
Abstract
The temperature dependences of slag viscosity in the process of autogenous smelting of copper–zinc concentrated products in Vanyukov furnaces (VF) at the Sredneuralsky Copper Smeltery JSC have been revealed. Values of viscous flow activation energy have been determined. Phase transition temperatures in the processes of slag heating and cooling have been measured. The influence of calcium oxide additives on viscosity and on the crystallised slag liquidus point has been evaluated. The results obtained may be used for slag composition improvement with the purpose to reduce copper losses and simplify material preparation to subsequent depletion operation.
Introduction
The autogenous smelting of copper–zinc concentrates at the Sredneuralsky Copper Smeltery JSC is carried out in Vanyukov furnaces (VF). The adopted technology is characterised by a high specific productivity of the unit and a large ratio of the oxygen supply to the concentrate mass to be processed (Vanyukov et al., 1988 ). Under given conditions, formation of the slag with increased Fe3+ content is a highly probable event that would undoubtedly have an effect on physicochemical properties of the melt, including its viscosity. The melting temperature and viscosity of the melt determine the completeness of matte–slag emulsion separation and copper losses with suspended sulphide particles. Optimisation of the slag viscosity is one of the reserves allowing improvement of the melting unit performance and saving non-ferrous metals losses.
Properties of the slag with higher iron oxides content were considered by Vanyukov and Zaitsev (1969 , 1973), Denisov et al. (1999) and Ji et al. (1997). As it was reported earlier by Seki and Oeters (1984), the main factors determining the melt viscosity are the temperature and composition being expressed by the slag basicity coefficient. Extensive information concerning binary and ternary systems viscosity was given by Verein Deutscher Eisenhüttenleute (1981). Viscosity of the multicomponent melts FeOx–SiO2–CaO–MgO–Al2O3 had been measured (Sheludyakov, 1980 ; Zhang et al., 2012 ) in the separate narrow compositional ranges that are typical for specific manufacturers. The data on copper-smelting slag with increased iron (III) oxide and zinc oxide contents are limited (Vaisburd et al., 2002b ; Huaiwei et al., 2012 ). Moreover, nothing is known about thermal properties of such slag.
The goal of the present study was to find out viscosity and thermal properties of the slags of the Sredneuralsky Copper Smeltery JSC and to substantiate the slag composition providing copper losses minimisation.
Methods and Materials
The slag viscosity has been measured by means of a home-made oscillatory viscosimeter (Stengelmayer et al., 1985 ). The instrument works in the mode of resonance oscillation and allows determination within the range 0·1 and 10 Pa s. Experimental set-up (Fig. 1) consists of a heating furnace, a spring-supported viscosimeter, a ring-type magnet, an active oscillator and a measuring cell. Experimental procedure was similar to the one described by Musikhin et al. (1992) and Denisov et al. (2013). The slag samples under study were kept in molybdenum crucibles when cooling the melt starting at 1375°C with the average rate about 24 K min−1. The surface of molten slag was blown round with a flow of gaseous argon during the whole test. Every time the test probe made of tungsten wire 300 mm in length and 1·5 mm in diameter was immersed into the slag to a depth of 10 mm. Smooth sinking of the probe in the melt under study was controlled by a special screwed hoisting device taking the point of touching the liquid slag surface as zero point. The frequency of the probe oscillations was 50 Hz. Analytical signals were received by a digital voltmeter connected parallel to the pickup coil. The temperature was measured by Pt–Pt/Rh thermocouple. Its hot junction was placed inside the melt and the opposite cold terminals were thermostated at 0°C. Calibration of the instrument had been done using reference liquids. As was recommended by Stengelmayer (1973), they were glucose-containing water solutions of cadmium iodide and barium iodide with density and viscosity 2·7–3·0 g cm−3 and 0·04–12·5 Pa s, respectively. Viscosity of the reference solutions had been measured by the well-known Stokes method. Each slag sample was tested doubly in order to check the reproducibility of the results. It was shown that the reproducibility does not exceed measuring error. The relative error on the viscosity measurement was ±5%.
