
Abstract
A refinement of the traditional Mine-to-Mill integration opportunity for copper block cave mines is introduced here as a Cave-to-Mill production management concept. This is essentially the integration of underground mine production scheduling and monitoring with surface mineral processing management based upon fragment size and geometallurgical ore characteristics.
Cave-to-Mill defines ore block models with respect to both mine and mill performance. Linkages between key cave and mill parameters have been established so that coordinated efforts towards maximizing net present value (NPV) can be made. Discrete fracture network (DFN) based methods were found to hold significant value within the Cave-to-Mill approach. The variable and relatively uncontrollable nature of cave fragmentation is considered to be a key distinguishing feature of Cave-to-Mill when compared with typical Mine-to-Mill strategies established for open-pit mines. It is envisioned that Cave-to-Mill will be an important design and operational strategy for block cave mines.
Introduction
Block and panel cave mining methods are being increasingly proposed as they allow massive, deeply situated ore bodies to be mined economically at a time when discovery rates of significant near surface deposits are declining. Figure 1 shows the production rates and depth of major caving projects that are slated for development in the next 5–10 years. It is evident that cave mines will be excavating at higher production rates and greater depths and by 2018, approximately 50% of the world's copper ore will be sourced from underground operations (Oancea 2013).
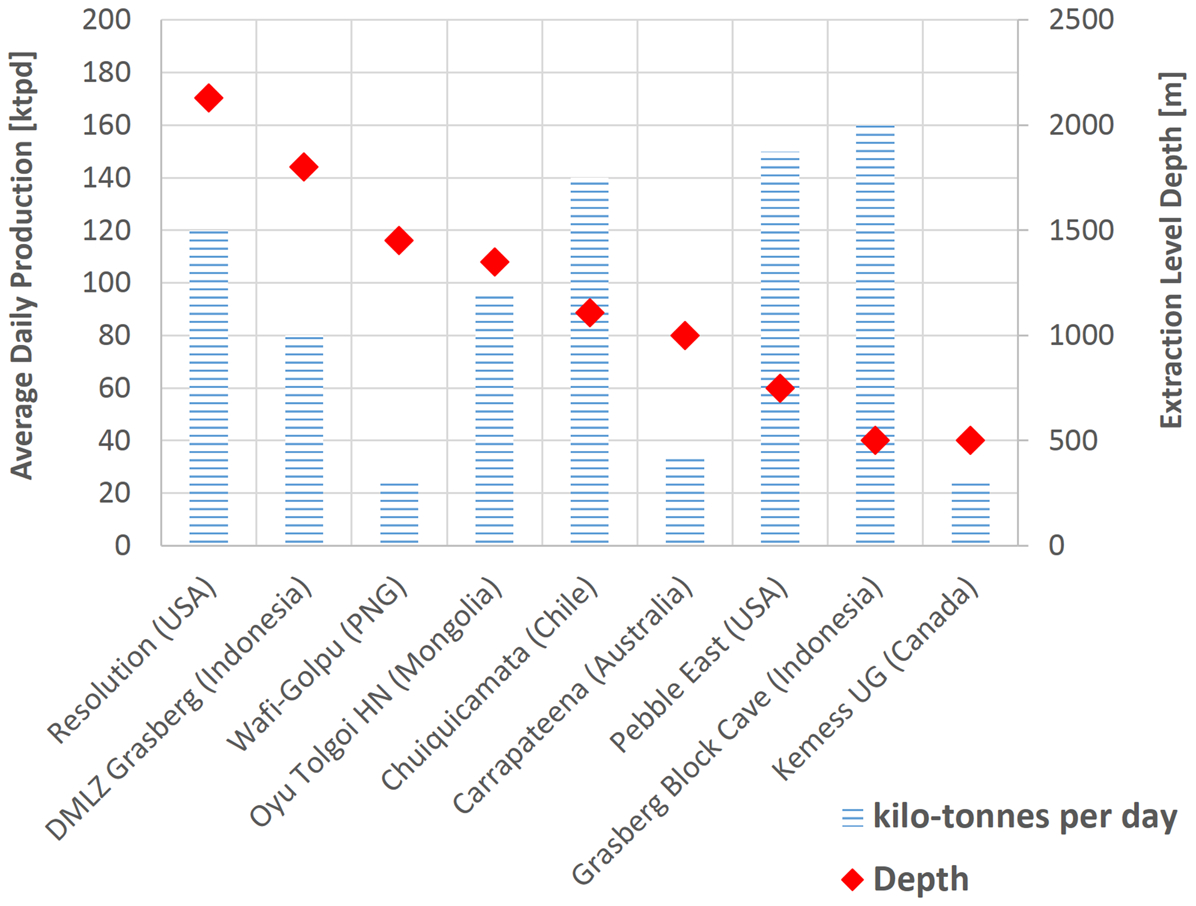
Major copper caving projects
As a result of operational block caving experience and development of technologies, the method is being pushed to new extremes in terms of its application. In particular, increasing draw heights from 550 to 1000 m, caving of more heterogeneous ore bodies, and caving of deeper and more competent rock masses (Manca 2013; Chitombo 2010; Flores 2014). In the foreseeable future, it is expected that the following technologies will be implemented on an industrial scale:
Installation of electronic markers to monitor the vertical and horizontal flow of caved ore in real time (Latimer 2014)
Automation of drawing and material handling equipment through replacement of LHDs with dozer feeders and conveyors (Caterpillar Inc. 2013; Encina, Méndez, Caballero and Osorio 2010)
Application of sensors and telemetry to support automation (Klein, Bamber, Altun and Scoble 2011)
Decisions related to block cave design and production scheduling are based on models that predict the behavior of rock masses and the recovery of ore. Rarely do these models account for variation in metallurgical characteristics or the influence of cave fragmentation on mill performance. Conversely, in open-pit operations, the benefits of integrating mine and mill models have been well documented over the last 15–20 years. The approach involves optimization of blasting and crushing/grinding processes with the aim of increasing overall productivity and reducing specific energy consumption. In the case of a cave mine, fluctuations in caved ore hardness and fragment size will also impact the performance of downstream crushing and grinding circuits.
