
Abstract
In this research, some tests such as atmospheric agitation leaching and gravity methods were performed using a low Ni grade lateritic sample taken from southern Iran. In these samples, Ni grade was 0.38% and the main minerals were serpentine, hematite and quartz. In this work, the response surface methodology was used to fit models to the experimental results. Hence, variables (temperature, sulphuric acid dosage and pulp density) were designed in central composite design method using DX7 software. Then, models for four results (Ni grade in leaching solution, and Ni, Mg and Fe extraction) were achieved, which could suggest that Ni and Mg extraction patterns are near to each other, while the Fe extraction pattern is different. Then, more physical tests (heavy liquid separation) were carried out to confirm the last results. In addition, the leaching experimental results were optimised and obtained under medium conditions at 4 h, 80°C, 2.59 N sulphuric acid and 200 g L− 1 pulp density; it is possible to extract >75% of Ni. However, under intensive conditions (especially ∼95°C), Ni extraction grows up.
Introduction
Nickel is often used for making alloys, chemicals, magnets and rechargeable batteries (Ni–Cd and Ni–MH types). The world's most extracted nickel ores are sulphidic, though this type of ores is limited, and therefore, the oxidic nickel ores (laterites) are applied more. In addition, >70% of world's known nickel ores have been found in this type of resources. Therefore, laterites seem more important as a future nickel source. Nickel laterites have been created by tropical weathering of ultramafic rocks containing ferro-magnesian minerals (such as olivine, pyroxene and amphibole). During the serpentinisation process, some nickel that is mobile in solution is washed out, and some remains in the serpentine or is combined with magnetite as a product of serpentinisation (Dalvi et al., 2004). Scanning electron microscopy (SEM) analysis of laterite samples shows that nickel is in atomic structure of goethite, serpentine, smectite and asboline as substitution (Büyükakıncı and Topkaya, 2009). Furthermore, SEM images and energy dispersive spectroscopy (EDS) elemental maps of laterites show that the nickel is uniformly distributed and has a very small particle size. Therefore, the separation of Ni and Fe by magnetic separation is not easy due to their high magnetic susceptibility. As a result, it was concluded that a relatively long grinding would be required to reduce the ore size for liberating Ni bearing particles (Kim et al., 2010). Moreover, particle size of laterites does not have a considerable effect on the recovery of different elements (Büyükakıncı and Topkaya, 2009).
Methods of nickel extraction from laterites are divided in two types: pyrometallurgical and hydrometallurgical methods (Büyükakıncı and Topkaya, 2009). Cutoff grade for pyrometallurgical methods is ∼1.7% Ni and 2.1% Ni with low and high power cost respectively (Dalvi et al., 2004). Two main hydrometallurgical methods are Caron and high pressure acid leaching (HPAL) processes (Büyükakıncı and Topkaya, 2009). Cutoff grade for these methods is 1.3% Ni (Dalvi et al., 2004).
Atmospheric pressure acid leaching is a new technique that employs heap or agitation leaching. In this method, dilute sulphuric acid is used. Then, nickel recovered from leached by purifying, chemical precipitation, solvent extraction and electrowinning processes. Laterites leaching has been done by different acids. Moreover, considering economical issues, sulphuric acid is preferred. Nickel extraction from laterites depends on nickel bearing minerals type, leaching temperature and acid dosage. Kinetic studies on laterites leaching show that Mg is leached quickly (Beukes et al., 2000). Actually, dissolution of magnesium content is the main acid consumer in the leaching processes of laterites (Whittington et al., 2003 a). Hence, nickel atoms associated with some magnesiums are leached from lateritic and saprolitic compounds easily (Büyükakıncı and Topkaya, 2009), while non-tronite laterite nickel leaching is incomplete (Whittington et al., 2003 b).
