
Abstract
This paper details the development and evaluation of a recently created dozer push program, ‘Dump Designer’ that was used to maximise dozer push horizons at Commodore Coal Mine in the Surat Basin, QLD, Australia. The necessary data required for Dump Designer were collected from the geological model of Commodore. From this, Dump Designer was trialled and the dozer push horizons were maximised wherever possible. Operating costs were then applied to show the benefits of maximising waste allocated to dozers. After processing 556 mining blocks, it was concluded that the coal dip significantly affects the amount of waste the dozers are able to push. It was also found that there are some implementation constraints with regards to mine planning that may prevent the dozers from being able to work to maximum dozer push horizons.
Introduction
There are only a few dozer push programmes on the market that are relevant to the mining industry, in particular coal mining operations. Most mining programmes require basic training and large quantities of site specific data to be imported into the program before use. The technical skill and licencing requirements make the cost of using these programmes expensive. There is a lack of software on the market that is user and cost friendly.
At Commodore Coal Mine (Commodore), a majority of the previously mined blocks have had dozers remove the waste below the pre-strip horizon to the top of the Millmerran Upper Seam. Currently at Commodore, there have been no studies carried out on optimising dozer push horizons for each mining block. Therefore, by developing a program that focuses on a mass balance between the available capacity of the dozer waste dump and the overburden material pushed with dozers, the horizons for all remaining mining blocks can be determined. This program can then be incorporated into the short- and medium-term planning at Commodore to ensure the maximum amount of waste is removed with dozers when changes in the pit occur. The results of the dozer push software trial at Commodore could be used to help further develop the software.
Bulk dozer push
Background
Bulk dozer push is an alternative method to conventional truck and shovel. Dozers have the ability to move large amounts of waste material over a short distance very cheaply whereas over long distance truck and shovel fleets are more economical. With the addition of bigger machines, dozers have become a typical component in mining operations, removing overburden down to the top seam of coal (Hayes 1997). For this method to be effective and economically viable, certain favourable geological conditions are required, including:
flat to gentle dipping coal seam deposit suitable ground pressure shallow coal seams and suitable overburden material.
Advantages of bulk dozer push
In comparison to a truck and shovel system, bulk dozer push has many advantages and disadvantages that sets both systems apart. These advantages include:
lower capital cost lower operating cost less disturbances to neighbours and ability to operate during poor weather conditions.
The capital cost associated with dozers is relatively low with Caterpillar D11 Carry Dozers costing approximately $2.2m Australian (Bertinshaw, Robinson, Turnbull and Woodward 2013). Dozers are able to support themselves and do not require any ancillary equipment such as graders to operate. The operating cost of a dozer is dependent on operator experience, correct gear selection, grade and push distance. Dozers still have a lower operating cost in comparison to a standard truck and shovel system (Bertinshaw et al. 2013). There is a lower economic risk associated with a dozer system owing to the lower capital and operating expense.
Dozers largely operate down below the crest of the highwall, whereas trucks run along the top of the mining pit and frequently dump high (Seib 2013). Thus, dozers tend to have less impact on neighbours regarding dust, noise and light disturbances (Seib 2013). Dozers can operate while it is raining; however, if the rain becomes excessive, dozers will be required to cease operation to avoid becoming bogged.
Disadvantages of bulk dozer push
The main disadvantages associated with using a bulk dozer push system in comparison to a truck and shovel system are:
unable to selectively mine the coal deposit specialised training is required operator exposed to continuous vibrations and required to cut the highwall.
Once dozers begin on a strip, they are required to finish that strip before moving on. If the dozers cut and change from strip to strip, no coal will be uncovered and this will lead to delays in production. If the coal has a highly variable quality, then blending (rehandling of the coal) will be required if the mine has coal quality constraints. Excavators, on the other hand, are able to selectively mine the deposit and change strips if required to meet quality constraints. Therefore, dozers have a higher geological risk associated with them. Using dozers as the primary equipment to remove waste is relatively new, so re-training will be required for operators, supervisors and technical people (Seib 2013). This could be challenging and will require a change in mining culture. The cutting of the highwall is a difficult task for the operator to undertake. This requires the operator to scale the top of the blast and clear it away from the highwall, illustrated in Fig. 1.

A dozer cutting the highwall at Commodore
As shown in Fig. 1, dozers have a narrow working space to cut the highwall. One side of the dozer is the incompetent blasted material and on the other is next strip. Thus there is marginal room for error and the difficulty level is high. The cutting of the highwall is time consuming and is best to be performed on day shift when visibility is adequate.
Commodore coal mine
Site overview
Commodore Coal Mine is an open cut thermal coal mine that is located in the Surat Basin near Millmerran, QLD, Australia. Millmerran is approximately 80 km South-West of Toowoomba (InterGen 2014). The coal mined from Commodore directly supplies the Millmerran Power Station, which is beside the mine. The Millmerran Power Station and Commodore Coal Mine are a privately owned operation and are operated by the Millmerran Operating Company (Rickuss 2015). Downer EDI Mining is contracted to operate the mine for the next 5 years. Commodore currently consists of three pits, Pit A, B and C. A combination of conventional truck and shovel as well as dozer push methods are used to remove the overburden and uncover the coal.
