
Abstract
Beneficiation of −2 mm low-grade iron ore tailings (50·7%Fe, 10·8%SiO2 and 4·4%Al2O3) from Western Australia was studied. The sample consisted of hydrohaematite, goethite and quartz, with lesser kaolinite and shale. Two processing options were tested, which were wet high-intensity magnetic separation (WHIMS), either using deslimed or untreated feed, and reduction (magnetising) roasting of deslimed feed followed by Davis tube tests (DTT). WHIMS tests using deslimed feed gave a product having 55·4%Fe, 6·1%SiO2 and 2·7%Al2O3, while the iron recovery was 55·7%. The calcined iron grade was 62·1%Fe. Davis tube tests using deslimed feed that had been reduction roasted at 700°C using a 1∶1 mixture of CO/CO2 gave a product with 63·2%Fe, 5·4%SiO2 and 2·9%Al2O3, while the iron recovery was 60·1%. Overall, desliming followed by reduction roasting and DTT produced the highest grade product with the highest iron recovery.
Keywords
Introduction
Technology development in mineral processing is characterised by constant adaptation to changing raw materials and market conditions. For this purpose, as well as to increase the efficiency of the smelting process, lower-grade iron ores undergo some preliminary treatment, while high-grade ore, which is popularly known as DSO grade (direct shipping ore), goes to the blast furnace with minimal processing by crushing and sizing. In the past, these high-grade iron ore deposits were mined at relatively small mine outputs, but now using different strategies such as blending with lower-grade ores output levels have increased substantially. However, blending using natural high-grade ore is not a sustainable option because the high-grade iron ore deposits are gradually being depleted and this scenario has been changing dramatically in some countries. High-grade iron ore is mostly mined as lump, and this further limits the availability of high-grade fines compared with the abundant lower-grade resources that are available. Currently, mining industries in many iron ore producing countries are investing in alternative strategies such as beneficiating lower-grade ore types to maximise the use of their available resources.
Research and development initiatives have been undertaken by various mineral research institutions to address this challenge and explore alternative new beneficiation techniques and applications that are more efficient than earlier processes, make the treatment of previously untreatable ores possible, or refine existing ore treatment processes (Napier-Munn, 1997). Current industrial beneficiation practices include techniques such as heavy media separation (HMS), jigging, spirals, teeter bed separators, low and high-intensity magnetic separation, conventional as well as column flotation, and selective dispersion or flocculation. However, the nature of the iron and waste minerals, and their association, dictates the method of concentration to be selected (DeVaney, 1985). In the beneficiation of iron ore, specific gravity and size-based separations are most convenient and cost effective, while separations based on surface properties (such as flotation) or magnetic properties are gaining importance as ore quality around the world in general declines. Wet high-intensity magnetic separation (WHIMS) has been successfully applied in the beneficiation of lower-grade haematite ores (Svoboda, 1987). These magnetic separators are robust, typically offer high capacity and simple operation and do not require any reagents as in flotation. Desliming followed by WHIMS to recover any haematite and goethite and reduce the silica and alumina impurity content is a promising processing route for the treatment of low-grade iron ores. However, goethite-bearing ores have a low magnetic susceptibility when compared with haematitic ores, so achieving good separations and recoveries is an underlying problem.
Iron ores that contain appreciable amounts of goethite or hydroxides are difficult to treat by magnetic separation, but they can be chemically changed by pyrometallurgical processing (e.g. reduction roasting) and beneficiated to improve recoveries of iron values. Hence, careful application studies are required. This paper describes experiments on the separation of iron minerals by means of hydrocyclone desliming, reduction (magnetising) roasting and magnetic separation processes. In this initial study, it was of interest to conduct the reduction roasting experiments at relatively low roasting temperatures (650°C and 700°C), while the feed size used in the magnetic separation tests was kept as coarse as practical (the feed top size was 500 μm, which was the upper practical limit for the equipment used). The rationale for this approach is that it is considered to be a lower-cost option than roasting at higher temperatures and grinding finer, which would require more energy input. For comparison, WHIMS tests (without roasting) were carried out using a similar sized feed. The experimental results are discussed with reference to the chemistry and the recoveries of the constituent iron minerals.
Recent studies involving magnetising roasting of low-grade iron ores
The roasting tests described in this paper examine reduction roasting of low-grade iron ore fines (−2 mm) to produce a −500 μm product using relatively low roasting temperatures (650–700°C). Recent studies involving magnetising roasts have generally involved finer feed and product sizes or higher roasting temperatures.
Yu and Qi (2011) investigated flash reduction roasting followed by magnetic separation using oolitic haematite ore (43·8%Fe, 19·5%SiO2, 6·9%Al2O3, and 0·84%P) from Hubei province in China. The feed was ground to −400, −200 or −100 μm and flash roasted for 60–180 s with 3–12%CO at 800–900°C, followed by magnetic separation. It was found that the roasting time and iron recovery were dependent on the feed size, with the finest feed (−100 μm) giving the best results (57·0%Fe and 83·8% recovery).
Li et al. (2010) carried out reduction roasting of iron ore tailings (17·4%Fe, 47·4%SiO2, and 7·4%Al2O3) from Liaoning province, China. Samples were roasted for durations of 10–40 min at temperatures ranging from 600°C to 900°C, using coal, followed by cooling to 300°C in an airtight furnace before air quenching. The product was then ground for up to 15 min using a ball mill, followed by magnetic separation. Optimum grade (61·3%Fe) and recovery (88·2%) were achieved after roasting at 800°C for 30 min followed by grinding for 15 min (d50 = 10·6 μm).
Gao et al. (2010) studied the beneficiation of Mongolian Bayan Obo ore (32·2%Fe, 10·4%SiO2, 0·85%Al2O3, 0·96%P, and 1·2%S) to separate iron from rare earth minerals using reduction roasting followed by magnetic separation. The feed ore was crushed to −2 mm and roasting tests were carried out using carbon at temperatures between 1125°C and 1250°C for durations of 10–60 min, with the aim of completely reducing the iron minerals to metallic iron. It was found that roasting at 1225°C for 30 min was optimum. The roasted product was crushed and screened to 300 μm, and the undersize was further ground and subjected to two-stage magnetic separation. The powdered iron product had a grade of 91·6%Fe but had high P (0·67%) and S (0·46%) contents, while the iron recovery was 93·2%.
Wu et al. (2012) experimented with the use of biomass as an alternative to the use of fossil fuels in magnetising reduction of goethite ore (40·0%Fe, 16·8%SiO2, 8·3%Al2O3, and 0·53%P) from Hainan province in China. The feed ore was ground to −100 μm and mixed with water and 10–30% of biomass to produce 10 mm balls, which were roasted in a muffle furnace at temperatures between 500°C and 700°C for 10–60 min, followed by air quenching. Maximum saturation magnetisation was achieved by roasting at 550°C for 30 min using 20% biomass. It was concluded from magnetic susceptibility and X-ray diffraction analyses that the final product was maghemite produced by oxidation of the synthetic magnetite that was formed during the reduction process.
Theory
Magnetisation and magnetism
When a material is placed in a magnetic field of strength H (A m−1), the magnetisation M (A m−1) is given by the product of the magnetic field strength and the volume magnetic susceptibility χ (dimensionless)
There are four types of magnetism of particular interest when considering the magnetic separation of iron ores, namely, paramagnetism, ferromagnetism, ferrimagnetism and antiferromagnetism. Paramagnetic substances are attracted towards a magnetic field and their magnetic susceptibility is positive and small. Ferro- and ferrimagnetic substances are strongly attracted by a magnetic field and have a net magnetic moment. In ferromagnetic materials, the electron spins are aligned in parallel giving a large positive magnetic susceptibility, while ferrimagnetic materials have interpenetrating sublattices with antiparallel spin alignment and the different spins have unequal moments. Antiferromagnetic substances have electron spins of equal magnetic moment aligned antiparallel, such that there is no net magnetic moment and the magnetic susceptibility is small and positive (Cornell and Schwertmann, 2000).
Structure and magnetic properties of various iron oxides and oxy-hydroxides
The structure and magnetic properties of the important iron oxides and oxy-hydroxides have been described in detail by Cornell and Schwertmann (2000).
Magnetite (Fe3O4) has an inverse spinel structure and is ferrimagnetic at room temperature.
Maghemite (γ-Fe2O3) has an inverse spinel structure like magnetite, but with cation deficient sites, and is ferrimagnetic at room temperature.
Haematite (α-Fe2O3) has a corundum structure (hexagonal close packed anion packing) and is weakly ferromagnetic at room temperature.
Hydrohaematite (α-Fe2−x/3(OH)xO3−x) is a form of haematite that contains water in the form of hydroxyl groups statistically distributed in the anion sublattice, while displaying iron ions deficiency in the cation sublattice (Wolska, 1981).
Goethite (α-FeOOH) has a diaspore structure based on hexagonal close packing of anions and is antiferromagnetic at room temperature.
Lepidocrocite (γ-FeOOH) has a boehmite structure with cubic close packing of anions and is paramagnetic at room temperature.
Wüstite (FexO) has a structure similar to NaCl (cubic close packing of anions) and is usually non-stoichiometric (iron deficient), where x is approximately between 0·83 and 0·95. It is an important intermediate in the reduction of iron ores, but is metastable below ∼560–570°C and decomposes to magnetite and α-iron. Wüstite is paramagnetic at room temperature.
Reduction roasting
Reduction roasting can be used to convert non- or weakly magnetic minerals to magnetic minerals by roasting in a reducing atmosphere at temperatures of about 500–900°C. This application is sometimes called ‘magnetising roasting’. In the lower temperature range (<600°C), the transformation tends to be incomplete, while it is important to avoid over reduction at higher temperatures to avoid the fusion of particles or the formation of paramagnetic wüstite (Iwasaki and Prasad, 1989; Li et al., 2010). The transformation processes may involve the dehydroxylation of goethite and lepidocrocite, as well as the reduction of iron oxides and oxy-hydroxides.
Dehydroxylation of hydrohaematite, goethite and lepidocrocite
Hydrohaematite transforms steadily with increasing temperature to haematite by dehydroxylation. A portion of the water vapourises at temperatures of about 160–200°C, while about 3–4·5% water resists thermal treatment and vapourises at about 1000°C (Wolska, 1981).
