
Abstract
The efficacy of a mixture of ammonium nitrate prills, sawdust, fresh diesel and used oil (engine oil, hydraulic oil, transmission oil, etc.) as an efficient explosive was investigated in a limestone mine of Adhunik Cement Limited, Jaintia Hills, Meghalaya, India. An air decking column of 1 m length wooden spacer was used in each blast hole. The method was proved to be well effective in not only improving the blasting performance but also reducing the cost of blasting. The paper highlights scientific explanation of the methodology buttressed by data generated during the investigation. This method will open up an effective approach to the utilisation of waste materials like sawdust and used oil in blasting operation.
Introduction
In the mining leasehold area of Adhunik Cement Limited, Lakadong sandstone beds are present between Umlah limestone and Lakadong limestone deposits. The thickness of the Lakadong sandstone beds varies from 5 to 6 m. Removal of the overburden and extraction of limestone were carried out by resorting to drilling and blasting operations using a mixture of ammonium nitrate prills, sawdust, fresh diesel and used oil (engine oil, hydraulic oil, transmission oil, etc.). Pneumatic crawler mounted drill machines (ROC 203 PC Model) of Atlas Copco and a down the hole hammer with 115 mm drill diameter button bit were used for drilling in sandstone as well as in limestone. Blast induced ground vibrations and air overpressure/noise generated during the experimental blasts were monitored at various locations in the mine (CIMFR, 2010).
Determination of rock properties
Tests were conducted during field investigation as well as laboratory studies to determine the various rock properties of Lakadong limestone (Fig. 1). These included rebound hardness values using Schmidt hammer, Mohs’ scale on hardness of the rock, compressive strength, tensile strength, Young's modulus, primary (P) as well as secondary (S) wave velocities and specific gravity. The rebound hardness values tested on the jointed limestone strata using a Schmidt hammer varied from 22 to 34. However, the massive top layer of limestone was harder, with rebound values ranging from 48 to 60. The average test values are presented in Table 1.

Testing of rebound hardness of Lakadong limestone using Schmidt hammer
Average properties of Lakadong limestone (Pal Roy and Sawmliana, 2010)

Properties and chemical reaction of ammonium nitrate/fuel oil (ANFO)/sawdust mixture
Most ingredients of explosives are composed of oxygen, nitrogen, carbon and certain metallic elements like aluminium, magnesium, sodium, calcium, etc. As an explosion is essentially a combustion process, the chief criterion of efficient energy release is the oxygen balance. Zero oxygen balance is the point at which an explosive mixture has sufficient oxygen to completely oxidise all the contained fuels but no excess oxygen to react with the contained nitrogen (Hartman, 1987; Hustrulid, 1999). Hence, it is essential to vary the compositions of the explosives and balance chemically to produce desired results. Table 2 shows the oxygen balance of two different compositions of mixtures of ammonium nitrate, sawdust and fuel oil to obtain zero oxygen balance.
Oxygen balance of ANFO/sawdust mixtures (Pal Roy and Mohanty, 2002)

Figure 2 presents the plot of data generated by Wilson and Moxon (1988). This plot is also supported by data generated by the authors in field conditions with 20 and 30% volume mixtures of sawdust with ANFO. It shows detonation velocity (m s−1) and consequent pressure (MPa) at various percentages of sawdust mixture. Pal Roy and Mohanty (2002) showed that 30% volumetric content of sawdust can be taken as optimum from both economic and performance points of view. When ANFO (density, 850 kg m−3) was mixed with sawdust (density, 190 kg m−3) in the ratio of 10% by weight (i.e. 68%/32% by volume), the mixture acquired the density of 645·40 kg m−3. The loading density (kg m−1) of such mixture was reduced by nearly 13–15% with respect to ANFO lone for 152–165 mm drill hole diameter. This indicated that a better charge column can be obtained using lesser amounts of explosives.
Effect of sawdust mixture on velocity of detonation (m s−1) and detonation pressure Pdet (MPa) of ANFO
Mixing of sawdust and used oils with ANFO
Sawdust can be easily mixed with ANFO either in a bowl truck or manually. In case of manual mixing, it has to be spread first on a thick polythene sheet, and above it, ammonium nitrate prills are to be kept in the form of heap, and then fuel oil (high speed diesel or ordinary diesel) along with used oil (engine oil, hydraulic oil, transmission oil, etc.) is to be poured over it. Table 3 shows the quantity of the constituents in the mixture. Usually, 800 kg ammonium nitrate prills are mixed with 20 kg sawdust, 32 L fuel oil and 24 L used oil. These are mixed together and poured into thin plastic packets to prepare cartridges of 75 mm diameter, 1 m length and 5 kg weight for use in dry as well as wet conditions of blast holes (Fig. 3).

