
Abstract
A mathematical model considering heat transfer, mass transfer, porosity change, stepwise reductions of iron oxides and carbon gasification has been developed to investigate the direct reduction process of iron ore–carbon composite pellet. The governing equations were discretised in fully implicit form based on control volume method and numerically solved using tri-diagonal matrix algorithm. The model has been validated by comparison with experimental data from the literature. The effects of some operational parameters have been investigated, and the optimal combination of these parameters is determined by orthogonal test. The results show that the reduction rate increases with the decrease of pellet diameter initially. However, the final degree of reduction increases with the increase of pellet diameter ranging from 5 to 15 mm. Chemical reaction rates increase significantly with the increase of furnace temperature. The degree of reduction for pellet with C/O ratio of 0·8 is lower than pellets with C/O ratio of 1·0 and 1·2 after reduction for 900 s. The degree of reduction is 95·84%, which is high enough in engineering, when furnace temperature, reduction time, C/O mole ratio, and pellet diameter are 1473 K, 10 min, 1·2, and 20 mm, respectively.
Notation
specific heat of at a certain point within the pellet, J kg−1 K−1
gas diffusivity, m2 s−1
Knudsen diffusivity for gas k, m2 s−1
molecular diffusivity for gas k, m2 s−1
activation energy, J mol−1
fractional reaction
reaction heat, J mol−1
mass transfer coefficient, m s−1
thermal conductivity, W m−1 K−1
pre-exponential constant
molecular weight, kg mol−1
mass of individual solid reactant left in the pellet, kg
pressure, atm
universal gas constant, J mol−1 k−1
radius of a particle in the pellet, m
Reynolds number
reaction rate of reaction i, mol m−3 s−1
distance from local point to the centre of the pellet, m
Schmidt number
Sherwood number
pellet temperature, K
furnace temperature, K
time, s
mole fraction
tortuosity of pellet
emissivity
stoichiometric coefficient
density, kg m−3
Stefan–Boltzmann constant, W m−2 K−4
porosity of the pellet
Subscripts
effective parameters
reaction equilibrium
related to gaseous mixture
index of reactions or gas or solid components
average parameters
related to solid matrix
infinite parameter
Introduction
The direct reduction of iron ore by carbonaceous materials has been extensively investigated in recent years (Agrawal et al., 2001; Iguchi and Takada, 2004; Donskoi et al., 2006) to increase the interest in a new ironmaking process without steps of cokemaking and iron ore agglomeration. In such a process, pellets composed of fine iron ore and a carbonaceous reductant are used as burden material in a rotary hearth furnace (RHF) to heat to a temperature of 1473–1573 K. After reduction for 15–20 min in the RHF, a proper metallisation rate of composite pellet is obtained. The product is in the form of sponge iron, which can be used directly as a row material for steelmaking in an electric arc furnace or to enrich the burden of a blast furnace. The reaction mechanism in iron ore and coal pellet/mixture is very complex because of the multicomponent gas and solid phases, as well as temperature and pellet composition dependence of physicochemical properties during the reducing process. It is generally agreed that solid–solid reduction of iron oxide by carbon plays a small role in reduction process, and iron oxide reduced by carbon occurs mainly through the gaseous intermediates CO and CO2. The main reduction reactions may be represented as follows





On the basis of the studies of former researchers, a better understanding for reduction process of composite mixture/pellets has been gained. However, most of these works focused on kinetics of direct reduction of the composite pellet/mixture, the effects of operational parameters and the importance of each parameter on reduction process have not been studied extensively. Hence, the objective of this work is to investigate effects of operational parameters and the importance of each parameter on reduction process, which can provide guidance for industrial production. To fulfil this objective, a mathematical model considering heat transfer, mass transfer, and chemical reactions, as well as internal porosity change during the reduction process was established. The effects of some operational parameters such as furnace temperature, pellet size, and C/O mole ratio in the pellet have been studied with the help of the model. Orthogonal test was used to understand the importance of each parameter and obtain optimum conditions over the range of variation studied in a relatively small number of calculations.