Goethite can be transformed to haematite by dehydroxylation, represented by equation (2) (Uwadiale and Whewell, 1988; Wu et al., 2012; Cornell and Schwertmann, 2000; Gialanella et al., 2010)

This phase transition occurs over a range of temperatures from about 250°C to >600°C (typically near 300°C). The transition temperature is affected by the crystallinity, Al substitution and other impurities in the goethite.
Strezov et al. (2011) found that during dehydroxylation, goethite expanded by more than 110% at temperatures between 200°C and 400°C, resulting in the formation of cracks at the particle surface that propagated into the particle by up to 20% of its diameter. It was proposed that these cracks act as precursors to mechanical or reduction induced fragmentation and degradation.
Yapp and Poths (1990) found that dehydration/carbonation data showed that natural goethite may contain CO2 captured in the crystal structure in the form of distorted Fe(CO3)OH molecules, as a minor component in solid solution within the goethite. The CO2 molecules bound to Fe3+ are relatively unstable and may be released at low temperatures (160–270°C) under vacuum.
Unlike goethite, heating lepidocrocite in air will first transform it into maghemite and then to haematite. The transformation to maghemite occurs between 200°C and 280°C, while maghemite will transform into haematite between 370°C and 600°C, depending on its origin and purity (Gehring and Hofmeister, 1994; Cornell and Schwertmann, 2000).
Reduction of iron oxides using carbon monoxide
The reduction processes for iron oxides in the presence of CO are represented by the Fe–C–O equilibrium diagram (Fig. 1) and involve the following reactions (Uwadiale and Whewell, 1988; Iwasaki and Prasad, 1989; Wu et al., 2012; Ross, 1980; Longbottom and Kolbeinsen, 2008)




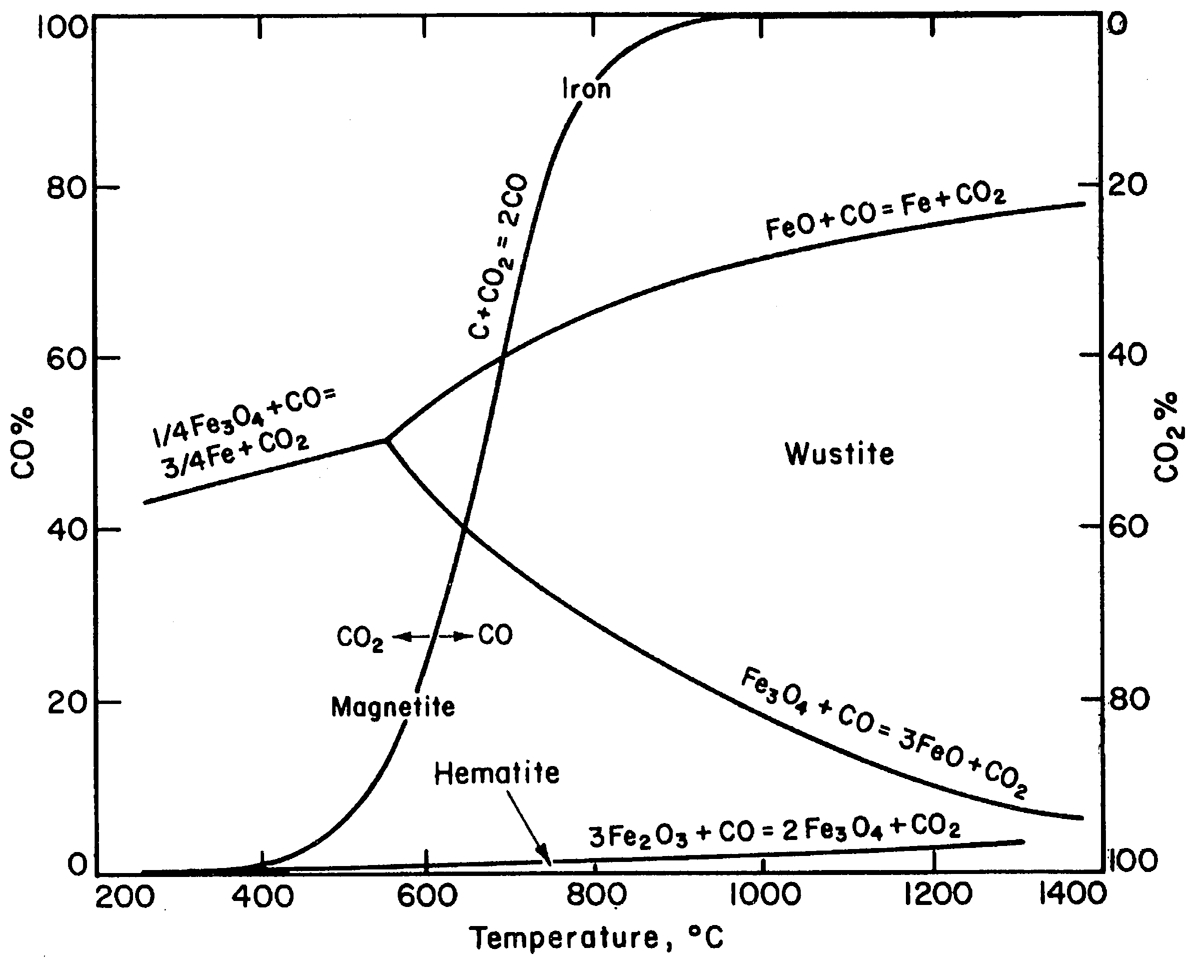
Equilibrium gas compositions versus temperature diagram for the Fe–C–O system (Ross, 1980)
Figure 1 shows that at temperatures above the eutectoid point (570°C), haematite transforms into magnetite [equation (3)], magnetite transforms into wüstite [equation (4)] and wüstite transforms into metallic iron [equation (5)]. Below the eutectoid point, magnetite transforms directly to metallic iron without forming the intermediate wüstite phase [equation (6)].
At low temperatures, CO decomposes into C and CO2 by a process called carbon deposition. This is shown by the Boudouard reaction

This reaction requires the nucleation and growth of carbon on a suitable catalytic surface. Partially, reduced iron ore particles provide such a surface, so the reducing power of the gas mixture may be diminished in this situation (Ross, 1973). This means that in practice, magnetite cannot be reduced to wüstite by CO at temperatures below about 700°C, that is, the magnetite may be preserved if the roasting is carried out using a CO/CO2 reductant gas ratio of about 1∶1 within this temperature range.
Oxidation of magnetite
If the roasted sample is air quenched above ∼500°C, the synthetic magnetite product may oxidise to haematite [equation (8)], but if air quenched below ∼500°C the synthetic magnetite may oxidise to maghemite according to equation (9) (Uwadiale, 1992; Ross, 1980)


Maghemite is typically synthesised at temperatures of around ∼500 K (227°C) by oxidising very fine (i.e. nanosize) magnetite powder. It transforms irreversibly to haematite at higher temperatures in the range of ∼700–800 K (427–527°C) (Grau-Crespo et al., 2010).
Therefore, when magnetising roasting low-grade iron ores, it is important to choose a suitable quenching procedure that prevents magnetite from oxidising to haematite. This could involve quenching the sample in an inert atmosphere to preserve the magnetite, or careful quenching at low temperature in air to produce maghemite.
Experimental
A set of tests was carried out to study the upgrading of as-received and deslimed feed using high-intensity magnetic separation, and a second set of tests was carried out to study the upgrading of deslimed feed using low-intensity magnetic separation after being subjected to a reduction roast treatment.
Materials
The test sample was about 400 kg of a commercial low-grade iron ore tailing product sourced from the Hamersley Iron Province in the Pilbara region of Western Australia. Size analysis was carried out by wet and dry sieving down to 20 μm, and the size distribution is shown in Fig. 2. The top size of the sample was 2 mm and the head assay was 50·7%Fe, 10·8%SiO2, 4·4%Al2O3 and 10·9% loss on ignition (LOI), while the dry solids density was 3·8 g cm−3. The dry solids density was measured using a Micrometrics Accupyc gas displacement pycnometer, while chemical analysis for Fe, SiO2 and Al2O3 was determined by X-ray fluorescence spectrometry (XRF) fusion as per ISO 9516 and LOI was determined by ignition at 1000°C.
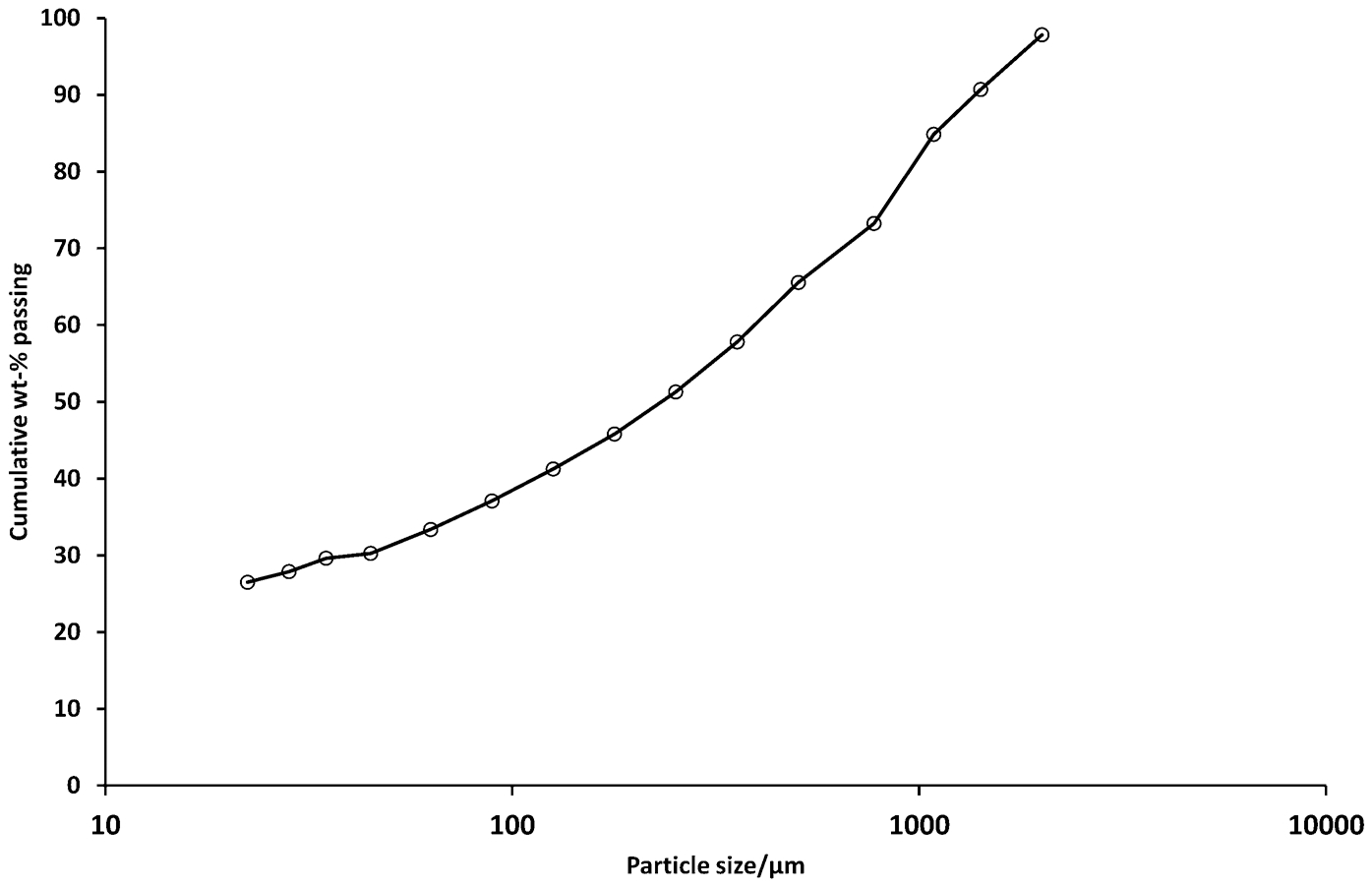
Size distribution of the −2 mm test sample
Examination of epoxy-mounted polished sections under an optical microscope using reflected light showed that the sample mainly consisted of particles of hydrohaematite, goethite (ochreous, earthy or vitreous) and quartz (Fig. 3), while rarer particles of kaolinite and shale were also noted (not shown). Porous goethite particles intermediate between vitreous and ochreous varieties were denoted as ‘earthy goethite’.