The coarseness of caved rock fragments has a direct bearing on operational factors such as ore recovery, dilution and drawpoint productivity. Even though a significant amount of effort may be directed towards estimating cave fragmentation at the beginning of a block cave project, these models tend not to be so reliably calibrated and referenced for continuing mine planning and scheduling activities. Measurement of caved ore is rarely done in a systematic way and typically relies on visual approximations made by field engineers and logs of hang-up and secondary breakage frequency.
A systems engineering approach for cave mine operations, termed Cave-to-Mill, has been developed to give existing and future block cave operations an opportunity to improve productivity. Both mine and mill models are set-up at the beginning of a project and continuously refined as the project progresses. Figure 2 shows how key aspects of a caving operation are linked so that a coordinated effort can be made to maximize net present value (NPV). The presented Cave-to-Mill strategy focuses on its application to copper-porphyry deposits, as the majority of present and future caving operations are based on excavating copper ores. It is envisioned that Cave-to-Mill will be an important operational strategy for block cave operations.
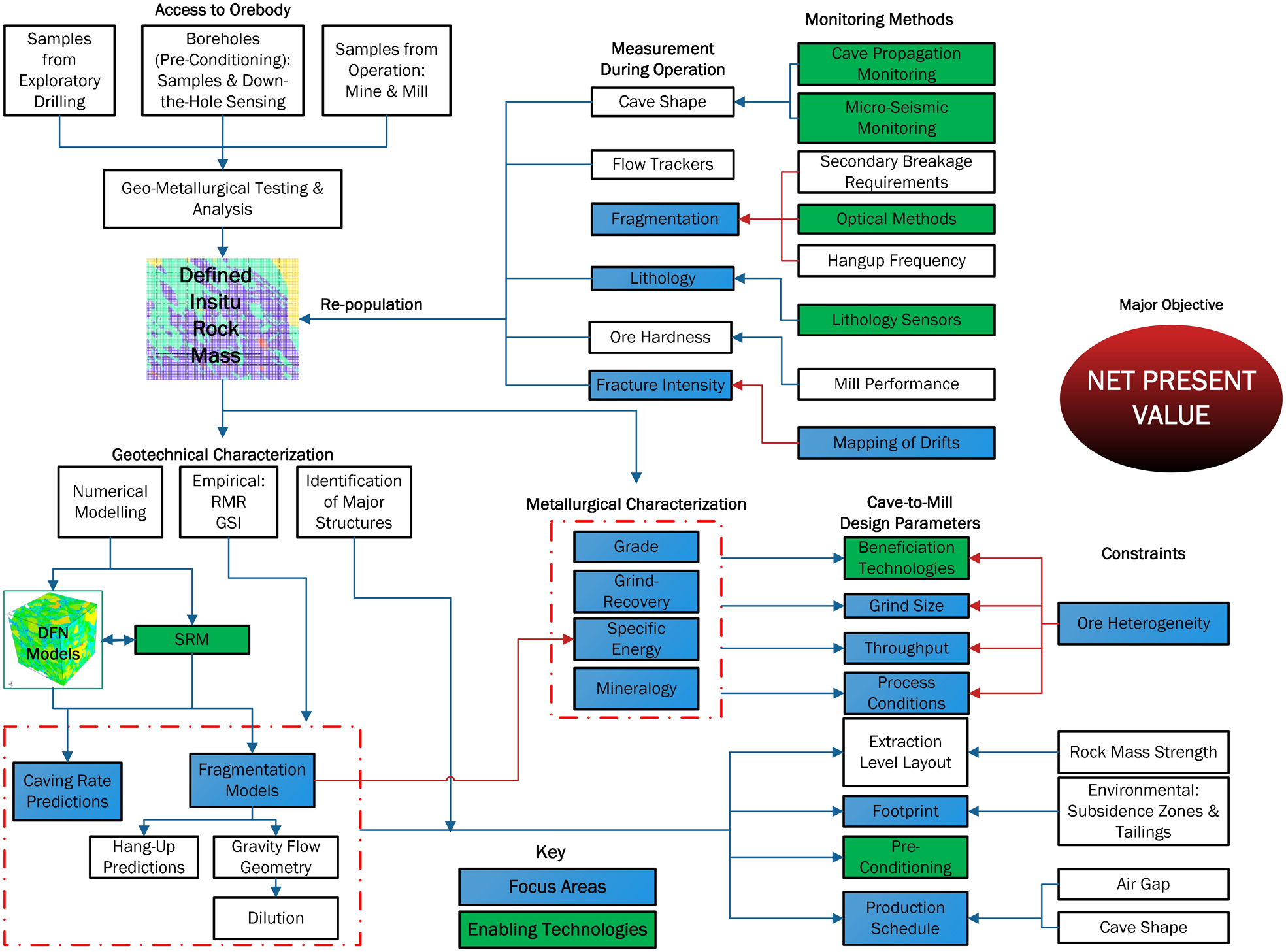
Cave-to-Mill concept, blue boxes represent focus areas and green represents enabling technologies
Focus areas and enabling technologies, highlighted in blue and green, respectively, represent significant opportunities to improve the productivity of block caving operations by implementing these technologies in Cave-to-Mill.