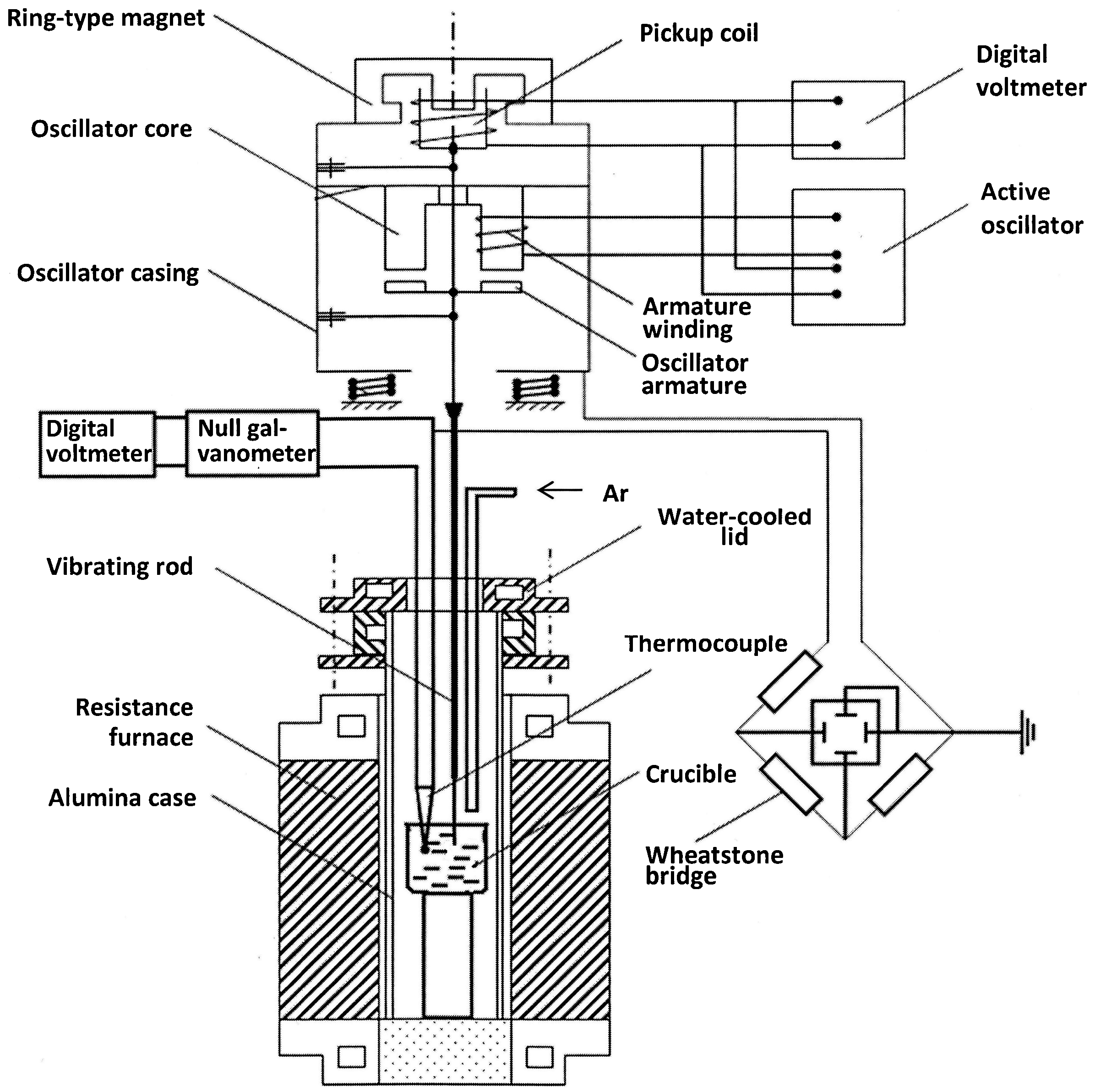
Experimental set-up for viscosity measurement
Thermal behaviour of the slag of existing commercial production has been examined by means of the thermoanalyser Netzsch STA 449C Jupiter, Selb, Germany using simultaneous measurements by thermogravimetry (TG) and differential thermal analysis (DTA) or differential scanning calorimetry (DSC) in alumina analytical crucibles. The rate of continuous heating up to 1200°C and subsequent cooling down to 850°C was 20 K min−1. The flowrate of purging argon was 30 mL min−1. The masses of the powdered slag samples in DSC and DTA tests were about 23 and 32 mg, respectively. Phase transition temperatures were estimated with the help of the calibration file, which was generated as a result of preliminary testing of the melting point of pure metals (In, Sn, Al, Au, Pd) constituting the set of certified reference materials supplied by NETZSCH Gerätebau GmbH. The standard features and setting of the Netzsch Proteus Thermal Analysis software were used for quantitative estimation of those heat effects that were observed on DSC and DTA thermoanalytical graphs. Experimental facilities and procedures provided the resolving ability of mass change and temperature determinations ±0·01 mg and ±1–5 K, respectively. Each run was repeated one time and the observed reproducibility was commensurate with the measuring error.
Test subjects were various slag blends formed in the process of oxidising melting of copper and zinc concentrated products in VF for copper production at the Sredneuralsky Copper Smeltery JSC. These specimens were picked out from the mixers. Slag compositions are shown in Table 1. Apart from the compounds mentioned below, the slag samples contain 0·21–0·27 wt-% Pb, 0·01–0·10 wt-% As and 0·06–0·09 wt-% Sb. Along with industrial specimens (# 1–# 8), the properties of the slag obtained by adding 8·2 (# 9), 9·9 (# 10) and 13·1(# 11) wt-% of calcium oxide to the sample # 8 have been studied. The used calcium oxide was prepared by a roasting of CaCO3 at 950°C for 30 min.
Chemical analyses of the slag samples
Made by remelting of the sample # 8 together with calcium oxide in argon atmosphere.
Results and Discussion
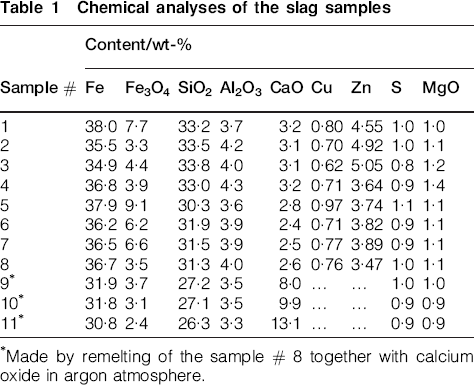
The microstructure of the crystallised slag of copper–zinc concentrates smelting in VF at the Sredneuralsky Copper Smeltery JSC (Fig. 2) was analysed using the scanning electron microscope JSM-59000LV. The main phases of the slag are iron silicates, magnetite, fine sulphide inclusions and matte particles 100–300 μm in size (Selivanov and Gulyaeva, 2012 ). Silicates are represented by the coarse crystals of fayalite Fe2SiO4, while the interspace is filled with pyroxene (Ca, Fe)SiO3 and olivine–pyroxene eutectic. In terms of phase composition and structure, this microstructure is close to that of typical slag obtained by the same way in the process of autogenous smelting at the other copper-smelting plants (Vaisburd et al., 2002a ).
Micrographs of the slag # 8 before a and after b remelting with CaO. 1: fayalite; 2: magnetite; 3: matte particles; 4: pyroxene; 5: sulphides; 6: iron-calcium olivine
Increase of CaO content in the slag results in the structure refinement, silicate eutectic suppression and magnetite crystallisation in the form of inclusions of irregular and elongated shape (Selivanov et al., 2013 ). The iron–calcium olivine Fe1·5Ca0·3Zn0·1Mg0·1Si1·1O4 appears instead of fayalite. The matte inclusions in the sample with higher calcium oxide content have irregular shape and a size of 100–150 μm; fine sulphide inclusions are observed at the borders of oxide phases.
