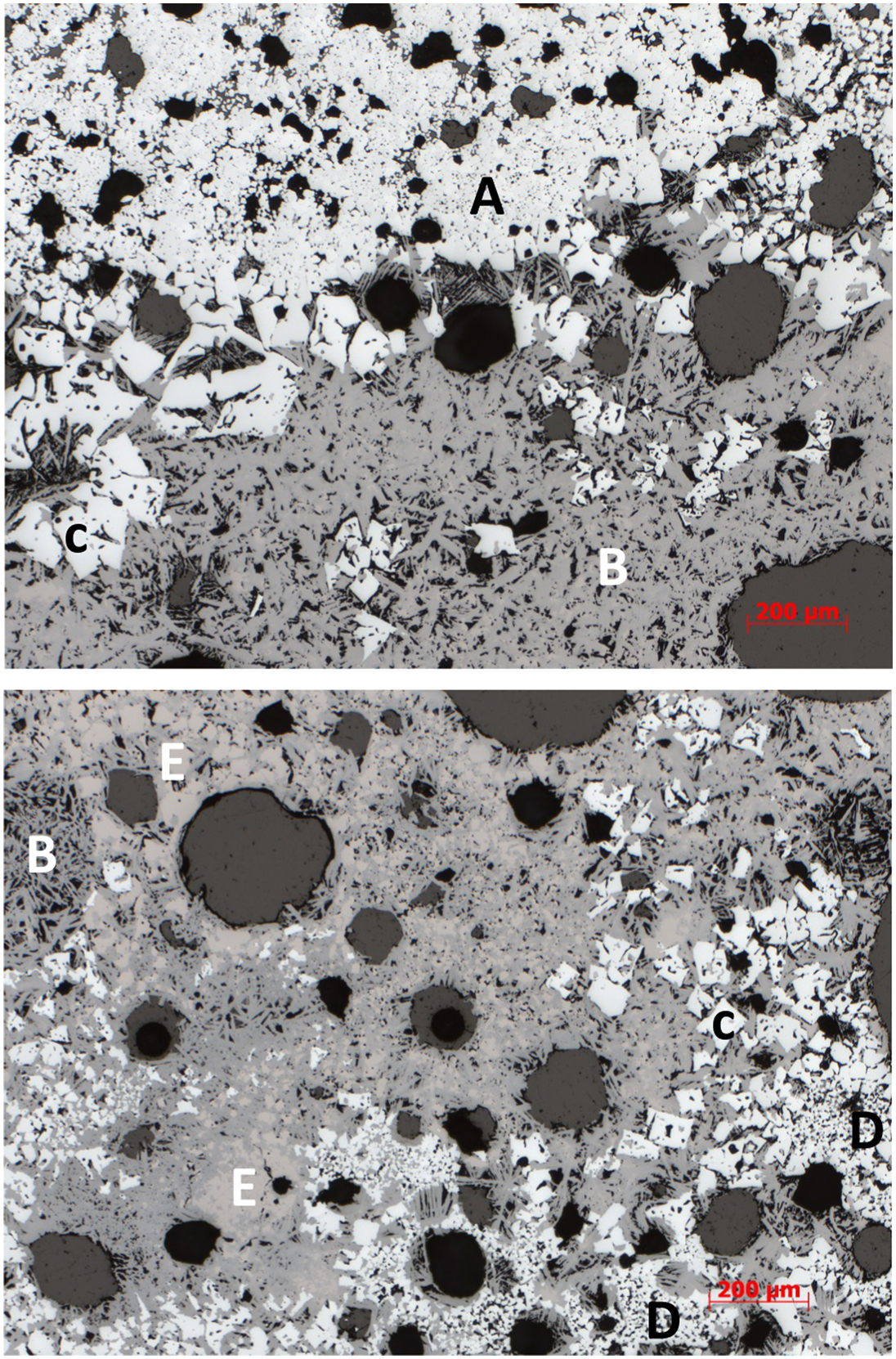
Common minerals and phases in iron ore sinters. A, primary hematite; B, SFCA; C, secondary hematite; D, pseudo-relict hematite; E, magnetite in SFCA, the rounded structures are large pores which have been resin-filled
Bed temperature–time profiles
Embedded thermocouples were used in this work to obtain information on bed temperatures (Loo and Dukino, 2014a, 2014b). A temperature–time profile is obtained when the flame front traverses the thermocouple tip. Maximum temperatures reached during sintering can be close to 1400°C. In addition to the flame front region (Loo and Dukino, 2014b) in Fig. 4, a reaction area is also identified to indicate the region where melt is present. It is assumed that melts do not form until temperatures have reached over 1000°C and the formed melt is fully solidified when temperatures have fallen to this value. On this basis, this region could possibly have a greater influence on sinter properties than the flame front region. The shaded region above 1000°C is a function of both time and temperature and will be proportional to the heat transferred to the bed during the critical period when melt is present and the bed is still transforming. A previous study (Loo et al., 2012) used 1100°C rather than 1000°C, but this is not an issue because the exact temperature of melt formation and solidification is difficult to define.