Cave-to-Mill concept
The major objective of adjusting design and operational parameters within Cave-to-Mill is to maximize NPV. A central component is the ore block model, which is continuously refined during project development and operation through input of geotechnical, geological, and metallurgical information. At the exploration stage, initial access to an orebody is generally provided through exploratory drilling, allowing block models and design parameters to be established through analysis of core samples. As projects progress towards development, excavations and boreholes provide access to additional sample and data, which can be used to repopulate block models. Following plant commissioning, logs of mine and mill performance, such as fragment size measurements and specific energy consumption of mill processes, can serve to calibrate predictive models and to refine block models.
Rock mass characterization using discrete fracture networks (DFNs)
Rock mass characterization methods are essential to block cave design. In addition to empirical approaches, the use of discrete fracture network (DFN) based methods to characterize the fracture system of rock masses is an integral part of Cave-to-Mill. Discrete fracture network-based methods are considered to be particularly advantageous as they rely on quantifiable fracture data that is collected from field analysis of the rock mass. Since these fracture properties are preserved through the modeling process, the heterogeneity of the fracture system is better defined, resulting in an appropriate method to describing local scale problems (Rogers, Elmo, Webb and Catalan 2010).
Discrete fracture network methods use statistical distributions to characterize each discontinuity set within a structural domain; variables used in the characterization include orientation, persistence and spatial location of discontinuities (Elmo and Stead 2010). A major outcome of DFN modeling is the spatial distribution of fracture intensity, referred to as P32 and expressed in units of m2 m−3 (fracture area/unit volume).
Adopting the method developed by Elmo, Liu and Rogers (2014), Cave-to-Mill uses fracture intensity measurements from borehole data and trace mapping of drift walls to establish the statistical distribution of each discontinuity set within a structural domain. Statistical distributions are used to generate DFN models, after which a validation step is carried out. The three main parameters that are used to validate DFN models are (1) fracture frequency along a borehole or scanline, commonly referred to as P10; (2) orientation of fractures intersected by a borehole; and (3) comparison of trace length distributions in the case where considerable mapping data are available (Elmo et al. 2014). As drifts associated with block cave development are being excavated, DFN models are refined and could be used to support design and operational decisions within Cave-to-Mill.
Implementation of preconditioning methods aimed at weakening the rock mass, also provides an option of analyzing boreholes with acoustic televiewers (ATV) and other remote sensing techniques for additional orientational data to be used as inputs in DFN models.
Synthetic rock mass (SRM) modeling is an increasingly popular method for characterizing the strength of rock masses and, integrated within geomechanical models, predicting cave fragmentation and caving rates. Key inputs include the previously described DFN model, as well as stress conditions, and the strength of joints and individual rock blocks (Chitombo 2010; Pierce 2010). An advantage of SRM methods is that the response of rock masses to caving conditions can be evaluated numerically at a scale that is significantly larger than the limit of geotechnical test equipment.
Further development of Cave-to-Mill is aimed at relating simulated fracture intensity to variations in lithology and extending the use of SRM methods.
Fragmentation modeling
In the context of Cave-to-Mill, DFN models also provide considerable value as a means to predict cave fragmentation, a critical input parameter for predicting flow geometry, drawpoint availability and crushing/grinding requirements.
Rogers et al. (2010) developed a method to predict all three stages of cave fragmentation (in situ, primary and secondary) using DFN and 2D finite element/discrete element (FE/DE) methods coupled with field data and cave stress predictions. Based on this method, an approach to fragmentation modeling and validation has been developed for Cave-to-Mill, shown in Fig. 3. The strategy is first implemented during the exploration stage and provides design parameters for mining and processing. Once block cave operation begins, fragmentation predictions are referenced when specifying production schedules and forecasting drawpoint availability and mill performance.
