
Abstract
The Altonorte Smelter implemented a daily scheduling algorithm in 2013, which has now been generalised for all conventional copper smelters. It applies a combinatorial search, in which the possible converter feeding sequences are evaluated using a greedy heuristic; the daily schedule is then constructed using the heuristically optimal sequence. Depending on the mode of operation, the objective may be to maximise copper production, maximise profits or control concentrate stockpiles. This combinatorial greedy approach has been incorporated within discrete event simulations, which mimic hundreds of days of operation, hence analysing alternate modes of operation. Automated scheduling is fundamental to the scientific management of copper smelters, as scheduling parameters characterise the operational modes.
Introduction
There are relatively few publications that describe the scientific management of copper smelters (Guo, 2003; Harjunkoski et al., 2008; Navarra and Acuña, 2013; Navarra and Mendoza, 2013; Pradenas et al., 2006; Pradenas et al., 2011). This may be surprising, considering that the viability of a smelter is directly affected by its operational practices. The lapse in literature may be due to an interdisciplinary barrier that separates industrial and metallurgical engineers.
Indeed, many smelters apply manual scheduling techniques for their short-term (daily) operations (Navarra and Mendoza, 2013; Pradenas et al., 2006); the start and finish times of operations are manually entered into the computer information system (CIS), which then transmits the resulting schedule to the control rooms. The resulting schedules may not be optimal with respect to any particular objective; hence, they lack a scientific basis to pose and evaluate alternate modes of operation. For instance, a certain operational mode may be to maximise copper throughput for a given number of crane motions; an alternate mode may be to minimise crane motions while maintaining a given level of copper throughput.
In 2013, the Altonorte Smelter followed the example set by the Chuquicamata Smelter, to implement a scheduling system that automatically coordinates the smelting furnaces with the downstream operations (Navarra and Mendoza, 2013; Pradenas et al., 2006). Both cases involved in house algorithm development and were independent of each other. For other smelters to implement a similar system, they would need to repeat much of the programming effort, unless common features can be exploited.
Over 70% of copper smelters apply Peirce–Smith converting (Kapusta, 2004; Price et al., 2009), which is indeed a defining feature of a conventional copper smelter. These smelters exhibit semidiscrete dynamics (Fig. 1), as the furnace matte is fed into the converters (Fig. 2), which form the so called converter aisle. Although the matte is continually produced, it is sent to the converter aisle using individual (discrete) ladles. These converters function in parallel, transforming batches of matte into blister copper. The converting aisle thus sets the rhythm for downstream operations, including fire refining and casting (Schlesinger et al., 2011).

Interaction between smelting furnaces and Peirce–Smith converters creates semidiscrete dynamics
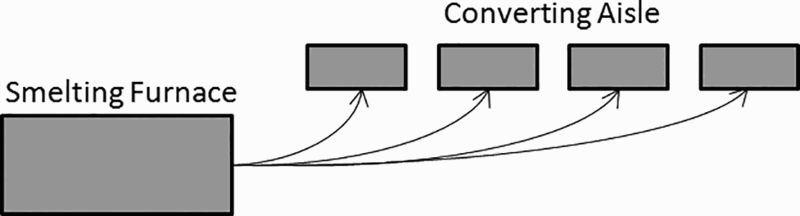
Matte is sent from smelting furnace into converter aisle
Smelting furnaces can usually produce matte at a rate that exceeds the immediate capacity of the converting aisle. Moreover, the number of simultaneous converter batches is often limited to two (Navarra and Mendoza, 2013; Pradenas et al., 2006), or to one (Ek and Olsson, 2009), to respect the offgas handling capacity. The converter aisle is therefore a bottleneck on the flow of copper (Dettmer, 2007). Much of the smelter operations can be coordinated as a function of the converter schedule (Fig. 3). A next step is to develop alternative modes of operation, which respond to the changing plant and market conditions (Guo, 2003). In this sense, the market may be characterised by copper, energy and transportation prices, and perhaps other factors such as the availability and price of concentrate, labour and consumables (Navarra and Kapusta, 2009).
