
Abstract
The delivery of in-spec qualities out of the mine is essential for an efficient and environmental friendly operation of the subsequent beneficiation process. One goal of the extraction and production process in mining operations is to reduce the deposit inherent grade variability to a usually contractual defined level. The design of blending opportunities along the mining chain plays a key role in homogenising variability and improving the prediction of key parameters, such as the calorific value in the case of coal deposits. Geological conditions of deposits to exploit are becoming more complex. Typical currently exploited coal deposits in Europe are already characterised by multiple seams with multiple splits, each split representing a different variability in seam geometry and quality. Modern methods of conditional simulation in geostatistics allow for generating several spatial models or possible scenarios for large deposits capturing in situ variability. Integrating simulated models with the excavation sequence and transport and blending models of the mining operation leads to valuable insights into the expected performance as a function of the technical design and operational mode. The presented case study uses the technique of conditional simulation in geostatistics to investigate the variability of the calorific value in exploiting a complex lignite deposit. The study analyses the behaviour along the extraction, transportation and blending process in a continuous mining environment. Results provide valuable inside into the performance of a continuous mining system in terms of homogenisation and allow identifying sources for controlling variability. Conclusions can be drawn to adjust the mine design and scheduling of key equipment as well as to adjust the operation mode according to the customer's requirements in terms of coal quality variability.
Keywords
Introduction
An efficient and environmental friendly operation of modern power plant technologies or coal gasification processes calls for both, strictly meeting the costumer's specification of key coal quality parameters and a low variability of these.
To account for costumers requirements the daily production in a coal mine aims to meet the given specifications in terms of tonnage and coal quality parameters, such as calorific value, sulphur content, ash content or moisture, for different products. The key objective of complex continuous mining systems is to achieve in-spec deliveries, at lowest costs, by optimal blending from different faces and multiple seams with diverse spatial quality distribution. Involved in the blending process are typically the operational mode of the excavators, the conveying system as well as stacking and reclaiming at stock-and-blending-yards (Stoll et al., 2009).
The theory of variance reduction in bed blending is well established (e.g. Gy, 1981). It is based on the variogram–transformation of the in-coming to the out-going stream in the blending bed. Several documented applications (e.g. Kumral, 2006; Marques et al., 2009) use techniques of stochastic simulation based on variograms of critical elements to simulate the variability of in-coming material flows and to optimise the transformation process.
Considering geologically more complex deposits this approach may be too simplified. Due to changes in structural behaviour between seams, sub-seams in different parts of the deposit, the variability of the extracted material entering the stockpile may vary over time. It strongly depends on equipment to extract the material from the deposit and on the sequence the deposit is exploited. To investigate the homogenisation effects in a continuous mining system, the deposit characteristics, in particular the local variability has to be linked with the extraction method and the mining sequence.
The application of modern techniques of conditional simulation in geostatistics allows for modelling the spatial variability of quality parameters. It is well recognised that traditional methods of estimating the spatial distribution of quality parameters in geostatistics, such as kriging, fail in mapping variability due to the smoothing effect (Ravenscroft, 1994; Goovaerts, 1997; Chiles and Delfiner, 1999; Dimitrakopoulos, 2004 and others). Applications of conditional simulation in coal mining operations were until few years ago, with exceptions of some simplified case studies (Costa et al., 2000; Hohn and McDowell, 2001) not very well documented. Benndorf (2009) demonstrated first time in a full scale application in a large lignite field its benefits in terms of economic evaluation and strategic decision making in a continuous mining environment.
This contribution investigates the ability to homogenise coal quality parameters on the example of the calorific value (CV) in the process of excavation, conveying and stocking in a continuous mining environment in a full scale case study in Eastern Europe. It integrates models of spatial variability in the deposit, the effect of different excavation methods, and a model of bed blending. Therefore, the study is divided into the parts:
brief review of recent developments in conditional simulation and description of the geostatistical model of the deposit in the case study
investigation of homogenisation introduced by different types of excavators (bucket wheel excavator and chain excavator) when extracting the deposit in a given extraction sequence
investigating the homogenisation effect when utilising the coal stock and blending yard.