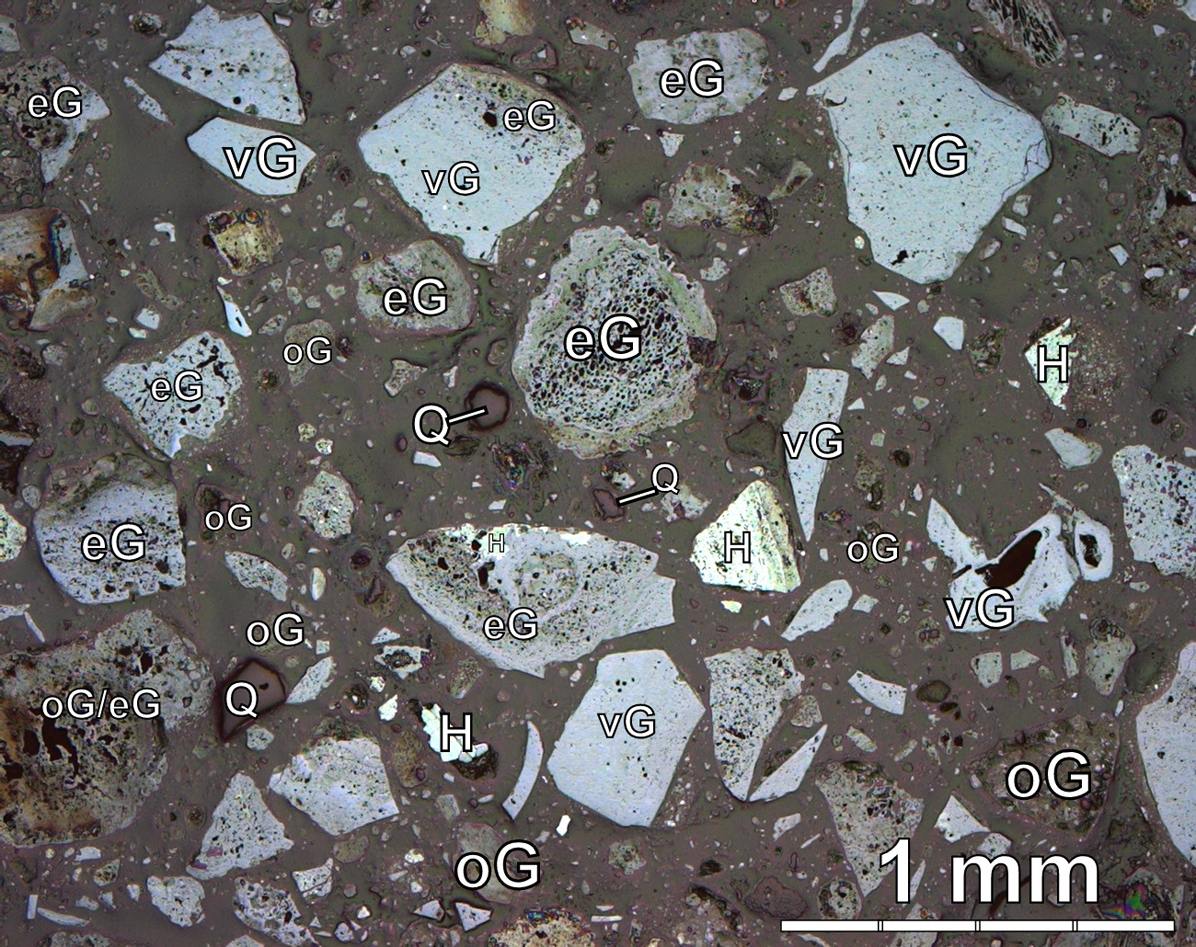
Reflected light photomicrograph of the test sample pulverised to −500 μm (H, hydrohaematite; vG, vitreous goethite; eG, earthy goethite; oG, ochreous goethite; Q, quartz)
Hydrocyclone desliming
Desliming of the feed sample was carried out using a Mozley C124 two inch (5·1 cm) hydrocyclone arranged in a standard Mozley test rig that permitted recycling of the underflow and overflow products back to the feed tank (Fig. 4). The recommended feed size for this equipment was 95% passing 106 μm. Given that the test sample contained only 40% passing 106 μm (see Fig. 2), it was necessary to pre-screen the sample material at 106 μm, deslime the −106 μm fraction and then recombine the hydrocyclone underflow product with the +106 μm fraction from the pre-screening to produce a deslimed −2 mm feed. The rationale for this approach was to emulate a larger capacity hydrocyclone that would be capable of desliming a 1–2 mm feed, and it was assumed that all particles greater than 106 μm in size would report to the hydrocyclone underflow.

Hydrocyclone test rig
The process was modelled using the USIMPAC flow sheet simulator package (Brochot et al., 2002) with a modified form of Plitt's (1976) hydrocyclone model to guide the selection of optimum vortex finder and spigot sizes to achieve a d50c cut size of about 15–30 μm and an underflow slurry density of about 70% solids. The model indicated that the target conditions could be achieved using a vortex finder of 14 mm diameter and a spigot of 4·5 mm diameter, using a feed slurry of about 20% solids at a feedrate of about 0·5–1·0 L s−1.
The hydrocyclone feed sample was prepared by wet screening 16·5 kg of −2 mm feed in batches, followed by dry screening. This produced 7·2 kg of −106 μm feed, which was then pulped to about 20% solids, measured using a Marcy gauge. The hydrocyclone operating pressure was adjusted to 138 kPa to obtain a dense umbrella-shaped underflow just short of the roping point, and then desliming of the sample was carried out. Samples of feed, underflow, and overflow slurry were collected for size analysis, assay, and determination of the mass split. Size analysis of the hydrocyclone products was carried out using a Malvern Mastersizer 2000 laser sizer fitted with a Hydro 2000G sample dispersion unit.
High-intensity magnetic separation
Wet high-intensity magnetic separation was carried out on both untreated and deslimed feed using a laboratory scale Rapid WHIMS. Untreated feed was first dry screened at 500 μm and any oversize was pulverised and rescreened until all feed passed 500 μm. This was the coarsest practical feed size for this type of equipment. Deslimed feed was prepared using the procedure described in section ‘Structure and magnetic properties of various iron oxides and oxy-hydroxides’. It should be noted that the +106 μm fraction that was pre-screened from the hydrocyclone feed was also dry screened at 500 μm and any oversize was pulverised to pass 500 μm before being recombined with the hydrocyclone overflow. Representative subsamples of about 100 g of each feed were then subjected to WHIMS at intensities of 0·50, 0·70 and 0·90 T.
Reduction roasting
Representative subsamples of deslimed feed (size −2 mm), weighing about 510 g each, were prepared by riffling and then reduction roasted in a tube furnace (Fig. 5) at 650°C or 700°C using a 1∶1 mixture of CO and CO2 as the reductant gas. In the initial heating stage, the furnace was flushed with N2 at a rate of 2 L min−1 until it reached the desired reduction temperature. The reductant CO/CO2 gas mixture was then supplied at a rate of 2 L min−1 for 20 min. The roasted sample was then quenched in N2 at a rate of 2 L min−1 to maintain a non-oxidising environment.