Downer EDI Mining is responsible for the operation and management of the mine and associated activities, including; providing mine planning and design expertise, drill and blast services, overburden stripping, coal mining and rehabilitation (Downer Group 2014). The strip mining method is used at Commodore with active mining occurring in 100 m long by 50 m wide strips.
Dozer push operation
A cast blast is employed at Commodore with the intention of reducing the amount of overburden the dozers have to push. Figure 2 shows a typical cast blast profile seen at Commodore.

A typical blast profile at Commodore
The dozers will begin pushing the overburden down and sliding it over into the waste dump. Once the dozers have reached the desired pivot point height they will begin pushing up at approximately 10–15° for 60–100 m to build the dump. The pivot point is the point that all material must be pushed past to maintain the coal edge (Pettigrew 2012). The general rule of thumb is that the pivot point is located 45° from the bottom of the coal seam to the dozers cut line (Pettigrew 2012). By doing this it enables a clean coal edge to be established.
Slot dozing and scalloping techniques are employed to increase the productivity of the dozers as is evident in Fig. 3.

A dozer in action at Commodore
Slot dozing is a technique where the dozers will work in a slot confinement. The slots help to contain the material within the blade area instead of spilling over the sides (Hayes 1997). All slots are perpendicular to the highwall to ensure the length of the push does not exceed the intended length – the dozer will not deviate off course. Scalloping allows the dozer operator to pick up a full load of material and stack the front material at the back of the dump and the back material at the front (Pettigrew 2012). Therefore, halfway through the push a dozer can take a cut and push that material to the front of the dump. This technique essentially halves the push distance. The final product of the push can be seen in Fig. 4.

Completed dozer push with remaining wedge at Commodore
The wedge against the highwall is left for truck and shovel to remove. The dozers are physically unable to get behind the wedge and push it forward into the waste dump. This wedge is considered to be prime material (or in situ material) as no mechanical work has been carried out on it.
Geology
At Commodore there are two main seams, the Millmerran Upper (MU) and the Millmerran Lower (ML) Seam. There are many thin rider seams present, however; they are generally of poor quality and are often not recovered. The main reason for not recovering the rider seams are owing to the coal quality constraints put in place by Millmerran Power Station (Pettigrew 2012). In Fig. 5, the main seams and the rider seams (G and K seams) that are found at Commodore can be seen.
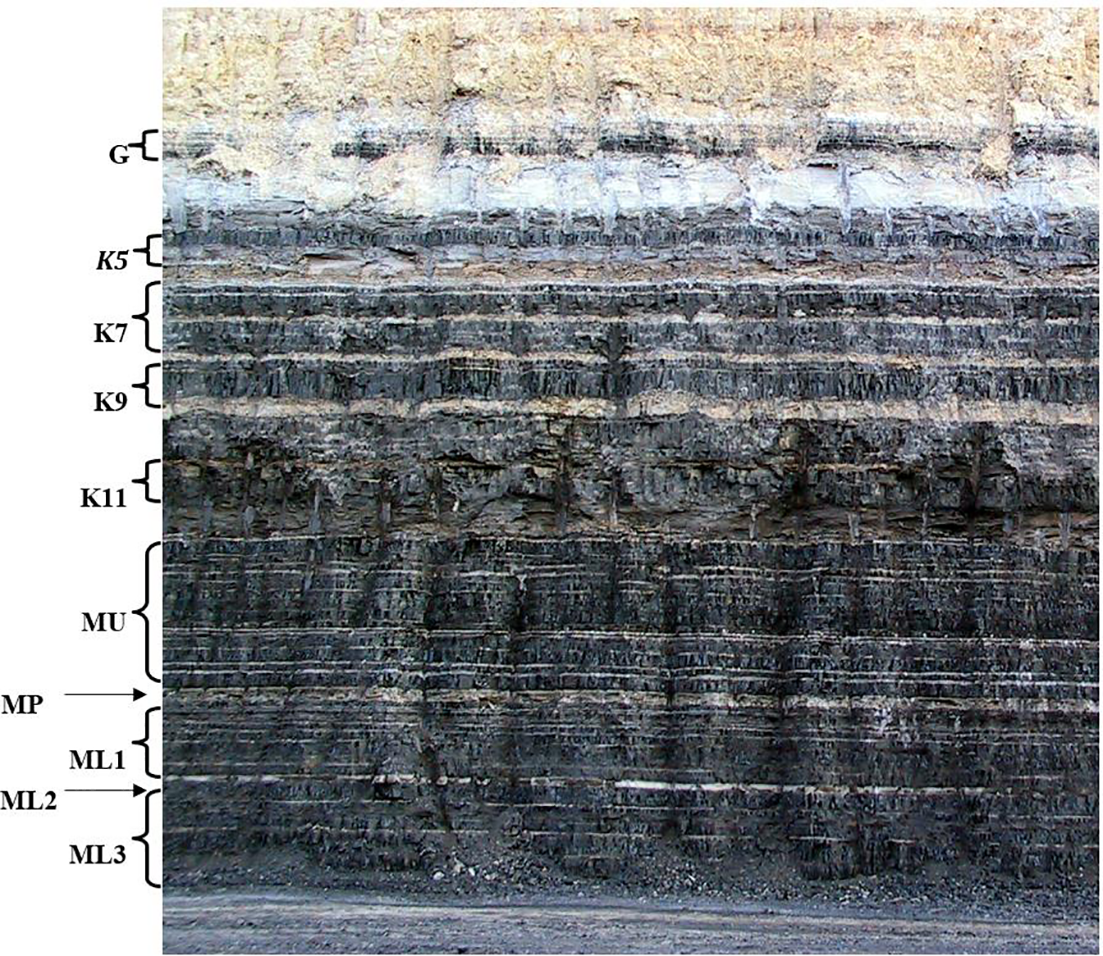
Exposed highwall at Commodore showing all coal seams
The MU and ML have a combined seam thickness of approximately 5 m, however, this does vary slightly throughout the three pits. In Pit A and B, the coal seams are relatively flat; however, in Pit C the coal seams dip at approximately 10%. The overburden consists of sandstone, mudstone and clay material. It is classed as soft dirt, however, blasting still takes places for various other productivity reasons. The coal is relatively shallow in Pit A and B but it deepens in Pit C, where it is covered with approximately 40 m of overburden.
