
Abstract
The main purpose of this study was to characterise and separate tin from a low-grade tin concentrate through leaching and low-temperature smelting processes. Parameters such as hydrochloric acid concentration, leaching temperature, smelting temperature and flux composition on iron separation rate, tin yield and grade were optimised. When leaching temperature was 35°C, leaching duration was 2 h and hydrochloric acid concentration was 150 g L−1, maximum iron separation of 99·4% was obtained, and maximum tin recovery of 97·66% with crude tin grade of 97·48% was obtained at 870°C smelting temperature, 120 min smelting duration, 55·0 wt-% sodium carbonate, 12·0 wt-% sodium hydrate and 30·0 wt-% leached residue and 3·0 wt-% of pulverised coal in charge.
Introduction
The commercial route for extraction of tin from its oxide mineral cassiterite (SnO2) is a pyrometallurgical process (>1500 K), which involves reduction of cassiterite to metallic tin through reverberatory furnaces, Ausmelt furnace (Ausmelt Ltd) or other enhanced oxygen-rich smelting furnaces (Rivera, 2006; Warner, 1985; Rong et al., 1987). However, smelting tin under these high temperatures always causes the following problems in the form of serious environmental pollution and large energy consumption:
Serious environmental pollution. During pyrometallurgical smelting process (especially for those >1300°C pyrometallurgical smelting process), considerable quantities of sulphide and some associated volatile metals, such as arsenic, lead and cadmium, together with low concentrations of SO2, are emitted due to volatilisation, resulting in serious environmental pollution in the areas surrounding tin smelting plants (Oluwole et al., 1995).
High energy consumption. To sustain this pyrometallurgical process (>1300°C), large amounts of high-quality coal are consumed. Currently, more than 2·5 t of standard coal is required to produce 1 t of tin in many tin smelting plants of China (Lan, 2009).
Separation of tin and iron. The current pyrometallurgical process always requires a high-grade tin concentrate and is not suitable for the treatment of low-grade tin ores (especially tin ores bearing high iron species). The reason is that iron and tin tend to be reduced together to form a stable tin–iron alloy or to form SnO–FeO matte under the current smelting conditions (>1300°C), thereby rendering subsequent processing difficult and more energy consuming.
Therefore, the most promising process for tin smelting, especially for the low-grade tin concentrate bearing high iron, is the low-temperature smelting process. A process has been proposed to recover tin from low-grade tin concentrate under low temperature consisting of the following two steps:
Step 1: leaching to separate iron; Step 2: low-temperature smelting to recover tin from the leached residue, which includes feeding flux, leached residue and pulverised coal, into a rotary kiln with a temperature of <1000°C. As a result, crude tin metal and a melt, mainly containing sodium carbonate withdrawn from the process, are obtained. After the resultant liquid crude tin is discharged, the melt is discharged from the reaction zone and is subjected to a filtering operation while it is melting to obtain a molten salt, which can be reused as the flux again. To realise the filtration operation of molten salt, we designed a set of heat preservation equipment to contain the discharged salt that can keep the salt melting during filtration.
The proposed process can avoid tin–iron separation problem and significantly reduce the smelting temperature to >400°C, and can avoid emission problem caused by pyrometallurgical smelting process. Na2CO3 is not involved in the reaction with cassiterite, it only provides a low-temperature reaction medium for tin reduction. Some of the Na2CO3 can react with SiO2 to form Na2SiO3, while most of it can keep chemical properties unchanged after smelting. After liquid tin is discharged from the bottom of the rotary kiln, the molten salt is discharged from the rotary kiln and then subjected to leaching by the molten salt thermal insulation equipment to obtain a molten salt (essentially containing Na2CO3, which can be fed into the rotary kiln as flux again). Previous studies have shown that this proposed process has advantages such as relative low smelting temperature, low carbon consumption and suitable for handling complex multi-metal ores (Yang et al., 2011a, 2011b).
As to the leach solution, H2O2 is first added to oxidise the trivalent arsenic (As3+) into pentavalent arsenic (As5+), then a right amount of FeCl3 is added to the solution, adjusting the pH to 6·5 or so. Most of the arsenic can be transformed into iron arsenate and precipitated. After removing this precipitate, the leach solution is subjected to produce iron oxide according to spray pyrolysis process (Rajendra et al., 2009). The byproduct of HCl can be absorbed and reused as leaching agent again. The schematic procedure is presented in Fig. 1.