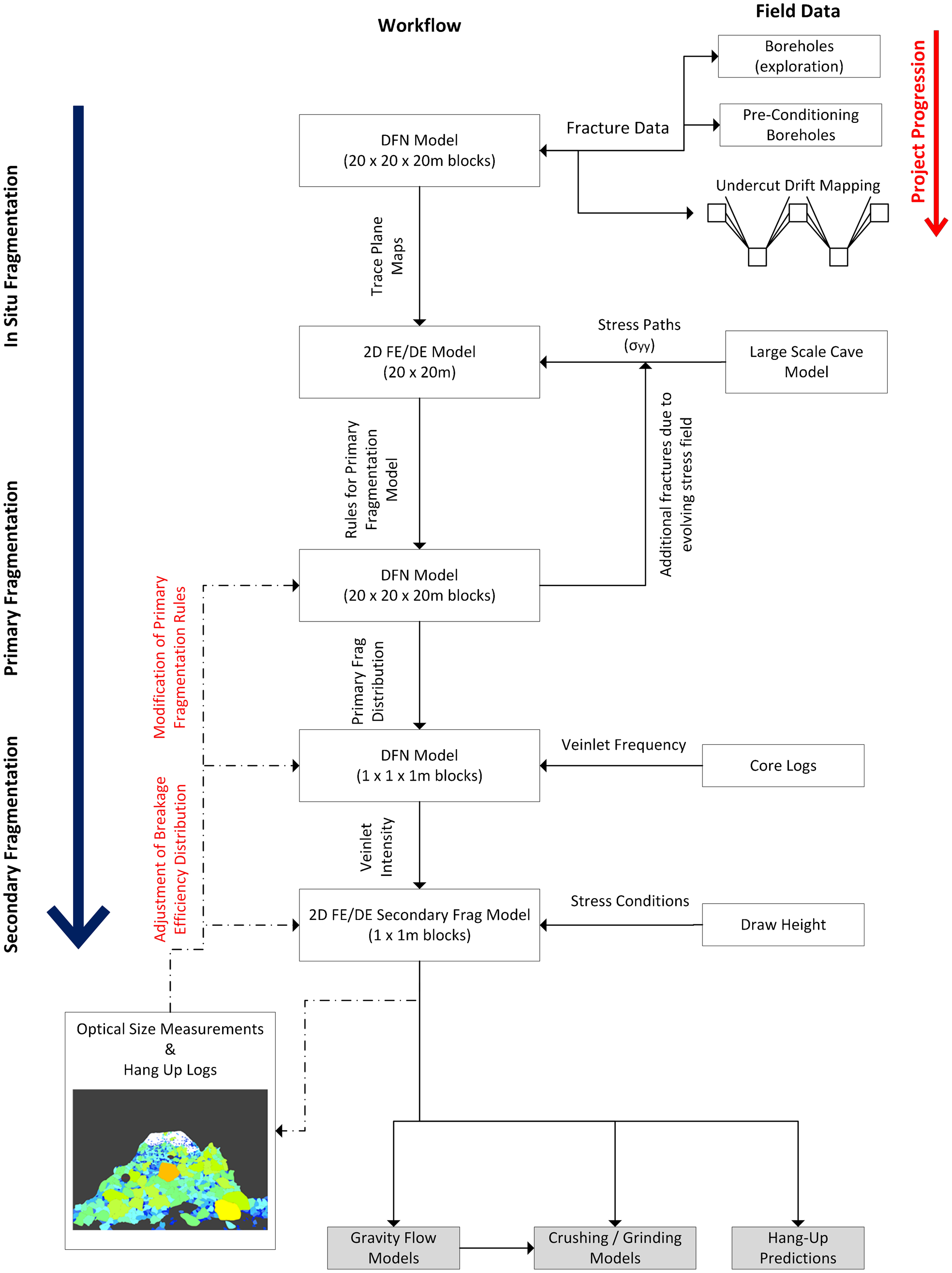
Discrete fracture network (DFN)-based approach to fragmentation estimation and validation
As a first step in setting up the fragmentation model, data from boreholes and trace maps are used to define a cave scale DFN model for the in situ rock mass. The cave area is divided into 20×20×20 m subblocks for which the size distributions of in situ fragmentation are determined. Trace maps are then exported from the three-dimensional DFN models and input into a 2D FE/DE model. Finite element/DE simulations are run using representative stress-paths derived from large-scale modeling of cave evolution to predict the geometry of induced fractures. A series of rules, as specified in Elmo and Stead (2010), are followed to convert the fracture geometry data into primary fragmentation size distributions. As shown in Fig. 3, the generation of primary fractures can be determined in a number of stages based on the evolving stress field.
Following calculation of primary fragmentation, small block scale DFN simulations are carried out with reference to veinlet frequency measurements from field observations. Using a probabilistic approach, a function describing block degradation in relation to veinlet frequency is derived. 2D FE/DE analysis is carried out to calculate induced stress values as a result of the weight of an ore column of certain height. A breakage efficiency term is determined from the FE/DE analysis and combined with veinlet intensity values to calculate the final size distribution for secondary fragmentation.