Establishment of the model
The system under study is a porous solid pellet, which is generally made up of a number of particles of iron oxide and carbon, separated by pores. A possible representation of direct reduction process within the solid pellet is shown in Fig. 1. Heterogeneous chemical reactions take place at the interfaces of individual particles of iron oxide grain and carbon grain within the pellet. Gaseous products are generated at the reaction interface. The surplus gaseous products diffuse from the interfaces to external surface of the solid pellet through the pores within the pellet. Finally, these gases are taken away from the external surface of the pellet to the bulk flow of the gas mixture. Since carbon gasification by carbon dioxide is extremely endothermic, temperature gradient within the pellet exists during the reduction process of the pellet. The external heat transfer mainly includes radiation from bulk gas and furnace wall to the surface of the pellet. Chemical reaction heat acts as a source term within the pellet. To develop mathematical model for the complicated phenomena in a pellet, simplifying assumptions are employed as follows:
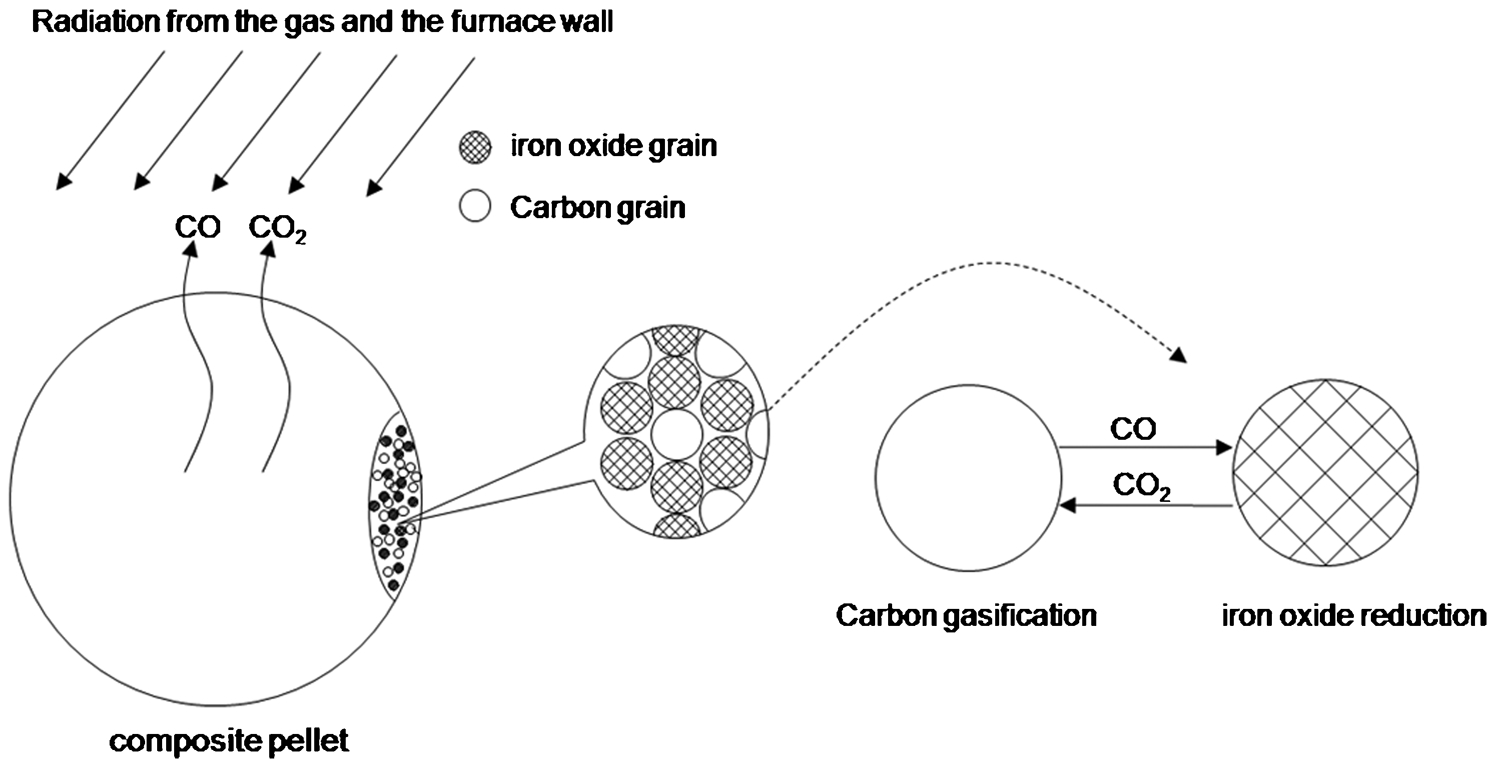
Schematic of direct reduction process in ore–carbon composite pellet
The composite pellet may be considered as a porous medium and both solid and gas phases are assumed to be continuum.