Results will provide valuable insight into the performance of different elements along the continuous mining process in terms of homogenisations. The gained understanding will allow controlling the mining operation process to achieve short term production targets in terms of meeting quality specs within narrow limits.
Modelling spatial variability and geostatistical model of deposit
Modelling the spatial distribution of coal quality parameters is traditionally based on interpolation methods. Although interpolated models can be quiet good locally, they also exhibit a smoothing effect. To account for variability and grade uncertainty, methods of conditional simulation have been increasingly applied over the last two decades (Journel and Huijbregts, 1978; Goovaerts, 1997; Chiles and Delfiner, 1999; Dimitrakopoulos, 2004). Based on drill hole data and their statistical properties, conditional simulation generates several equally probable models of a deposit. Each model is called realisation and reproduces available data and information, statistics and spatial continuity. In terms of geostatistics, the generated models reproduce the representative data histogram and the variogram. Figure 1 shows a comparison between models generated by interpolation and simulation for a coal deposit. A visual inspection of the models illustrates the difference quite well. The interpolated model suggests a very smooth seam geometry and distribution of calorific value; however, this smoothness does not represent reality. The two simulated models exhibit features inferred from data, namely the variability. Each realisation captures the global structure of the deposit but exhibits a different behaviour at a local scale.
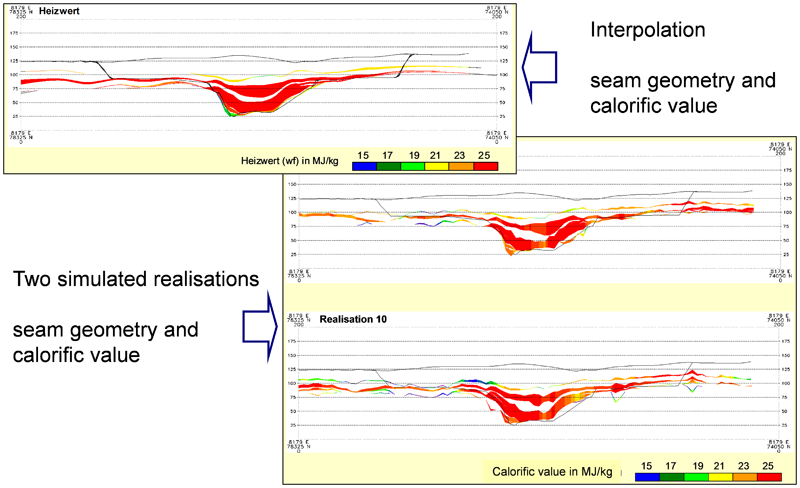
Comparison between deposit models based on interpolation and simulation in geostatistics (Benndorf, 2009)
Applications of conditional simulation in mining present their own challenges, including the size of simulations, computational efficiency and data management. Large ore body models, frequently discretised by up to millions of grid nodes, need to be generated. The development in constructing algorithms for mining applications took this requirement into account.
Generally, techniques can be divided into direct conditional simulation methods and two step methods. Two step methods, such as the almost historical turning bands (e.g. Journel and Huijbregts, 1978) or spectral methods (e.g. Borgman et al., 1984; Pardo-Iguzquiza and Chica-Olmo, 1993) first generate unconditional simulations, which are conditioned by kriging afterwards. This involves redundant computations and increases computational costs. Direct conditional simulation methods, such as sequential methods (Scheuer and Stoller, 1962; Journel, 1994) and conditional simulation via covariance matrix decomposition perform the conditioning step during the simulation process. Dimitrakopoulos and Luo (2004) suggest the theoretical background for a computationally efficient method, the generalised sequential Gaussian simulation (GSGS). This sequential simulation approach simulates groups of clustered nodes simultaneously instead node-by-node, which decreases computing time. The implementation and experimental investigation confirmed the theoretical assumptions and showed that the method is up to 14 times faster than the well known sequential Gaussian simulation (Benndorf and Dimitrakopoulos, 2007).