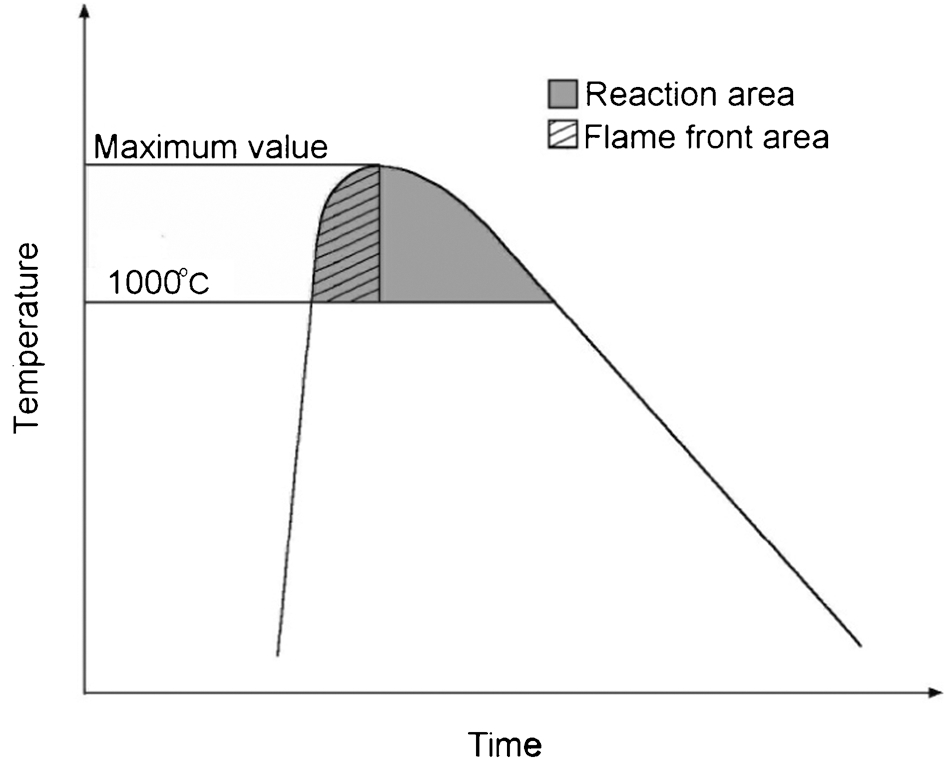
The use of bed temperature profiles to define flame front and reaction areas
Several studies have considered the influence of reaction area on sinter strength (Loo et al., 2012; Nasuno et al., 1982; Yasumoto and Tanaka, 1982). The maximum temperature reached during sintering has also been found to influence sinter FeO value (Nasuno et al., 1982), because the thermal decomposition of haematite (Fe2O3) to magnetite (Fe2O3·FeO) increases with temperature. Cooling rate from maximum temperature to solidification temperature has been cited as being important to reduction degradation, possibly because it influences the properties (e.g. grain size and assemblage) of the minerals and phases that precipitate out of the melt. Cooling rate can also influence residual stress levels in sinter.
