
Abstract
The automated tape laying (ATL) process has been examined and found to be sensitive to tack and stiffness properties of the prepreg material being laid. A comparison of existing aerospace and newly developed ATL prepreg tapes has revealed significant differences in tack response to temperature and feedrate. Examination of constituent resin rheology has found that tack, and the two observed failure modes, are somewhat dependent upon viscoelastic stiffness. Observation of temperature and feedrate response revealed a time–temperature superposition relationship. The Williams–Landel–Ferry equation was utilised to make predictions of the temperature response based on the feedrate response. Tack levels were stabilised over the feedrate range by making temperature adjustments. Results from the peel test, where mould conditions at lay-up were recreated, were found transferable to the ATL, where a suitable lay-up feedrate under ambient conditions was predicted.
Introduction
Automated tape laying (ATL) has been in use in the aerospace industry since the late 1980s and is now being adopted for the wind energy (WE) industry. Automated tape laying is the automated mechanical placement of prepreg composite strips. Deposition rate of 1000 kg/week (Ref. 1) and labour reductions of 70–85% (Ref. 2) have been reported by the aerospace industry. Potential efficiency savings of 8% per annum have been forecast for wind turbine rotor blade production provided the technology can be adapted.3 Aerospace ATL materials are typically below 200 g m−2 and consist of carbon unidirectional fibres with high cost toughened epoxy resin systems. Typical prepreg hand lay-up materials for wind turbine blade production include 600–1600 g m−2 E-glass unidirectional and multiaxial non-crimp fabric with low exotherm, low cost epoxy resin systems. Therefore, to be suitable for WE production, heavier weight glass fibre tapes with low cost resin systems are required.
A 400 g m−2 unidirectional E-glass ATL tape with bisphenol A epoxy was developed for its low cost, low exotherm properties desirable to the WE industry for the rapid production of low cost thick laminates required in turbine blades. The new material is compared to existing 194 g m−2 unidirectional AS4 carbon aerospace ATL tape with high performance toughened epoxy suitable for thin high performance laminates. Both materials experience some level of difficulty when laying to the mould surface, generally associated with a lack of tack.4 Heating of existing aerospace materials or the addition of tackifier to the mould surface commonly improves lay-up reliability.5 However, the addition of heat to the newly developed WE ATL tape does not alleviate the problem. Increased heat in the WE ATL tape results in failure to release the prepreg from the backing paper or through thickness splitting. The use of tackifier improves lay-up reliability; however, the WE ATL tape still remains problematic in comparison to existing aerospace tapes. A comparison of the two materials in terms of tack, stiffness and viscoelastic resin properties is conducted to give an indication of the cause of the deviation in lay-up reliability. Investigation of the effects of temperature and feedrate has led to the discovery of a time–temperature relationship in prepreg tack analogous to that found in pressure sensitive adhesive (PSA) research,6 subsequently used to stabilise tack over a feedrate range.
Tack and stiffness
Existing prepreg tack test methods are limited to those taken from the PSA industry.7–9 Test methods can be grouped into two types. Probe tests consist of two parallel surfaces brought into contact under regulated pressure and then separated at specified feedrate in which force and extension are recorded. Peel tests involve the uncontrolled application of tape to a rigid substrate which is then peeled in a separate process. The average peel resistance is calculated over a specified distance. These test methods appear adequate in practice for the characterisation of prepreg tack during hand lay-up conditions. However, ATL application is much more uniform, made under a greater range of pressures (265–1300 N over a 150 mm shoe)1 over a greater range of feedrates (1–50 000 mm min−1). A simplified force diagram of the ATL process (Fig. 1) reveals that peel driven by tack to the backing paper is the predominant mechanism for failure. Additionally, the stiffness of the prepreg is favourable for backing paper release.