In order to calibrate resulting fragmentation models, predictions are compared with actual size measurements of muck located at drawpoints and hang-up logs. The Cave-to-Mill approach involves two refinement stages: (1) repopulation of DFN models as access to exposed ore increases and (2) calibration with size measurements of caved ore and hang-up logs. In the case that macroblocks are planned for a deposit, calibrated fragmentation models for an initial macroblock can be treated as valuable design and planning tools for future lifts. Fragmentation predictions are used as key inputs for models describing crushing/grinding performance and the flow geometry of caved ore.
Adopting Drill-to-Mill practices for application to cave mines is conceptually a possibility in the case where intensive preconditioning is carried out. The art is considerably relevant to Cave-to-Mill; it is an opportunity to coordinate confined blasting and hydraulic fracturing methods with mill operation.
Fragmentation measurement
Review of literature indicates that there has been considerable effort directed towards modeling cave fragmentation, while comparatively little work has been carried out towards improving the accuracy of measuring fragmented material located at muck piles. For this reason, there is a clear lack of comparisons of fragmentation model predictions and actual size measurements from cave operations.
For the purpose of developing Cave-to-Mill, image-based size analysis of caved material was tried at an operating block cave mine and found to be feasible should there be sufficient lighting and minimum airborne dust. An example image is shown below in Fig. 4. Edge detection algorithms in WIPFRAG software were used to attempt to automatically characterize the size of particles. However, considerable human operator time was required to manually correct the interpretation of particle boundaries. For this reason, particles less than 50 mm in size, generally accounting for less than 20% of muck mass, were grouped and treated as fines.
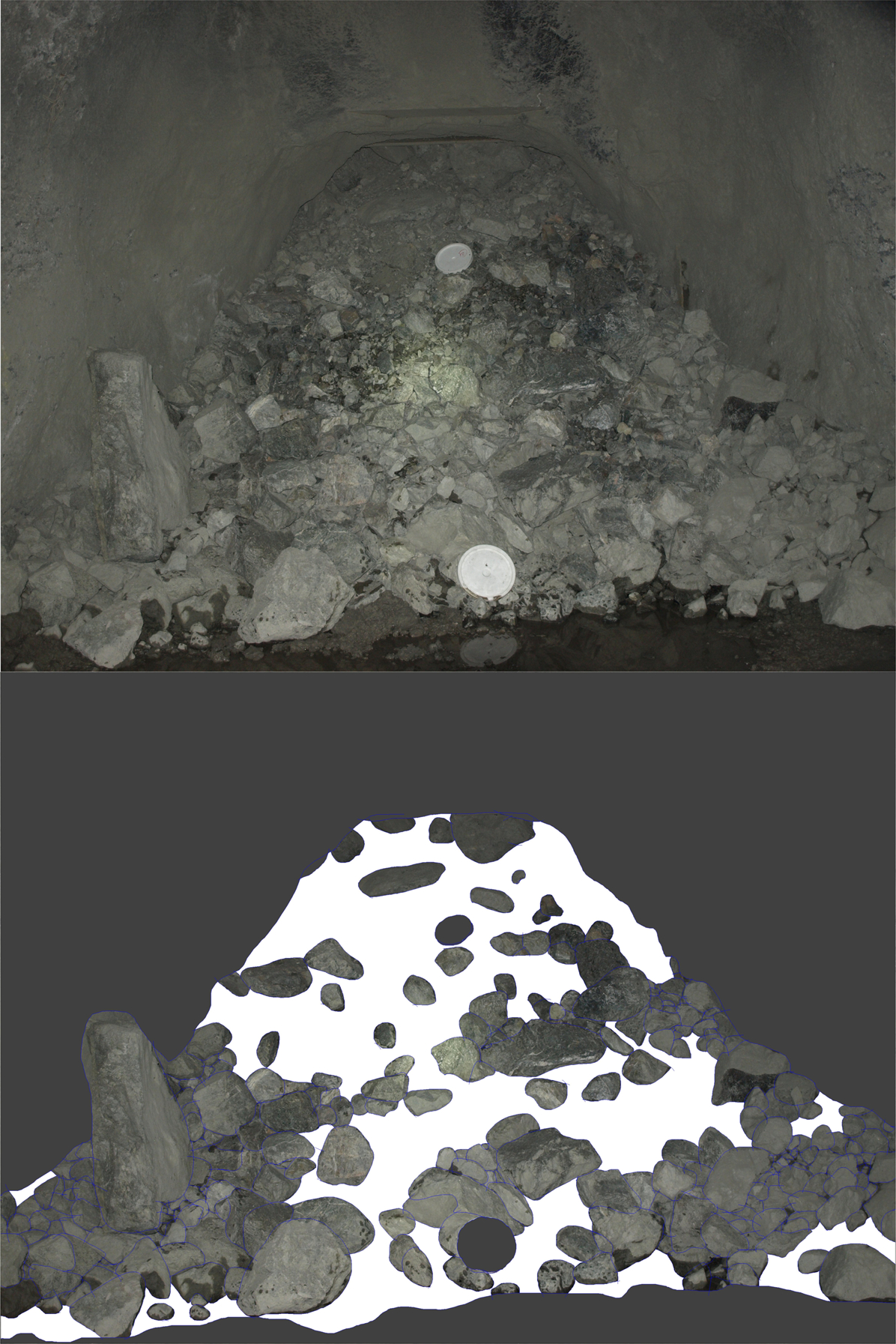
Fragmentation analysis of muck at a drawpoint
At many operations, including the Grasberg mine in Indonesia, size estimates have been made by operators of underground equipment (Srikant 2006). Operational factors have also been used as an indicator of fragmentation, which include hang-up frequency and secondary blasting efforts (Tollenaar 2008). Digital image-based fragmentation programs are a solution to producing a size distribution curve that is relatively free from operator bias. The size distribution of blasted material in open-pit operations is typically referred to as a critical parameter of Mine-to-Mill (Burger et al. 2006; Esen et al. 2007; Nadolski, Klein, Scoble and Connaughton 2013). Similarly, quantifying the size distribution of caved material is a key element of Cave-to-Mill, as it serves to verify the output of fragmentation models, an important input to gravity flow and mechanical crushing/grinding models.