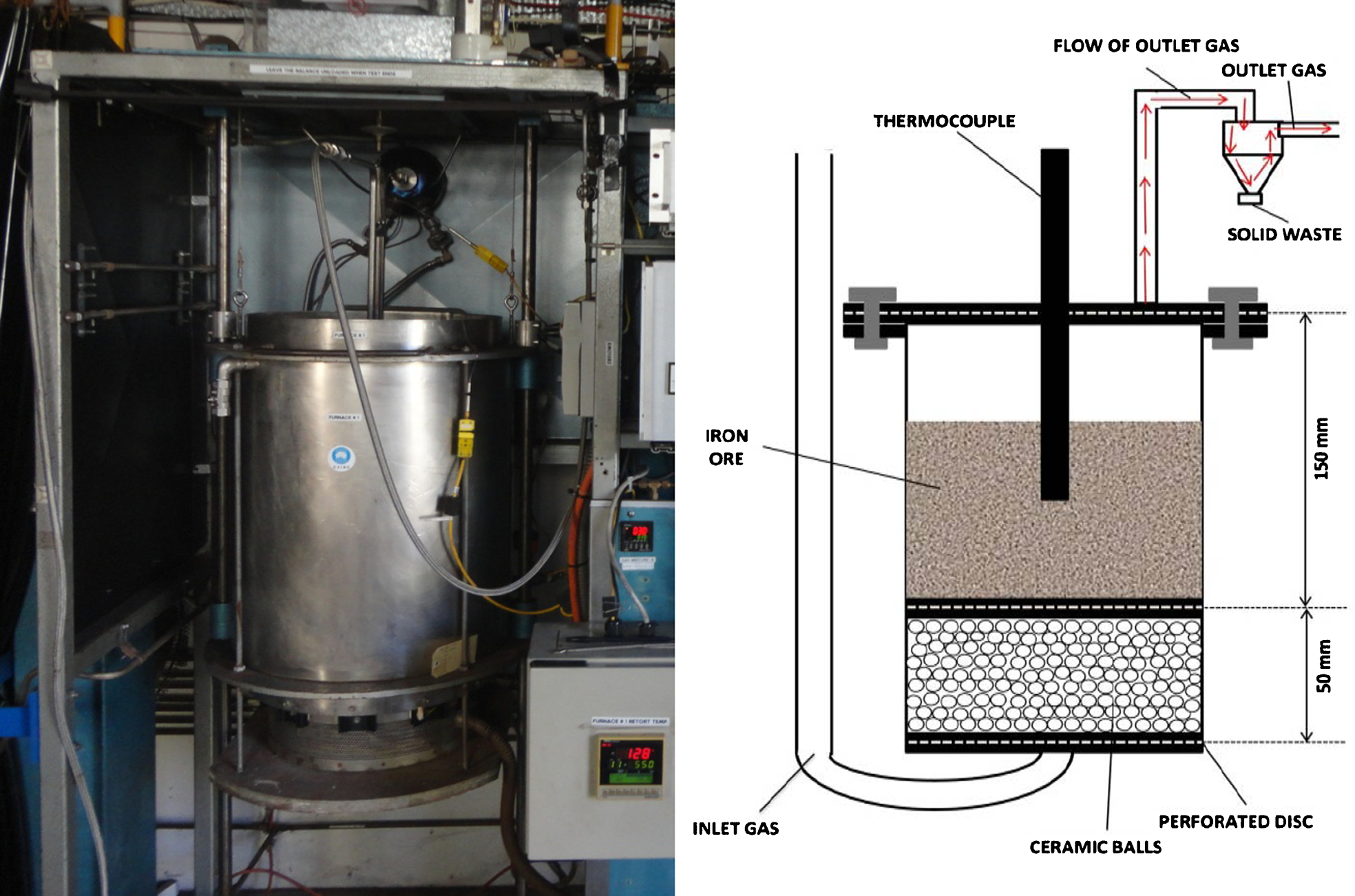
Laboratory tube furnace set-up used for the reduction roast experiments
Wet low-intensity magnetic separation
Wet low-intensity magnetic separation of the reduction roasted deslimed feed products was carried out using a Davis Tube tester (DTT). The −2 mm samples were first dry screened at 500 μm and any oversize was pulverised and rescreened until all of the sample passed 500 μm. Representative subsamples of about 30 g were prepared by riffling and then subjected to DTT at intensities of 0·10, 0·20 and 0·35 T. The tube angle was 45°, while a frequency of 60 strokes min−1 with a stroke length of 40 mm was used. The water flow rate was held between 0·5 and 0·6 L min−1 and the sample was washed for at least 20 min until the discharge water was clear of visible particles.
Results and Discussion
Hydrocyclone desliming
The operating conditions for the hydrocyclone desliming step are summarised in Table 1. The hydrocyclone was fed with slurry of 17·3% solids and operated at a pressure of 138 kPa, which gave a throughput rate of 0·6 L s−1. This produced an underflow of 61·3% solids and an overflow of 11·5% solids, while the mass split to the underflow was 43·8%.
Operating parameters for the hydrocyclone desliming test
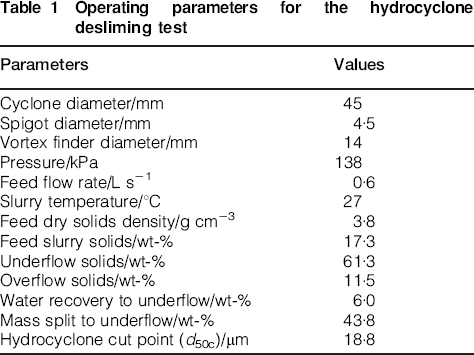
The partition curve (Fig. 6), determined from laser sizing of the products, shows that the corrected cut point (d50c) was 18·8 μm. This was acceptably within the range predicted by the modelling exercise described earlier. The partition curve also shows that particles coarser than about 100 μm fully reported to the underflow, thus validating the assumption made earlier (in ‘Hydrocyclone desliming’ section) that it would be acceptable to deslime only the −106 μm fraction of the feed sample rather than deslime the bulk −2 mm feed.
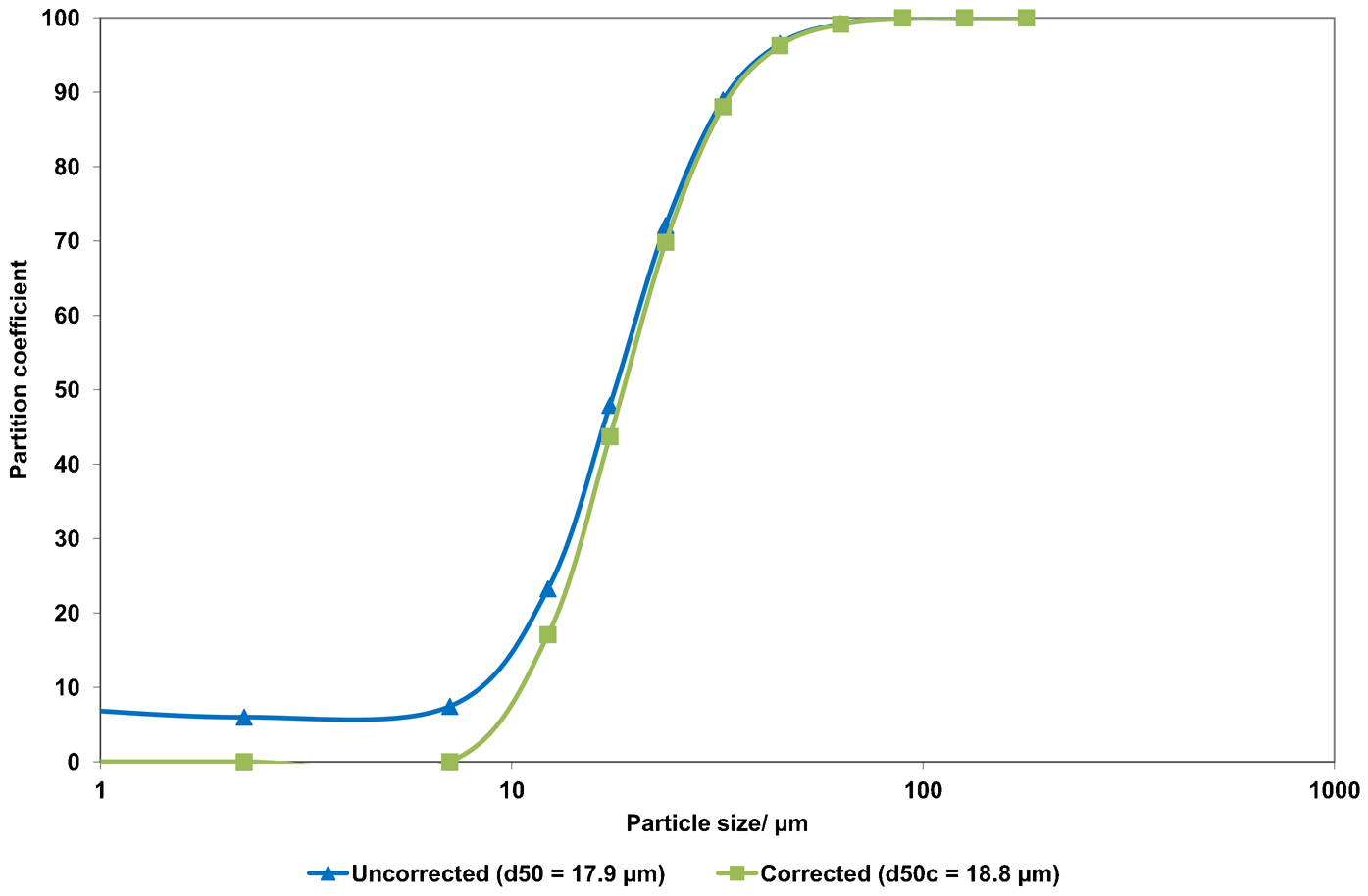
Partition curve for the hydrocyclone desliming test
Following desliming of the −106 μm fraction of the feed, the hydrocyclone underflow product was combined with the +106 μm fraction of the feed to produce a bulk −2 mm deslimed feed. The chemical assay and recovery data are given in Table 2, which shows that the overall mass recovery was 76·8%, while the iron grade increased from 50·7% to 54·5% Fe, the silica content decreased from 10·8% to 7·3% SiO2, the alumina content reduced from 4·4% to 2·8% Al2O3, and the LOI content was unchanged. About half of the silica and alumina was rejected, while the iron recovery was 82·6%.
Chemical assay and recovery data for the feed sample before and after hydrocyclone desliming

LOI: loss on ignition.
Wet high-intensity magnetic separation
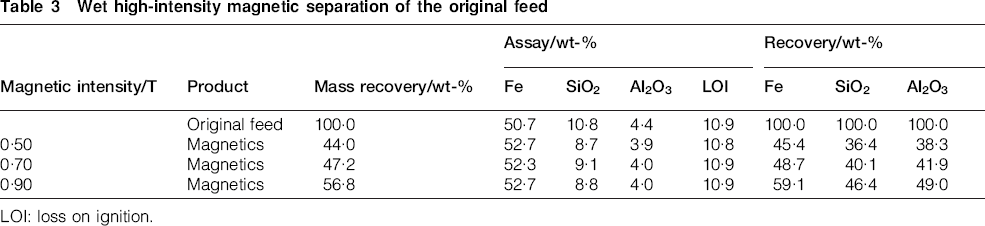
Samples of both original and deslimed feed were subjected to WHIMS at magnetic field intensities of 0·50, 0·70 and 0·90 T, as described in section ‘High-intensity magnetic separation’. The WHIMS results for the original feed are tabulated in Table 3, while the results for the deslimed feed are tabulated in Table 4.