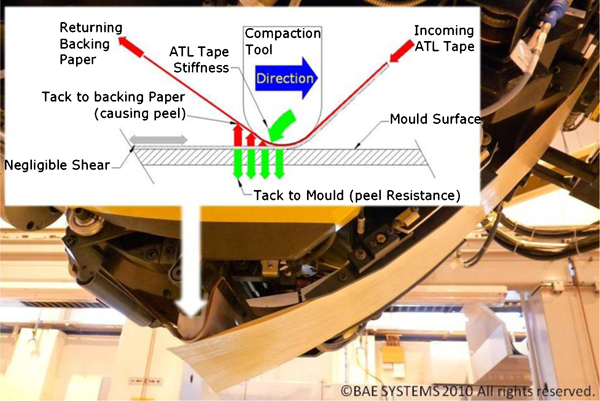
Simplified force diagram of ATL process showing peeling mechanism driven by backing paper tack resisted by favourable mould tack and stiffness forces
Method
A relatively new method of peel testing is employed which reflects the ATL process.10 The equipment is mounted within standard mechanical test equipment with peel force recorded using a 1 kN load cell (Fig. 2). Automated tape laying application pressure is simulated and maintained by the use of a spring loaded compaction roller. The results obtained show a stiffness value for the first part of the test and a peel resistance for the second. Tack is then calculated by removing the stiffness from the peel resistance (Fig. 3). All values are quoted as force per unit width (N/75 mm). Average values are taken over a specified distance with care taken to avoid any obvious peaks caused by backing paper folds or bubbles. Error bars show the standard deviation and therefore indicate uniformity of peel.
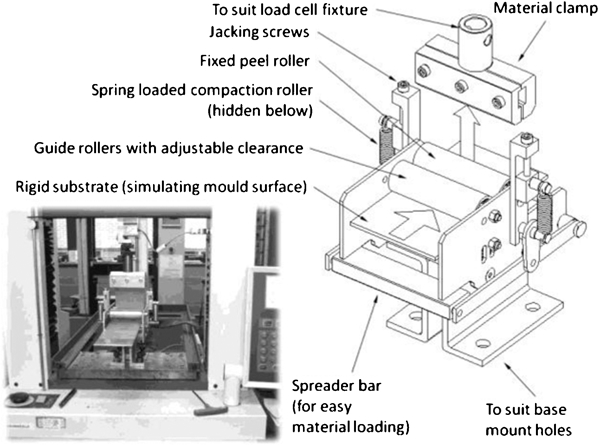
Tack and stiffness peel test equipment mounted in mechanical test rig
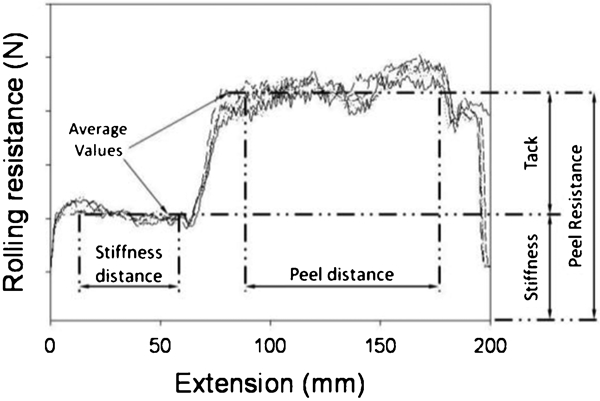
Peel test results showing stiffness and tack average values
Temperature response
Aerospace and WE ATL prepreg tapes were tested for tack and stiffness over a temperature range with the test rig mounted in an oven chamber. Stainless steel plates with a surface finish of Ra = 0·18 were used with a feedrate of 500 mm min−1 and a compaction application force of 100 N across the 75 mm wide roller.
Aerospace ATL prepreg
The aerospace ATL prepreg showed minimal tack over the temperature range. Observation of rigid substrates reveals an increase in resin deposition around 55°C corresponding to a moderate peak in tack levels, indicating a change in failure mode (Fig. 4).