Commodore dozer push horizons
There were two methods that were being employed to find the maximum dozer push horizons at Commodore. The first method was a Microsoft Excel™ Spreadsheet that required the user to input certain variables regarding the highwall, dozer push length and angle. A pivot point height could be entered in and the dozer waste volume and dump volume were calculated. This method was relatively accurate when there was no coal dip; however, it could not factor into account the change in the coal dip and the change this would have on the advancing waste dumps. No diagrams were generated and the user was unable to see how the next waste dump is also dependent on the previous waste dump. Therefore, this method was not appropriate for Commodore.
The second method employed was using Maptek's Vulcan 8.1 to recreate the highwall height. Slices of the highwall are then made which the dozer dumps are based on. This is a trial error process that is extremely time consuming as each waste dump needs to be drawn manually. Figure 6 shows the range diagrams created in Vulcan and the slices that made until an appropriate dozer push horizon has been found.
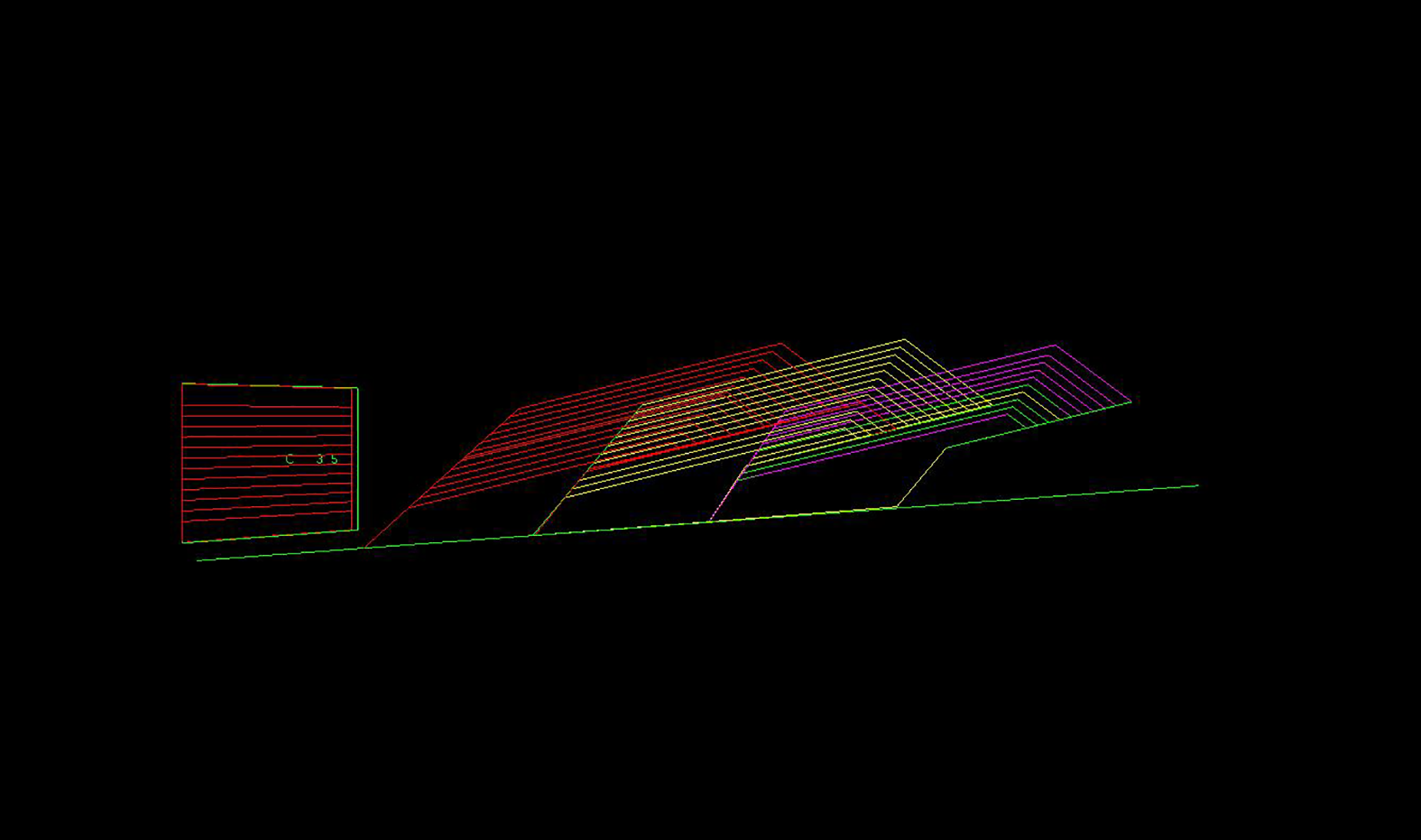
Range diagrams created in Vulcan 8.1
These two methods set a foundation for developing a dozer push software specifically to analyse and maximise horizons. The positive attributes from both of these methods have been employed and were crucial in the early stages of development.