The nickel leaching from iron ores requires complete iron leaching. This process is a time dependent process (Büyükakıncı and Topkaya, 2009). Therefore, the order of iron minerals leach ability by sulphuric acid is limonite>goethite>magnetite ≈ hematite. However, calcite has negative effect on heap leaching, because it decreases permeability by gypsum formation (Leonardou et al., 2004 b). Thus, it is necessary to remove calcite before any acidic leaching method. Leonardo et al. (2004) removed 37% of calcite by a high intensity magnetic field, but only 5% of nickel was wasted (Leonardou et al., 2004 a). The effect of sulphuric acid dosage on nickel leaching has been studied in previous studies. Raising temperature to 95°C and acid dosage to 60% increases the nickel leaching, but more acid dosage (>60%) decreases it. Maximum leaching (99.2%) happens at 95°C after 120 min using 60% sulphuric acid (Girgin et al., 2011).
Generally, atmospheric agitation leaching has minimum energy consumption in comparison with other methods such as heap leaching, high pressure acidic leaching and Caron process. Energy consumption of Caron process is more than twice of the other methods (Norgate and Jahanshahi, 2011). Fatahi et al. (2014) recently conducted a research on atmospheric acidic leaching by sulphuric acid and citric acid. This research showed that the organic acids could not be utilised as an ideal dissolvent because they do not have sufficient ability in low grade ores leaching even at high temperatures. In addition, they did not use response surface methodology (RSM) (Fatahi et al., 2014). Che et al. also studied microwave effects on atmospheric acid leaching of lateritic nickel. They concluded that microwave is able to increase the recovery to >90% (Che et al., 2010). Furthermore, Li et al. found that a pre-roasting until 300°C before leaching could increase the nickel recovery by rising porosity and mineralogical altering. Higher temperatures did not have more positive effects (Li et al., 2009).
RSM is widely used in evaluating the effective factors and selecting the optimum experimental conditions in mineral processing. Chen et al. used RSM in different independent types of processes. They optimised a combination of two different processes (microwave pretreatment magnetic separation) in ilmenite processing using RSM (Chen et al., 2012a). They also used it to optimise the synthesis of synthetic rutile (Chen et al., 2012b). Furthermore, they optimised wet grinding of synthetic rutile using RSM for main parameters such as rotation speed, solids concentration and grinding duration (Chen et al., 2011). Moreover, Dong et al. used RSM in two-level two-factor full factorial central composite design (CCD) for optimisation of roasting temperature and time for a process consisting of sulphation–roasting–leaching to recover nickel from laterite (Dong et al., 2010). Guo et al. (2012) also used the RSM to optimise the sulphating–roasting–leaching process of the nickel laterite. Furthermore, Mehrabani et al. (2010) used this method for processing optimisation and modelling of sphalerite flotation.
The lateritic sample was really low grade. Thus, it was necessary to obtain optimum conditions for leaching.
In the current research, at first, some models were obtained for leaching of Ni, Mg and Fe extraction for the lateritic sample by RSM. After modelling and optimising by RSM, the obtained results were compared with each other, and finally, the element behaviours in leaching were compared with some heavy liquid separation results to explore the possible relations between some elements and minerals and predict host minerals for some special elements without using expensive methods such as SEM and EDS. Thus, reviewing the usual and general relations between laterite minerals and Ni, Fe and Mg and their behaviour was necessary to compare and ensure the rationality of the results.
Experimental
Sample characterisation
Samples were taken from an area in the northeastern Ghader-Abad and southern Sooriyan cities in Fars province, southern Iran, covering an area of ∼400 km2. Then, all samples were mixed and crushed to F80 = 1.4 mm. Chemical analytical results of crushed ore are shown in Table 1. The X-ray diffraction (XRD) analysis shows that the sample is mainly composed of quartz, hematite and serpentine minerals.
Sample chemical analysis

Design of experiments
The RSM was innovated for the first time in 1966, and the CCD was presented in 1951. Actually, CCD is one of methods to design experiments for RSM (Gustavo Gonzalez and Gonzalez-Arjona, 1994). CCD consists of three types of parameters: (i) a full or fractional factorial design, (ii) an additional design such as a star design in which experimental points are at a constant distance from a centre and (iii) a central point. These levels are normally sufficient for fitting a second-order polynomial model. Some statistical softwares such as DX7 can compute this model. Then, a suitable model was obtained by minimum information that comes from minimum experiments. In addition, a critical point (e.g. maximum or minimum) can be determined using this model (Mehrabani et al., 2010).