The distribution of chemical compositions and temperature inside the pellet is initially uniform.
The pellet is spherical with constant diameter during the reduction process.
The local thermal equilibrium between gas and solid phases at a given radial position in the porous pellet is assumed.
Total pressure within the pellet is constant.
Only the stepwise reductions of iron oxide by carbon monoxide and carbon gasification reaction are taken into account.
Governing differential equations
Energy equation
The common approach in treating radiant heat transfer in porous media at high temperatures is to include it in conductive heat transfer formulation by the definition of effective heat conductivity (Valipour and Saboohi, 2007). Thus, the differential form of energy equation can be written as follows


Mass conservation equation for gaseous species
Mass equation for gaseous component k

The Knudsen diffusivity for each gas component k is given by the following relation (Valipour and Saboohi, 2007)
 , where
, where
 .
.
Mass conservation equation for solid species
Mass equation for solid component k
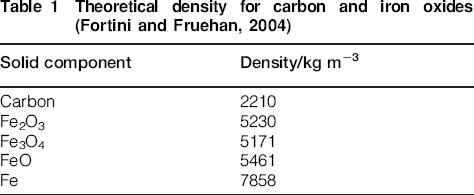
Theoretical density for carbon and iron oxides (Fortini and Fruehan, 2004)
Initial and boundary conditions
Initial condition
Temperature and solid components in the ore–carbon composite pellets are uniform at the beginning of the reduction process. Therefore, the initial conditions are



Boundary condition
Because spherical symmetry was assumed, boundary conditions at the centre of the pellet are



Reduction in composite pellets
Given the small coal and oxide particle sizes, the reaction rates are assumed to be independent of particle size and the first order with respect to all reactants. Therefore, the rate law for Boudouard reaction can be written as (Fortini and Fruehan, 2005a)



 is the rate constant for iron oxide reduction and is assumed to obey the Arrhenius law as follows
is the rate constant for iron oxide reduction and is assumed to obey the Arrhenius law as follows

Numerical computation method
Governing differential equations, together with the initial and boundary conditions, are rendered to a set of algebraic equations by discretisation based on control volume method (Patankar, 1980) in implicit form. These algebraic equations are solved by tri-diagonal matrix algorithm method. Parameters within the pellet are updated every time step with local temperature and gas and solid components. The programming work is done in a development environment using C# as programming language. To ensure the model results are independent of the grid size and time step, the model was run for different grid sizes and time steps.
Results and Discussion
Comparison between computational results and experimental data
Literature data (De Carvalho et al., 1994) have been used for validation of the model estimations. Experimental conditions are shown in Table 2. In the experiment, the pellet was placed inside a high density alumina tube and kept for approximately 1 h at 973 K under an inert atmosphere of N2 to eliminate the effect of moisture, volatiles and hydration water on the reduction process. After that, the predetermined atmosphere was introduced to the furnace, and the pellet was reduced at predetermined furnace temperature (1173 K/1273 K/1373 K/1473 K) for certain time (25 min/25 min/15 min/12·5 min). Exit gas samples were taken at certain time intervals, and the extent of reduction was obtained by off-gas analysis. More detailed information on this experiment can be found in the paper (De Carvalho et al., 1994). The degree of reduction f of pellets was calculated using the equation

Experimental conditions
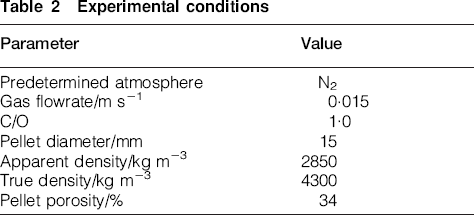
Figure 2 shows the comparison between the model calculations and the experimental data for fractional reduction at furnace temperature ranging from 1173 to 1473 K. As it has been shown in Fig. 2, there is a reasonable agreement between the model predictions and the experiments.