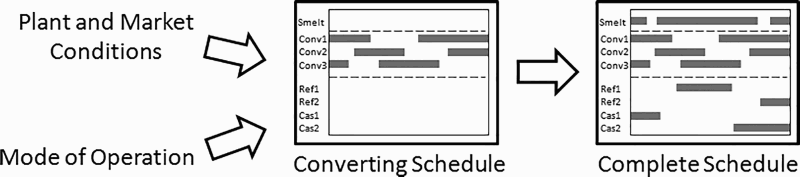
Converting schedule takes into account plant and market conditions, as well as mode of operation, and is used to construct complete schedule
Copper smelters are fed by a variety of concentrates and secondary feeds that have differing As, Sn, Bi and Pb, as well as Au, Ag, and platinum group metals (Schlesinger et al., 2011). Nonetheless, operators tend to apply the same generic approach (flux composition, blowing rates, oxygen enrichment, etc.), unless they are adequately supported by the CIS (Pradenas et al., 2006). A rigorous implementation of operational modes must ultimately supply the operators with instructions, including operational schedules.
At the beginning of a scheduling period, the CIS may present several alternative schedules to the management staff, which correspond to the different modes of operation. The schedules should be computer generated, automatically taking into account the current state of the smelter (Navarra and Mendoza, 2013; Pradenas et al., 2006). Moreover, the CIS should provide appropriate production and market data, in an understandable and interactive format. The management staff selects a computer generated schedule and makes final adjustments before transmitting it to the operators.
The development of operational modes involves thermochemical modelling, supplemented by laboratory and plant data (Cardona et al., 2012), and possibly cost modelling (Navarra and Kapusta, 2009). The resulting information is integrated into a discrete event simulation (DES) to analyse and refine the operational parameters (Campbell and Reed, 2013; Campbell et al., 2013; Coursol and Mackey, 2009).
Changes in operational practices, including major capital investments, must be well justified. Even if engineers and operators identify avenues for improvement, the smelter often does not change. Without appropriate decision making tools, the risk of an unwarranted investment may be too great, especially if the existing operations are already ‘acceptable’. Thus, management science can bring new methodologies that help break the status quo of copper smelters.
Combinatorial greedy scheduling of converting aisle
Peirce–Smith converting is not suited for classical job shop algorithms (Pinedo, 2008), as has been noted by certain authors (Harjunkoski et al., 2008; Navarra and Mendoza, 2013; Pradenas et al., 2006). In particular, there is an overlap between the feeding of a converter and the actual converting process (Fig. 4): the smelting furnace sends an initial charge (four to six ladles) to begin a batch within a converter, and continues to send several more ladles to the same converter, before feeding the next converter.

Continued feeding of Converter i, even after converting process has begun; similarly for Converter j
In its simplest form, the algorithm employed at the Altonorte Smelter considers the following four restrictions in the construction of converting schedules (Navarra and Mendoza, 2013):
Batch initiation capacity: There is a minimum time between the beginning of a converting batch in one converter, and the beginning of a batch in another converter. Converter availability: There is a minimum time between the completion of a batch in one converter, and the beginning of the next batch within the same converter. Matte production capacity: There is a maximum rate at which matte can be drawn from the smelting furnace(s). Offgas handling capacity: There is a maximum number of simultaneous converting batches that can be processed due to the limited offgas handling capacity.
The four restrictions will be abbreviated as BIC, CA, MPC and OHC respectively. These restrictions can be extended; for example, Altonorte has extended CA to consider planned stoppages (Navarra and Mendoza, 2013), i.e. there is a minimum time between the completion of a batch in a converter, and the beginning of a maintenance operation in this converter. Additional restrictions may be posed, depending on the needs of an individual smelter.
The Chuquicamata and Altonorte Smelters both apply a combinatorial search to evaluate possible converter feeding sequences (Navarra and Mendoza, 2013; Pradenas et al., 2006). Depending on the initial conditions at the beginning of a schedule, and the nature of the individual converters, it may be preferable to processes batches in converters 1, 3, 2, 1, 3, 2, etc., instead of 1, 2, 3, 1, 2, 3, for example.