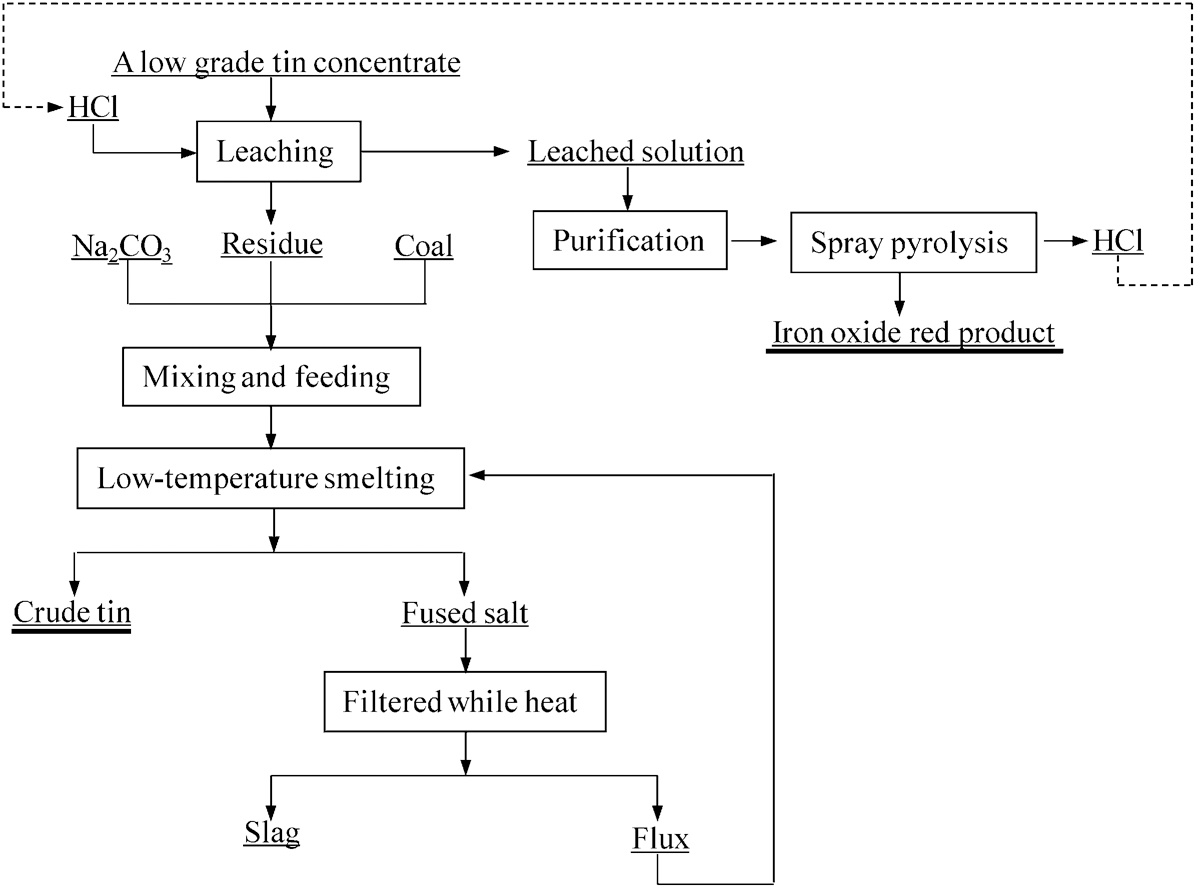
Flow diagram showing the extraction of tin from a low-grade tin concentrate using leaching and low-temperature smelting processes
Experimental
Materials
The low-grade tin concentrate was supplied by Guanxi Tanghan Zinc & Indium Co., Ltd, Nandan, China. Its chemical composition and species analysis are listed in Tables 1 and 2, respectively. The chemical composition of the pulverised coal is shown in Table 3. Chemical and species analyses of the tin concentrate were mainly conducted by atomic absorption spectroscopy, chemical titration analysis and X-ray diffraction (XRD) analysis. Table 4 shows cassiterite occurrence of the tin concentrate. Figures 2 and 3 show XRD pattern, scanning electron microscopic (SEM) images and energy dispersive X-ray spectroscopy (EDS) patterns of the tin concentrate, respectively.