The same 23 reported sinter pot tests discussed in the first two papers of this series (Loo and Dukino, 2014a; Loo and Dukino, 2014b) are analysed in this paper. As in the earlier paper (Loo and Dukino, 2014b), temperature–time profiles from three thermocouple located at different positions were used to obtain averaged values for the bed. Figure 5 shows the relationship between average reaction area and flame front speed (from Loo et al., 2012). All areas were determined using an integration function in SigmaPlot, which is a scientific data analysis and graphing software package. The trend of smaller area with increasing flame front speed is to be expected. Figure 6 shows that the reaction area is about three times larger than the flame front area (Loo and Dukino, 2014b). This is because the gradient of the heating section of the curve is very much steeper than that of the cooling section. There is a proportional relationship between the two parameters. In both Figs. 5 and 6, the drawn dotted lines indicate a wide spread in results. If data points close to the dotted lines are considered outliers then a more definitive trend emerges in each figure.
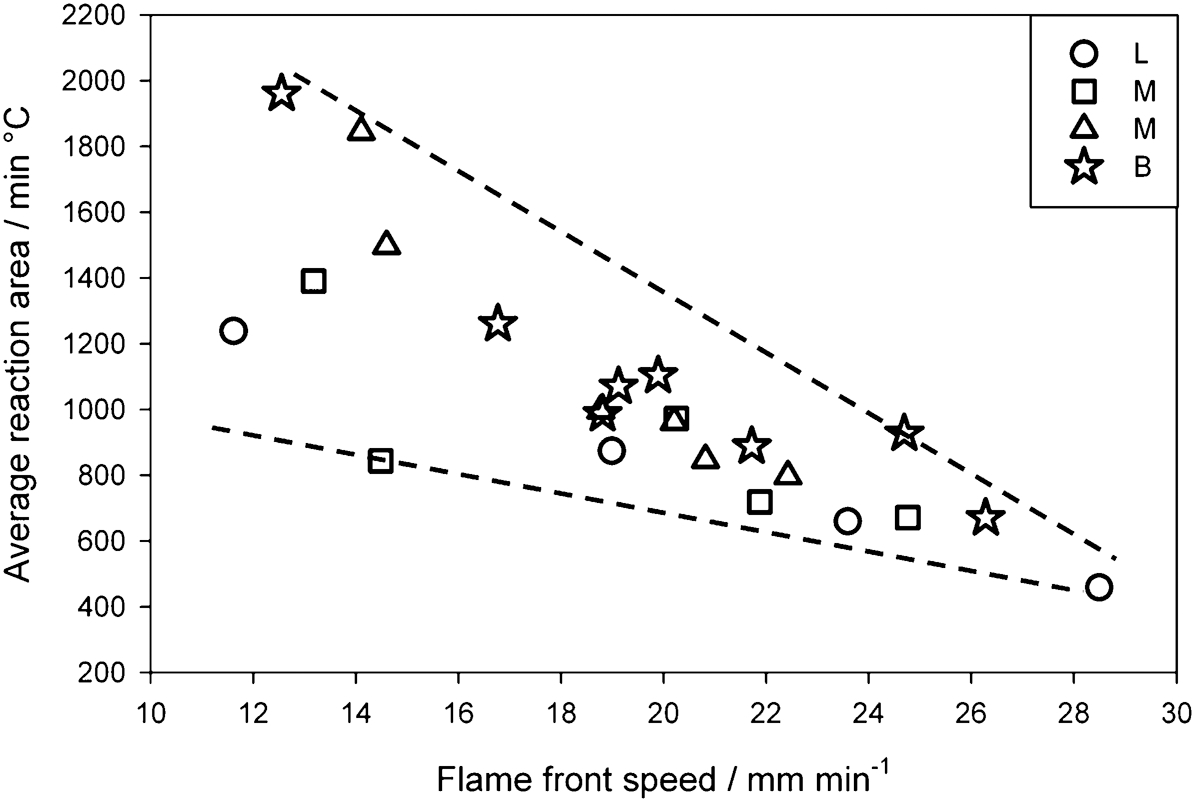
Effect of increasing flame front speed on average reaction area
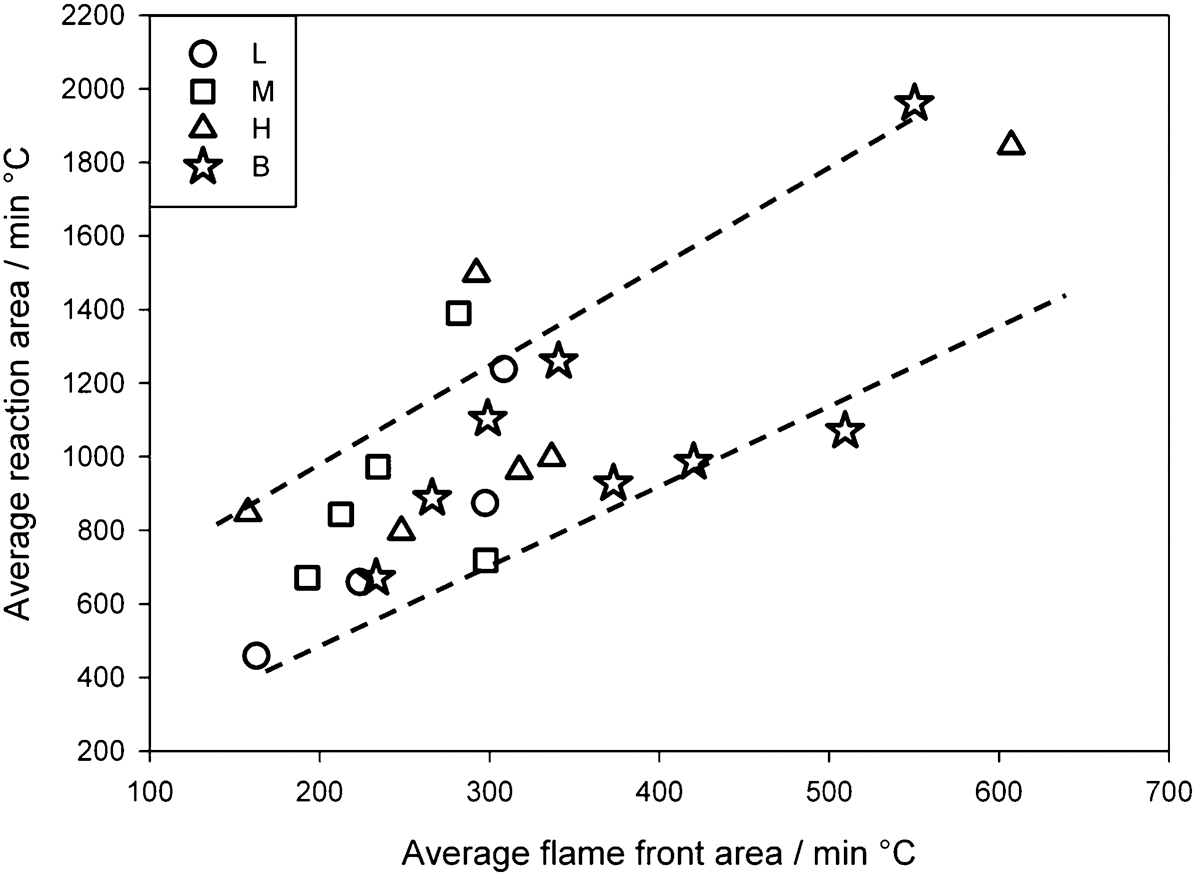
Relationship between average flame front and reaction areas
In Fig. 7, the factors likely to have a strong impact on sinter yield and tumble strength are considered (from Loo et al., 2012). Both average flame front and reaction areas are considered. Dotted and solid lines are used to indicate strong and indicative trends. These figures show that yield and tumble strength are the highest for the densest mix. For the other mixes, there is no clear trend to indicate that changing bulk density had an impact on results. Another overall conclusion that can be drawn is that trends are more evident when correlating against tumble strength rather than yield. Figure 7b shows that tumble strength is strongly dependent on flame front speed. It also appears that improved correlations with sinter strength are obtained using average reaction area rather than average flame front area; this is not surprising.