Dump designer
Overview of dump designer
Dump Designer was designed with the purpose of assisting the technical service team at Commodore Coal Mine with determining dozer push horizons. The purpose of creating this program was to maximise the amount of overburden moved with dozers. It combines trigonometry and polygon area calculations to calculate the dozer push and dump areas. A volume can then be found by multiplying the area by the block length. It uses two methods to create optimum dozer waste dumps; the first being dumps based on a pivot point height and the second is dumps based on the level the dozers are going to push to. In this paper, only the dozer push method will be discussed. Dump Designer allows the user to change various aspects of the dumps and highwall to create dumps specific to the environment. The graphical display alters as the user changes the required inputs and this graphical display shows how the previous dumps affects the next one.
Variables of dump designer
In order for Dump Designer to work, several variables are required to be entered. These variables include:
block gap low wall angle dozer push length dozer push angle angle of repose coal dip angle ash pad length ash pad depth coal seam thickness interburden thickness swell factor highwall height highwall angle dozer push depth and/or pivot point height.
Figure 7 outlines the purpose that each variable plays in order to create the highwall and waste dump.
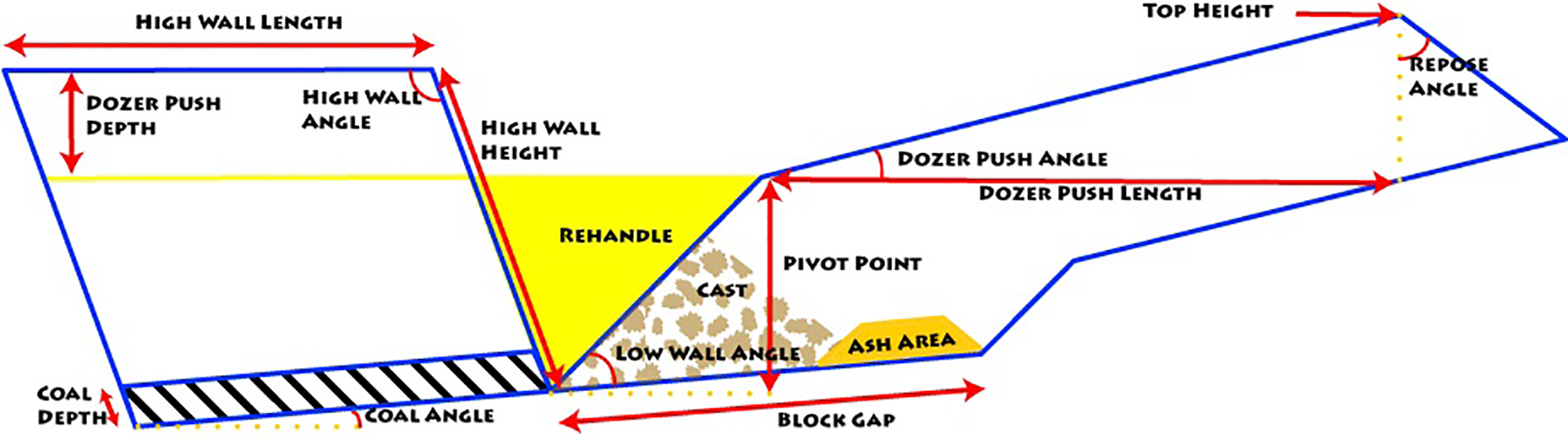
A schematic diagram of highwall and dump with an explanation of variables (Uren 2013)
The dozer push volume is the amount of overburden the dozer will cut from the blasted volume and push into the waste dump. In both the pivot point and dozer push method, the changing of the pivot point height and dozer push depth will increase or decrease the total dozer push volume. The available waste dump volume is the total volume of the waste dump minus the ash volume. If there is no ash space in the dump, then it will just be the total volume of the waste dump.
Dozer push method
The dozer push method was created after the pivot point method; thus, it is a more practical approach and it has been further developed. The dozer push method requires the user to enter in a depth the dozer will push to. This depth is based on the top of the highwall and is projected vertically down until the desired depth has been reached. From this, an imaginary line is drawn across the highwall until it intercepts with the low wall of the waste dump. Using the variables entered in by the user the dump is able to be created.