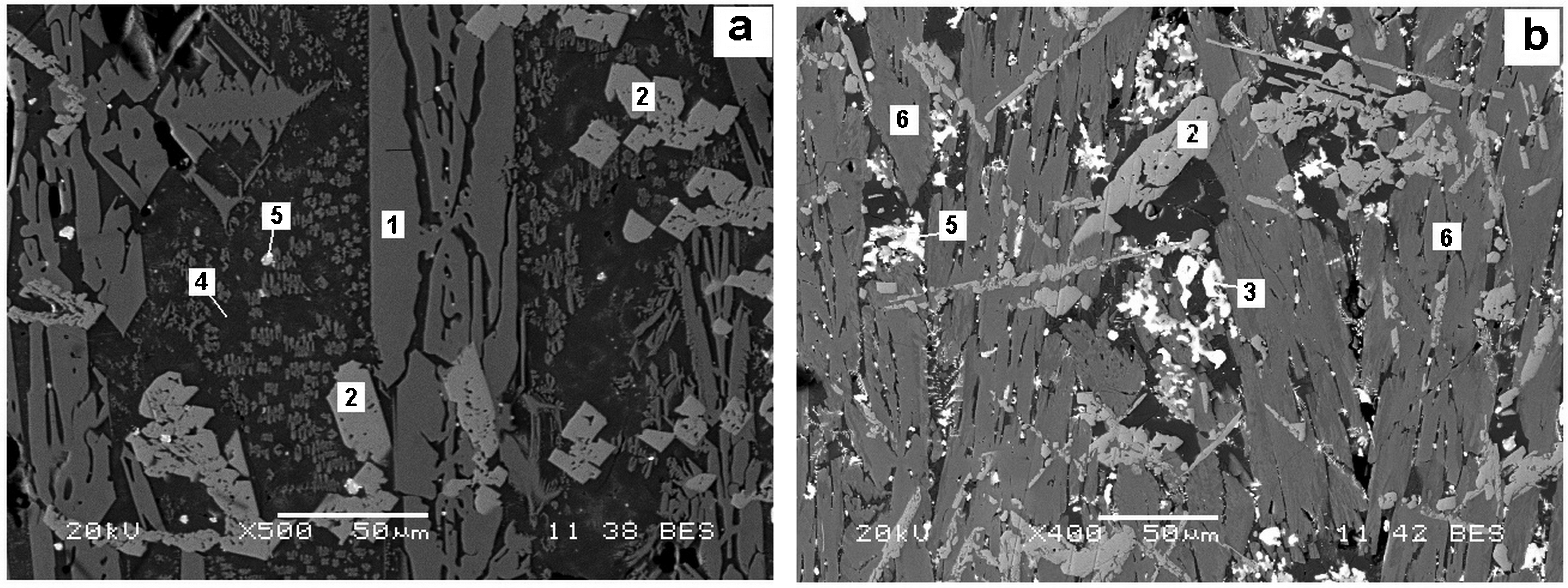
The results of the molten samples viscosity measurement are within the range 0·23–0·48 Pa s at 1300°C and 0·26–0·58 Pa s at 1245°C (Fig. 3). Slag # 5 shows divergent viscosity values as it achieves 1·30 Pa s at 1245°C. This may be explained by higher magnetite content (9·1%). Analysis of the experimental observations has shown that the growth of magnetite content in the slag causes a rise of viscosity values.
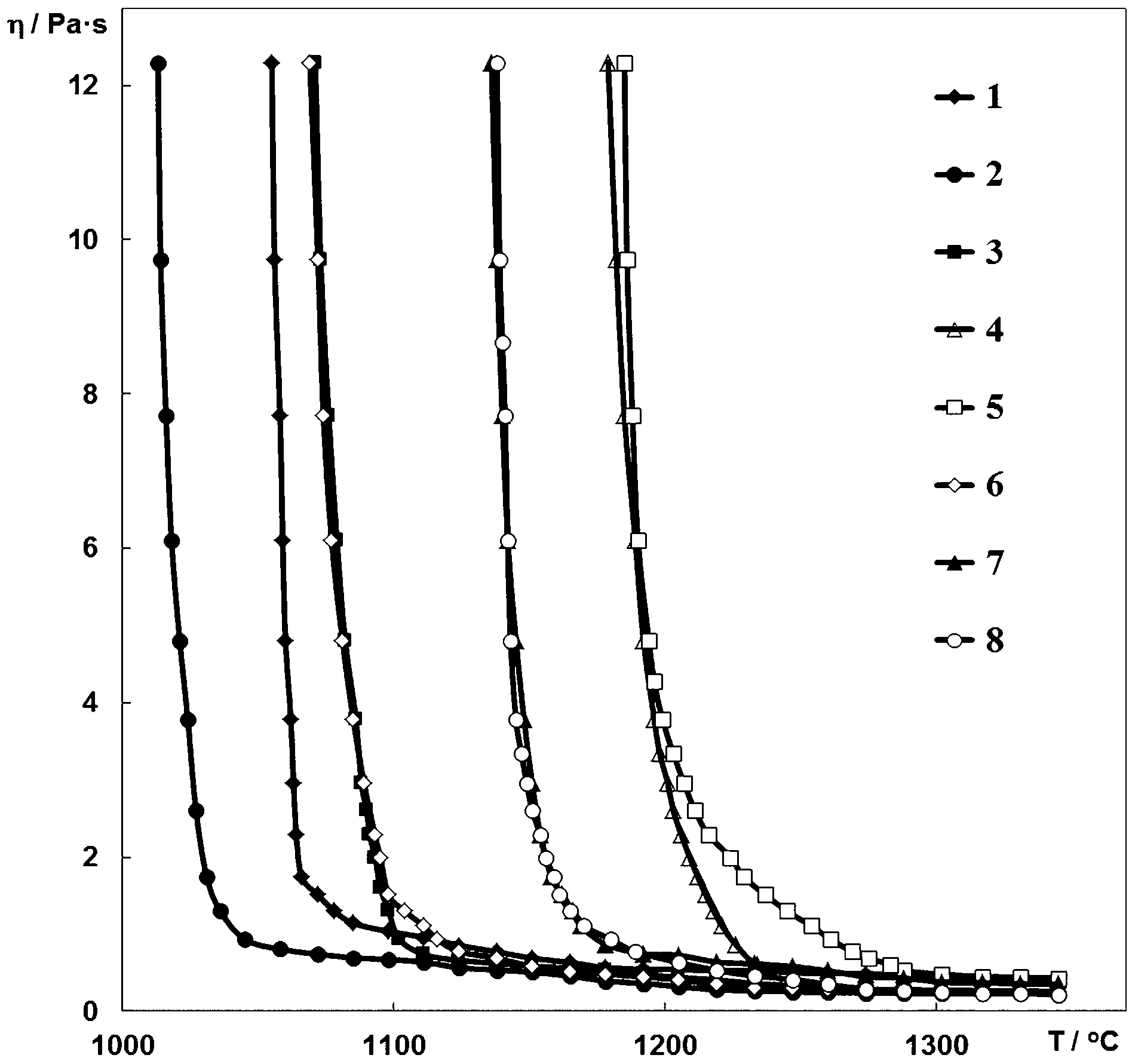
Viscosity of the slag samples # 1–# 8 versus temperature
The temperature dependence of the viscosity η is represented in the form of Arrhenius-like equation

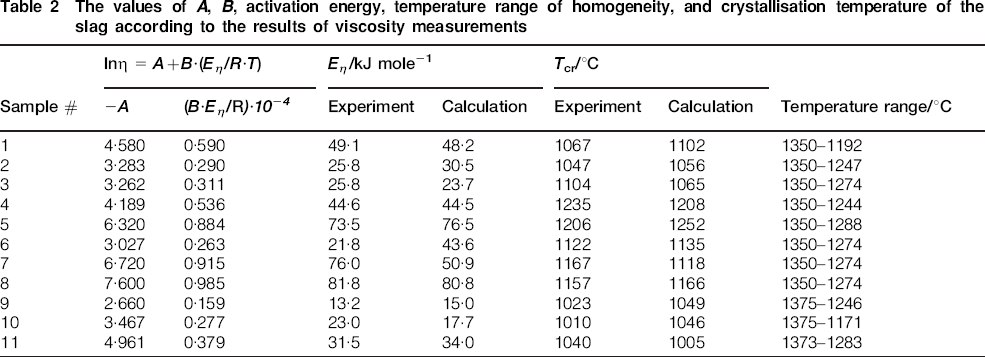
The values of A, B, activation energy, temperature range of homogeneity, and crystallisation temperature of the slag according to the results of viscosity measurements
On the assumption of the viscous flow activation energy dissipation only for making vacancies, the authors estimated the radius rq of the latter from Eη values according to the formula by Esin and Geld (1966)

Proper selection of the model for compositional dependence of viscosity is a difficult task since the slags under consideration are multicomponent systems containing sulphide components in addition. Bazán et al. (2006) had studied fayalite slags and applied the index of basicity Kv to viscosity calculations. Taking into account specific composition of the copper-smelting slag containing zinc oxide with a marked alkalinity, one can express this Kv by component concentrations as the ratio