Wet high-intensity magnetic separation of the original feed
LOI: loss on ignition.
Wet high-intensity magnetic separation of the deslimed feed
With respect to the original −2 mm feed.
LOI: loss on ignition.
It can be seen from Tables 3 and 4 that the WHIMS treatment increased the iron grade by about 1·7–2·1% Fe using the original feed and by about 0·87–1·0% Fe using the deslimed feed, but there was little difference in the iron grades with increasing magnetic field intensity. In contrast, there was a notable improvement in the overall iron recovery with increasing magnetic field intensity, ranging from 45·4% to 59·1% using the original feed, and from 40·1% to 55·7% using the deslimed feed. These trends can be seen graphically in Fig. 7.
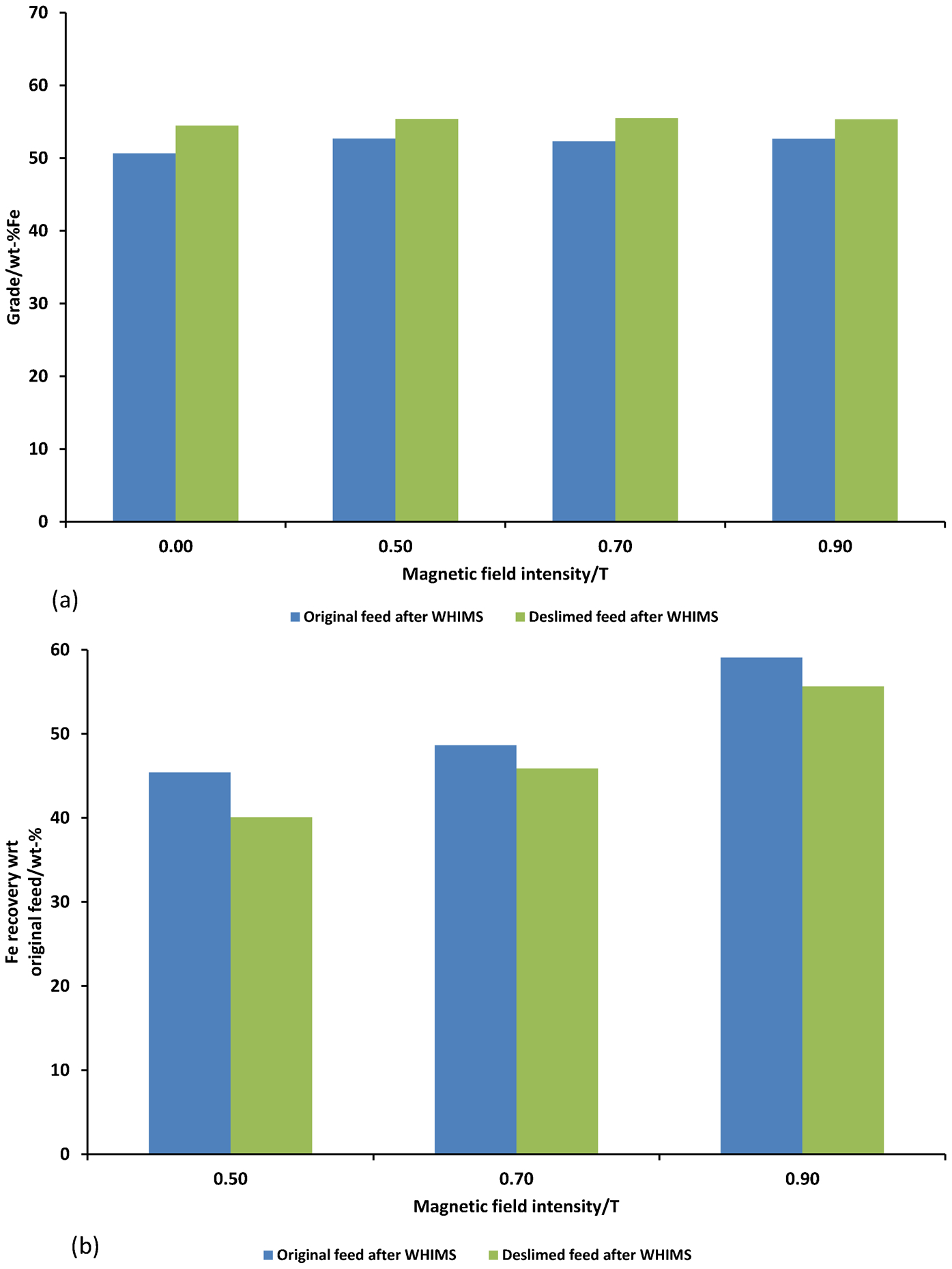
a Grade and b recovery of Fe after wet high-intensity magnetic separation of the original and deslimed feed
It can also be seen from Tables 3 and 4 that the WHIMS treatment decreased the silica content by about 1·8–2·2% SiO2 using the original feed and by about 1·2–1·3% SiO2 using the deslimed feed. Like the trend for iron content, there was little difference in the silica content with increasing magnetic field intensity, but more silica was rejected using lower intensities, while more silica was recovered using higher intensities. These trends can be seen graphically in Fig. 8.
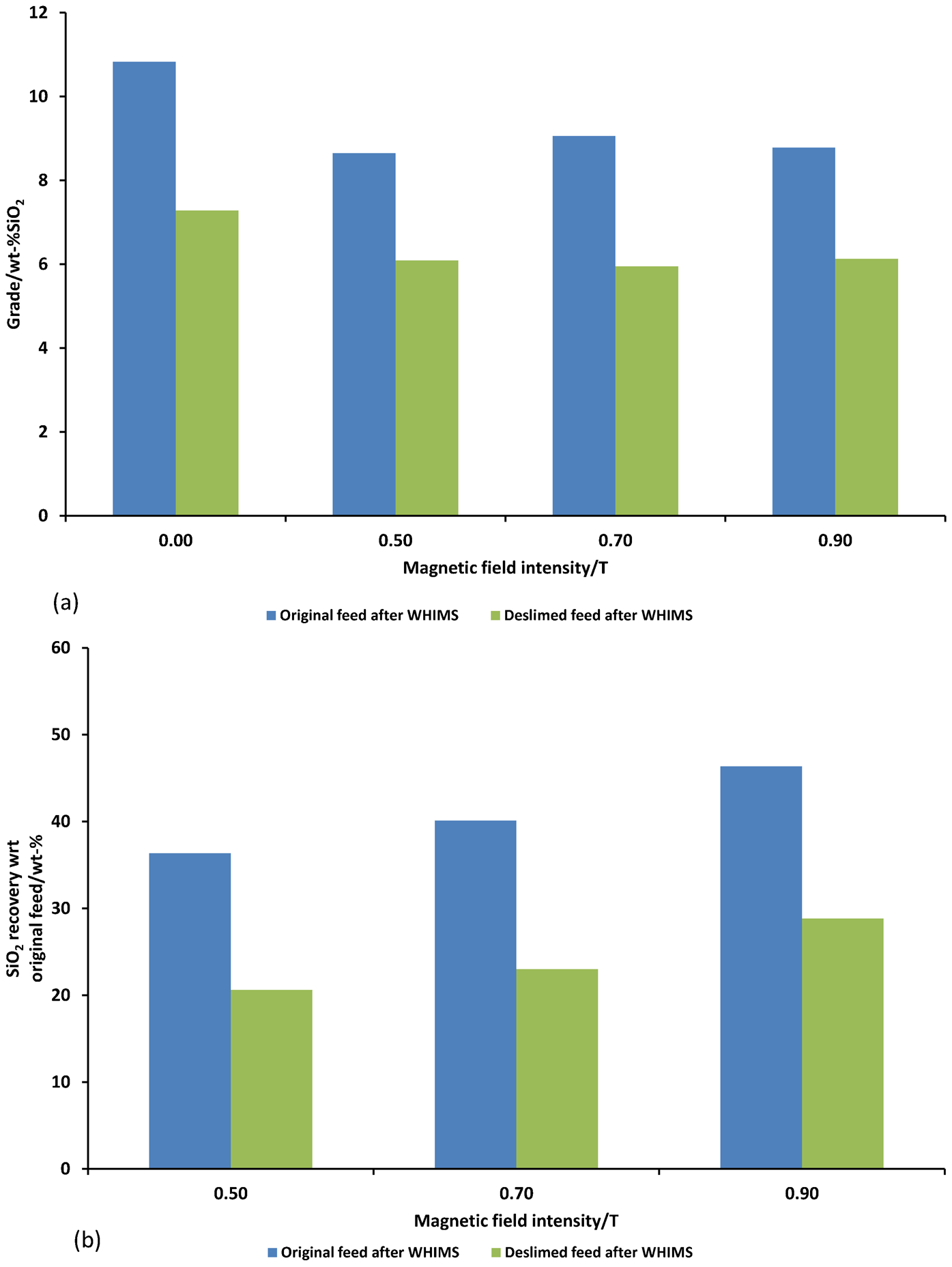
a Grade and b recovery of SiO2 after wet high-intensity magnetic separation of the original and deslimed feed
It can further be seen from Tables 3 and 4 that the WHIMS treatment reduced the alumina content by about 0·42–0·57% Al2O3 using the original feed and by about 0·14–0·16% Al2O3 using the deslimed feed. It can be seen in Fig. 9 that there was little difference in alumina content with increasing magnetic field intensity, but more alumina was rejected at lower intensities, while more alumina was recovered at higher intensities, similar to the trends seen for iron (Fig. 7) and silica (Fig. 8).