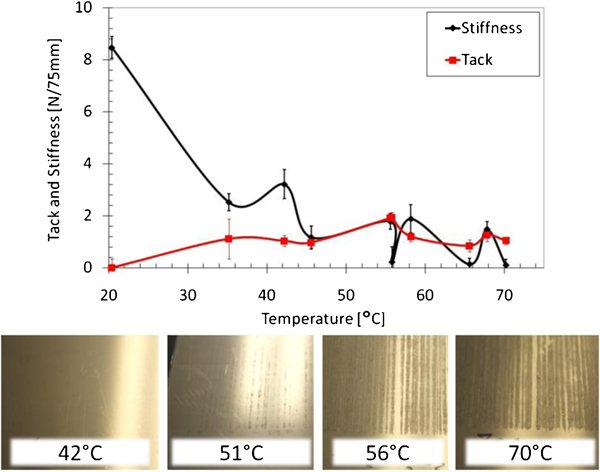
Tack and stiffness responses of ATL prepreg tape to temperature increase with corresponding resin deposition on rigid substrate
Wind energy ATL prepreg
The WE ATL prepreg showed a significant rise in tack occurring in a narrow temperature band between 25 and 35°C with reduced stiffness occurring at 25°C (Fig. 5). Observation of peel and resin deposition (Fig. 6) indicated that the peak corresponds with a change in failure mode from predominantly interfacial to cohesive, similar in nature to that observed in PSA peel testing.11
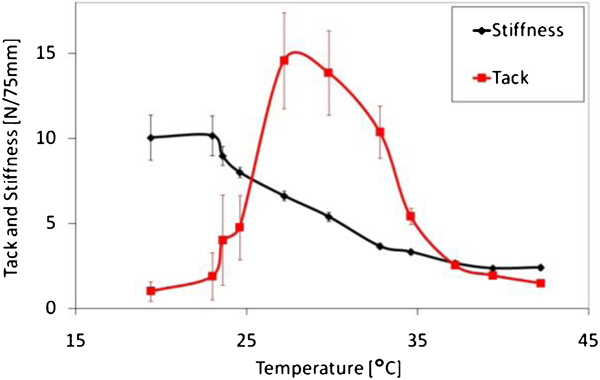
Effect of temperature on tack and stiffness of WE ATL prepreg tape
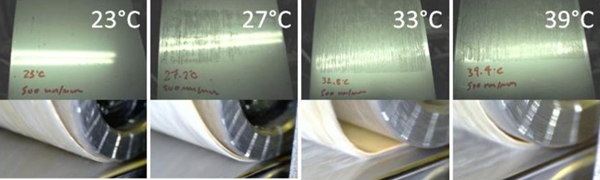
Change in resin deposition on rigid substrates (above) and peel failure mode at varying temperatures
Feedrate response
Temperatures were maintained at 20±1°C for the WE prepreg and 40±3·5°C for the ATL prepreg. The effect of feedrate was then investigated from 1 to 1000 mm min−1 using Ra = 0·18 stainless steel plates.
Aerospace ATL prepreg
A low value is recorded for tack across the feedrate range. However, a moderate peak in tack is again seen to occur simultaneously with a change in resin deposition (Fig. 7). Increasing the feedrate appears to give a failure mode and tack response similar to low temperatures and vice versa.
Response of aerospace ATL prepreg tape to feedrate increase with corresponding resin deposition on rigid substrate
Wind energy ATL prepreg
A significant peak in tack is observed in WE ATL prepreg within the feedrate range (Fig. 8). Observation of the peeling mechanism and resin deposition (Fig. 9) reveals that once again the peak in tack occurs simultaneously with a change in failure mode from predominantly cohesive at low feedrates to interfacial at high feedrates. Again the feedrate response appears inversely proportional to temperature response.
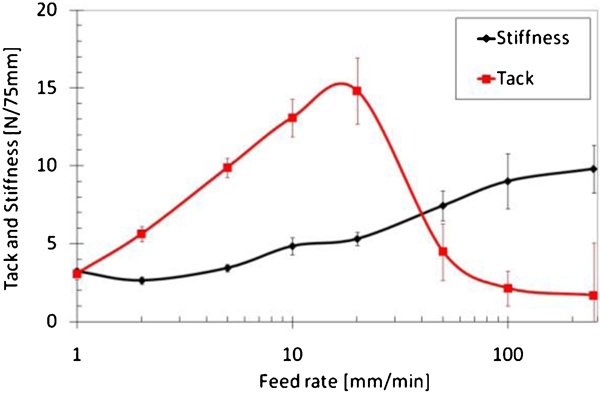
Effect of feedrate on tack and stiffness of WE ATL prepreg tape
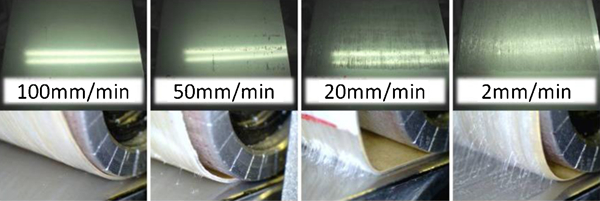
Change in resin deposition on rigid substrates (above) and peel failure mode at varying feedrates
Rheology and discussion
Two failure modes are observed in both ATL tapes. Cohesive failure occurs within the resin layer leaving heavy resin deposition on the substrate plates. Interfacial failure appears to occur at the surface or through apparent lack of complete contact. These failure modes appear analogous to those found in PSA peel testing, without the additional carrier material failure modes. 7 , 11 The Dahlquist criterion is typically used to determine if a material is contact inefficient based on the viscoelastic dynamic modulus G′.12 If G′>3×105 then the PSA is deemed contact inefficient, too stiff to deform to the microscopic surface topography in order to make significant contact. This analogy is best used to describe the change in failure mode. As the resin stiffness is decreased, through additional heat, good contact is maintained. Further elevation of temperature leads to resin losing its cohesive stiffness, resulting in good contact but failure within the resin itself. A peak in tack is observed at a viscoelastic stiffness where sufficient contact is possible and cohesive strength is maintained.