Experimental design
DX7 software was applied for designing of experimental design. For the three parameters—temperature, sulphuric acid dosage and pulp density—a number of 17 experiments were estimated to be performed: 8 points for two-level factorial part, 6 points for additional design part and 2 central points that were the same as replicate points.
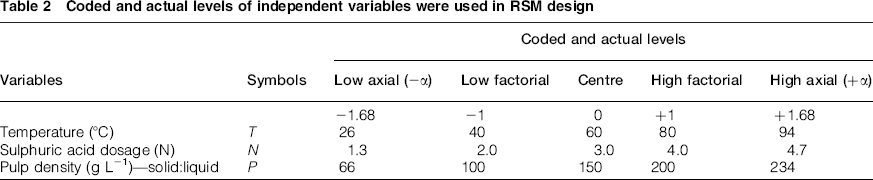
In Table 2, coded and actual values of selected variables are represented.
Coded and actual levels of independent variables were used in RSM design
Experimental aspects
A 1 L, two-neck flask was employed as a leaching experimental reactor. A small and side entrance was used as thermometer entering for temperature monitoring purpose, and another large and central entrance was applied as a condenser holder and sample feeder. For agitating and heating the reactor, a hot plate with magnetic stirrer was applied. A schematic figure of experimental leaching system is illustrated in Fig. 1. Then, samples were milled to − 150 μm by laboratory wet rod milling. All experiments were carried out at 4 h. At the end of each experiment, the pulp was filtered and the obtained cake was washed by the tap water. For an exact mass balance evaluation, the solid residues, leaching solutions and washing liquids were analysed for Ni, Fe and Mg grades. The chemical analyses were conducted by the Geological Survey of Iran.
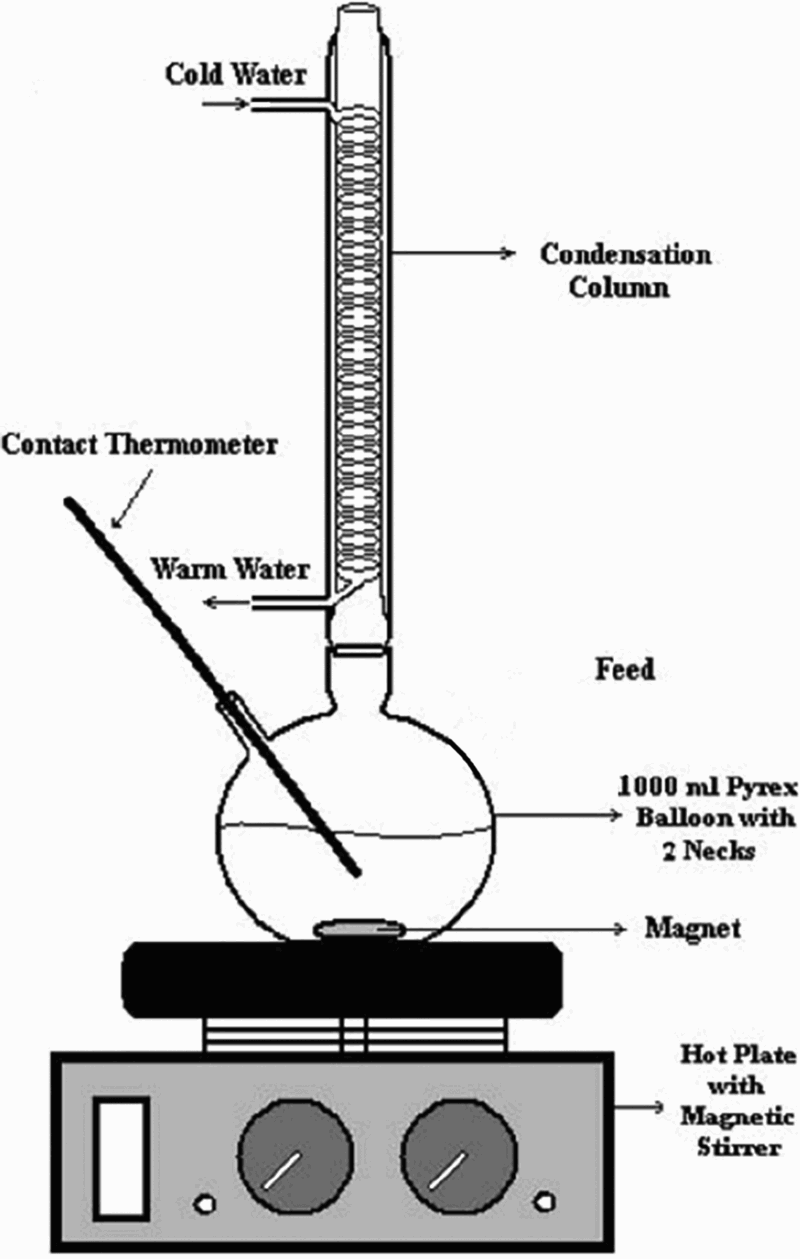
Schematic figure of experimental leaching system
Results and Discussion
Statistical analysis
RSM design and experimental responses (Ni, Mg and Fe concentration in leaching solution and their extraction after 4 h) are shown in Table 3.