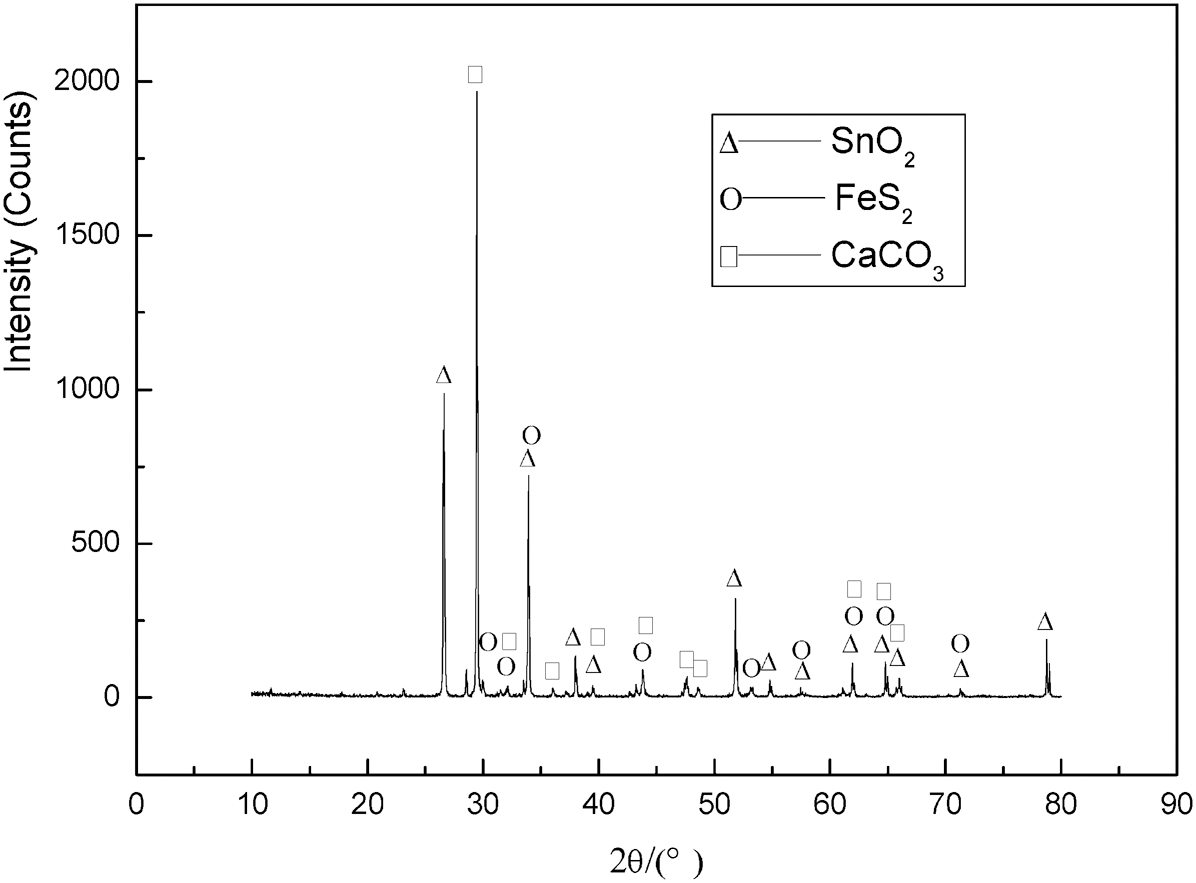
XRD pattern of the tin concentrate
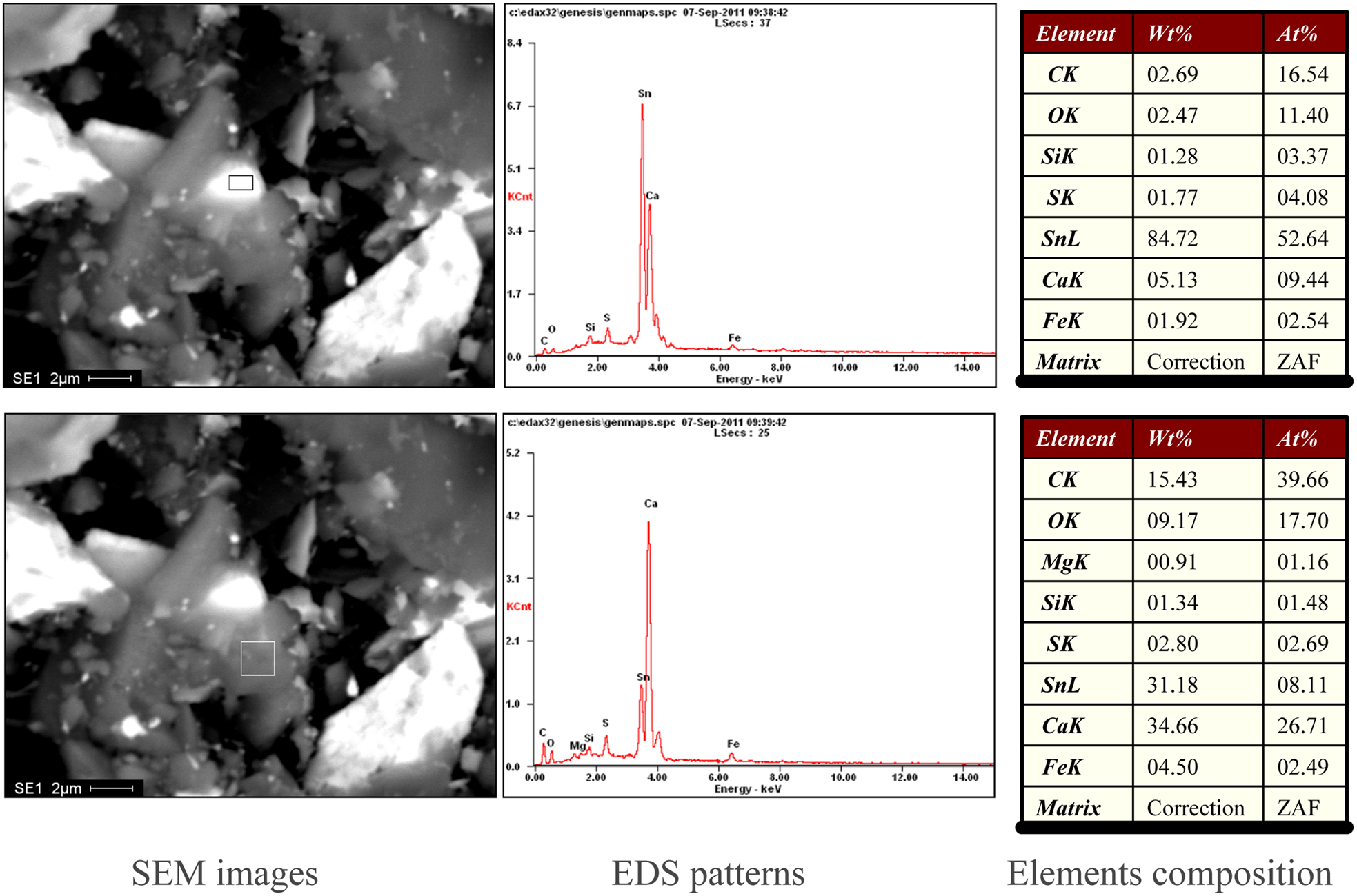
SEM images, EDS patterns of the tin concentrate
Chemical composition of the tin concentrate

Species analysis of the main elements presented in the tin concentrate

Chemical composition of the coal

Cassiterite occurrence of the tin concentrate

Analyses results show that more than 50% cassiterite is enwrapped by pyrite and limestone, which makes difficult to use conventional flotation mineral dressing methods to separate pyrite, calcium, etc.
Procedure
Leaching was carried out in a 2000-mL glass flask by adding the weighed amount of tin concentrate to diluted hydrochloric acid solution at desired temperature with magnetic stirring at 250 revolutions per minute (rpm). The temperature of the system was controlled on an oil bath heater. In order to accelerate the dissolution of pyrite and limestone, some quantity of zirconium beads (particle size of about 0·5 and 1·5 cm) was added into the flask and stirred with a mechanical mixing propeller. At the end of each leaching experiment, the insoluble leached residue was filtered and washed with 1·0M hydrochloric acid and then with distilled water.
After drying enough, the leached residue was subject to low-temperature smelting procedure. In a typical procedure, sodium carbonate, leach residues were fed into a rotary kiln with a temperature of less than 1000°C and smelted for some hours. As a result, crude tin metal and a melt, mainly containing Na2CO3, were obtained. After the liquid crude tin was discharged, the melt was discharged from the bottom of the rotary kiln and then subjected to a filtering operation while it was melting. The filtrate (mainly Na2CO3) can be fed into the rotary kiln to reuse it as the flux again.
In this research, all experiments were carried out using 200 g tin concentrate per time, while a validated experiment was carried out using 1000 g tin concentrate per time.