The estimated dependences of the slags # 1–# 8 viscosity on Kv value at the temperatures 1250 and 1300°C are described by the following equations with the R2 coefficient of determination about 0·90 and 0·46, respectively.


In general, the raise of Kv for the slag under study from 1·48 to 1·71 results in the growth of η values. The levels of SiO2 and Fe in the slag vary within ±1·8% around the mean values 32·3 and 36·6%, respectively, and the concentration of Fe3O4 changes within ±3·5%, relative to the mean 5·6%. That is why the Fe3O4 content has significant effect on the Kv values in the considered data array. Hence, viscosity of the slag of copper–zinc concentrates smelting increases considerably with the growth of available magnetite level.
Adding of calcium oxide (up to 13%) to the slag (samples # 9–# 11) decreases viscosity value of the latter (Figs. 4 and 5). This observation is in agreement with the data reported by Okunev et al. (1986), Ji et al. (1997), Tarasov (2006), Huaiwei et al. (2012), and Selivanov and Tyushnyakov (2013). The slag samples with higher calcium oxide content are characterised by lower values of viscosity (down to 0·08 Pa s at 1300°C) and viscous flow activation energy (13·2–31·5 kJ mole−1). Their crystallisation temperatures also decrease down to 1010–1040°C. The influence of CaO can be explained by the growth in the number of monoatomic ions in the melt, leading to destruction of the coarse silicon-oxygen complexes and their substitution with the less-complicated associates. The viscous flow activation energy is also dependent on the size of structural units of the melt and falls down with the breaking up of these units into smaller ones.