Given a feeding sequence (i, j, k, …), the proposed algorithm applies a so called greedy heuristic to construct and evaluate the corresponding schedule (Navarra and Mendoza, 2013; Ruiza and Stützle, 2008). In general, a greedy algorithm applies a unidirectional traversal, always making decisions that maximise short-term yield, ignoring the possibility that a short-term sacrifice might lead to a net benefit (Cormen et al., 2001; Ruiza and Stützle, 2008).
The method obtains the starting time of the first batch t1, which is to be performed in converter i,

After the first batch has been placed in the Gantt chart, the second batch is scheduled in converter j, according to

In general, the lth converting batch is scheduled to begin in the predetermined converter, at time t
l
, which is computed according to
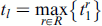
 is the earliest starting time for the lth batch that does not violate restriction r, taking into account the previous batches 1, 2, … (l − 1), as well as the initial conditions. In the case of Altonorte (Navarra and Mendoza, 2013), the set of restrictions ℛ is given by ℛ = {BIC, CA, MPC, OHC}. Other smelters may consider a different set of restrictions.
is the earliest starting time for the lth batch that does not violate restriction r, taking into account the previous batches 1, 2, … (l − 1), as well as the initial conditions. In the case of Altonorte (Navarra and Mendoza, 2013), the set of restrictions ℛ is given by ℛ = {BIC, CA, MPC, OHC}. Other smelters may consider a different set of restrictions.
The greedy construction operates over a range of time, from tBegin to tEnd, which usually corresponds to a period of 12 or 24 h. Figure 5 illustrates the traversal along a Gantt chart, from left to right, placing n cycles such that tBegin ≤ t1 ≤ t2 ≤ … ≤ t n ≤ tEnd. In particular, the final batches are scheduled to begin during the current schedule (Fig. 5d), but they may extend beyond tEnd; this relates to the initial conditions of the following schedule.
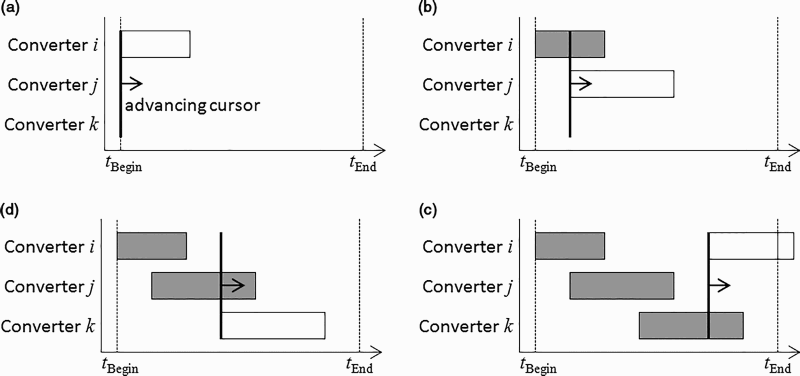
Greedy construction of converting cycle, as depicted in Gantt chart
The combinatorial greedy algorithm evaluates each sequence in accordance to a particular objective. The most elementary objective is to maximise copper throughput. In this case, a sequence is evaluated by counting the total number of ladles that are processed within the scheduling horizon. A more sophisticated objective would be to maximise profits, hence considering operational costs, such as oxygen consumption, offgas handling and crane motions. Certain objectives may be to maximise the consumption of a particular feed (e.g. a high arsenic concentrate) in order to control stockpiles. In general, a smelter may define several modes of operation, which are distinguished by the various objectives, as well as the constraint parameters (Navarra and Acuña, 2013).
The combinatorial greedy algorithm identifies the best sequence for the given operational mode. This sequence is then used to produce the schedule, which is said to be ‘heuristically optimal’. This approach does not guarantee a truly optimal schedule, because it does not consider tactical pauses, nor does it consider variable thermochemical parameters. Nonetheless, it is a starting point for more advanced optimisation techniques, as discussed in the final section of this paper.