GSGS was applied to a lignite mining field in Eastern Europe to simulate both, geological structure and major coal quality attributes. The geology is characterised by three main seams which split in total in 11 subseams. In geologically complex settings, as in the present case, the impact of the varying geometry on mine planning parameter and coal recovery during operation is significant and requires a sophisticated modelling approach. To account for the spatial variation of geometry and coal quality and its effect on predicting recoverable reserves, a three-dimensional (3D) approach was chosen. This leads to a two step modelling sequence. First, the 3D geometry of the three different seams including its splits are simulated followed by the spatial distribution of the key quality parameter inside the seam intervals. Details on the modelling can be found in (Benndorf, 2012).
As a result 25 full scale realisations of the deposit were generated mapping variability and uncertainty in local prediction of coal quantity and quality. Figure 1 shows two realisations in an NS cross-section.
Description of continuous mining system under study
Figure 2 illustrates the continuous mining system considered in this case study. The system contains of two excavators, a chain and a bucket wheel excavator, which are positioned in different cuts at separate belt conveyors. Both conveyors combine to a central stationary conveyor before the coal is loaded onto trains. Additionally, there exists the option to stack the coal in a coal-stock-and-blending-yard with the goal to homogenise the variability of coal quality parameters before shipping it. The coal stock and blending yard is divided into five distinct beds.
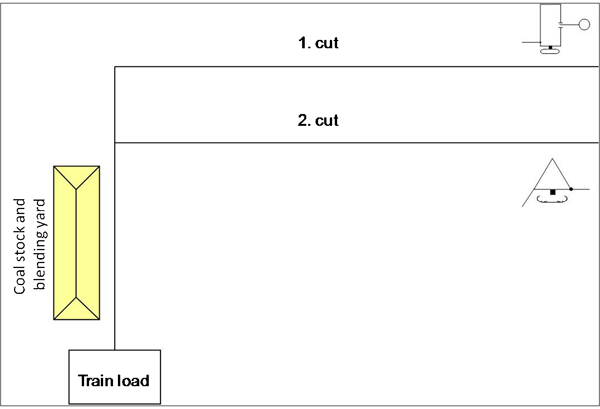
Continuous mining system under study
The mining system can be operated in four operating modes:
operating only the first cut with a bucket wheel excavator without utilising the blending yard
operating only the second cut with a chain excavator without utilising the blending yard
operating both cuts at the same time without utilising the blending yard
operating both cuts at the same time and utilising the blending yard.
The study investigates the level of confidence in prediction and the variability of one key quality parameter, namely calorific value (CV), of the shipped coal as a function of the operating mode. It utilises the previously simulated 25 scenarios of the spatial distribution of the CV in the deposit.
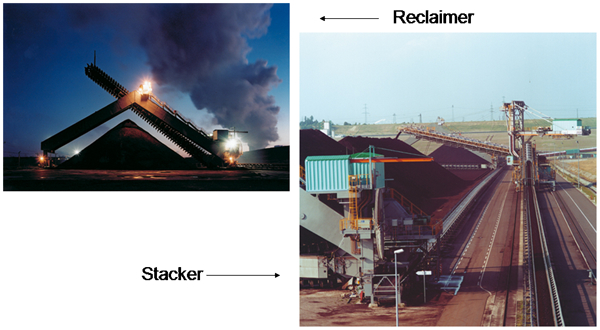
Figure 3 compares the digging mode of the two excavator types (chain and bucket wheel excavators). Typically the bucket wheel excavator is positioned on a bench and digs the coal above the bench in a high cut mode in horizontal slices of ∼5 m. This enables a selective extraction of the typically horizontally deposited coal strata. The selectivity is limited by a minimum mining thickness. In a deep cut mode operating, the chain excavator digs the face in vertical slices along the whole cutting depths. This causes a blending effect of the horizontally deposited coal strata while digging and limits its ability to selectively mine these strata. Figure 4 shows photos of a bucket wheel and chain excavator.