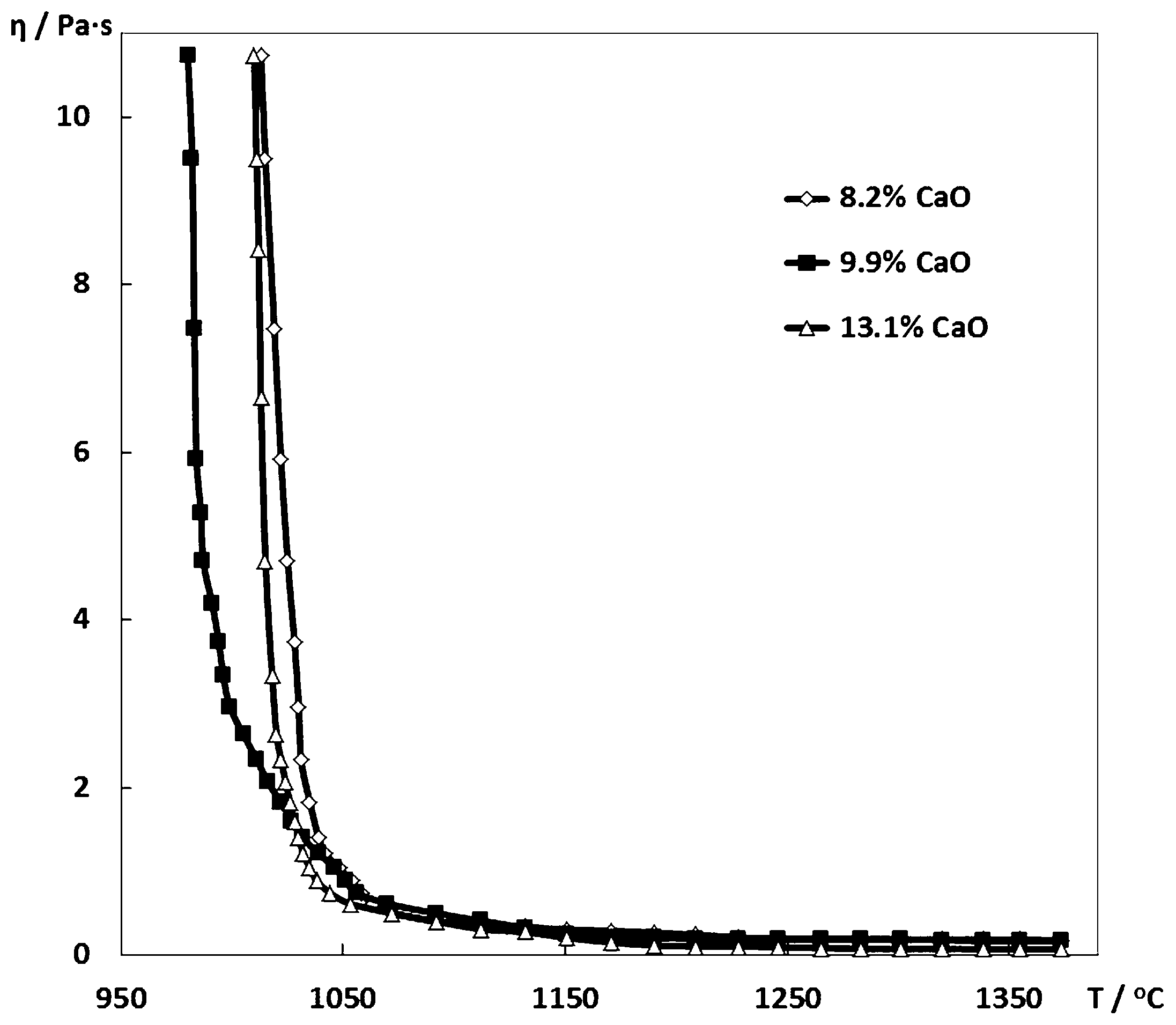
Viscosity of the slag # 8 with various CaO additions versus temperature
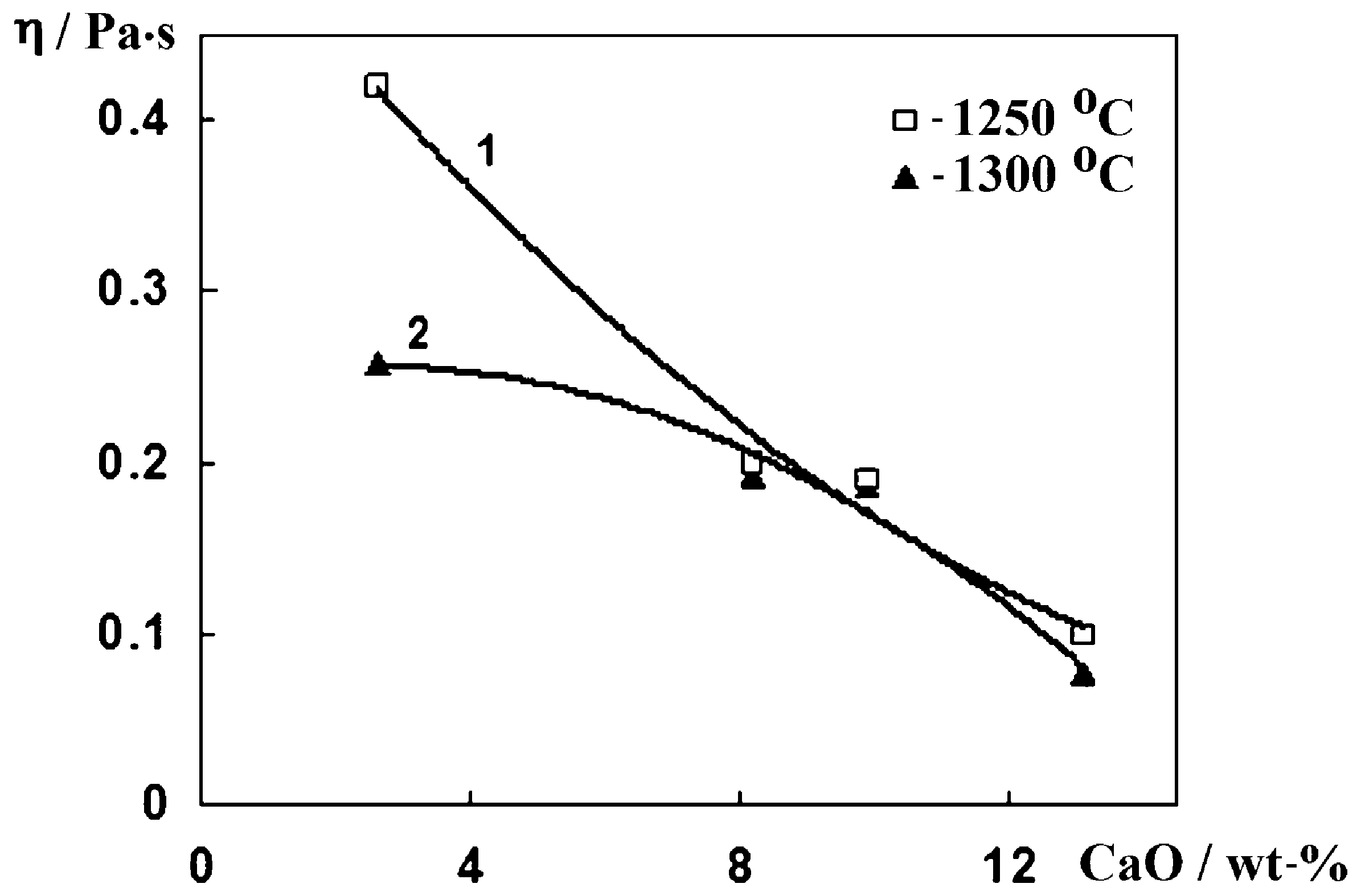
Viscosity of the slag at 1250 and 1300°C as a function of CaO content
It was shown by experiments that the melts with higher viscosity contain more copper. This observation may be attributed to imperfect separation of the liquid bath into matte and slag during the process of smelting and to some changes of the slag composition. Copper content in the slag correlates with its index Kv according to the following linear relation with R2 about 0·96 (Fig. 6)

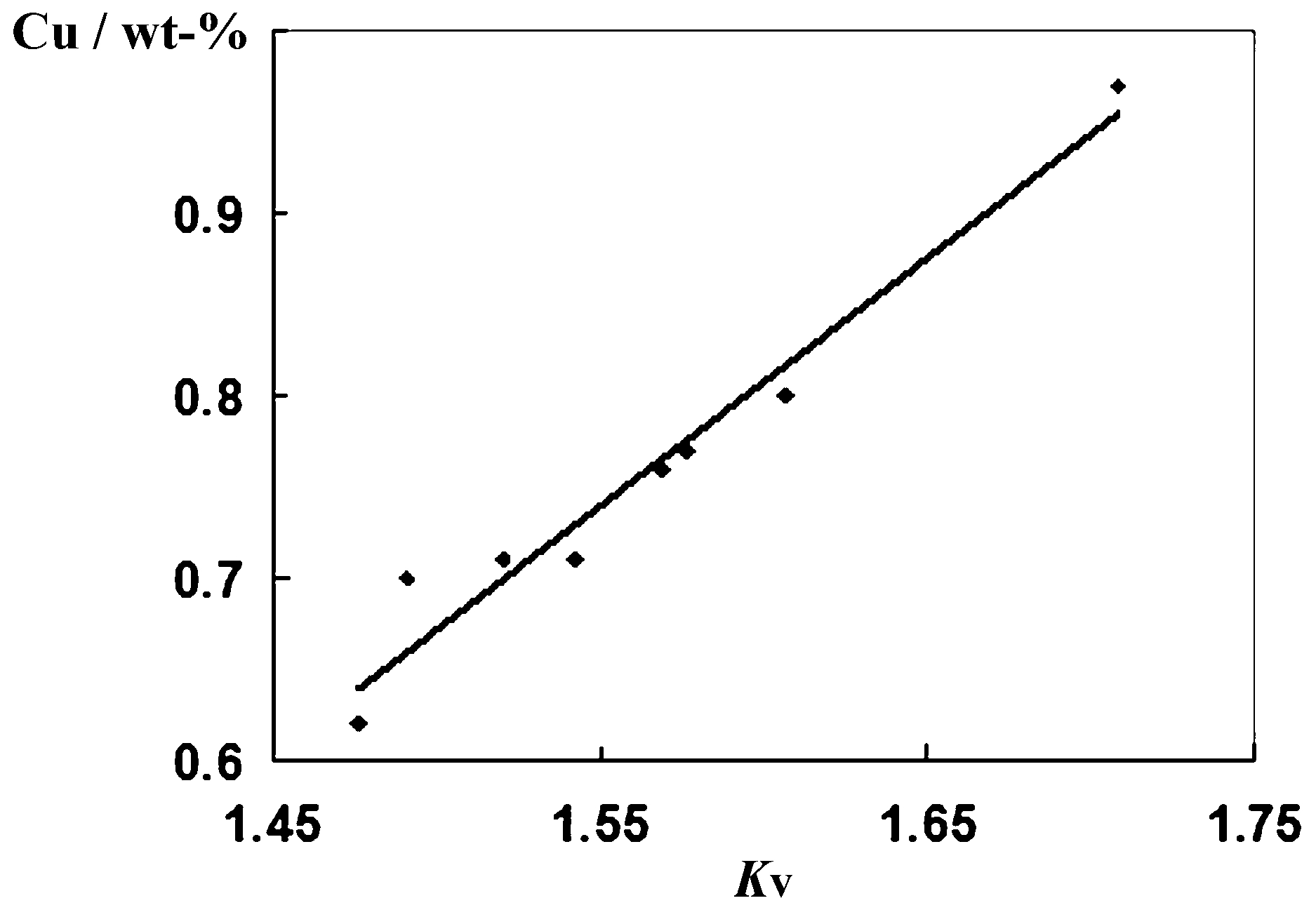
The effect of Kv index on the copper content in the crystallised slag (samples # 1 – # 8)
Proceeding from the results of viscosity measurements, one may conclude that the less copper contents in the slag are related to the compositions with 35–36% Fe, 31–32% SiO2, and 7–8% CaO.
Statistical analysis of the experimental data on viscosity gave the following dependences of the crystallisation beginning temperature Tη and the viscous flow activation energy Eη on the slag composition with R2 values 0·97 and 0·79, respectively
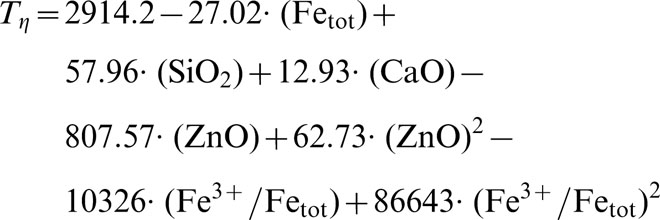
Application area of the equations (7) and (8) corresponds to trivalent iron fraction (Fe3+/Fetot) within 0·05–0·12 and to the overall content of zinc oxide and calcium oxide between 6·1 and 16·2%. The values of Tη and Eη calculated by the equations (7) and (8) (Table 2) are in a satisfactory agreement with the experimental data.