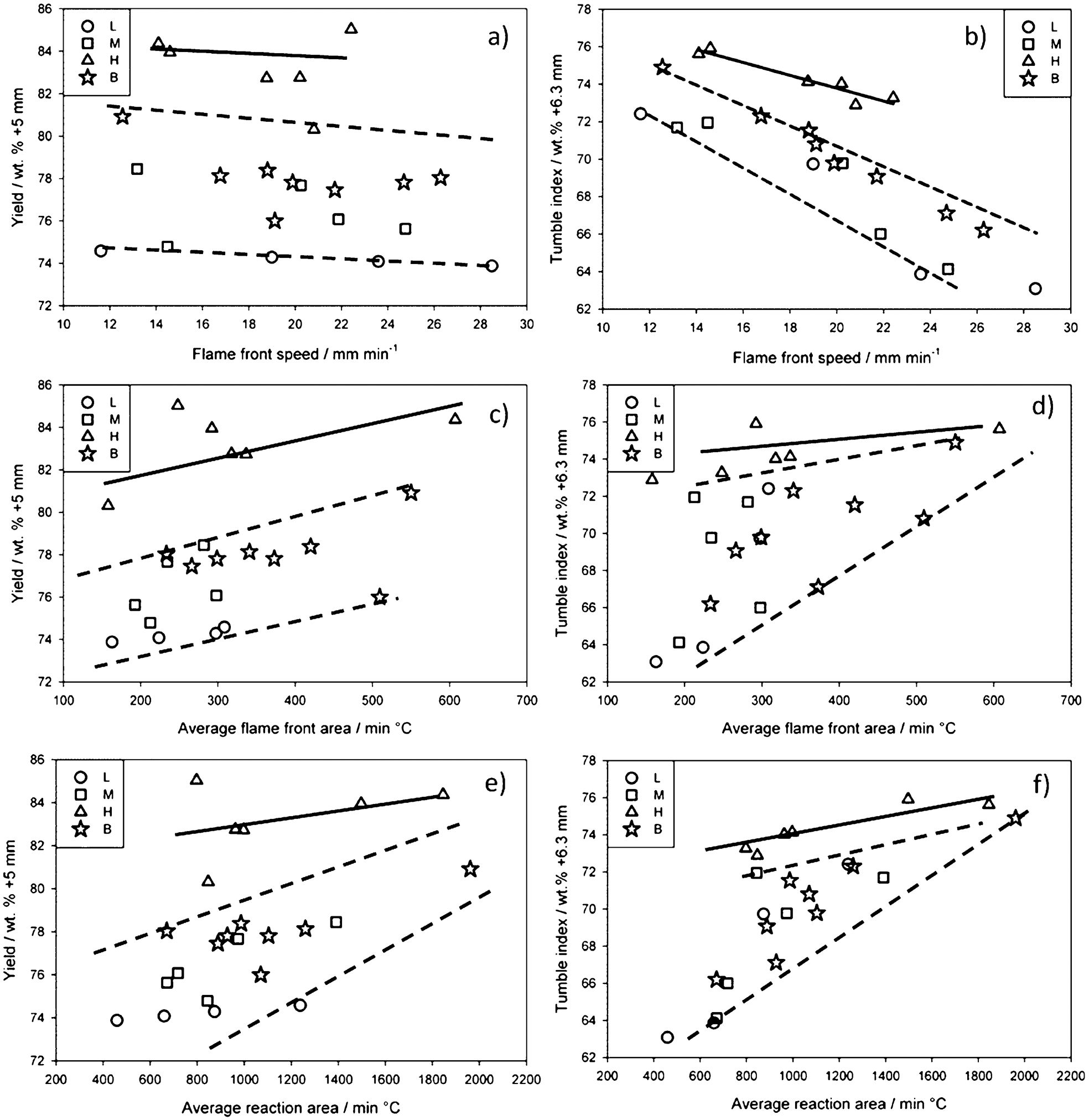
Dependence of sinter yield and tumble strength on flame front speed, average flame front area and average reaction area
Discussion
Iron ore sintering is a very complex process, dependent on bed properties and also sintering conditions. The flame front is obviously the critical zone in the bed as it is here that melt is generated and with that the flow and coalescing of material leading to the transformation of the homogeneous particulate bed into a heterogeneous bed composed of large sinter particles and voids. As the flame front departs, the melt solidifies, precipitating out minerals (e.g. haematite and magnetite) and phases (e.g. SFCA and glass). In the process, unreacted iron ore particles are captured and bonded securely into the developing sinter structure.
Table 1 shows a summary of the flame front parameters and the factors that determine sinter composition and properties. The second row lists the three parameters that define a flame front. From earlier discussions, maximum flame front temperature is clearly an important parameter. It not only influences post-ignition airflow but also the amount of heat transferred to the bed. Earlier results (Loo and Dukino, 2014a) clearly show that higher temperatures lead to increased sinter tumble strength. The other two parameters of the flame front that influence heat transfer to the bed are its thickness and speed. Later results (Loo and Dukino, 2014b) indicate that flame front thickness decreases with increasing flame front speed.