View of 1 m wooden spacer, ANFO mixture and booster explosives
Quantity of ammonium nitrate (AN), fuel oil (FO), sawdust, high speed diesel and used oil in mixture

Experimental blasts
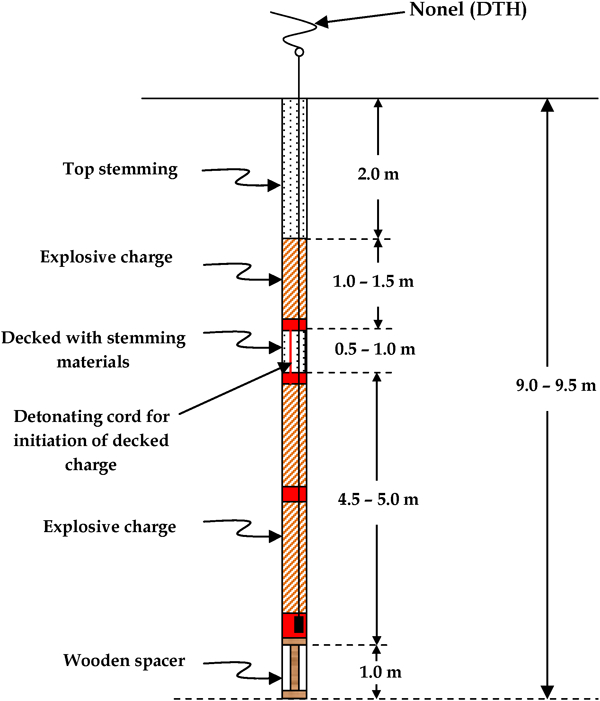
In Lakadong limestone, all the experimental blasts were conducted using 115 mm drill hole diameter. The depth of holes varied from 5·0 to 9·5 m, whereas burden and spacing were 3·0–5·5 and 3·5–6·0 m respectively. In order to get unfractured post-blast bench floor, at the bottom most part of each hole, a wooden spacer of 1 m length was inserted (Fig. 4). It also helped in reducing the ground vibration. Furthermore, an inert material deck of 1·0–1·5 m was also used in all the holes. Top stemming columns varied from 1·75 to 2·5 m. The total number of holes in a blasting round varied from 9 to 44. The holes were charged with ANFO mixture (AN+FO+sawdust+used oil) properly packed in polythene bags to avoid contamination in the water and booster explosives (Powergel-C; ∼30%) (Fig. 5). Nonel system of initiation, namely DTH-250ms and TLD-25/42ms (CDET Omega of M/s CDET Explosives Industries Pvt. Ltd, Wardha), was used for all the holes. The weight of explosive charge in a hole varied from 20 to 45 kg in all the experimental blasts. The total explosive charge in a blasting round ranged between 324·5 and 1283·3 kg. The maximum explosive charge per delay varied from 35 to 86·7 kg.

Use of wooden spacers at bottom most part of hole in limestone bench

Use of ANFO mixture packed in polythene bags for charging of holes
Monitoring of ground vibration and air overpressure/noise
Ground vibration and air overpressure/noise levels were monitored in all the experimental blasts at different places in the mine, on the haul road as well as near the site office (being the nearest structure from the blasting site). Figure 6 shows the monitoring of ground vibration and air overpressure on the ground surface near the site office of the mine. The distance of vibration monitoring points from the blasting sites varied from 79 to 392 m.