The wedge of material between the highwall and waste dump is considered to rehandle material that the dozer is unable to move. The dozers are unable to move this, as the dozers cannot get behind the material and push it. Thus, this material is left behind for truck and shovel to take so it is excluded from the dozer push volume. The range diagram output from Dump Designer is shown in Fig. 8.

Dump designer range diagram
Methodology
The recently updated geological model of Commodore Coal Mine for the remaining life of mine was imported into Maptek's Vulcan. From the geological model the following data was collected:
overburden thicknesses coal seam thicknesses (Millmerran upper and lower combined) and, Millmerran Lower Seam floor dip.
This data were collected for Pit A Strip 29–56 for Blocks 24–42 and for Pit B Strip 31–56 for Blocks 7–22. Pit C was not analysed and this will not be discussed in this paper. All relevant swell factors for material from Pit A and B were determined. It is important to note that the thicknesses of the overburden and coal seams were found using grids and the average thicknesses for each block was taken.
Dump Designer is able to analyse five consecutive strips from a particular mining block; however, the first strip within the block is only used to draw the previous waste dump. Therefore, only four strips can have actual data collected from the range diagrams. Microsoft Excel was used to store the data generated from Dump Designer and the spreadsheet was tailored to suit Dump Designer's output.
End of month scans of the current dozer waste dumps for all Pit A and B at Commodore Coal were used to gather the necessary data to build the existing waste dump. In order to do this, the height of the low wall was found as well as the coal dip for that particular block. From this, the pivot point height could be calculated for all necessary blocks. For all waste dumps, Dump Designer generates the pivot point height so the dozer push depth for the first waste dump was a trial and error process until the desired pivot point height was found. It was crucial to ensure the initial waste dump design was correct, as it would otherwise result in all other waste dumps being inaccurate. As the strips progress the inaccuracy of the first waste dump would be less, however, for the first couple it would be significant. This is because the next waste dump capacity is highly dependent on the previous waste dump. Thus, if the dump level of the previous waste dump is too high, the next waste dump capacity will be effected.
Operating costs for excavators, trucks and dozers were estimated using commonly available cost estimation guides with adjustments made for the particular type and size of equipment used at Commodore Coal Mine. This value is inclusive of capital cost, fuel, lubrication, parts, maintenance cost, overhaul, tyres or tracks, ground engineering tools and operating cost exclusive of labour. Labour costs were not included in the operating cost owing to all equipment requiring an operator. The calculated operating costs are shown in Table 1.
Calculated operating costs for equipment at Commodore
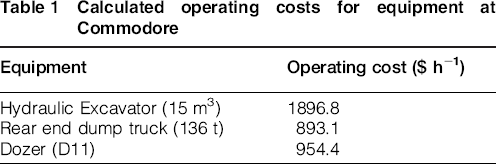
The budgeted production rates of Commodore Coal Mine for the required equipment were used to convert truck and shovel and dozer volumes into hours. From this the operating costs could be applied to calculate the total savings.
Results of dozer push analysis
Performance variation over distance
Across the data collected, it was found on average; by pushing 100 m the dozer waste dump capacity increases by 7%. Although this increase in capacity means that more waste can be moved with dozers, which may be beneficial in terms of production costs, there is a negative impact on the productivity of the dozers. Pushing the waste an extra 25 m decreases the productivity of the dozers by approximately 10 per cent. This information is highlighted in Fig. 9.