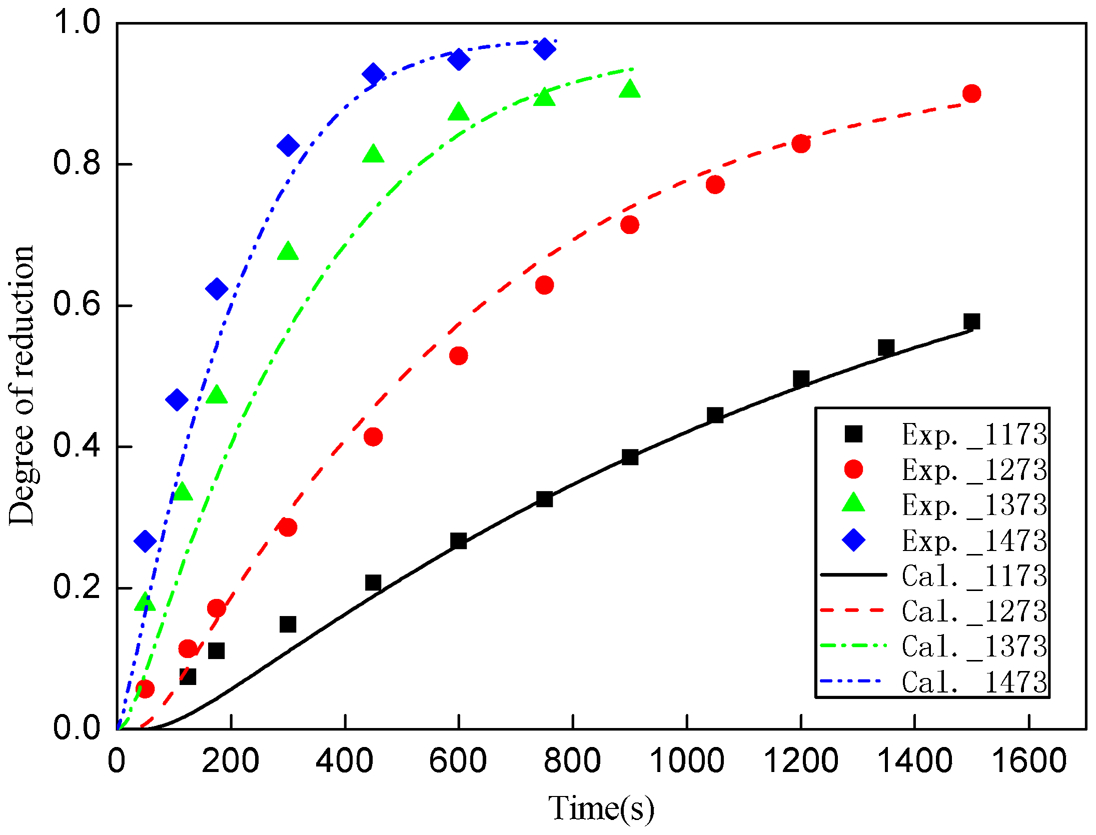
Comparisons of computed and measured degree of reduction for furnace temperature ranging from 1173 to 1473 K
Effect of diameter
Time variation of degree of reduction at 1373 K for pellets with size ranging from 5 to 30 mm in diameter is shown in Fig. 3. It has been observed that the degree of reduction of composite pellet initially does not change, and then sharply increases; finally the curves become flat at the later stage of reduction. The initial zero level of degree of reduction indicates that there is no reaction taking place within the pellets. This is because that the temperature of the pellet is low at the initial stage of reduction and the devolatilisation of coal is not considered in the model. At the later stage of reduction, because of the lack of carbon in the pellet, in situ generation of carbon monoxide decreases. Thus, the reaction rate of wüstite to metallic iron decreases.