Monitoring of ground vibration and air overpressure on ground surface
Vibration results
Ground vibration data recorded during the field investigations were statistically analysed. Based on the results, the following empirical equation has been established correlating the maximum explosive weight per delay Qmax (kg), distance of vibration measuring transducers from the blast D (m) and recorded peak particle velocity V (mm s−1). The regression plot of recorded vibration data is given in Fig. 7

Regression plot of recorded vibration data (solid line corresponds to equation (1))
The fast Fourier transform analysis showed that the dominant frequency of vibration waves varied from 5 to 12 Hz (Fig. 8).
Fast Fourier transform analysis of vibration data recorded at 134 m distance
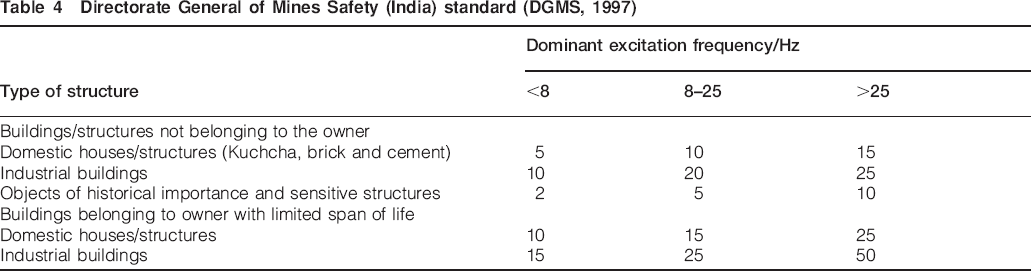
An attempt was also made to compare the vibration data recorded during field investigations with those calculated from Dowding's equation as well as the established site specific empirical equation (1), and the findings are depicted in Fig. 9. It is clearly evident from the figure that the predicted values obtained from equation (1) are higher than the measured and computed values using Dowding's equation. As such, the values obtained from the predictor equation (1) are safer to use in field conditions. Table 4 shows the prescribed safe values of ground vibration at the foundation level by the Directorate General of Mines Safety (India).
Comparison of vibration results in measured, predicted and Dowding's formulation (‘Expon’ stands for exponential curve fitting in dataset)
Directorate General of Mines Safety (India) standard (DGMS, 1997)
Dowding's equation is (Dowding, 1985: Chap. 6, p. 79)

Results on fragmentation, fly rock and air overpressure
In all the experimental blasts, a high speed video camera was utilised to observe the propagation of flying fragments produced by blasting. In none of the trial blasts, fragments were observed to fly beyond the stipulated zone, which is twice the bench height. Such control of flyrock was achieved due to the adequate top stemming column and most importantly proper design of firing patterns, their judicious implementation and supervision of total blasting operations.
The explosive mixture (AN+FO+sawdust+used oil) reduced the charge factor significantly and produced excellent fragmentation with desired wall control, as depicted in Fig. 10. The measured air overpressure levels recorded in Nonel blasting were well within the safe limits as per the international standard given in Table 5.

Fragmentation achieved in blast of limestone bench
Internationally accepted threshold values of air overpressure (Siskind et al., 1980)

Optimised blast design pattern
In majority, the lower Lakadong limestone was found to be heavily jointed with joint spacing varying from 4 to 10 cm (Figs. 11 and 12). The joints were tight and strongly bonded with cementing type materials. Apart from the inherent joints, some fracture/joint planes filled with clay were also present (Fig. 13). In most of the places, these fracture planes were parallel to the slope face and sometimes also formed the cavities. About 1·25 m thick massive limestone layer (it varied at some places) was also observed at the top portion of the bench.