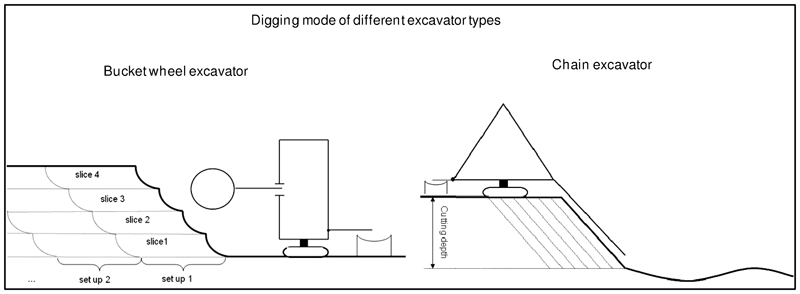
Digging modes of two considered excavator types (bucket wheel and chain excavator)

Photos of bucket wheel excavator (left) and chain excavator (right) (MIBRAG, 2009)
The objective of the investigated mining operation is to meet quality spec per train load. Hence, the analysis of the results is performed on 1500 t parts of the stream, as this amount corresponds to a train load.
To analyse the variability of CV, a reserve block model was generated, which reflects the digging mode of both excavators. Owing to the continuous excavation method, the strict definition of a smallest mining unit (SMU) does not apply. Considering the target unit of 1500 t and the opportunity to blend from different excavators, the continuous material flow from one excavator is discretised by 300 t. Therefore, working benches for the excavators were partitioned in small blocks of 300 t, which geometry match the extraction mode (Fig. 3).
The area of this study was chosen to be a yearly panel, where the exploration drill holes were found to exhibit the highest variability. In this way results can be judged as conservative.
Analysis of ability to control Calorific Value without utilising blending yard
This section focuses on the described operation modes (1)–(3). It is assumed that the mining equipment is successively digging the blocks in the digging mode explained in the previous section at a constant digging rate. The underlying extraction sequence represents the mine plan for the considered year. Using the generated reserve block models, the CV of the extracted coal is predicted per train load by combining the successively mined 300 t blocks to the weigh of 1500 t.
Figure 5 shows the predicted CV values per 1500 t along a cumulated production of a shift for operating mode (1) (bucket wheel excavator in the first cut). Figure 6 shows respectively the predicted CV for operating mode (2), which is the chain excavator in the second cut. The figures show the prediction per 1500 t based on 25 realisations (thin grey lines), the average of the realisations (thick line) as well as the accuracy (certainty) in prediction by the means of the 90% confidence level (dashed lines).
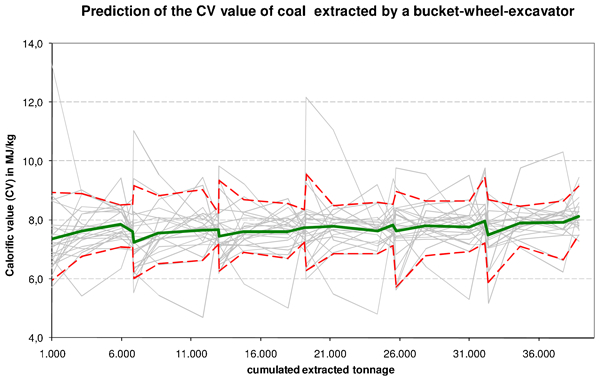
Predicted CV of coal delivered from first cut utilising bucket wheel excavator
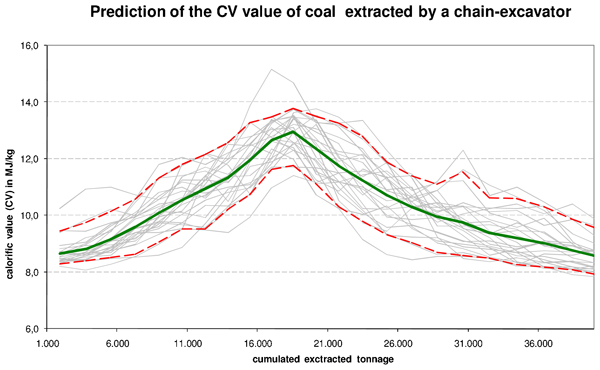
Predicted CV of coal delivered from second cut utilising chain excavator
The comparison of both figures illustrates the abilities and limits of both types of equipment in selectively extracting and homogenising the in-place variability of coal quality parameters. When operating the bucket wheel excavator, a cyclic behaviour of the CV can be detected. The reason is the combination of a strongly vertically varying CV and the vertical digging of slices per digging location (set up). Owing to the strong horizontal correlation of the CV a very similar cycle is repeated in the next set up of the equipment.