Placement of cameras at drawpoints, ore passes or crusher excavations provides considerable opportunity to continuously measure the size of caved ore. The connection of cameras to computers with image-based software allows size distributions to be calculated as an input to a plant distributed control systems (DCS). The technology to monitor fragmentation using 3D imaging already exists; a critical step forward is its implementation to provide online measurements of cave fragmentation.
Production schedules
The production schedule, which refers to the sequence of drawing ore from drawpoints, is an important aspect of block caving, serving as a key input to a Cave-to-Mill strategy. Although schedules are constrained by aforementioned cave stresses, flow geometry and cave geometry, they do provide the possibility to control properties of the plant feed that affect mill performance when considered as a means to blend ore types in a fashion that increases mill productivity.
To date, a number of software applications have been developed to address the need for scheduling underground processes at cave operations. Examples are Linear Programming (LP), Mixed-Integer Linear Programming (MILP), Mixed-Integer Programming (MIP) and Quadratic Programming (QP) based methods (Khodayari and Pourrahimian 2014). Scheduling programs generally consider ore grade, mine and mill production capacity, and the sequence of drawpoint development as primary inputs. In addition to their respective mathematical methods, programs also differ according to the degree to which they consider mining/processing costs, penalty elements, horizontal and vertical mixing, geotechnical constraints and interference between construction and production activities. In direct contrast to the many scheduling programs that are based on directly optimizing cave mine NPV, Diering (2012) describes a method, available in the PC-BC scheduling program, where the cave geometry is set as the objective function while ore grades are set as constraints. Similarly, Rahal, Smith, van Hout and von Johannides (2003) propose an MILP-based method, which sets the panel profile as the goal of the objective function. The suitability of cave geometry has implications on geotechnical factors, such as subsidence profiles and air gaps, which can lead to critical mining disruptions if they are not appropriately considered within the production schedule.
A general limitation of published attempts at providing a block cave scheduling solution is the fact that grade is specified without appropriate consideration being given to the form of mineralization in which target elements occur. For example, in some copper ore deposits, copper mineralization occurs in the form of native copper and also as copper iron-sulfide minerals; the copper recovery associated with each form of mineralization may vary considerably. Therefore, in these types of deposits, grade alone does not provide sufficient information regarding the value of recoverable metal within a block of ore. Furthermore, limitations exist because of long computer processing times being required to find a scheduling solution when large numbers of decision variables are being considered. Researchers have addressed this by reducing the resolution of scheduling attempts and processing times by adopting clustering techniques (Pourrahimian 2013).
Currently, PC-BC is the most widely used scheduling software package for cave mines. The software enables users to evaluate the economics of different cave footprints and production schedules based on properties of the ore body. Geological block models, which include revenue factors such as mining cost and recovery, can be input by users along with the planned extents of the extraction level to determine the best height of draw (HOD) for each drawpoint and the associated project value (Diering, Richter and Villa 2010). In order to identify a profitable mining sequence, a number of runs are carried out with the software allowing users to compare their associated NPVs. Villa (2014) suggests a method where best and worst case scenarios, which may not be operationally achievable because of cave constraints, are initially determined. Following this exercise, operational scenarios, differing in cave sequence only, are assessed and their associated NPVs compared to those of the best and worst case scenarios. This iterative approach differs considerably from previously discussed methods where the goal of the objective function is NPV. Since implementation of Cave-to-Mill will result in a large number of parameters being made available for each ore block in the block model, an iterative approach with reasonable computer processing times per scheduling run is considered to be adequate as long as the deviation from the best case scenario is known.