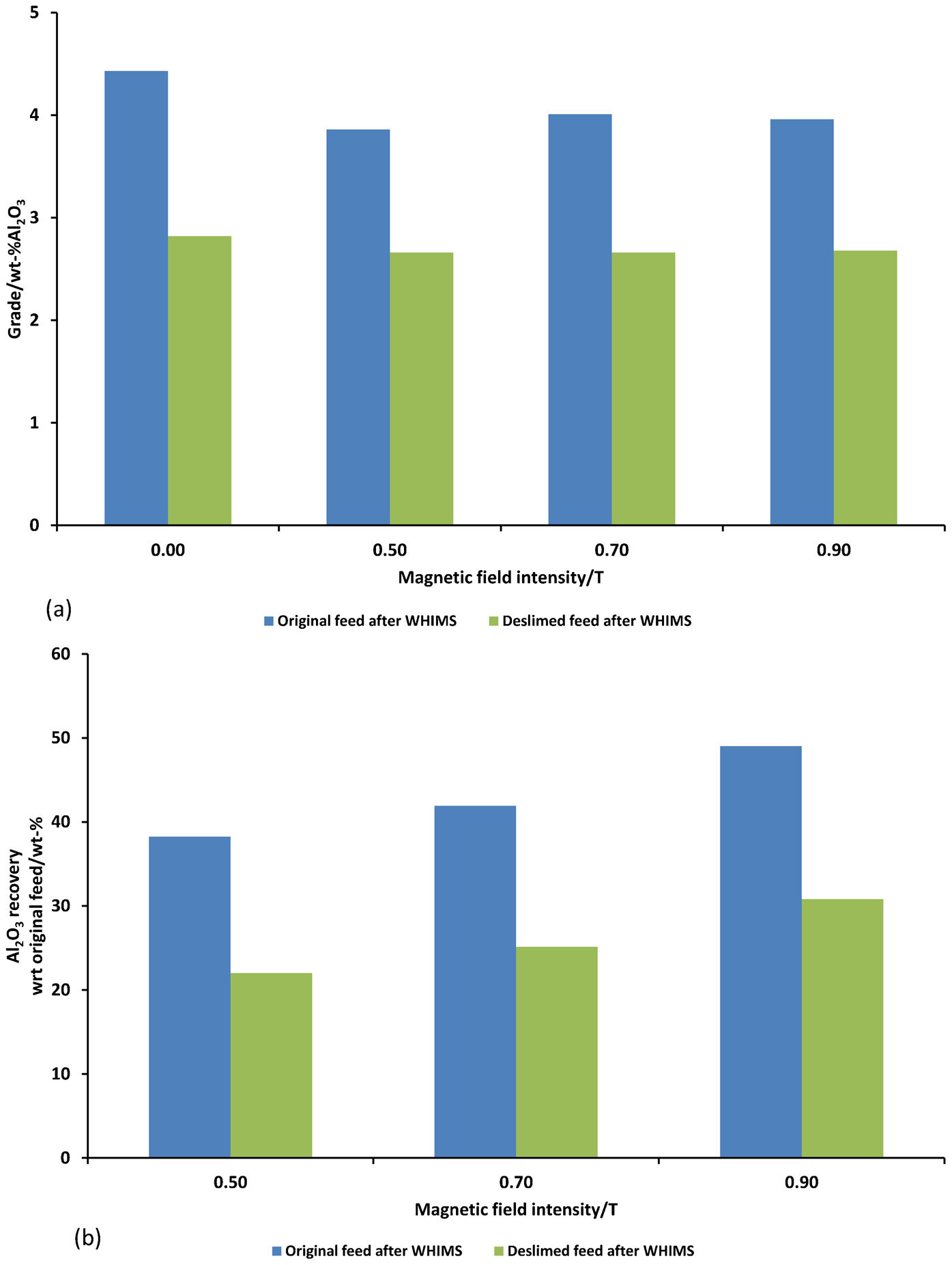
a Grade and b recovery of Al2O3 after wet high-intensity magnetic separation of the original and deslimed feed
Overall, it is clear that desliming the feed before WHIMS resulted in a greater overall reduction of silica and alumina content at the expense of iron recovery, which was 2·8–5·3% lower depending on the magnetic field intensity used. The best result was achieved by WHIMS at 0·90 T using deslimed feed, which gave a product with 55·4%Fe, 6·1%SiO2, 2·7%Al2O3 and 10·9% LOI, while the overall mass recovery was 50·9%.
Reduction roasting
Reduction roasting tests were carried out at 650°C and 700°C using −2 mm deslimed feed, as described in section ‘Reduction roasting’. The results are given in Table 5, which shows that there was very little difference in mass recovery or chemical assay between the two tests. The weight loss was about 13·0–13·2%, giving an overall mass recovery of about 66·7–66·9%, while the iron content increased from 54·5% Fe to 61·8–62·0% Fe, silica increased from 7·3% SiO2 to 8·0–8·3% SiO2 and alumina increased from 2·8% Al2O3 to 3·1–3·1% Al2O3. In contrast, the LOI decreased from 10·9% to below the detection limit (<0·6–1·0%), as expected.
Reduction roasting of −2 mm deslimed feed at 650°C and 700°C
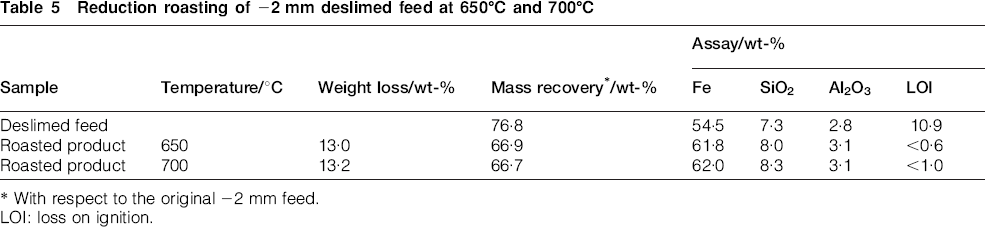
With respect to the original −2 mm feed.
LOI: loss on ignition.
Examination of epoxy-mounted polished sections of the roasted products under an optical microscope using reflected light showed that a substantial amount of synthetic magnetite was present, as expected (Fig. 10).
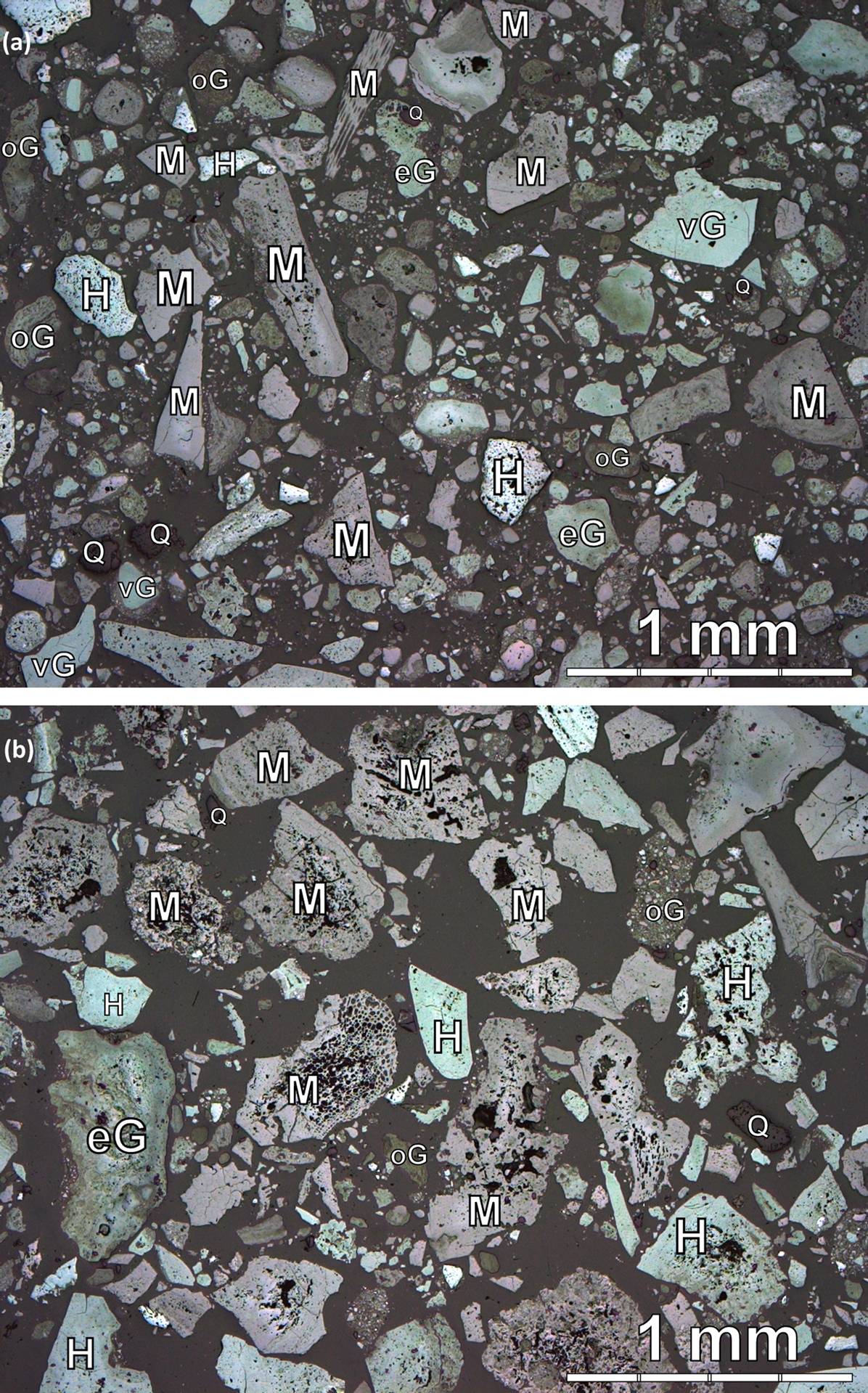
Reflected light photomicrographs of the deslimed sample reduction roasted at a 650°C and b 700°C pulverised to −500 μm (M, synthetic magnetite; H, haematite; vG, vitreous goethite; eG, earthy goethite; oG, ochreous goethite; Q, quartz)
Many of the synthetic magnetite particles seen in Fig. 10 are porous and retain the texture of the earthy goethite from which they were formed, while others have little porosity and would have formed from haematite, hydrohaematite or vitreous goethite. Cracks are present in some of these particles, further indicating that they may have formed from goethite (as discussed in ‘Dehydroxylation of hydrohaematite, goethite and lepidocrocite’ section). The quantity of haematite in the roasted samples appears to be greater than that of the feed (Fig. 3), indicating that some of the goethite has transformed to haematite. The complex porosity that can be seen in some of the haematite in Fig. 10 also indicates that these particles originated from earthy goethite. However, it is also clear that the roasting has not progressed sufficiently to transform all goethite and haematite particles to synthetic magnetite. This means that there is scope to optimise the roasting process, possibly by grinding finer or by increasing the roasting time.
Wet low-intensity magnetic separation
Wet low-intensity magnetic separation tests (using a Davis tube) at magnetic field intensities of 0·10, 0·20 and 0·35 T were carried out on the deslimed feed after reduction roasting at 650°C and 700°C, as described in section ‘Wet low-intensity magnetic separation’. The results for the sample roasted at 650°C are given in Table 6, while the results for roasting at 700°C are given in Table 7.