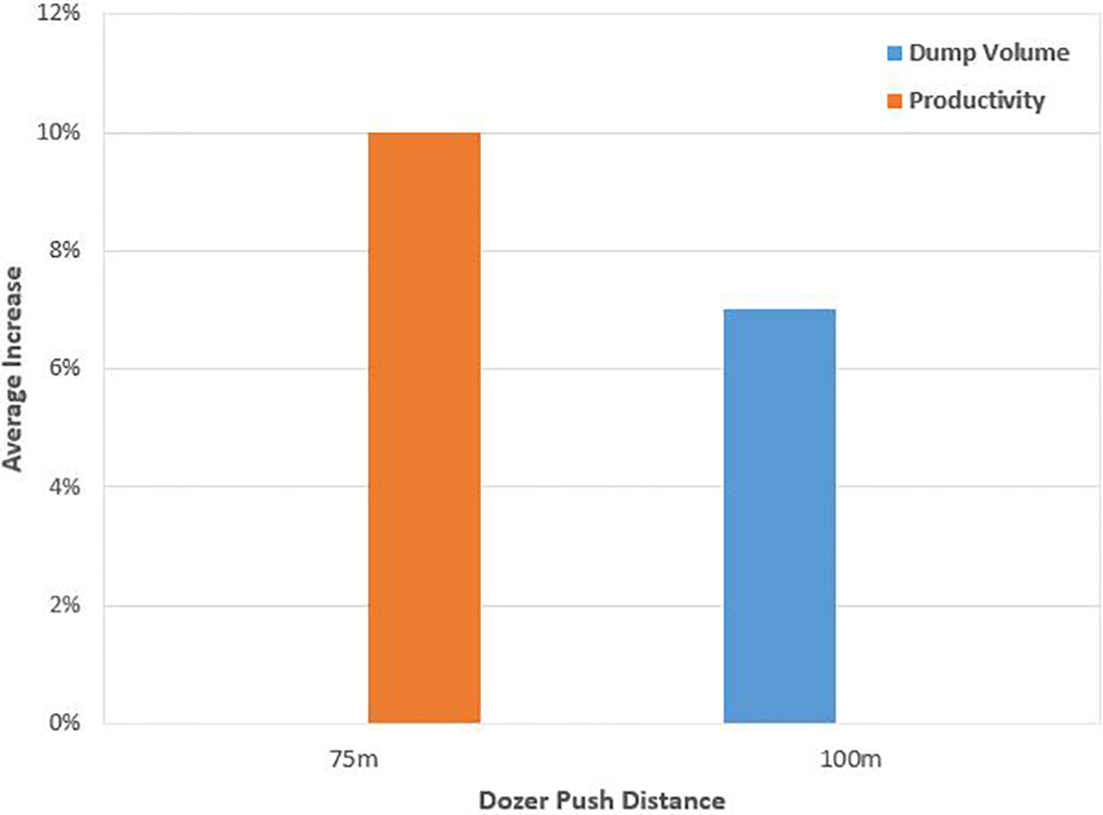
Dozer performance variation over 75 and 100 m push distance
From this analysis, it was determined that the decrease in productivity outweighed the increase in dump capacity. Therefore, from the data processed through Dump Designer, only the results from the 75 m push distance option is discussed in this paper.
Pit A
For Pit A, 325 mining blocks were analysed using Dump Designer and the dozer push horizons were maximised. Out of these 325 blocks, it was found that 140 of them could have the dozers take a section of the pre-strip waste that is usually allocated to truck and shovel.
Once all the data had been processed in Dump Designer, the total dozer volume could be compared against the original dozer volume. The Dump Designer dozer volumes are inclusive of the dozers taking all or a pass of the pre-strip waste. Although, this may not always be possible in mining terms by continually changing the level of the drill bench between strips. These volumes can be seen in Table 2.
Comparison on total dozer volumes for Pit A
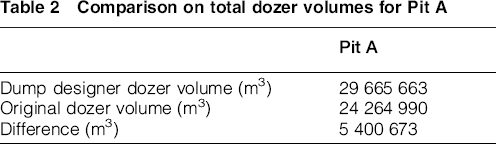
As shown in Table 2, the dozer waste has increased significantly and this can be attributed to analyse the dozer push horizons block by block. Through the use of range diagrams, it became evident how the previous waste dump affects the next one and so on. The dozers were able to take a section of the pre-strip waste owing to the lack of overburden coverage and the coal seam dipping upwards.
Pit B
For Pit B, out of the 231 blocks that had data collected for them, only 132 could be analysed using Dump Designer. This was because the overburden significantly increases in Pit B and the coal is now dipping downwards. The geometry constraints within Dump Designer were unable to process these blocks. From the blocks that were analysed, it was found that a majority of them could have dozers move more than the original 15 m of waste.
The change in the coal dip in comparison to Pit A has had a significant impact on the dozer waste dump capacity. Unlike Pit A, only 11 of the blocks analysed in Pit B could have the dozers take a pass of the pre-strip waste. Similarly to Pit A, once all the data had been processed in Dump Designer, the total dozer volumes were compared against the original dozer volumes. These volumes can be seen in Table 3.
Comparison on total dozer volumes for Pit B
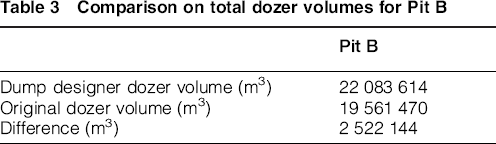
As shown in Table 3, the dozer waste has increased significantly; however, not to the extent seen in Pit A. This is because of the change in coal dip in Pit B. The volumes shown in Table 3 are only the volumes from the blocks that could be analysed using Dump Designer.
Effects of coal dip
The coal dip plays a significant part in the waste dumps and dictates the amount of waste the dozers are able to move. In a majority of the cases in Pit A, the Millmerran Lower Seam floor is on an upward dip. The greater the coal is dipping upwards, the greater the dump capacity will be. The coal dip can also impact on the productivity of the dozer. In this case, the coal dipping upwards allows the dozers push with a negative grade. This in turn will increase the productivity of the dozers as less time is spent pushing with a positive grade.
An analysis of the effect the coal dip plays on the dozer push level with respect to differing overburden thicknesses was explored. Using Dump Designer, the dump variables remained the same with the only changes being to the coal seam dip, overburden thickness and dozer push level. A graph of the results found can be seen in Fig. 10.