RSM design and results of experiments
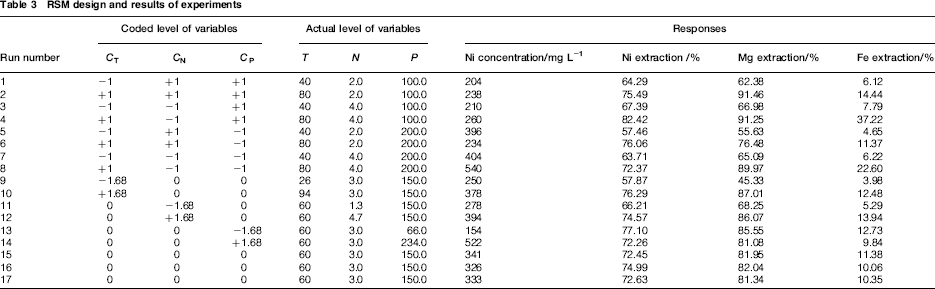
The results were inserted to the “Design Expert 7” software for analysing and modelling of the obtained data. For each response, a three-variable model was selected and fitted by the software. The achieved equations in coded variable forms are as follows:

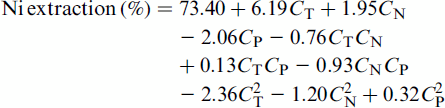
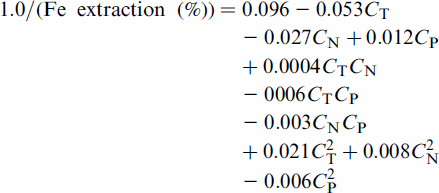
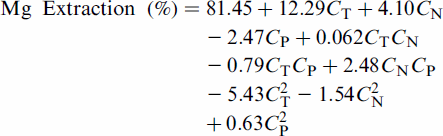
A simple linear model was obtained for Ni concentration (equation (1)). The greatest coefficient in this model (110.21) belongs to the coded pulp density variable (CP). Therefore, for more concentrated solutions in Ni, at first, more concentrated pulp is needed, and according to the Ni extraction equation (equation (2)), the coefficients of CT and CT2 are the most effective coefficients in the equation. Thus, a high Ni extraction happens at a high temperature. The third equation (equation (3)) is more dependent on CT that has a negative sign, but the Fe extraction is reverse in the model. Then, at higher temperatures, the extraction of Fe grows up. Despite this, the coefficients of CT and CT2 in this equation are less than the same coefficients in Ni extraction equation. Hence, at higher Ni extractions, the difference between Ni and Fe extraction grows up. The Mg and Ni extraction equations (equations (2) and (4)) have the most similarity. It seems that the coefficients of CT and CT2 are more effective. Therefore, the Ni and Mg extractions are more similar to each other. Graphs of all four equations in 2D and 3D were drawn for one fixed pulp density (Figs. 2–8).