Wet low-intensity magnetic separations (Davis tube tests) of the deslimed feed reduction roasted at 650°C
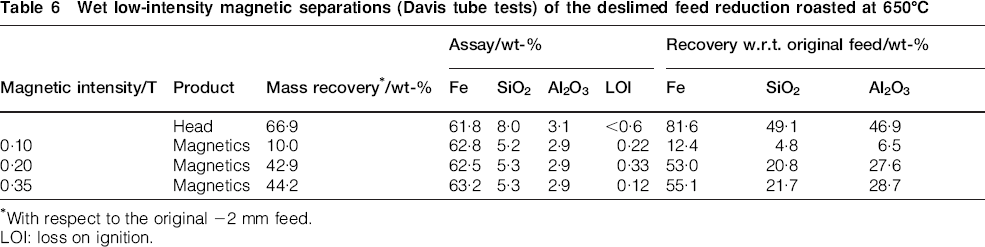
With respect to the original −2 mm feed.
LOI: loss on ignition.
Wet low-intensity magnetic separations (Davis tube tests) of the deslimed feed reduction roasted at 700°C
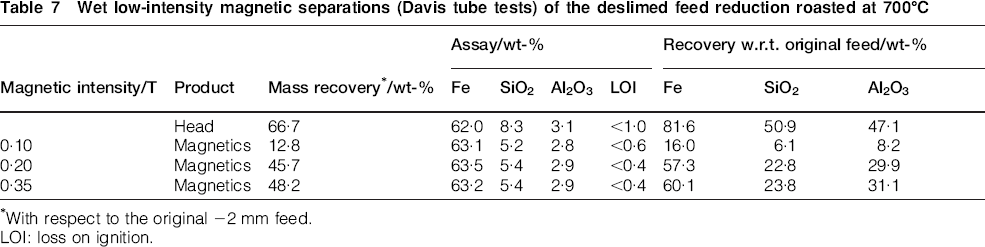
With respect to the original −2 mm feed.
LOI: loss on ignition.
It can be seen from Tables 6 and 7 that low-intensity magnetic separation increased the iron grade by about 1·1–1·5% Fe using ore roasted at 700°C and by about 0·66–1·4% Fe using ore roasted at 650°C. The highest iron grade achieved with the sample roasted at 700°C was 63·5% Fe using a magnetic field intensity of 0·20 T, while an iron grade of 63·2% Fe was achieved with the sample roasted at 650°C using a magnetic field intensity of 0·35 T. The variation of iron grade with magnetic field intensity was relatively small, as shown in Fig. 11, but it can be seen that the iron recovery was very poor at 0·10 T and much higher at 2000–0·35 T. The lowest iron recovery was 12·4% using a magnetic field intensity of 0·10 T with the sample roasted at 650°C, while the highest iron recovery achieved was 60·1% using a magnetic field intensity of 0·35 T with the sample roasted at 700°C.
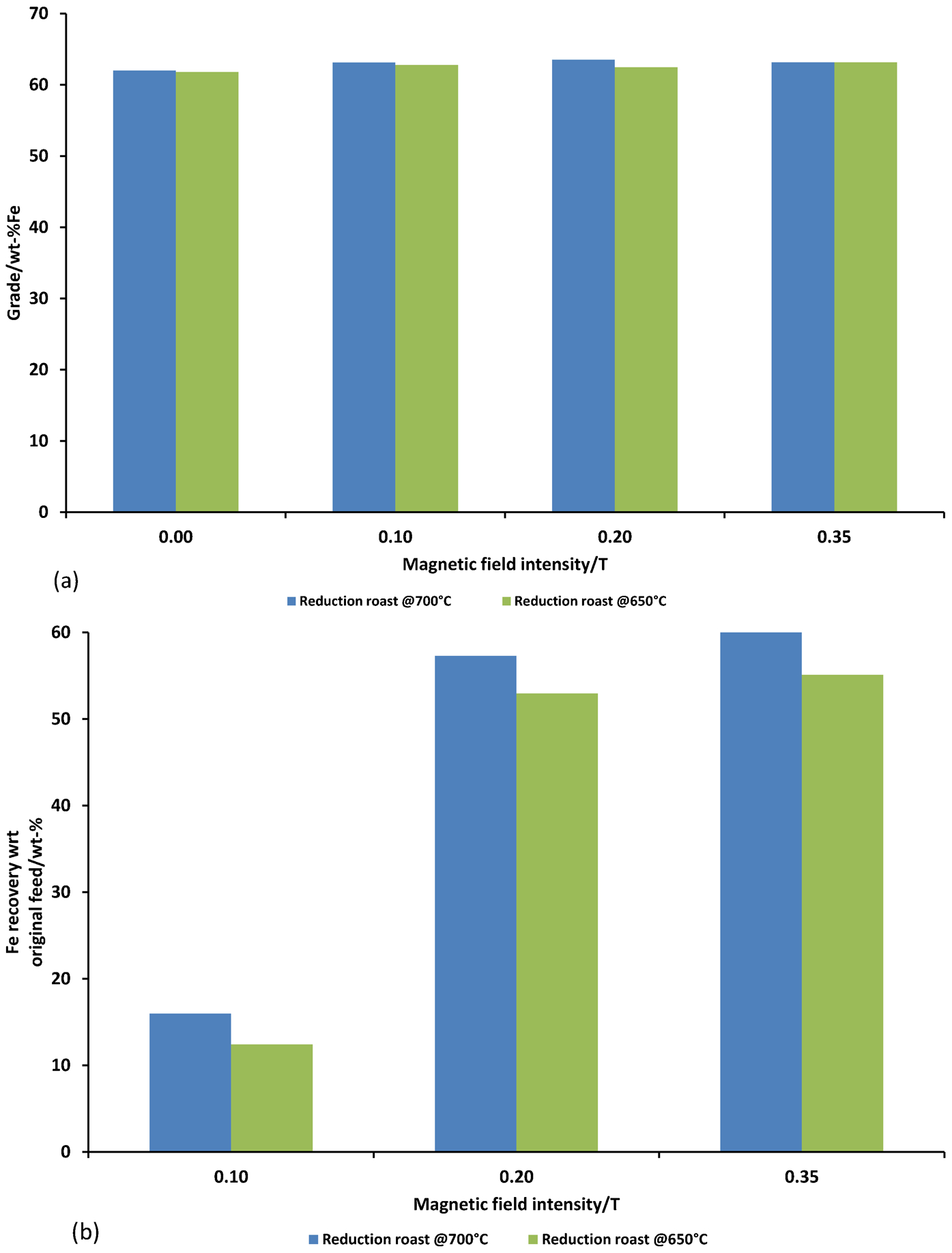
a Grade and b recovery of Fe after Davis tube testing of the reduction roasted deslimed feed
It can also be seen from Tables 6 and 7 that low-intensity magnetic separation decreased the silica content by about 2·9–3·1% SiO2 using ore roasted at 700°C and by about 2·6–2·8% SiO2 using ore roasted at 650°C. The variation of silica content with magnetic field intensity was small, as shown in Fig. 12, but it can be seen that more silica was rejected using 0·10 T, while more silica was recovered at 0·20–0·35 T. The lowest silica recovery achieved was 4·8% using a magnetic field intensity of 0·10 T with the sample roasted at 650°C, while the highest silica recovery was 23·8% using a magnetic field intensity of 0·35 T with the sample roasted at 700°C.
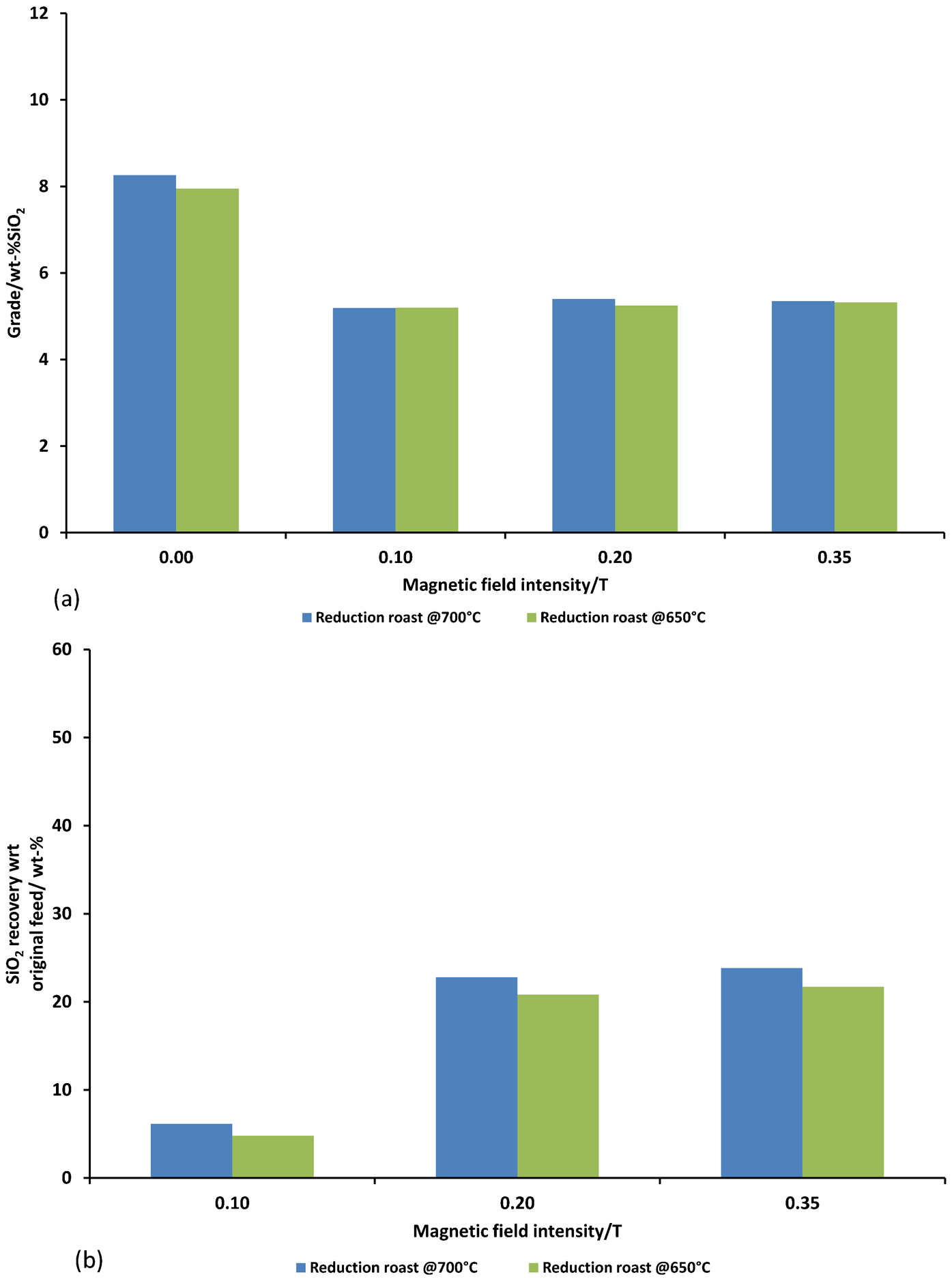
a Grade and b recovery of SiO2 after Davis tube testing of the reduction roasted deslimed feed
It can further be seen from Tables 6 and 7 that low-intensity magnetic separation decreased the alumina content by about 0·23–0·30% Al2O3 using the ore roasted at 700°C and by about 0·23–0·26% Al2O3 using the ore roasted at 650°C. The variation of alumina content with magnetic field intensity was marginal, as shown in Fig. 13, but it can be seen that more alumina was rejected using 0·10 T, while more alumina was recovered at 0·20–0·35 T. The lowest alumina recovery achieved was 6·5% using a magnetic field intensity of 0·10 T with the sample roasted at 650°C, while the highest alumina recovery was 31·1% using a magnetic field intensity of 0·35 T with the sample roasted at 700°C.