The WE ATL resin and tack response shows good agreement with the Dahlquist criterion. Peak tack, with its subsequent change in failure mode and criterion satisfaction, all occur around 27°C (Fig. 10). However, aerospace ATL results are not in agreement with the Dahlquist criterion which is satisfied at 22°C with peak tack and subsequent change in failure mode occurring at ∼55°C. The change in fibre type and associated surface conditions are likely to be the cause of the deviation. The viscoelastic properties of the two constituent resins offer some explanation of the differing temperature response. The ATL resin stiffness G′ has a significantly lower gradient than WE ATL resin. The lower gradient of aerospace ATL prepreg is consistent with the effects of temperature on tack being spread over a wider temperature range (Fig. 10).
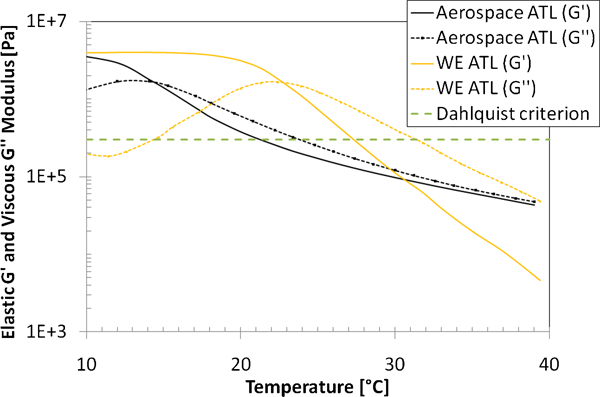
Constituent WE and aerospace ATL prepreg resin viscoelastic properties
The viscoelastic properties appear to govern the tack response provided the material, substrate and surface conditions remain constant. Therefore, if the constituent resin displays time–temperature supposition (TTS) characteristics, as with most polymer melts, then the tack will be dependent on feedrate and temperature with the equivalent effects inversely linked by the Williams–Landel–Ferry (WLF) equation.13
The TTS relationship can be observed in both ATL prepregs with the tack response of high feedrate appearing analogous to low temperature and vice versa. This relationship has been observed in PSA peel testing where peel master curves have been constructed based on the relationship used to predict peel properties outside of reasonable test limits.7 Recently, the empirical constants of the WLF equation have been found consistent between rheological and PSA peel test results.6
Control of prepreg tack
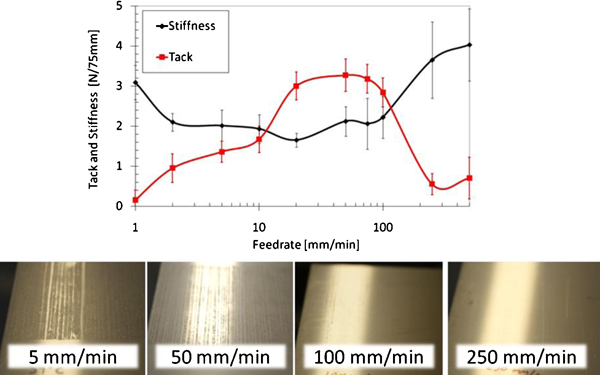
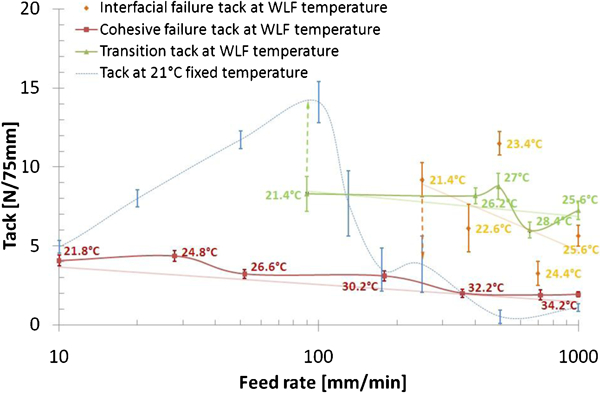
Attempts to utilise the WLF TTS relationship to regulate tack levels were made using 200 g m−2 unidirectional E-glass ATL prepreg with bisphenol A epoxy resin. Taking temperature and feedrate sweeps yields similar results with a peak tack occurring at the transition of failure mode (Fig. 11).