Intensely jointed limestone rock mass found in lower Lakadong limestone

Close view of heavily jointed limestone deposit

Fracture/weakness plane (weathered and clay filled, sometimes opened and forming cavity) in limestone deposit
The largest blast fragment size of limestone that could be fed into the primary crusher of the Adhunik Cement Limited plant was 800 cm. However, the natural block size of the limestone deposit (determined by joint spacing) was comparatively smaller than the feed size of the crusher, except for the top massive layer of limestone. Therefore, a smaller blast fragment size was expected in blasting due to the heavily jointed limestone formation. It was also observed that the muck piles were dominated by natural rock fragments that were simply loosened and freed by the blasts. Larger blast fragment sizes were found only from the top massive layer of limestone (in the stemming zone).
During the field investigation, experimental blasts were conducted with a charge factor of 0·18–0·19 kg m−3 (CIMFR, 2010). Except in the top section of the benches where a massive layer of limestone was present, very fine fragmentations were obtained. A charge factor of 0·19 kg m−3 was found to be optimum for required blast fragmentation as well as for obtaining good muck profile. Burden and spacing values of 4·0 and 6·0 m respectively (drilled in staggered pattern) were also found to be optimum for hole depths of 8·5–9·5 m. However, in the case of harder limestone strata with fewer joints, a higher charge factor was required. The designed drilling, charging and firing patterns of holes for limestone bench blast are shown in Figs. 14 and 15. Owing to the heavily jointed nature of the limestone deposits, it was recommended to use higher delay timing between the rows of holes. Jointed rock mass generally requires more time to move than in the case of a massive and intact rock mass. With a spacing of 6 m, the delay timing between holes in a row was suggested as 25 ms. However, in the case of spacing <6 m, the delay between holes in a row was kept as 17 ms. It was also found that firing of three to five rows of holes always produced good muck profile. Delay timing between the first and second rows of holes was 42 ms, whereas for the subsequent rows of holes, it was further increased to either 59 or 67 ms.
Suggested charging pattern of holes in heavily jointed limestone benches
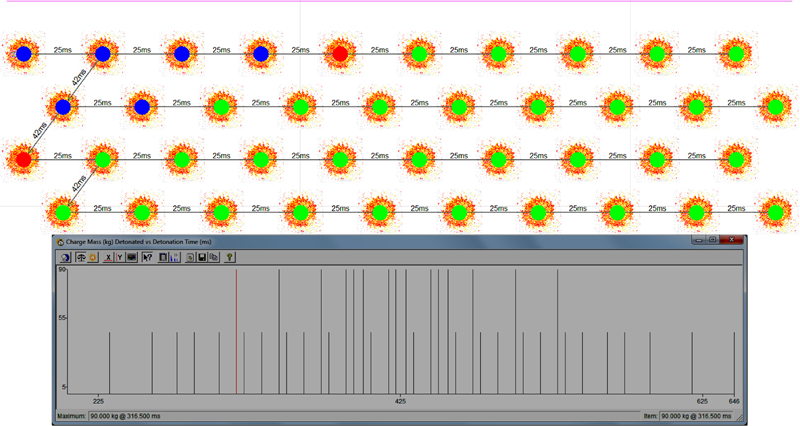
Firing of holes showing maximum explosive charge per delay (8 ms window) (JKSimBlast, 2006)
Conclusions
The additives sawdust and used oil in ANFO were found to be effective as they helped in reducing the blasting cost without creating any adverse effect on blast fragmentation. The use of wooden spacers at the bottom of the holes produced good blast performance by reducing damage to the floor of the heavily jointed limestone benches. It also helped in minimising the induced ground vibration. However, this air column technique was not used where harder strata was present at the floor level (i.e. at the bottom of the hole).
Footnotes
Acknowledgements
The research team thankfully acknowledges the sincere cooperation and help extended to them by Sri P. N. Singha, Executive Director, Sri G. P. Nag, Corporate Head (Projects), and Sri S. Baruah, Agent of Adhunik Cement Limited, in carrying out this optimisation study for the benefit of the cement industry in India. The conclusions made in the paper are of the authors and not of the organisations to which they belong.