When operating a chain excavator, the strongly varying vertical CV values are homogenised over the whole digging depth. The resulting stream of extracted coal is characterised by a low variation of CV, in other words, the chain excavator has a higher level of homogenisation in horizontal stratified deposits than a bucket wheel excavator.
Two criteria are used herein to evaluate the homogenisation effect in the different operating modes: the accuracy or certainty in the prediction of a unit of 1500 t (train load), measured by the standard deviation of the 25 realisations, and the average absolute difference between two successive extracted units as an expression of variability. The difference in CV of successive delivered units is typically a criterion, which is part of the customer's specification. Table 1 documents the results in terms of the criteria for the two considered cases.
Summary of criteria for measuring uncertainty in prediction of unit of 1500 t (train load) and absolute difference between two successive extracted units for different operating modes/MJ kg−1
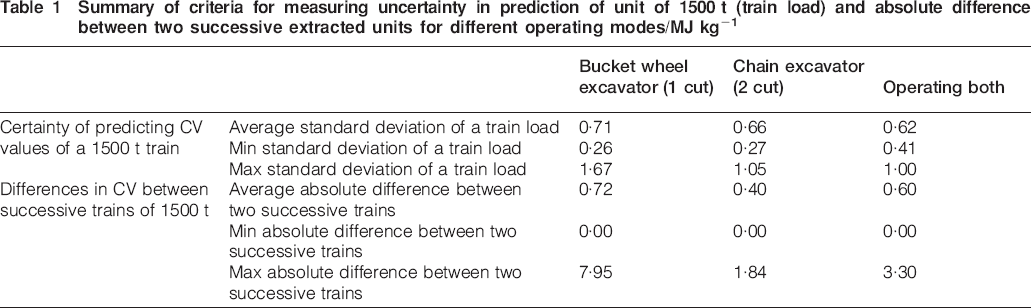
The differences in the uncertainty of predicting the CV between the two equipment types are due to the digging mode but also due to different areas of the mined deposit with its different structural behaviours. However, the bucket wheel excavator shows significantly higher values of the uncertainty in predicting the CV compared to the chain excavator. The reason is the occurrence of local blocks, which are due to the exploration level less certain in prediction of CV. Owing to the selective extraction with the bucket wheel excavator, these blocks cannot be blended with more certain blocks as it is possible with the chain excavator. Considering the second criteria, the difference between two successive extracted units and the selectivity of the bucket wheel excavator is clearly illustrated. With an average of ∼0·7 MJ kg−1 between the 1500 t units the difference is ∼80% higher compared to the chain excavator. The maximum difference can be up to 7·95 MJ kg−1.
Figure 7 shows the prediction of the CV when operating both excavators at the same time (operating mode 3). Thereby with 3000 m3 h−1 for the bucket wheel excavator and 1500 m3 h−1 for the chain excavator, the two different digging rates are taken into account. The results in terms of the two criteria, uncertainty in prediction of a unit of 1500 t (train load) and the difference between two successive extracted units, are as well shown in Table 1. Blending of the two material flows from both excavators shows two effects. The uncertainty in predicting the CV of the shipped coal decreases compared to only operating one of the two excavators. On average the standard deviation decreases by 6% compared to the chain and 16% compared to the bucket wheel excavator. The second effect is a reduction in variability between two successive units compared to the bucket wheel excavator. On the other hand this difference increases compared to only operating the chain excavator.