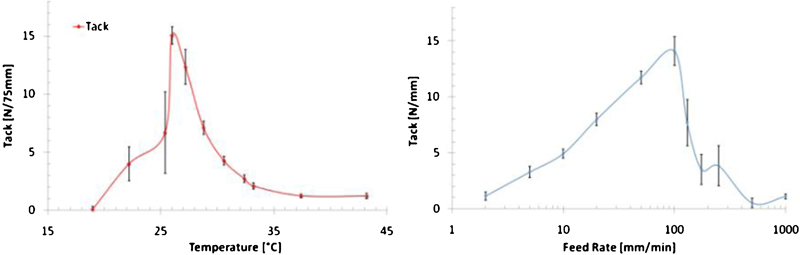
Tack responses of 200 g m−2 unidirectional E-glass ATL prepreg to feedrate and temperature
Two equivalent points on the feedrate and temperature tack curves (where 26°C at 500 mm min−1≈21°C at 90 mm min−1) and one at the high temperature range where tack approaches zero (where 37°C at 500 mm min−1≈21°C at 2 mm min−1), may be used to estimate constants C1 and C2 for the WLF equation (equation (1)). The constants and WLF relationship can be checked for accuracy by overlaying both temperature response and WLF estimated temperature response based on feedrate results (Fig. 12)

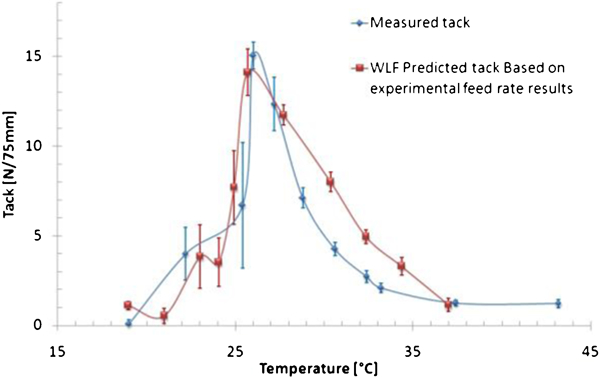
Tack response of 200 g m−2 unidirectional E-glass ATL prepreg tape to increasing temperature and predicted response based on WLF relationship and feedrate results
Cohesive tack of 200 g m−2 unidirectional E-glass is stabilised relatively throughout the feedrate range by increasing temperature according to the TTS relationship and WLF equation (Fig. 13) using the constants C1 and C2 estimated previously. Tack levels are also maintained reasonably well during the transition failure mode. However, tack control experiments fail to replicate the original feedrate result under initial conditions due to the increased sensitivity to temperature and possibility of aging and changes in relative humidity between original feedrate and control experiments. The increased sensitivity is also thought responsible for the unpredictability when attempting to stabilise tack during the interfacial failure regime.
Stabilised tack response of 200 g m−2 unidirectional E-glass ATL prepreg tape in cohesive, transitional (near peak) and interfacial failure modes using temperature increases based on WLF equation and estimated constants
Automated tape laying trials
Mould conditions were simulated using a composite rigid substrate and release agent during tack testing to characterise tack over a temperature range at 500 mm min−1 (Fig. 14). Tack was found to be significantly reduced possibly due to reduced surface energy of the composite plate and release agent acting as a weak boundary layer. However, a peak in tack was observed at ∼34°C. Williams–Landel–Ferry predictions indicated that this peak would occur at ∼4 mm min−1 at ambient temperature. The Cincinnati V4 ATL machine was run at 4 mm min−1 and found that significant adhesion did occur (Fig. 15). A clear lack of adhesion was observed at 500 mm min−1 under ambient conditions. The addition of accurately controlled heat proved problematic when using heat guns. Attempts to run at 500 mm min−1 at 34°C gave some indication of increased adhesion (Fig. 16). However, overheating of the ATL tape resulted in increased backing paper tack and through thickness splitting of the tape. Through thickness splitting indicates that lay-up may not be possible in the cohesive failure mode of tack, since it represents resin failure, responsible for the integrity of the tape and non-crimped fibres.