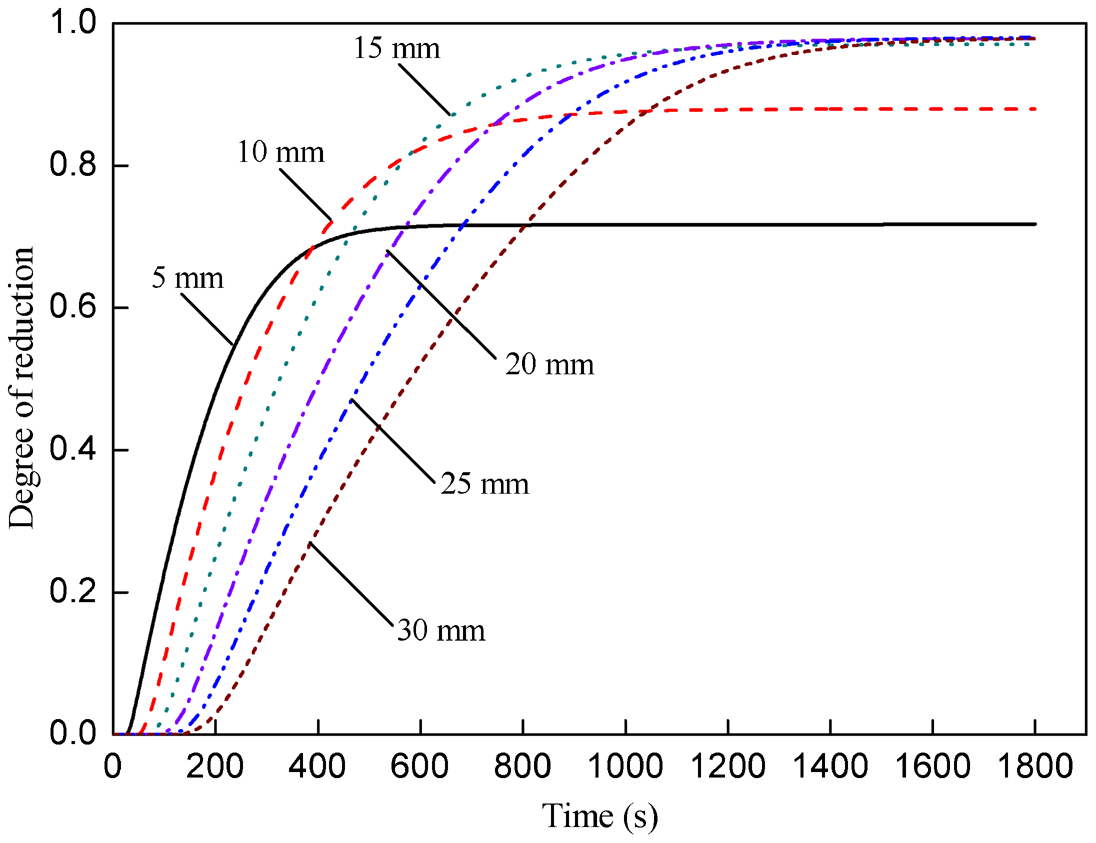
Time variation of degree of reduction at 1373 K for pellets with size ranging from 5 to 30 mm in diameter
It may further be noted that the reduction rate increases with the decrease of pellet diameter at the initial stage. However, the final degree of reduction increases with the increase of pellet diameter ranging from 5 to 15 mm. For pellets with diameter ranging from 15 to 30 mm, the effect of pellet size on final degree of reduction can be ignored. This may be explained as follows. A part of CO generated by the carbon at the surface of the pellet is used for the reduction reaction, but most of it is possibly dragged away by the bulk flow without participating in the reduction reaction. If the loss of carbon on the surface of the pellet is higher than a certain value, carbon content in the pellet is insufficient at the later stage of reduction, which results in low degree of reduction. When pellet diameter is smaller than 15 mm, the percentage of the amount of carbon on the surface of the pellet is high, and it increases with the decrease of pellet diameter because of the increase of specific surface area. However, when the pellet diameter is larger than 15 mm, the percentage of the amount of carbon on the surface is small. The loss of carbon on the surface of the pellet has little influence on reduction process.