Results and discussions
Leaching experiments
As shown in Tables 1 and 2, the tin concentrate mainly contained Sn (SnO2, SnS, Sn), Fe (FeS2, Fe2O3, Fe3O4), S, Ca (CaCO3, CaO), Si (SiO2) and some associated metals such as Pb, As and Mn. The iron components and other impurities can be dissolved by HCl according to reactions (1)–(8)








The leached residues mainly contain undissolved SnO2, (Sn2Fe)(O, OH)2 (Varlamoffite), SiO2, and some quantity of silicate, such as Fe2(SiO3)3.
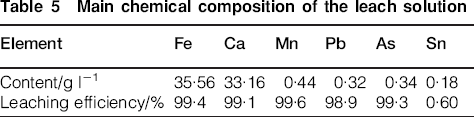
Leaching conditions were first optimised and the most suitable conditions for iron separation was obtained as the temperature of 35°C, leaching duration of 2 h, HCl concentration of 150 g L−1 and solid–liquid ratio of 1/4 (g ml−1). Experimental results show that most of Fe, Ca, Mn, Pb, Sn and As components can be leached into solution under this experimental condition (Table 5). This procedure yielded a leached residue containing 73·94 wt-% Sn and other impurities (Table 6).
Main chemical composition of the leach solution
Main chemical composition of the leached residue

Low-temperature smelting experiments
Smelting temperature
All experiments were carried out under a charging composition of 55·0 wt-% of Na2CO3, 12·0 wt-% of NaOH, 30·0 wt-% of leached residue and 3·0 wt-% of pulverised coal with smelting for 2 h. Table 7 shows the effects of smelting temperature on the recovery of tin and crude tin grade.
Effect of smelting temperature on the extraction of tin and crude tin grade
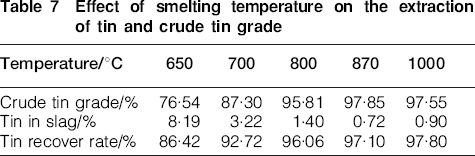
Experimental results indicated that the tin recovery rates improved from 86·42 to 97·10% as the smelting temperature increased from 650 to 870°C and the resultant crude tin grade increased from 76·54 to 97·85%. Accordingly, the tin in slag decreased from 8·19% to 0·72%. A further increase in smelting temperature has no obvious effect on tin recovery and tin grade, whereas energy and the resultant tin–iron alloy increased. Therefore, 870°C was chosen as the optimum smelting temperature in this study.
Na2CO3 dosage
Na2CO3 plays an important role in this low-temperature smelting process. According to the previous study (Yang et al., 2011a, 2011b), Na2CO3 is not involved in the reaction with cassiterite, it only provides a low-temperature reaction medium for tin reduction.
All experiments were carried out under the following conditions: temperature, 870°C; smelting duration, 2 h; 12·0 wt-% of NaOH and 30·0 wt-% of leached residue. The quantity of Na2CO3 dosage increased from 40·0 to 65·0 wt-%. Table 8 shows the effects of Na2CO3 dosage on the recovery of tin and resultant crude tin grade.
Effect of Na2CO3 dosage on the extraction of tin and tin grade
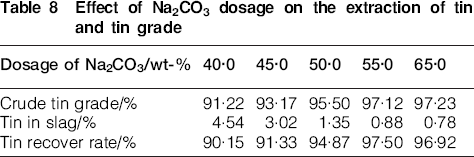
Experimental results showed that the tin recovery rates increased from 90·15 to 97·50% as the dosage of Na2CO3 increased from 40·0 to 55·0 wt-% and the crude tin grade increased from 91·22 to 97·12%, while the tin in slag decreased from 4·54 to 0·88%. A further increase in the dosage of Na2CO3 was seemed unnecessarily. Therefore, 55·0 wt-% of Na2CO3 in charging was desirable and sufficient for providing reaction media for tin extraction.
NaOH dosage
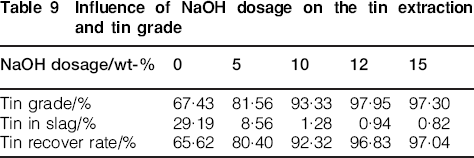
All experiments were carried out under the following conditions: 55·0 wt-% of Na2CO3, 30·0 wt-% of leached residue, smelting at 870°C for 2 h. NaOH dosage increased from 0 to 15·0 wt-%. The results of the NaOH dosage on the recovery of tin and crude tin grade are shown in Table 9. Experimental results indicated that the tin recovery rate increased from 65·62 to 97·04% as the weight per cent of NaOH increased from 0 to 15. The resulting crude tin grade increased from 67·43 to 97·30%, and accordingly, tin in slag decreased from 29·19 to 0·82%. However, a greater dosage of NaOH reduces the molten salt viscosity greatly, resulting in serious molten salt leakage from the rotary kiln. Thus, 12·0 wt-% of NaOH dosage was applied in this study, and a maximum tin recovery of 96·83% and crude tin grade of 97·95% were obtained.