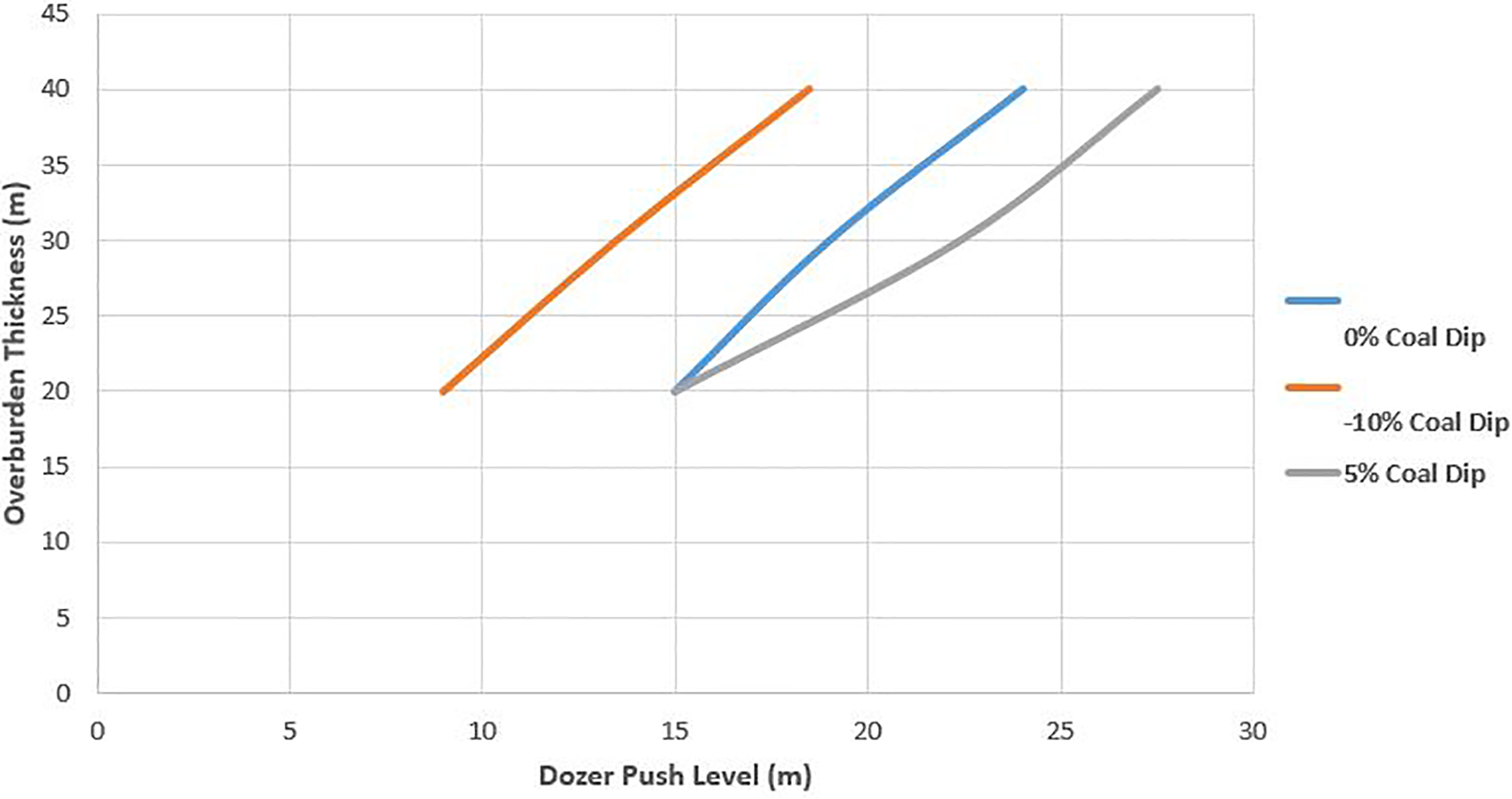
The effects the coal dip has on dozer push levels
From Fig. 10, the amount of waste the dozers are able to move increases significantly from a negative 10% dip to a positive 5% dip. It must be noted, that with a positive 5% dip and a 0% dip, the starting points are the same. In both cases the overburden thickness of 20 m can be removed without the dump reaching full capacity.
Cost analysis
The operating costs for dozers, rear end dump trucks and hydraulic backhoes were calculated as another means of analysing the dozer push horizons. While the overall production cost may fluctuate, for the purpose of this study it was kept constant. It is important to note that the haulage distances, change in elevation over the haul route and differing dozers grades have not been used in the costing data. This was owing to the variations in operating costs over different blocks and the purpose of this study is not comparing dozer operating costs to truck and shovel operating costs.
The operating costs of dozers against truck and shovel were applied to the differences in volumes generated by Dump Designer and the original dozer push volumes. The cost of using truck and shovel in comparison to dozers can be seen in Table 4.
Total savings for maximising dozer push horizons
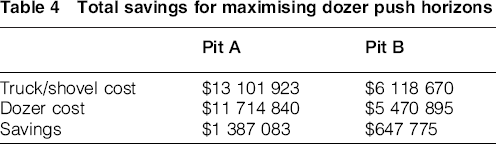
Table 4 highlights the savings that can be made when maximising the amount of waste moved with dozers. These savings are not representative of the savings Downer EDi Mining will incur if the dozer push horizons found from Dump Designer are used. This has been completed with the intention to show the benefits that may be achieved by maximising waste moved with dozers. To calculate the possible savings made, an in-depth mine plan would be required with dump locations for the trucks. It would also require a different operating cost for dozers over various sections of the push.