Effect of temperature
Variations of degree of reduction for pellet with diameter of 20 mm at constant furnace temperature raging from 1273 to 1473 K are shown in Fig. 4. It can be seen that reactions start after being heated for 70, 100, and 145 s under the furnace temperature of 1273, 1373, and 1473 K, respectively. The degrees of reduction for pellets under furnace temperature of 1273, 1373, and 1473 K are 69·67, 93·75, and 98·82%, respectively, after reduction for 900 s. Furnace temperature has a strong influence on reduction reactions within the pellet. This is because that the mechanism of heat transfer from the surrounds to the surface of the pellet is mainly by radiation. Radiative heat transfer is proportional to the fourth power of the temperature. In addition, carbon gasification reaction within the pellet is highly endothermic in nature. Thus, increase of furnace temperature can significantly improve chemical reaction rates.
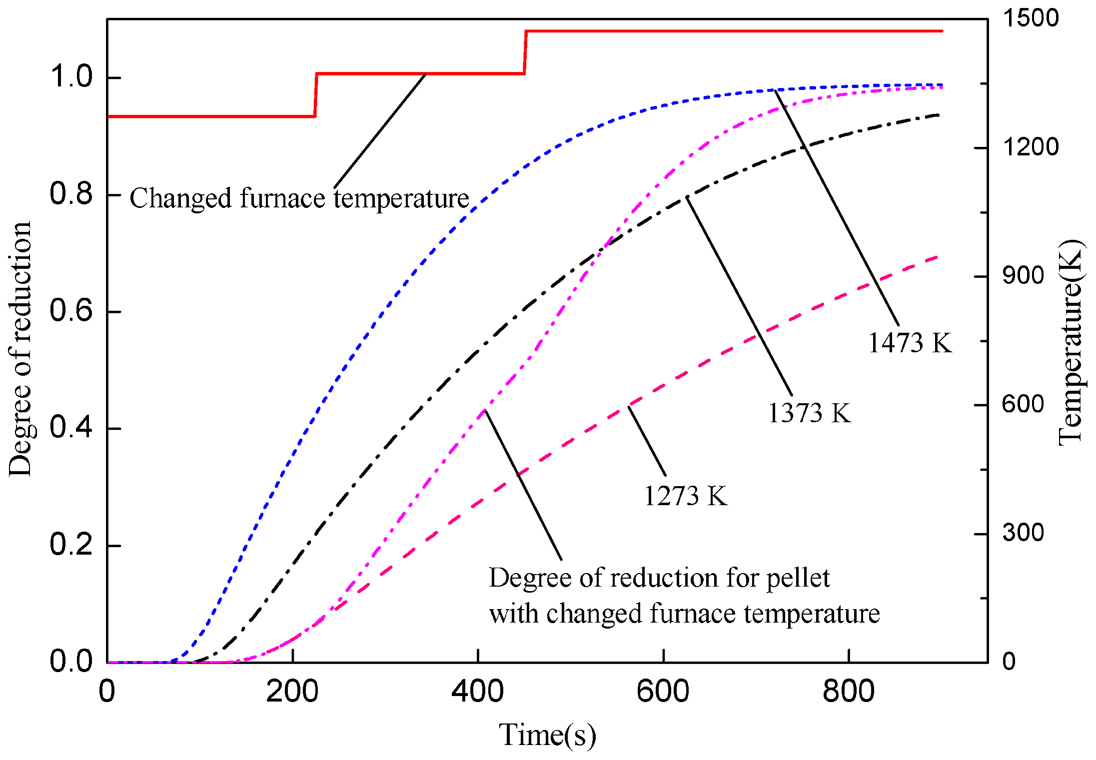
Changed furnace temperature and time variation of the degree of reduction for pellet with a diameter of 20 mm at constant furnace temperature raging from 1273 to 1473 K and changed furnace temperature
It is also observed that reduction reaction within the pellet almost stops after about 600 s under constant furnace temperature of 1473 K. Further heating has little influence on the increase of the degree of reduction, which is a waste of energy. In order to increase energy efficiency in an actual RHF, there is a preheating section in the furnace where no fuel is applied to make full use of sensible heat of exhaust gas. Therefore, furnace temperature is changed over reduction time in a real RHF. Figure 4 also shows the time variation of degree of reduction of pellet under changed furnace temperature. It can be seen that in the first 235 s, the reduction rate of pellet at changed temperature is as the same as pellet at 1273 K. However, when the furnace temperature increases to 1373 K, the reduction rate increases sharply. After 900 s of reduction, the degree of reduction is close to pellet at 1473 K. Therefore, reasonable heating regime in RHF can not only guarantee the degree of reduction of the pellet but also save energy.