Sample computations
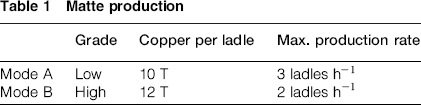
It is often unclear how much oxidation should be performed within the smelting furnace, rather than the converters, i.e. it is unclear what the matte grade should be. The following simulations compare mode A, which can supply three ladles per hour of low grade matte, and mode B, which can supply two ladles per hour of high grade matte (Table 1). Naturally, mode B has shorter converting times (Table 2).
Matte production
Converter production
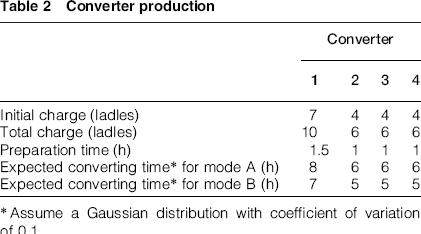
Assume a Gaussian distribution with coefficient of variation of 0.1.
In this case, the scheduling objective is the same for both modes: to convert as many ladles of matte as possible, while respecting the maximum smelting rate, and never having more than two simultaneous blows. Additionally, there must always be at least 1 h that separates the beginning of a batch in one converter, with the beginning of a batch in any other converter.
For maintenance purposes, one converter is always left deactivated, which rotates every 24 h scheduling period. The computations consider only repeating converting sequences that include the three active converters. [Repeating sequences are commonly applied for copper converting because they tend to provide robust schedules; if a converter experiences a problem during a batch, there is ample time to resolve this problem before its next batch. Incidentally, the Altonorte Smelter usually applies repeating sequences (Navarra and Mendoza, 2013), even though the scheduling algorithm can be set to arbitrary sequences.]
Converter 1 is larger than the others, thereby consuming more ladles of matte in each batch, and requiring longer converting times (Table 2). For simplicity, all cycle times are assumed to follow a Gaussian distribution, although the computational approach may be adapted to a wide selection of other distributions (Kelton et al., 2010). From preliminary computations, a coefficient of variation 0.1 resulted in Gantt charts that are typical of actual operations (Ek and Olsson, 2009). Of course, the technique presented in this paper is readily adaptable to observed plant data.
Following the converting cycles, the batches of blister copper are coupled together, so that each couple forms a single fire refining batch, which is a common industrial practice. There are always two identical refining furnaces, functioning in parallel. Each furnace has an expected fire refining rate of 100 T Cu h− 1, following a Gaussian distribution with a standard deviation of 20 T Cu h− 1. Such a large standard deviation is typical of smelters that have not installed a converting end point control system (Prietl et al., 2005).
To simulate the system described in Tables 1 and 2, the combinatorial greedy algorithm has been implemented within Rockwell Arena; this is a common DES software that has previously been used for smelter analysis (Coursol and Mackey, 2009). The scheduling algorithm has been programmed using Arena's internal implementation of VBA (Seppanen, 2000).
The DES model considers two types of entities. First, a single entity represents an extensible Gantt chart of the converter operations. This Gantt entity is created at time zero and cycles through the top row of Fig. 6. The daily schedule is produced as the entity passes through the VBA block, and the subsequent submodel uses stochastic simulation to mimic the actual daily operations. The entity then waits until the next scheduling event, as a copy of the converter Gantt information is used to simulate the downstream operations. (The second row of Fig. 6 is thus a standard use of Arena, in which entities represent refining batches. Once again, each refining batch is composed of two converting batches.)
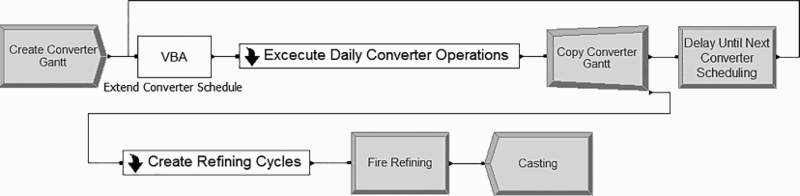
Simulation of Peirce–Smith converting and downstream operations, as implemented in Arena®.
Figure 7 compares a simulated scheduling period of mode A to one of mode B. The black lines represent the scheduled production for the given period, whereas the shaded bars represent the actual production. The difference between the scheduled and actual production is due to the probabilistic variation in converting times (Table 2), as can be observed in actual plant data (Ek and Olsson, 2009).