Summary of factors governing flame front and sinter properties
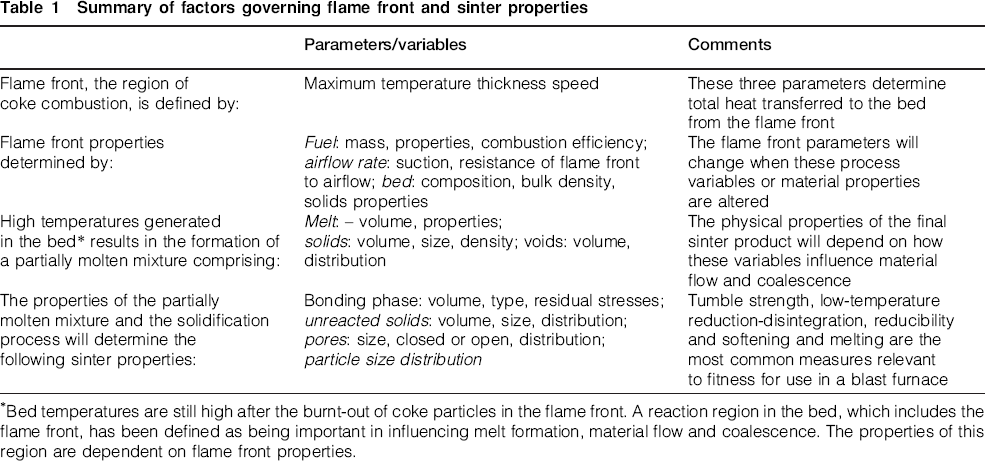
Bed temperatures are still high after the burnt-out of coke particles in the flame front. A reaction region in the bed, which includes the flame front, has been defined as being important in influencing melt formation, material flow and coalescence. The properties of this region are dependent on flame front properties.
The main factors that determine the values of the flame front parameters are listed in the third row of Table 1. The mass of coke in the sinter mix is obviously important. For the same coke addition level, the other factor that can determine the amount of heat generated is combustion efficiency. Other tests (Loo and Dukino, 2014b) indicate that water from the dehydration of goethites improves the combustion efficiency, while a fast flame front speed has the opposite effect. It is also well known that combustion efficiency is a strong function of coke size distribution (Loo, 1991b). The speed of the flame front is a strong function of airflow rate which, in turn, depends on the applied suction across the bed and the resistance of the flame front to airflow. Other than reducing temperature, an earlier study has shown that the addition of a binder (such as burnt lime) can lower the resistance of the flame front and increase airflow rates (Loo and Hutchens, 2003). A possible explanation is that binders increase inter-particle bond strength in the green bed and this translates into more gas channels in the flame front. Another area that has a major influence on flame front speed is the bulk density of the bed (Loo and Dukino, 2014b). This is dependent on both inter- and intra-particle porosities. Bed composition is also important because a sinter mix containing flux particles, which undergo endothermic reactions, will reduce sintering temperatures. The nature of the iron oxide is also important; for example, goethitic ores have low bulk density and improve the efficiency of the coke combustion process, while magnetite requires higher temperatures because they are not as reactive as haematite (Yang et al., 1990). If magnetite is able to oxidise ahead of the flame front, heat will be generated, which could result in reduced coke rate.
Flame front properties clearly have a large influence on the sintering process. However, it is argued in this paper that when considering sinter quality the high-temperature region outside the flame front also needs to be included. This is because the molten mass generated in the flame front has not yet solidified and material assimilation, flow and coalescence processes are still continuing. Although the fundamental aim of sintering is to generate melt, it is the properties and physical transformation of the partially molten mixture that determine the properties of the sinter product. In turn, they are strong functions of temperature and residence time at high temperatures. For this reason, the critical heat transfer period during sintering can be characterised by a reaction area on the temperature–time profile. This area has been shown to be related to the flame front area and is about three times larger. A larger reaction area means that more heat is transferred to the partially molten mixture.