Effect of C/O molar ratio
Figure 5 shows time variation of degree of reduction for pellet with diameter of 20 mm with C/O molar ratio ranging from 0·8 to 1·2 at 1373 K. It can be observed that the reduction rates for pellets with different C/O have little difference initially. After 490 s, the reduction rate for pellet with C/O ratio of 0·8 is lowest and the reduction rates for pellet with C/O ratio of 1·0 and 1·2 still have little difference. There are two stages during the reduction of the composite pellet. In the first stage, the transformations of haematite to magnetite and magnetite to wüstite are relatively fast, because of the low reducing potential required for this step. The reduction rate is almost not influenced by the carbon content in the pellet. In the second stage, the transformation of wüstite to iron is slower, as a result of higher CO required for this reaction. Carbon content in the pellet with C/O ratio of 0·8 is not sufficient to provide enough CO gas at the reaction site at second stage.
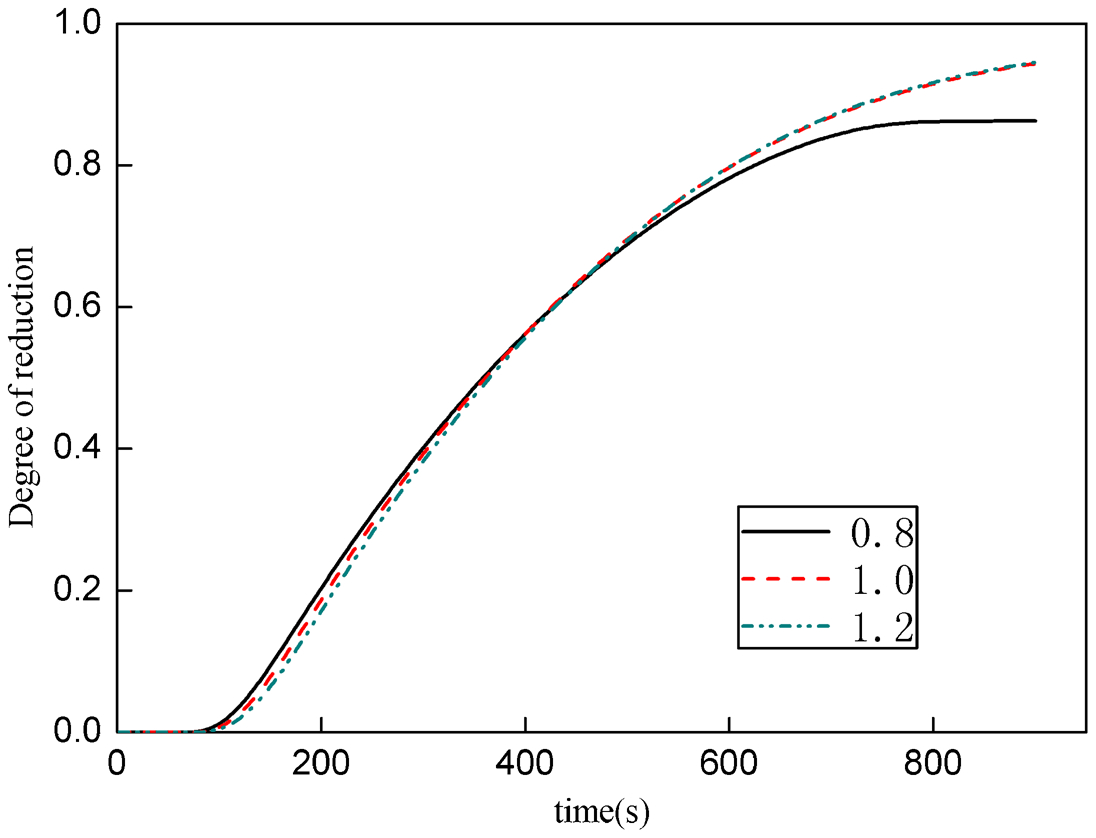
Time variation of degree of reduction for pellet with a diameter of 20 mm with C/O molar ratio ranging from 0·8 to 1·2 at 1373 K
Optimisation of parameters
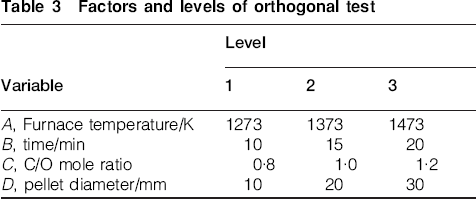
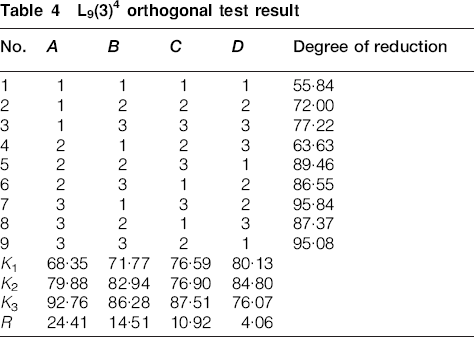
In order to understand the importance of each parameter and obtain optimum conditions over the range of variation studied in a relatively small number of calculations, orthogonal test was used in this work. The variables studied in this study are furnace temperature, reduction time, C/O mole ratio and pellet diameter. The range selected has been presented in Table 3. The orthogonal test L9(3)4 table was designed to examine all selected factors. The results of orthogonal test are presented in Table 4, which indicates that the maximum degree of reduction was 95·84%, which is high enough in engineering. To find out the importance of each parameter, an orthogonal analysis is needed. The values of R corresponding to each variable were calculated and listed in Table 4. The higher the value of R, the greater the impact the corresponding variable has on reduction degree. As seen from Table 4, we can find the influence to the degree of reduction decreases in the order A>B>C>D according to the R values, which indicates that temperature is the most important parameter to affect reduction reaction and pellet size has a weak influence over the range of variation studied in this work.