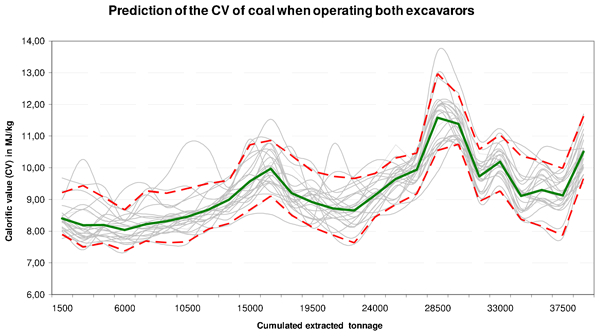
Predicted CV of coal delivered from both excavators operated at same time
To generalise, an operation of multiple excavators at the same time decreases uncertainty in predicting the coal quality parameters of shipped units. At the same time, extreme variability is smoothed. This homogenisation reduces differences between two successive extracted units. With the goal of extracting selectively coal with a certain specification, the bucket wheel excavator should be operated separately.
Analysis of ability to control coal quality parameters utilising blending yard
Bed blending has three objectives: namely, buffering, composing and homogenising. Thereby it transforms the characteristics of the in-coming material flow in an out-going material flow, whose characteristics is defined by costumer specifications and may be of contractual relevance (Fig. 8). The characteristics of the in-coming material flow are a function of the geological conditions, the applied selectivity in extracting the deposit, the mining sequence and the operation mode in the pit as discussed in the previous section.

Process of blending in coal stock-and-blending-yard
The following considerations concern the homogenisation effect of using a stock pile. The efficiency of blending and smoothing variability is significantly dependent on constructive parameters as well as the operation of the blending yard. Constructive factors are the type of the yard, its length and width, the angle of repose, the number of layers and speed of the stacker. The following constructive parameters are given in the case study: the blending yard is of type strata (Fig. 9). The coal is stacked layer by layer in five beds, which are each 120 m in length and 50 m in width.
Coal-stock-and-blending-yard of type strata (MIBRAG, 2009)
Figure 10 illustrates the mode of operation of a strata blending yard. The coal coming from the pit (in-coming material flow) is stacked into layers, which are spread along the total length of a bed by a continuously up and down moving stacker. The number and thickness of the several layers is variable and can be influenced by the moving rate of the stacker dependent on the total production rate of the mine. At maximum 61 layers can be placed in a pocket. The yard is reclaimed in a fan-shaped manner orthogonally to the alignment of the stacked layers by a scraper. In this way the coal quality of the out-going material flow is formed as an average over the total number of stacked layers.
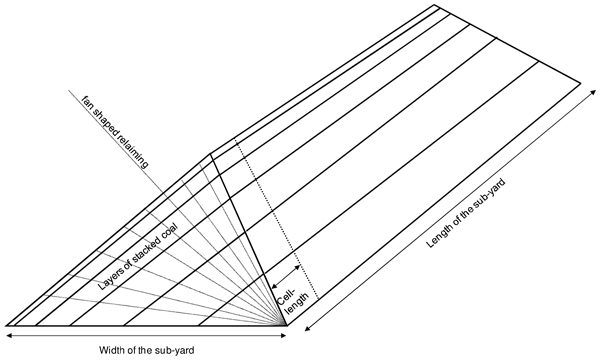
Mode of operation of blending yard of type strata
The effectiveness of homogenisation shall be investigated next as a function of the number of layers. Two criteria are used to evaluate the results:
the effect of homogenisation, which is defined herein as the ratio between the square root of the dispersion variance of the CV of the in-coming material flow  and the dispersion variance of the CV of the out-coming material flow
and the dispersion variance of the CV of the out-coming material flow  (equation (1)). This measure is an indication of the spread of values and reflects variability of both material flows
(equation (1)). This measure is an indication of the spread of values and reflects variability of both material flows
the expected improvement of certainty in predicting the CV of a unit of 1500 t, which is defined herein as the ratio between the average estimation standard deviation in predicting units of 1500 t before stacking and the average estimation standard deviation in predicting units of 1500 t after reclaiming (equation (2)). This measure is an indication of the level of confidence about the CV for a particular train load.


Description of blending-yard-model and assumptions
The model is based on the prediction of the CV of the extracted coal while operating both excavators (operation mode 3) using 25 simulated realisations of the reserve block model. Every single realisation can be seen as a possible scenario of the coal quality parameter CV of the produced material flow coming out of the pit and being stacked into the blending yard.