A significant outcome of the proposed Cave-to-Mill approach is the abundance of measured and predicted fragmentation data. With respect to production scheduling, these additional data provide the opportunity to improve predictions of drawpoint availability and the resolution of mixing algorithms, better define the profile of particle flow and evaluate the variation in comminution requirements with respect to crushing and grinding equipment in the mill. Since PC-BC scheduling software, in its current form, does not contain input parameters to describe the milling properties of ore, these ore characteristics are converted into additive units and input as a Net Smelter Return (NSR) value or a fictional metal grade. Therefore, the value associated with mining and processing each block is better defined.
Work on Cave-to-Mill development includes the integration of fragmentation and metallurgical parameters, such as grade, metallurgical recovery and comminution specific energy, for consideration in the footprint specification and production scheduling solutions. In this way, the opportunity to blend ores based on their associated mill performance is incorporated in the production schedule.
Metallurgical characterization
A major objective of Cave-to-Mill is to populate ore block models with key mill performance parameters. Footprint specification and production scheduling can then be carried out with a greater confidence in assigned NSR block values.
During the process design stage, characterization of the metallurgical properties of an ore is carried out to determine the economic implications of choosing certain comminution and beneficiation processes. A typical comminution circuit for block cave copper-porphyry deposits is shown in Fig. 5. High pressure grinding roll (HPGR)-based circuits, also shown in the figure, are increasingly popular alternatives to semiautogenous mill (SAG) circuits because of their associated energy performance. For Cave-to-Mill, HPGRs may also benefit an operation since the throughput potential is less sensitive to variations in ore hardness than SAG milling, and therefore, priority can be given to other metallurgical opportunities such as metal recovery.
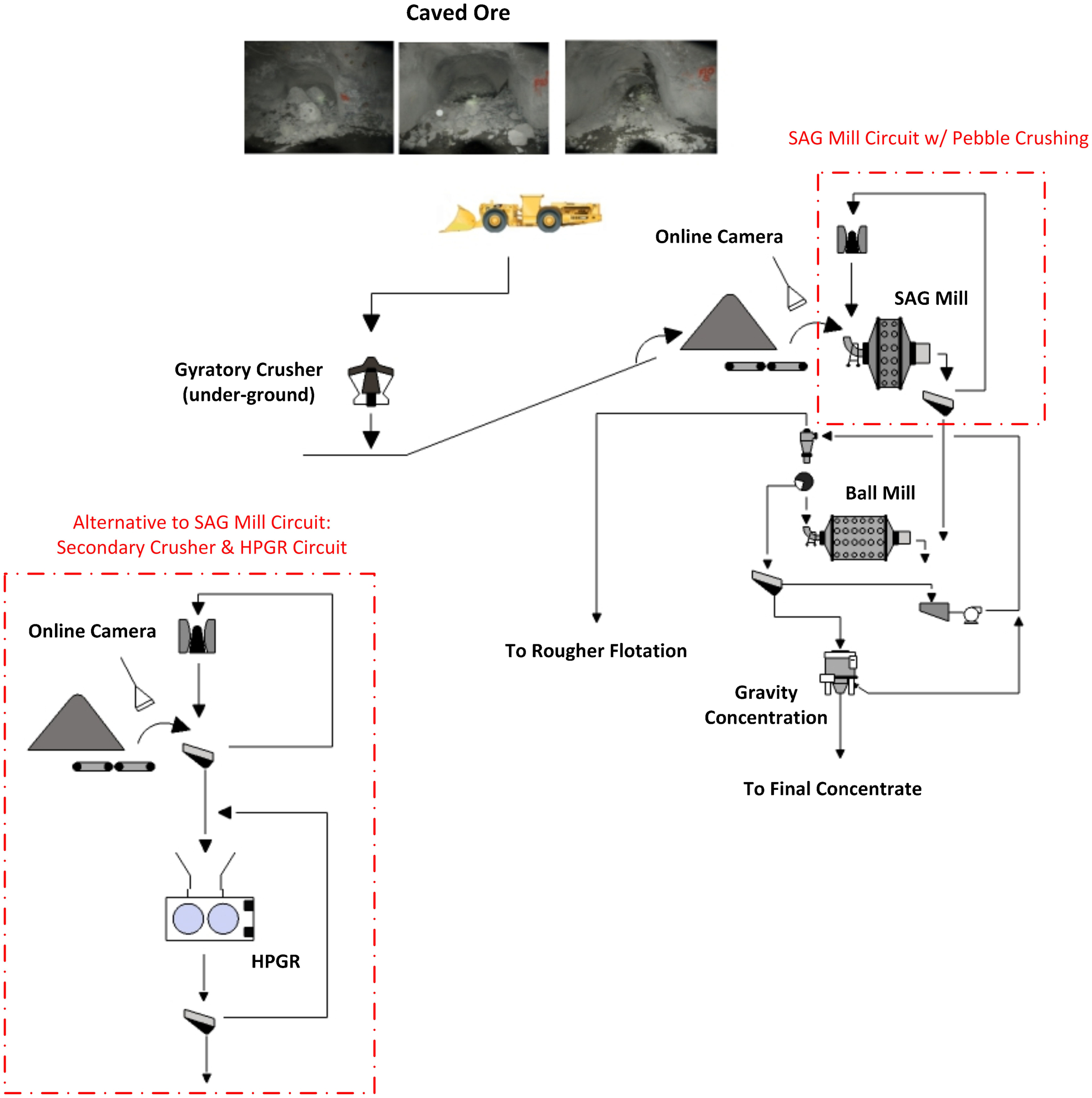
Typical crushing/grinding flowsheets for processing copper-porphyry ores at cave operations
A geometallurgical approach is incorporated into Cave-to-Mill: ores that show similar responses to a nominated metallurgical testing regimen are grouped into ore domains. A challenge associated with handling geometallurgical data is the fact that not all geometallurgical characteristics are additive. For example, Bond ball mill work indices are not additive and need to be converted into alternative units through simulation if they are to be used with kriging or inverse distance methods to populate a block model (Barratt and Doll 2008). Alternatively, blend-response models, as proposed by Bye (2011), have been identified as a solution to modelling mill performance for a variety of ore types.