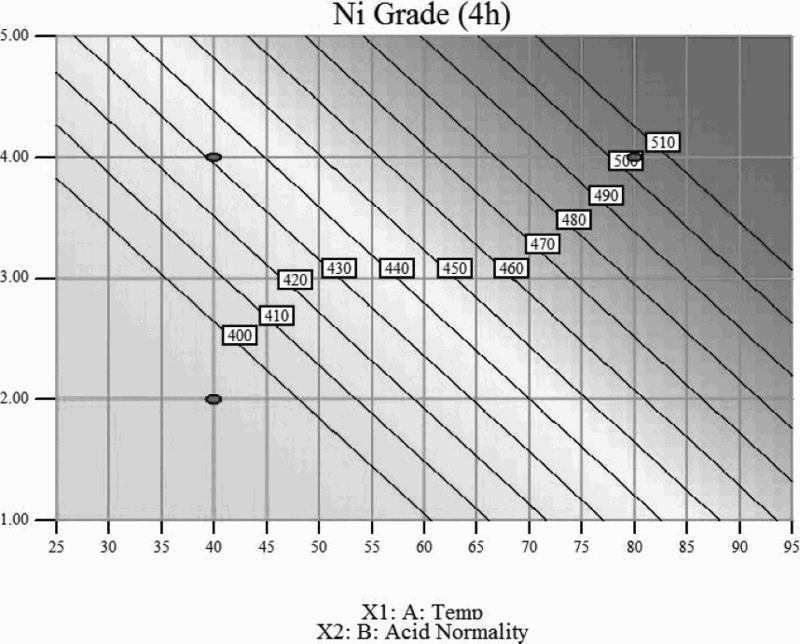
Ni concentration, 4 h, 200 g L− 1
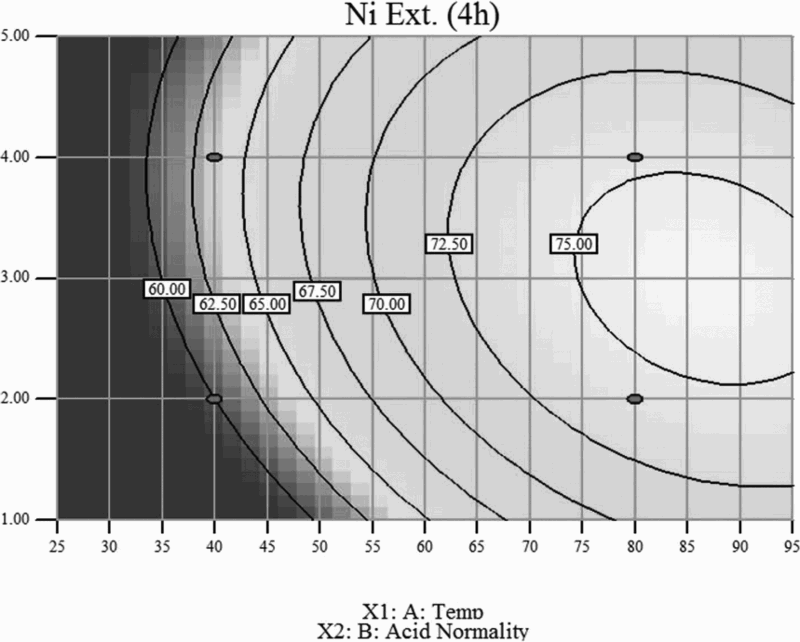
Ni extraction, 4 h, 200 g L− 1
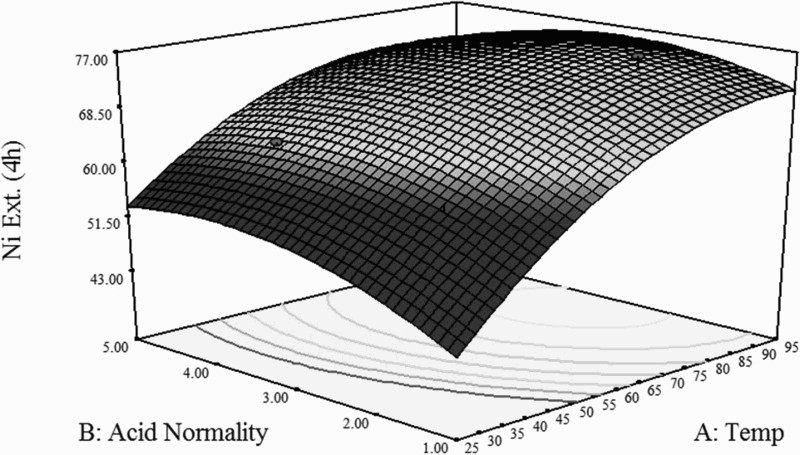
Ni extraction, 4 h, 200 g L− 1
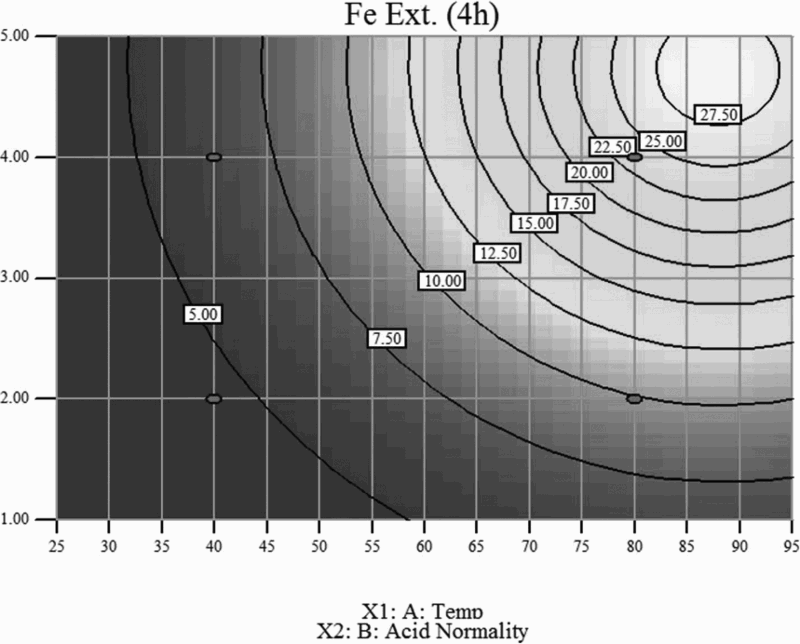
Fe extraction, 4 h, 200 g L− 1
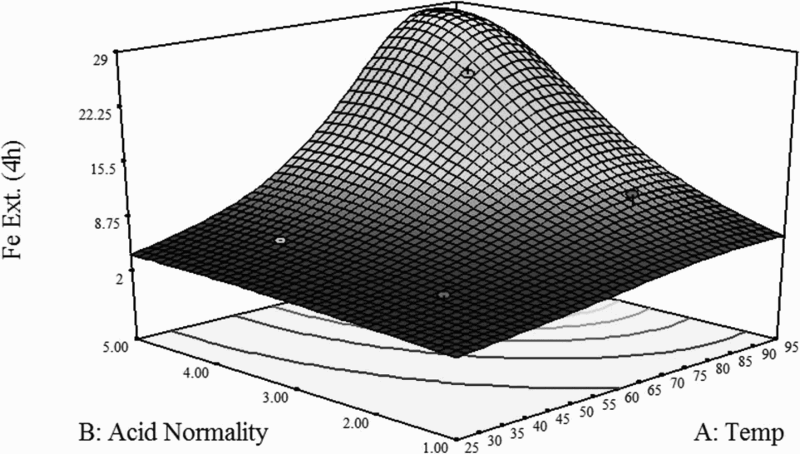
Fe extraction, 4 h, 200 g L− 1
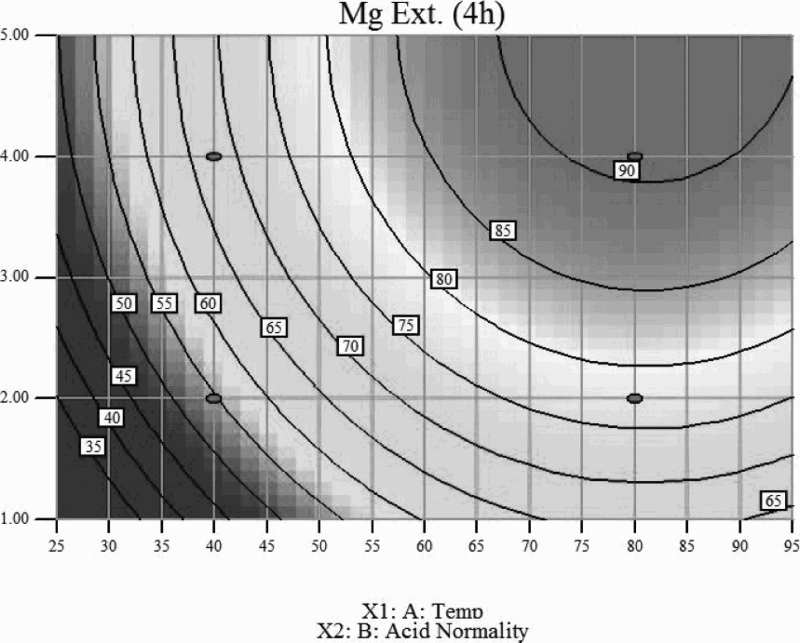
Mg extraction, 4 h, 200 g L− 1
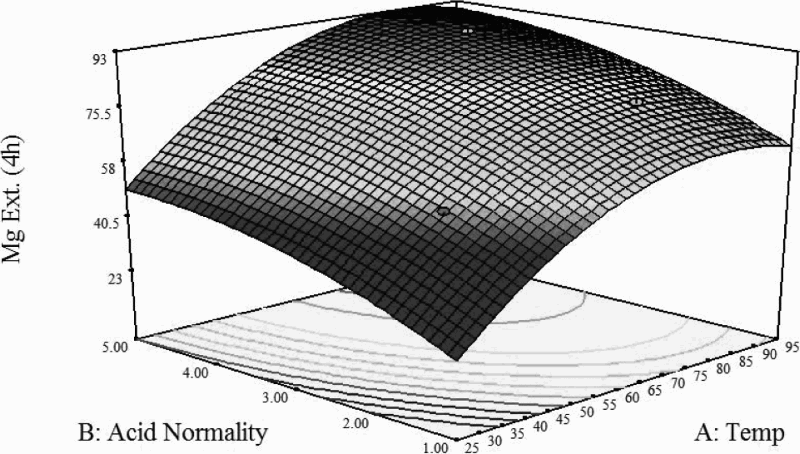
Mg extraction, 4 h, 200 g L− 1
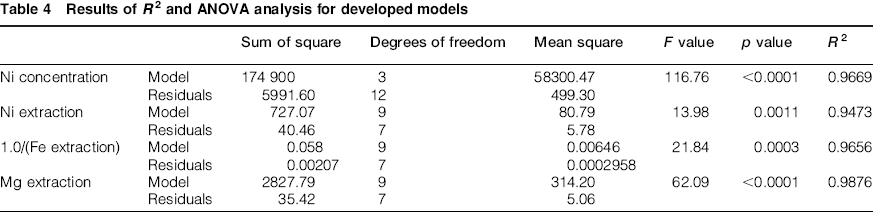
High values of R2 for these models (Table 4) indicate that the equation regressions have the necessary and sufficient accuracies as well. Fatahi et al. suggested that for an acceptable fit of a model, R2 should be at least 