Implementation of updated dozer push horizons
It has been shown that by maximising the dozer push horizons at Commodore, this will most likely lead to a reduction in production costs. However; there are some constraints in the implementation of increasing the waste allocated to dozers. This includes:
mine planning changes additional dozers may be required and cultural change.
Pre-strip waste was allocated to the dozers if there was still available volume in the waste dump. Although, in some cases the available volume exceeded the pre-strip section allocation, this was to prevent benches not being able to be drilled. The constant changing of drill bench heights results in more work needed to be carried out during the prepping of the benches. The worst case scenario is the bench is unable to be drilled. Despite the attempt to prevent the constant changing of the drill bench heights, this has not been checked, and when added into the annual mine plan, changes may be required.
The dozers are unable to selectively mine the deposit, thus when they begin on a strip they are unable to move on until it is complete. If the dozers have been working in areas of concern in terms of the coal quality, issues may arise when sending that coal to the power station. Therefore, more blending may be required and this will increase the daily production cost. Dozers have a higher geological risk associated with them and thus further studies need to be conducted to ensure allocating more waste to dozers will not affect the coal mining process.
The increase in waste allocated to dozers is likely to lead to a reduction in production costs; however, capital expenditure may be required to purchase more dozers to assist with waste removal and meet production targets. In its current form, Commodore Coal Mine is predominantly a truck and shovel operation with dozers used to assist in waste removal. Thus, for dozers to be seen as an integral part of the waste removal fleet, a cultural change will be required.
Analysis of dump designer
Advantages of using dump designer
There are two main advantages of using Dump Designer to maximise dozer push horizons at Commodore, these are:
The graphical output of range diagrams allows for the user to understand the effects the coal dip has on the resulting waste dump design; and, Dump Designer is easy to use, quick in generating range diagrams and volumes are accurate.
The range diagrams generated from Dump Designer are the main feature that sets it apart from other known dozer programmes currently on the market. There are several benefits of having a graphical output that is updated with every variable input change. The key benefit being; the user is able to see the effects that the previous waste dump can have on the next waste dump. If the dozer push horizon has not been maximised in the previous waste dump, the next waste dump will have a decreased capacity. This will continue to flow on for the following waste dumps. This however; can be seen by instantly viewing the range diagram and adjusting the design to correct this.
Disadvantages of using dump designer
While running scenarios for all the mining blocks in the next 10 years of mine life, it was found that not all blocks were able to be analysed using Dump Designer. There were two main issues that were found, including:
dump designer is constrained to the geometry of the mining block and only the top section of the highwall can be analysed as dozer material.
For a mining block to be analysed accurately, it needs to be a rectangle or square, no polygons can be analysed. If the mining blocks are not rectangles or squares the volumes generated will be inaccurate and thus the dozer push horizons will be incorrect. This issue was found when analysing mining blocks situated along the pit boundaries. Although this did not affect many blocks, it impacted on the analysis of dozer push horizons. This geometry constraint was not considered when developing the program and is something that can be improved on in the future.
There were other issues that were encountered; but, this had to do with the way in which the code has been written. The author's moderate experience with PHP suggests that numerous improvements could be made. This has directly impacted on Dump Designer's ability to load the range diagrams. It was also found that only one user at a time can access Dump Designer.
Conclusions
The paper investigated the dozer push horizons of Commodore Coal Mine with the newly developed, Dump Designer. In total, 556 mining blocks were examined using Dump Designer at Commodore over the next 10 years of mine life. The key finding from this study was the effect that coal dip has on the dump capacity. It was found that with an overburden thickness of 30 m and a coal dip of 5%, the dozers are able to remove 22.4 m of the overburden, in comparison when the coal dip is 10% the dozers can only remove 13.5 m. This understanding of the effects that coal dip has on bulk dozer push is crucial to Commodore as the dip varies between each strip.
By maximising the dozer push horizons for Pit A and Pit B an extra 5.4 and 2.5m bank cubic metres of waste respectively, can be moved with dozers over the next 10 years. Out of the 325 blocks 140 analysed in Pit A could have dozers take all of the pre-strip or a pass of the pre-strip that is usually allocated to truck and shovel. The main reason for this was the coal predominantly dips upwards and the coal is relatively shallow. Not all blocks in Pit B could be analysed and this was owing to the overburden thickness significantly increasing as the pit advances. It was identified that truck and shovel operations would be more economical in taking the top section of waste material. A line between when truck and shovel operations stops and dozers takes over needs to be defined in the deeper parts of the pit.
Regarding the overall unit cost, the dozers were the cheapest equipment to run and this was evident as approximately $2m in savings could be achieved by maximising the dozer push horizons at Commodore for the next 10 years.
There are some implementation constraints that may prevent the dozers being able to work to maximum horizons and further studies will be required. From this experience, improvements to Dump Designer can now be made especially in areas where issues were encountered.
Acknowledgement
The first author would like to thank her late father, Simon Uren for his guidance, support and help while developing Dump Designer.