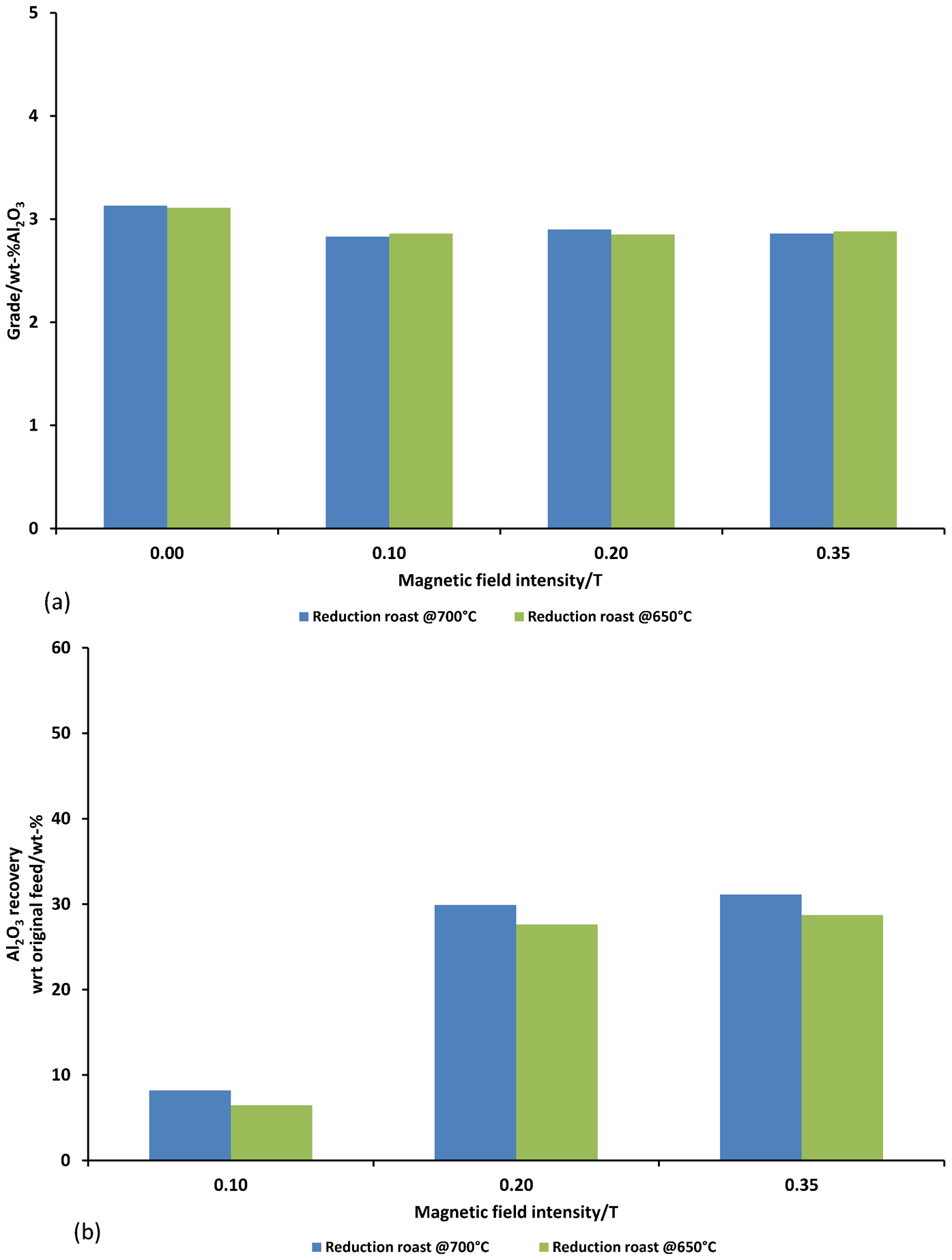
a Grade and b recovery of Al2O3 after Davis tube testing of the reduction roasted deslimed feed
Overall, it can be seen from Tables 6 and 7 that the mass recovery was 2·8–4·0% higher and the iron recovery was 3·6–5·0% higher for the sample that had been roasted at 700°C compared with the sample roasted at 650°C. The iron grade was also higher for the magnetic concentrate produced using 0·10 and 0·20 T from the sample roasted at 700°C, while the silica and alumina contents were quite similar regardless of the roasting temperature or magnetic field intensity used.
The results from the WHIMS tests cannot be compared directly with those from the DTT, because the WHIMS test did not involve a roasting treatment. However, the calcined iron grade and mass recovery may be estimated using the following equations

The best-case results from the WHIMS and DTTs are compared in Table 8, which shows that, after adjustment for calcining, the mass recovery from the WHIMS test at 0·90 T using the deslimed feed would be very similar to that from the DTT at 0·35 T using the deslimed feed reduction roasted at 700°C (45·4% and 45·7%, respectively). However, the DTT would give a product with 1·0% higher iron grade, while about 4·5% more iron would be recovered. Furthermore, it can be seen from Tables 4 and 7 that the DTT gave the lowest silica content (5·4%SiO2), while the silica content of the WHIMS product (6·1%SiO2) would be even higher if calcining was taken into account (not shown). The alumina content was quite similar between the WHIMS and DTT (2·7% and 2·9% SiO2, respectively), and these values would be even closer if calcining of the WHIMS product was taken into account (not shown).
Summary of best-case test results, including estimated calcined iron content
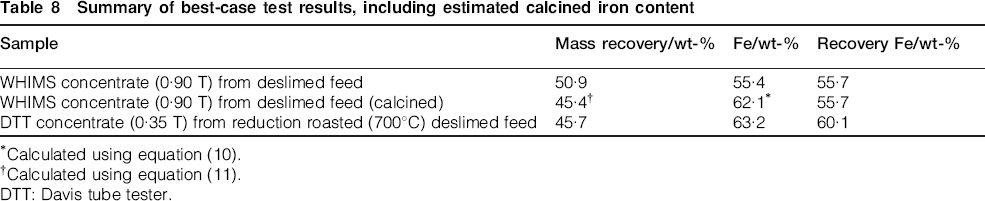
Calculated using equation (10).
Calculated using equation (11).
DTT: Davis tube tester.
Conclusion
The upgrading of a −2 mm low-grade iron ore tailings product (50·7% Fe) sourced from the Pilbara region in Western Australia, consisting mainly of hydrohaematite and goethite (minerals of low magnetic susceptibility), was studied using two main processing options. The first option was WHIMS using either deslimed or untreated feed, to recover the haematite and goethite. The second option was to carry out a reduction roast on deslimed feed to convert the goethite and haematite to synthetic magnetite, followed by wet low-intensity magnetic separation (by DTT) to recover the synthetic magnetite. In this study, a relatively coarse feed top size of 500 μm was used for the magnetic separation tests, as well as relatively low roasting temperatures (650°C and 700°C) for process cost considerations.
The hydrocyclone desliming step (d50c = 18·8 μm) improved the iron grade, and lowered the silica and alumina content of the feed. A similar beneficial effect was noted in the WHIMS products using deslimed feed, while the iron recovery was about 2·8–5·3% lower when compared with WHIMS using the original feed.
The best result using WHIMS was achieved with a magnetic intensity of 0·90 T using the deslimed feed, while the best result using DTT was achieved with a magnetic intensity of 0·35 T using the deslimed feed that had been reduction roasted at 700°C using a 1∶1 mixture of CO/CO2 as the reductant. Overall, the process of desliming followed by reduction roasting and low-intensity magnetic separation produced the highest grade product (63·2%Fe) with the highest iron recovery (60·1%), compared with the WHIMS product, which had a calculated calcined iron grade of 62·1% and an iron recovery of 55·7%.
There is further scope for optimising the reduction roast procedure. It was observed that not all the haematite and goethite had transformed to synthetic magnetite. This is thought to be due to the relatively coarse size of the feed (−2 mm). Finer grinding of the feed before roasting or increasing the roasting time could potentially create more synthetic magnetite and improve iron recovery during the subsequent magnetic separation step. There is also scope to try different CO/CO2 gas ratios or alternative reductants such as carbon or hydrogen.
The testwork showed that there was little improvement in the iron grade using WHIMS at the feed size tested. However, this could be because of insufficient liberation, so further study using finer grind sizes is recommended for future work. Another consideration for future work is an evaluation of the cost of reduction roasting (using a relatively coarse grind) compared with fine grinding followed by WHIMS, and how these two treatment options might affect downstream sintering and pelletising performance.
Footnotes
Acknowledgement
This project was carried out under the Carbon Steel Stream of the Sustainable Metal Production Theme of the CSIRO Minerals Down Under National Research Flagship. The authors would like to thank Dr Ralph Holmes for proof reading the draft article.