Factors and levels of orthogonal test
L9(3)4 orthogonal test result
Conclusion
A mathematical model was developed for describing the direct reduction process of ore–carbon composite pellets. The model simultaneously took into account heat transfer, mass transfer, pellet porosity change, and chemical reactions of stepwise reductions of iron oxide (haematite to magnetite, magnetite to wüstite, wüstite to iron), as well as carbon gasification during the reduction. The results of the model were found to be in good agreement with the experimental results from the literature. Following conclusions were obtained:
The reduction rate increases with the decrease of pellet diamante at the initial stage of reduction. At the later stage of reduction, the degree of reduction increases with the increase of pellet diameter ranging from 5 to 15 mm. For pellets with diameter ranging from 15 to 30 mm, the effect of pellet size on final degree of reduction can be ignored.
Furnace temperature has a strong influence on reduction reactions within the pellet. After reduction for 900 s, the degrees of reduction for pellets under furnace temperature of 1273, 1373, and 1473 K are 69·67, 93·75, and 98·82%, respectively. In a real RHF, heating regime should be carefully determined not only to guarantee the degree of reduction but also to save energy.
C/O ratio of the pellet has little influence on the reduction rates initially. After 490 s, the reduction rate for pellet with C/O ratio of 0·8 is lower than for pellets with 1·0 and 1·2. The degrees of reduction are 86·27, 94·35, and 94·53% for pellet with C/O ratio of 0·8, 1·0, and 1·2, respectively, after reduction for 900 s.
Temperature is the most important parameter to affect reduction reaction, and pellet size has a weak influence over the range of variation studied. The degree of reduction is 95·84%, which is high enough in engineering, when furnace temperature, reduction time, C/O mole ratio, and pellet diameter are 1473 K, 10 min, and 1·2, 20 mm, respectively.
Footnotes
Acknowledgement
The article was supported by the Fundamental Research Funds for the Central Universities (No. FRF-SD-12-013A).