Influence of NaOH dosage on the tin extraction and tin grade
Smelting duration
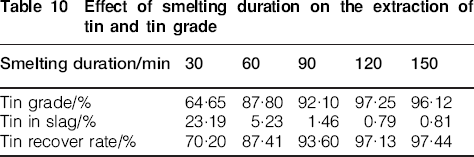
Table 10 showed the extracted tin from the leached residue by low-temperature smelting under different smelting durations at a smelting temperature of 870°C, 55·0 wt-% of Na2CO3, 12·0 wt-% of NaOH and 30·0 wt-% of leached residue. Based on the experimental results, the tin recovery rate and the crude tin grade increased with the extension of smelting duration from 30 to 150 min. When smelting duration was more than 120 min, no further increase was apparent in tin recovery rate and tin grade. Therefore, in this study, 120 min was chosen as the optimised smelting duration in this study.
Effect of smelting duration on the extraction of tin and tin grade
Validated experiments
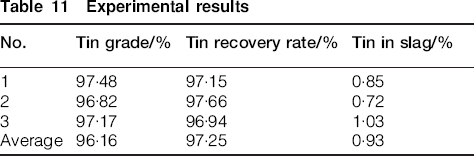
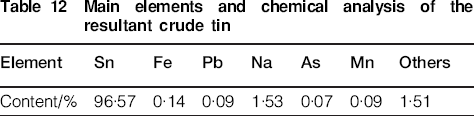
Based on the foregoing experiments, the optimum conditions for tin extraction from the leached residue through the low-temperature smelting process were determined as follows: 870°C temperature, 120 min smelting duration, 55·0 wt-% sodium carbonate, 12·0 wt-% sodium hydrate, 30·0 wt-% leached residue and 3·0 wt-% of pulverised coal in charge. These conditions were then applied in validated experiments. Tables 11 and 12 show the results of three validated experiments and chemical analysis of the resultant crude tin, respectively. On the average, 97·25% tin was separated from the leached residue, and 96·16% crude tin was obtained.
Experimental results
Main elements and chemical analysis of the resultant crude tin
Comparison with current process
As described in the above low-temperature smelting process, a maximum tin recovery rate of 97·25% and crude tin grade of 96·16% were obtained when a charge (containing 55·0 wt-% Na2CO3, 12·0 wt-% NaOH and 30·0 wt-% tin concentrate (leached residue bearing cassiterite)) was smelted at 870°C for 120 min. This smelting operation can be successfully proceeded at low smelting temperature (<900°C) because of the application of Na2CO3 and NaOH as the reaction media. In comparison, the current tin smelting process, reverberatory furnace smelting or Ausmelt process, which involves pyrometallurgical smelting tin under the higher smelting temperature (>1300°C), always results in serious environmental pollution, high energy consumption and difficulties in tin–iron separation. The comparison between the introduced low-temperature smelting process and the current smelting process is shown in Table 13.
Comparison between the low-temperature smelting process and the current process

Conclusion
According to the characteristics of the low-grade tin concentrate, a leaching plus a low-temperature smelting process was proposed for tin extraction from the low-grade tin concentrate. Under optimised conditions, a high iron separation rate (>99%), high tin recovery rate (>97%) and high crude tin grade (>96%) were achieved under the low smelting temperature (<900°C). Considering that the proposed process possesses many merits such as low temperature, low carbon and low environment impact, the method reported here would be very popular in China.
Footnotes
Acknowledgement
This project was supported by Major science and technology projects of Hunan Province (2012FJ1010); Project (51174237) supported by the National Nature Science Foundation of China; Project supported by Key Projects in the National Science & Technology Pillar Program during the Eleventh Five-Year Plan (2010ZX07212-008); Project (NCET-13-0600) supported by Program for New Century Excellent Talents in University; Project (YSZN2013YJ03) supported by Non-ferrious Metals Science Foundation of HNG-CSU.