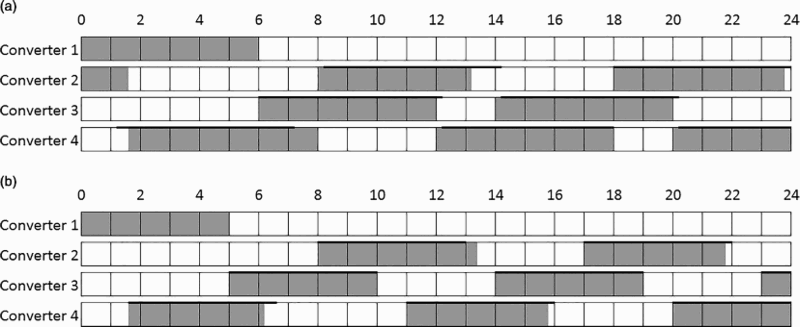
Simulation of 150th scheduling period, under modes A and B
For both modes, converter 1 has a batch from the 149th day that extends into the 150th day; additionally, mode A has a carryover from converter 2. Indeed, the combinatorial greedy algorithm uses these batches to define the initial conditions for the 150th scheduling period.
In Fig. 7, mode A exhibits a 97.6% utilisation of the offgas handling equipment. There are only two intervals, from 13.2 to 14.1 h and from 23.7 to 24.0 h, in which a single batch is being processed; during these brief times, the overall throughput is limited by the matte production, instead of the offgas handling. For mode B, there are seven different periods in which the matte production is the limiting factor, corresponding to an 81.4% utilisation of the offgas handling equipment. This comparison is reaffirmed in Table 3, showing that mode B does not fully utilise the offgas capacity.
Results from 300 simulated productions days, 20 replicas

Table 3 summarises the results of 300 simulated days, using randomly generated initial conditions (Navarra and Mendoza, 2013); 20 replicas were performed on each of the two modes, showing that mode B produces ∼15% more copper anodes than mode A. In both cases, the utilisation of the refining furnaces is remarkably low; scheduling algorithms may be designed to anticipate low usage of refining furnaces (Navarra and Mendoza, 2013; Pradenas et al., 2011), to decide when to deactivate a furnace, hence to control operating costs.
Mode B is far more productive than mode A, even though it does not fully utilise the offgas capacity. This type of observation is counter to conventional wisdom, which would expect a positive correlation between copper production and offgas utilisation. This is not always true in practice, however, due to operational dynamics, and secondary phenomena such as offgas dilution (Navarra and Kapusta, 2009). Furthermore, a converting strategy is generally suboptimal if it does not simultaneously coordinate upstream operations (drying, smelting, etc.), downstream operations (refining, casting, etc.) and ancillary equipment (offgas handling, slag cleaning, etc.).
Future work
Computerised scheduling is fundamental to the management of copper smelters. This insight can be used to revisit previous approaches, such as the ‘smart smelter concept’ (Guo, 2003) and the ‘profit adviser’ (Navarra and Kapusta, 2009). The DES can include features that are of particular interest to individual smelters, including unscheduled events (Campbell et al., 2013), such as equipment breakdowns, irregular feeds and mitigating tactics.
As an alternative to combinatorial greedy scheduling, a more advanced approach has been proposed, which hybridises constraint programming (CP) and mixed integer linear programming (MILP) (Navarra and Acuña, 2013; Maravelias and Grossmann, 2004), hence to harmonise the thermochemistry with the operational dynamics. The CP-MILP approach can sustain a rich description of operational modes, coordinating key operating costs, such as oxygen injection and combustibles (Navarra and Kapusta, 2009). Nonetheless, the efficacy of CP-MILP hybrids depends on internal heuristics to rapidly identify and discard suboptimal solutions. For this purpose, it is useful to incorporate the combinatorial greedy algorithm into a CP-MILP hybrid.
The approach demonstrated in this paper is sufficiently general to be adapted to all conventional copper smelters. Moreover, the concepts of automated scheduling and scientific management can be adapted to other metallurgical systems. The author of this paper is committed to working with metal producers, as well as related suppliers, consulting firms and information systems specialists.