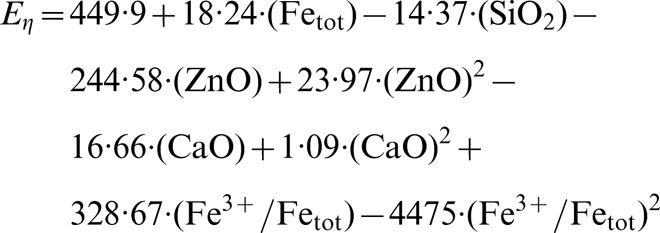
Results of thermal analysis of slag # 1 indicate no sample mass loss when heating until 900°C. Further heating up to 1200°C results in minor sample mass decrease (by 1·8%) caused by interaction of sulphide and oxide components of the slag. Multiple endothermic peaks with the onset at 991°C are observed in the heating curve (Fig. 7). The first thermal effect at 999°C corresponds to sulphide melting (Tsulph). Two other endothermic peaks appear at about 1038 (Tox) and 1119°C (Tliq) because of the melting process of oxide components. The last one may be considered an indicator of liquidus of the slag. In the process of the sample cooling, liquid phase crystallisation starts at 1071°C (Tcr) and is followed by overlapping peaks at 1038, 953 and 919°C. In general, all the thermoanalytic curves (Fig. 7) for the other industrial specimens (slag # 2–# 8) have the similar shape.
Differential scanning calorimetry (DSC) curves of the slag # 1–# 8 for the heating/cooling rate 20 K min−1
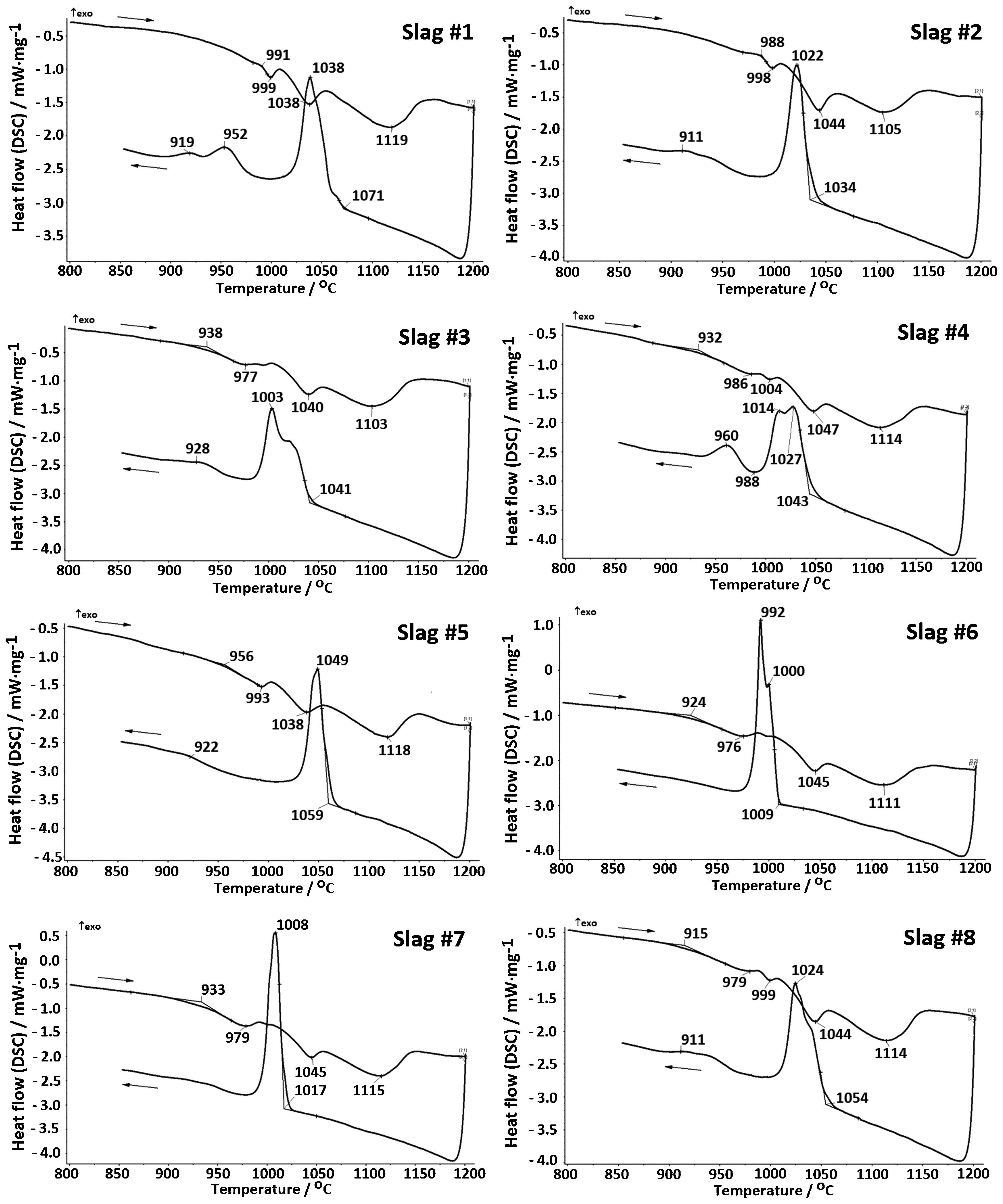
Analysis of the results of thermal measurements (Table 3) has shown that the melting temperatures of a matte component are within 915–991°C, meanwhile, the liquidus temperature of the oxide phases changes from 1103 to 1119°C. Oxide eutectic melts around 1040°C. The area of liquid slag crystallisation when cooling ranges from 1071 to 1017°C. The slag tends to subcooling (by 70 K on an average). The obtained data on melting temperatures differs slightly from FeOx–SiO2–CaO system phase diagram information reported by Verein Deutscher Eisenhüttenleute (1981) and Kongoli et al. (2006) because of more complicated composition. The phase transition temperatures depend mainly on the slag composition and on iron's state of existence. The growth of Fe/SiO2 ratio in the slag promotes the increase of liquidus temperature. The same effect is true also for the rise of Fe3+/Fe2+ ratio.