The reaction area and the properties of the bed determine how much ore is assimilated, the volume of melt generated and its properties (Loo et al., 1992b). In this region, the flow and coalescence process, which causes the aggregation of materials, is driven by surface forces and resisted by the apparent viscosity of partially molten mixture (Loo and Heikkinen, 2012). Bubbles and voids in the mixture are important because they determine the melt–gas interfacial area and, therefore, influence the magnitude of the surface forces. Increasing the solids volume in the melt increases the apparent viscosity of the mixture but increasing the number of bubbles has the opposite effect. Studies have shown that, if conditions allow, bubbles will coalesce and this facilitates their leaving the melt, resulting in decreased sinter porosity (Loo and Heikkinen, 2012). At a macro-level, the outcome of effective coalescence is larger and denser sinter particles. The important properties of the three phases that influence the effectiveness of the coalescence process are listed in the forth row of Table 1.
The final area considered in Table 1 is the factors that determine sinter quality. The phases that precipitate out of melt are influenced by many variables and include the maximum temperature reached, the chemical composition of the melt, oxygen partial pressure and the cooling rate. A fast cooling rate will result in the formation of finer precipitated grain sizes (e.g. secondary haematite crystal size in Fig. 2). The amount of melt generated in the reaction zone will determine bonding phase volume and composition. Many of the important bulk properties of sinter are related to how easily oxygen is removed from the iron ores by carbon monoxide. For this reason, small open pores in sinter are preferable to large pores, which can cause tumble strength to decline. The coalescence process in the reaction zone determines the mean size and size distribution of the product sinter. These two properties influence the permeability of the ferrous bed in a blast furnace.
An obvious general conclusion that can be drawn from these three papers is that a moving flame front (or reaction zone) is difficult to characterise. Results from thermocouples inserted into the bed have a high degree of variability because a particulate bed used in sintering is composed of large particles of different properties, i.e. to the thermocouple tip the bed is quite heterogeneous. Perhaps the best option for obtaining information in this area is to model the heat and mass transfer process during sintering. A heat transfer model has been formulated (Zhou et al., 2012a) and current work is aimed at developing a full sintering model. A number of sub-models, from granulation to sinter quality, can be linked to provide a full description of the sintering process. From discussions so far, it is clear that heat transferred to the material from the flame front cannot be treated in isolation. In the second paper of this series (Loo and Dukino, 2014b), it was shown that post-ignition airflow rate, which influences flame front speed and coke combustion efficiency, is dependent on pre-ignition airflow rate which, in turn, is governed by the properties of the sinter mix (e.g. size distribution and intra-particle porosity) and granulation efficiency. Studies are under way to integrate the fundamental understandings of the sub-processes to produce a complete model of the sintering process. All sub-models require validation and as it is difficult to obtain experimental data on the flame front, a satisfactory amount of work has been carried out to validate the heat transfer model (Zhou et al., 2012b).
Conclusion
Iron ore sintering involves the sequential combusting of fine coke down a particulate bed to form a narrow descending flame front. In this study, the properties of the flame front were measured in a pilot-scale unit. The time taken for the flame front to traverse the height of the bed was used to determine the flame front speed. Three thermocouples inserted into the bed provide temperature–time profiles and averaged values were used to determine the other important flame front parameters: maximum temperature, flame front thickness and flame front residence time (i.e. time a local region in the bed is in the moving flame front). A consideration of sinter mix structure and composition indicates that variability in thermocouple results can be expected to be quite large.
The effectiveness of the flame front in producing a quality sinter can be viewed from the perspective of critical heat transferred rather than flame front properties. Melt is only present above a critical threshold temperature. As temperature increases above this value more melt is generated. Increasing the time material is held at these temperatures will increase melt level. For this reason, heat transferred to the bed can be defined by areas enclosed by the temperature–time profiles. The first defined area reflects the heat transferred to the bed from the flame front. The second area reflects the heat transferred to the bed when sintering reactions are present, this area is about three times the flame front area. Not unexpectedly, the results show that increasing the flame front speed decreases both these areas.
Correlations were carried out to explore the influences of both these areas on sinter yield and sinter tumble strength. Trends obtained indicate that the flame front speed influences these two parameters. Slightly improved correlations were obtained using reaction area as the variable rather than the flame front area. This is not entirely surprising for the simple reason that sintering reactions are still active outside the front.
Footnotes
Acknowledgement
The authors are grateful to BHP Billiton for permission to publish the work.