Figure 11 illustrates the model of the blending yard, which is similarly applied in other documented case studies (Pavloudakis and Agioutantis, 2001; Kumral, 2006; Benndorf, 2009). The model is composed of n columns and m rows. The number of layers in the yard is m. The single pockets are of size of 300 t and represent a fraction of the considered units of 1500 t. The columns n will be reclaimed at one time and are combined in the out-going stream.
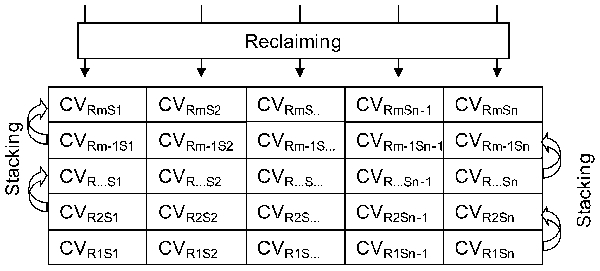
Model of coal-stock-and-blending-yard
Based on the assumptions regarding the dimensions of a bed of 120 by 50 m and an angle of repose of 35° of the stacked material the capacity of a bed is ∼50·000 t. With a pocket size of 300 t the bed contains of 167 pockets or cells. Depending on the number of layers m the number of cells in a layer is n.
The assignment of CV to each cell reflects the incoming material flow and the up and down movement of the stacker. All odd numbered layers are stacked from left to right and all even numbered layers are stacked from right to left respectively.
The reclaiming process occurs column by column. Because of the constant cross-section area of the pile, the necessary length to be reclaimed for a unit of 1500 t is constant. Depending on the length of a cell in the pile, multiple columns can contribute to reclaim one unit of 1500 t or only a part of a column contributes to reclaim one unit. The described model implemented as discrete time based simulation using VBA for Excel.
Analysis of effect of homogenisation in dependence on number of stacked layers
The application of the 25 realisations of the CV of the in-coming material flow to the previously described model of the blending yard results in 25 realisations of the CV of the out-going material flow.
Figure 7 shows the in-coming material flow and Fig. 12 the out-going material flow exemplarily for one day for the case of 35 layered stock pile. The figures show the predicted CV per 1500 t unit for each realisation. In addition, the average of the realisations and a 90% confidence level is shown.
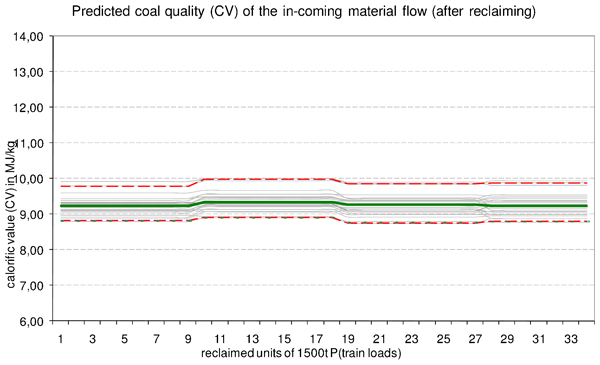
Predicted CV of out-going 1500 t coal units
There is a clear difference between in-coming and out-going CV, which is the effect of the homogenisation of the blending yard. Two effects can be detected:
the blending yard transforms strongly varying CV of the in-coming material flow into very homogeneous and hardly disperse CV of the out-going material flow
a strong improvement of the certainty of predicting the CV.
The homogenisation effect of the blending yard is due to the elimination of successive autocorrelated units. It is highly probable that a unit of high CV is followed by another unit of a high CV in the case of the in-coming material flow. This correlation is disconnected in the out-going material flow, which is caused by the fan shaped reclamation of the layered stacked coal.
To investigate the homogenisation effect, the above study is performed on a varying number of layers in the pile. The number takes values in an interval from 1 to 61, which defines the technical limits of the blending yard under consideration. Results in terms of the homogenisation effect and improvement of certainty in predicting CV of shipped 1500 t units are presented in Fig. 13.