0.80 (Fatahi et al., 2014). The results of analysis of variance (ANOVA) of the developed models are shown in Table 4. It illustrates that all fitted models are significant at a 95% confidence level (p < 0.05).
Results of
Comparison of each two series of results is another way to find out more specifications of sample. For example, calculating correlation between some couple of results might be helpful, and in Table 5, the amounts of correlation between extractions are presented. Therefore, there is a significant linear relation between extractions of Ni and Mg; however, the correlation for Ni and Fe extractions is weaker.
Comparison of extractions

Fatahi et al. also worked on a nickel laterite ore containing 0.88% Ni in different composition. Furthermore, they used two-level full factorial experimental design and added 75 g sample to 0.5 L leaching solution. Hence, they fixed pulp density on 150 g L− 1 or the coded value of zero (CP = 0 according Table 3). Their models for 2 and 4 h leaching were given in Table 6 (Fatahi et al., 2014).
Models comparison with others work

All Ni concentration models are different. After 2 h leaching in Fatahi model, the coefficient of acid normality equals 0.51, which is the greatest coefficient in the model. However, after 4 h, the greatest coefficient is changed to the temperature term. Furthermore, the coefficients of current work model for nickel concentration are the lowest (0.036 and 0.023 for CT and CN respectively) that represent the lower ore nickel grade (0.38% Ni).