Ore heterogeneity has been discussed earlier in this paper in terms of rock mass characterization using DFN methods. In order to capture the degree of ore heterogeneity in terms of mill performance, small volume tests are carried out with respect to the process circuits being considered for implementation. Laboratory scale tests for newer comminution technologies, such as HPGRs and vertical stirred mills, are yet to be accepted by industry. A particularly relevant development in this area includes piston press testing procedures that have been developed for estimating HPGR performance including specific energy requirements (Davaanyam, Klein, Nadolski and Kumar 2013).
The potential for fracture intensity to be associated with particular ore domains is a particular focus of Cave-to-Mill development. For example, in many copper-porphyry deposits geotechnical domains match the geological domains defined by copper mineralization. For deposits where this holds true, DFN models can potentially be used to provide an indication of local scale heterogeneity in terms of metallurgical response in addition to their use as a rock mass characterization tool.
Lithology sensors
Owing to their nature and design, cave mines lend themselves to automation such as the incorporation of sensor systems to support planning and operational decisions. These systems can be used to develop operational strategies that focus on Cave-to-Mill objectives such as maximizing the NPV. There is a degree of heterogeneity in all ore deposits related to variations in fragmentation as described above as well as variations in grades. The amount of dilution will vary depending on a number of geological factors such as lithological rock types of a deposit as well as design criteria such as cutoff grade. Where heterogeneity exists, there is an opportunity to use sensors to discriminate between ore and waste.
Sensor-based sorting systems have found only niche applications in mining operations because of capacity constraints. Currently, work is under way to commercialize technologies that addresses this constraint by incorporating sensors (electromagnetic, X-ray fluorescence and spectrographic sensors) into material handling systems such as in shovels and on conveyors (Klein et al. 2011). For cave mines, there are additional opportunities to place sensors in drawpoints, feeders and storage/surge bins. Sensor systems provide opportunity for rock rejection along the entire material handling stream resulting in a cumulative benefit that will directly impact operational measures such as operating cost and NPV. The rejection of barren rock delinks the mined grade from the plant feed grade, which supports a lower mined cutoff grade and increases resource utilization. Other project benefits include less rock to be crushed and ground resulting in energy savings and more consistent and higher metal grades to the mill yielding higher metallurgical recoveries (Klein et al. 2011).
Sensor systems with data telemetry provide real-time information that can be applied to improve operation of the downstream plant. A change in lithology could trigger adjustments to grinding circuit operation and reagent addition for flotation. Rather than reacting to ore changes, the information can be applied in a proactive manner. Sensor-based systems represent an emerging technology that can have a large impact on the way mines are operated in the future, supporting operations that are more responsive to ore heterogeneity and therefore more dynamic.
Discussion
A systems engineering approach for cave mine operations has been developed to give existing and future block cave operations an opportunity to improve productivity. Both mine and mill models are defined at the planning stage of a project and continuously refined during development and operation.
Successful implementation of Cave-to-Mill requires that mine and mill staff are onboard with the approach. For example, the strategy is destined to be ineffectual if loader operators do not follow production schedules.
From review of trends in the block caving industry, it is envisaged that Cave-to-Mill will be increasingly relevant. Developments in mine automation are conducive to implementation of broader operational strategies, as the installation of extensive monitoring and control equipment allows operational silos to be broken down and systematic approaches to be adopted. Furthermore, caving of more heterogeneous ore bodies will result in a greater variation of ore types, in terms of milling properties, being fed to process plants. The nature of cave operations make them ideal for incorporation of sensor-based systems to reject rock and allow the operation to become more dynamic. An integrated mine and mill approach will be necessary to coordinate mine schedules and beneficiation processes so that a satisfactory level of throughput and recovery can be achieved.
An outcome of the presented research is an approach to improving block cave productivity, thereby adding significant value to a mining method that will be used to excavate a growing proportion of global copper supply. Further work on Cave-to-Mill is aimed at relating simulated fracture intensity to variations in lithology and extending the use of SRM methods.
Footnotes
Acknowledgement
The authors would like to thank personnel at New Afton and New Gold for providing access to their New Afton block cave operation for the purpose of developing Cave-to-Mill.