Melting/crystallisation temperatures of the slag according to the thermal analysis data
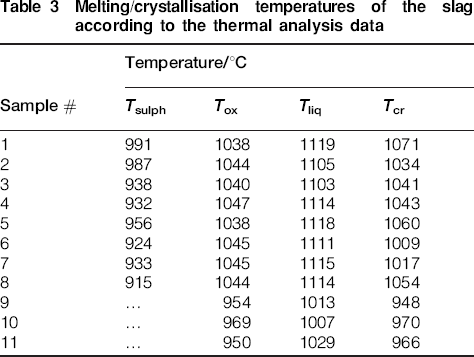
Thermoanalytical study of the sample # 9 with 8·2% of CaO has indicated (Fig. 8, DTA heating curve) an endothermic melting starting at 955 and finishing nearby 1013°C. Crystallisation of the cooled melt begins at 956°C. There are no traces of crystallisation of sulphide phases in the samples with higher CaO content. This observation may be explained by separation of coarse inclusions in the process of initial slag remelting and by diminishing of fine sulphide phases because of better sulphides solubility in the oxide melts of larger basicity. Adding of calcium oxide (up to 10%) to the slag of VF makes the samples’ melting temperature lower (Table 3). Excessive increase of CaO content (over 10%) may result in a rise of the slag melting temperature.
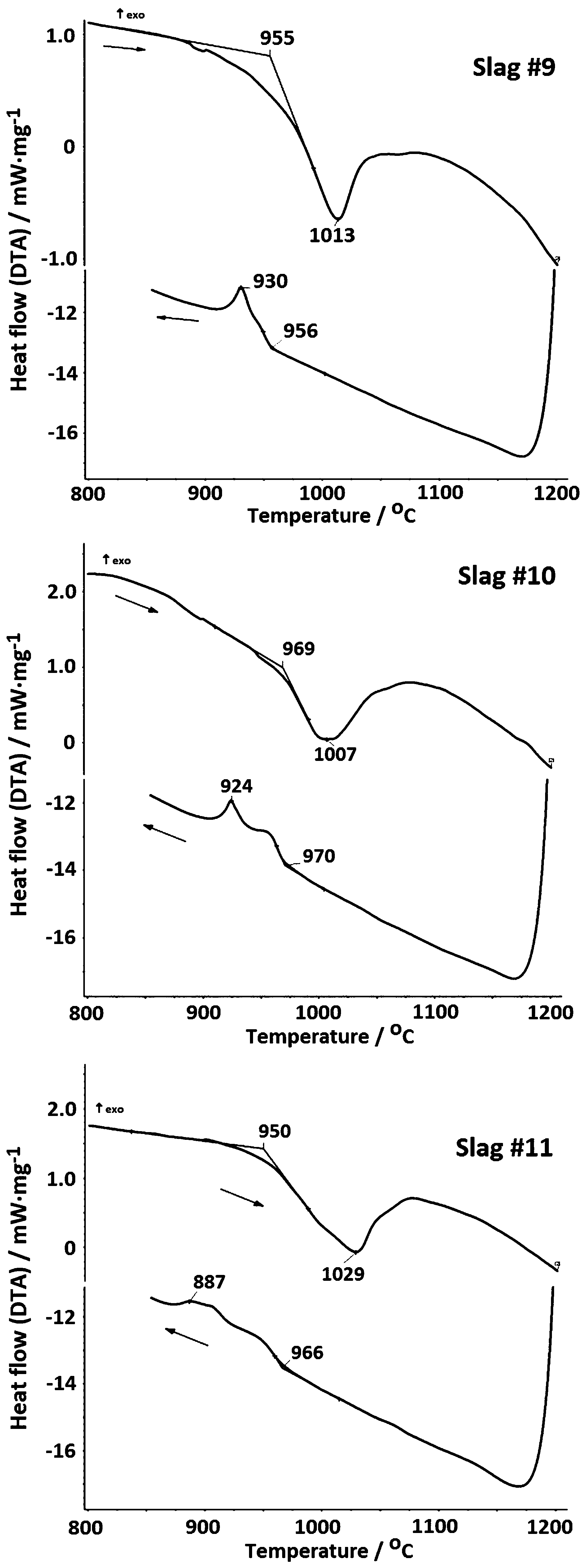
Differential thermal analysis (DTA) curves of the slag # 9–# 11 for the heating/cooling rate 20 K min−1
The performed study has shown that formation of the slag with optimal properties (viscosity value 0·3–0·6 Pa s and liquidus temperature 1105–1120°C) allows smelting processing in VF at a lower temperature with the overheating above the liquidus about 50–100 K. The rise of magnetite content over 5–6% has adverse impact on the slag viscosity and promotes its inhomogeneity.
Conclusion
The viscosity and liquidus temperature of slag have been studied depending on the temperature and composition. Minimum viscosity values (0·3–0·6 Pa s at 1250°C) and crystallisation beginning temperatures (1105–1120°C) pertain to the compositions with low magnetite content and Fe/SiO2 ratio within 1·05–1·16. The values of viscous flow activation energy for the slag of copper–zinc concentrates smelting lie in the range 22 and 82 kJ mole−1. Calcium oxide additions up to 13% make viscosity fall down by 1·5–2·0 times.
Thermal analysis of the slag of Cu–Zn concentrated products processing in VF indicates the melting temperatures 915–999°C for sulphide components and 1103–1119°C for oxide phases. Oxide eutectic in the slag melts around 1043°C. The melting process in the slag with higher CaO content starts at about 950–969°C. At CaO concentration up to 10%, the liquidus temperatures reach 1007–1114°C. Continuing growth of CaO content in the slag (to 13%) makes the melting temperature somewhat higher. The slag crystallisation temperatures taken from the data of thermal analysis and viscosity measurements are close to each other.
The copper concentration in the slag varies from 0·62 to 0·97%. The higher percentage refers to the most thick-flowing slag having elevated liquidus temperature. The lowering of copper content and decreasing the slag viscosity and liquidus temperature may be achieved by adding high calcium oxide-containing components to the charging mixture for smelting.