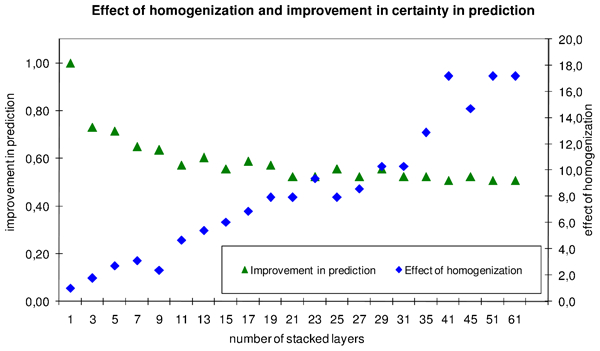
Homogenisation effect and improvement of certainty in predicting CV as function of layers in blending yard
In the case study, the dispersion between the delivered coal units can be reduced to a 17th of the in-coming material flow by utilising all 61 layers. However, already 35 layers appear to be sufficient for a similar homogenisation effect. This has implications on the operation mode of the blending yard. The number of stacking passes can be reduced from 61 to 35, which cause a reduction of operational costs and increases the safety level in the operating area.
For the improvement of predicting CV a similar observation can be done. The standard deviation of units of the out-going material flow is ∼50% of the in-coming material flow. This effect can as well be achieved already with 35 layers.
The average absolute value of the standard deviation of predicted CV of the out-going 1500 t units is ±0·30 to ±0·35 MJ kg−1. This magnitude of predicting uncertainty per train corresponds to the standard deviation of predicting a block of 50·000 t in the deposit based on available exploration holes. This interesting observation has the implication that the uncertainty in predicting CV of one unit of a train (1500 t) has a similar magnitude like predicting CV in a mining block of the size corresponding to the blending bed (50·00 t) based on exploration drill-holes. This observation is essential in designing blending beds and defining its size as a function of the exploration level of the deposit, the inherent variability and the customer's specifications.
Conclusions
This contribution demonstrated the benefits of integrating conditionally simulated deposit models, different excavation methods, the extraction sequence of the deposit and a bed blending model to investigate different opportunities to control the homogenisation and level of confidence in predicting the calorific value of delivered coal.
The properties of the conditional simulation in geostatistics allow for investigating the in situ variability of coal quality parameters and its behaviour along the extracting, conveying and blending process. Computational efficient methods are available for large scale application. GSGS was successfully applied to generate full scale simulated models of geometry and spatial distribution of CV in a large lignite field in Eastern Europe based on available exploration drill holes.
The case study illustrated an application in a continuous mining environment with different types of excavators and the utilisation of a coal-stock-and-blending-yard. The results deliver a valuable insight into the effect of homogenisation and improvement of predicting CV values of shipped coal units as a function of the operational mode. Different excavators cause a different behaviours of the quality of the extracted coal. Bucket wheel excavators, as investigated in operational mode 1, cause substantial differences between extracted units, which show a cyclic behaviour. On the other hand, this type of excavator offers a high lateral selectivity, which may be utilised to selectively mine different products of coal. The investigated chain excavator (operational mode 2) tends to smooth out the CV over the vertical slice and shows a stronger homogenisation effect. Contrary to the bucket wheel excavator, selective mining is technically difficult and can only partly be achieved. When operating both excavators simultaneously (operational mode 3), an improvement in predicting qualities can be achieved.
A further substantial improvement can be generated by utilising a stockpile. The case study investigated a strata type pile and demonstrated a substantial improvement in predicting and homogenisation CV. With a goal of meeting production goals with a high probability and delivering a homogeneous product an operation of excavators without utilising the stockpile should be avoided.
It is necessary to mention that this study ignored potential particle size segregation. Effects of this material behaviour, especially on stock-piles, may influence the efficiency of homogenisation and should be investigated in further studies.
The integrated model set up in the case study is basis for optimising the operation and adjusting the operational mode day to day depending upon the costumer's requirements and the current geological setting.
Footnotes
This paper is part of a special issue on Strategic Mine Planning