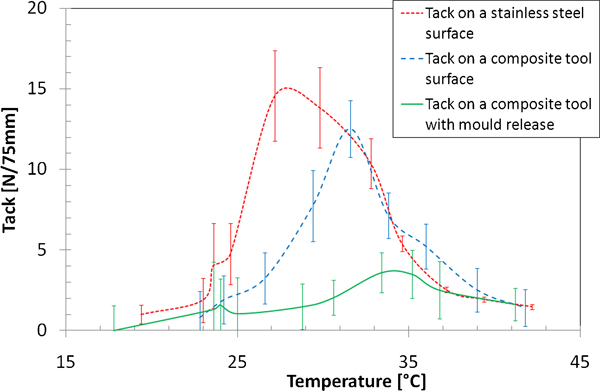
Tack response of WE ATL prepreg tape to temperature on various mould surfaces and conditions
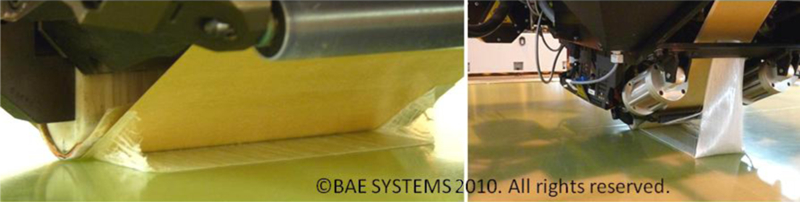
Automated taper laying WE prepreg tape lay-up at ambient temperature and 4 mm min−1 (left) and 500 mm min−1 (right) feedrates
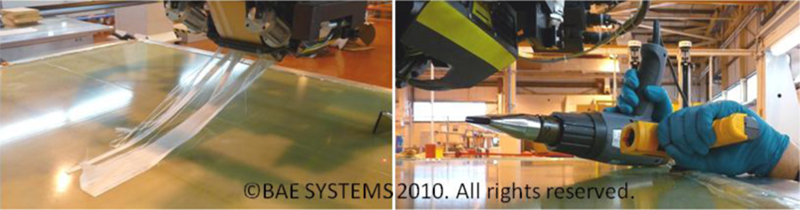
Automated taper laying WE prepreg tape lay-up at 500 mm min−1 (left) with rudimentary heating (right) to 34°C
Conclusions
The ATL process has been examined and found sensitive to tack and stiffness properties. A comparison of existing aerospace and newly developed ATL prepreg tapes has revealed significant differences in tack response to temperature and feedrate. Examination of constituent resin rheology has found that tack is related to the viscoelastic stiffness modulus. The viscoelastic stiffness was also found to influence the peel tack failure mode. Two failure modes were observed. Interfacial failure mode appears to occur at the surface with little resin deposition, while cohesive failure occurs within the resin with significant resin deposition. A relationship of feedrate and temperature tack response was found to follow the WLF TTS of molten polymers, consistent with pressure sensitive adhesives research.
The relationship was utilised to make predictions of the temperature response based on the feedrate response. Tack levels were then stabilised over the feedrate range by making temperature adjustments based on the TTS relationship. The WLF constants were estimated by comparing two points of temperature and feedrate tack response curves: peak tack and high temperature, low feedrates where tack approaches zero. Although this method proved adequate, it is expected that constants may be obtained with increased accuracy by isothermal peel or viscoelastic rheology experiments.
It has been shown that viscoelastic properties significantly affect results. However, testing of alternate mould surfaces and release agents reveals a significant reduction in tack, indicating that surface properties cannot be ignored. Results from the peel test, where mould conditions at lay-up were recreated, were found transferable to ATL, where a suitable lay-up feedrate under ambient conditions was estimated. Attempts to increase feedrate and maintain tack using the WLF relationship were hampered by inaccurate heating methods. However, increased tack was observed indicating that this method could be used to increase machine feedrates. Overheating ATL tape revealed that lay-up is not possible in a cohesive tack failure regime resulting in through thickness splitting of the prepreg.
Footnotes
Acknowledgements
This work was conducted as part of the AIRPOWER project which is focused on the development of materials and rapid production methods for large scale rotor blades for the wind energy industry. The authors would like to thank all the industrial partners, particularly Hexcel for prepreg materials, BAE systems for use of ATL equipment and Solent composites for mould supply. Cofunding of the project is provided by the UK Technology Strategy Board for which the consortium is grateful.
This paper is part of a special issue on Latest developments in research on composite materials