The Ni extraction model in the current work is different, because this model is a quadratic equation and the other ones are linear. However, for all three models, the greatest coefficient belongs to temperature term (CT).
Optimisation
The ideal conditions for leaching are cases that increase favourable responses such as Ni extraction and concentration, and decrease unfavourable responses such as Mg and Fe extraction. Then, the optimiser part of DX7 was used to find best optimised conditions, but some unfavourable responses are followers of favourable ones. Thus, Mg extraction decreasing was not successful. However, Ni extraction optimisation for approaching to >75% and maximum Ni concentration with minimum Mg and Fe extraction, minimum temperature, minimum acidity and maximum pulp density had these results (Table 7).
Optimum process conditions

Heavy liquid separation tests
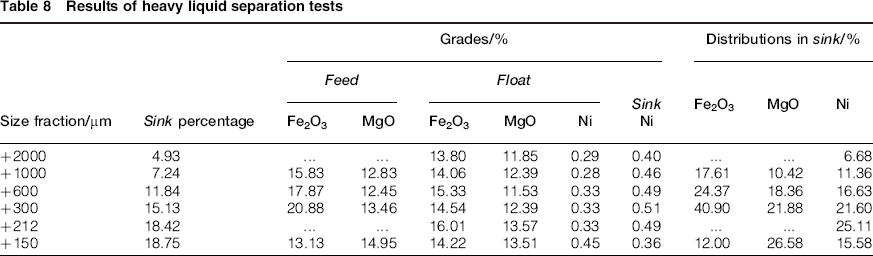
There are some types of minerals with different densities in the main sample such as quartz, serpentine, calcite and hematite. However, only hematite has the highest density (5.1 g cm− 3), and other minerals densities are lower (2.5–2.7 g cm− 3). Therefore, some heavy liquid separation tests by bromoform (CHBr3) were performed, using some size fractions. Density of bromoform equals to 2.82 g cm− 3 that is between hematite and the others. The results were given in Table 8. According to the results, the distribution of Ni is closer to MgO than Fe2O3 in +1000 μm, +600 μm and +300 μm fractions. Thus, maybe Ni is with MgO in serpentine, but it is reverse in +150 μm fraction. This fraction is finer, and there are accordingly higher errors in this particle size to do heavy liquid separation test in high accuracy.
Results of heavy liquid separation tests
Some recommendations
As the main part of nickel is probably in serpentine, any other approach that could recover this mineral will be able to enrich nickel as well. In addition, a concentration of magnesium might be valuable. Furthermore, leaching of serpentine will be used as purification and changing the composition of magnesium and producing nickel.
It would be helpful using EDS and SEM to find out the exact situation and composition of nickel and compare the results.
The ore grade is low to use high pressure leaching methods, but in laboratory scale, it could be tested. Heap leaching is also a useful method to leach low grade ores.
Conclusion
Agitation atmospheric leach experiments and some other physical tests were carried out with Bavanat lateritic ore from Fars province of Iran. The representative sample of nickel laterite ore principally consisted of quartz, hematite and serpentine and 0.38% Ni.
Temperature, sulphuric acid dosage and pulp density were used as parameters to the design of experiments and modelling. ANOVA results demonstrated that the temperature is the most significant variable on nickel and magnesium extraction. However, for more nickel grade, more pulp density is needed. Iron extraction grows up at higher temperatures as well, but the rate of increasing iron extraction by temperature is lower than the rate of increasing nickel extraction. In addition, the correlation calculation for nickel and magnesium extraction showed that there is a good linear relation between them.
In order to maximise Ni extraction after 4 h, the optimum conditions of agitation leaching process were determined by DX7 software. Under optimised conditions at 80°C, 2.59 N sulphuric acid and 200 g L− 1 pulp density, Ni extraction was 75.31%. For higher nickel extraction, higher temperatures (∼95°C) are necessary.
According to different densities of hematite and other minerals, some heavy liquid separation tests were carried out, using some particle sizes that were coarser than 150 μm by employing bromoform. These tests showed that the distribution of nickel is closer to the distribution of magnesium than iron.
Acknowledgements
I gratefully acknowledge the support and generosity of Geological Survey of Iran that really helped by XRD and all sample analysing, without which the present study could not have been completed.