
Abstract
Low fibre strength has always been a disadvantage of natural fibres when used as composite reinforcement. Mechanical treatments are commonly used to separate the technical fibres from stems. These mechanical treatments are known to cause defects in the fibres. The effect of defects on the strength of individual fibres having undergone varying degrees of mechanical treatment was investigated. Potential damage to the cell wall polymers was investigated by estimating changes in their degree polymerisation. A technique which measures the viscosity of a solution of fibre and gives an indirect measure of the degree of polymerisation, was used. As expected, it was found that mechanical processing decreased tensile strength and elastic modulus. Viscosity measurements indicated that mechanical damage does not cause scission of cellulose chains. However, a clear decrease in viscosity following acid hydrolysis was seen, indicating that the damage regions in the fibre are more susceptible to chemical attack.
Introduction
Because of their excellent mechanical properties, bast fibres (so called because they are obtained from the bark or bast of the plant) such as flax (Linum usitatissimum) and hemp (Cannabis sativa) have, historically, been used in applications such as cordage and textiles. Today, there is renewed interest in these fibre types as potential reinforcement in polymer matrix composites. The use of natural fibres to reinforce synthetic polymer matrices is, however, not new; before the introduction of glass fibre in the 1940s, plant fibres such as cotton and flax were used extensively as reinforcement in composite laminates. 1 , 2
All natural fibres from plants can be thought of as miniature composites consisting of reinforcing cellulose fibrils surrounded by an encrusting matrix of hemicelluloses, pectin and lignin. All of the structural components in natural fibres are polymeric compounds, whose degree of polymerisation (DP) varies from ∼10 000 for cellulose to lignin at ∼100. The Young's modulus of cellulose, the main structural component of natural fibres,3 has been estimated to be in the region of 135 GPa.4 Cellulose consists of β-(1→4)-linked glucose units bound together by intermolecular hydrogen bonds to form microfibrils. These microfibrils are essentially nanoscale fibres containing both crystalline and amorphous regions. In bast fibres, the majority of microfibrils in the cell wall are arranged in a steep helix such that they run almost parallel to the longitudinal axis of the fibre. This differs from wood fibres where the helical winding angle of the microfibrils lies at angles of between 10 and 20° to the fibre axis.5 The low angle formed between the microfibril and the fibre axis, coupled with the high percentage of cellulose found in bast fibres, accounts for their high tensile strength and stiffness.
Despite the undoubted potential of bast fibres, when used as reinforcement in composites two major disadvantages arise. The first is the generally poor compatibility between natural fibres and most polymeric matrices. The second is the presence of defects in the structure of the fibres which can compromise the composite's properties. The lack of compatibility between natural fibres and matrix polymers has been the subject of extensive research over the past two decades or more and has led to the development of various approaches to improving fibre–matrix interaction. However, the influence that defects play in determining the performance of natural fibre reinforced composites (NFRCs) has been rather less well studied and it is only in the last decade or so that studies on this topic have appeared in the literature.
Defects can be thought of as frequent discontinuities in the fibre structure. Frequently, they take the form of kink bands, reminiscent of the failure types seen in some synthetic polymer fibres.6 Kink bands can be readily seen using polarised light microscopy (Fig. 1) due to an alteration in the orientation of the microfibrils in the cell, causing a change in birefringence. The kink bands are thought to be caused mainly by mechanical damage to fibre; however, they have also been found in the cell walls of very carefully isolated fibres. 7 , 8 In addition to kink bands, natural fibres frequently contain anatomical features such as pit apertures (small holes in the cell wall connecting adjacent cells) that can be considered as defects. Studies have shown that these kink bands cause nonlinear stress–strain behaviour in bast fibres, 9 , 10 while pit apertures in wood fibre have been shown to induce strain concentrations.11 Defects have also been shown to affect the mechanical properties of NFRCs. Hughes et al., 12 for example, used half-fringe photoelasticity to analyse stress concentrations in the epoxy matrix of a single fibre composite. Stress concentrations were observed in the matrix in the vicinity of the kink bands in hemp fibres.13 These stress concentrations can act as a starting point for a structural failure in NFRCs.12 The susceptibility of fibres to mechanical damage therefore poses some potential problems in the processing of natural fibres for composites applications, since much of the processing that fibres undergo are mechanical operations. The influence of defects on the properties of NFRCs has recently been reviewed in a paper by Hill and Hughes.14
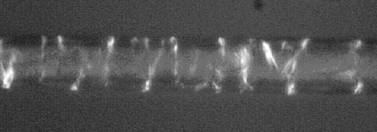
Fibre ultimate from lower stem of ‘green’ hemp straw: kink bands are visible as lighter bands traversing fibre (plane polarised light; ×10 objective)
Defects, in the form of kink bands, can cause problems in NFRCs in other ways too. Improving fibre–matrix interaction is often brought about by chemical treatment of the fibre. It is thought that the kink bands may be more susceptible to chemical attack (resulting in degraded fibre properties) due to a loosening of the otherwise tightly packed cell wall structure.15 Indeed Ander et al.15 have recently developed a method wherein the susceptibility of fibre defects to chemical attack is exploited in quantifying the number of defects in pulp fibres. The same method has been shown to be applicable to hemp fibres.16 This could have practical implications since quantification of defects using polarised light microscopy is time consuming17 and although some automatic methods have made the analysis of defects a great deal easier, they still require expensive equipment for analysis. 15 , 16
It is clear that defects affect the properties of bast fibres and the resultant NFRCs based on these. Moreover, it seems as though mechanical processing exacerbates damage and that this damage then provides the locus for chemical attack. What remains unclear, however, is whether the kink bands simply loosens the structure of the fibre cell wall thereby making the fibre more susceptible to chemical attack or, whether during mechanical processing, scission of the structural polymers (mainly cellulose molecules) takes place, thereby weakening the fibre.
The objective of this study was to investigate how mechanical processing affects the polymer structure of flax and how this in turn influences mechanical properties. The hypothesis is that mechanical damage formed during mechanical processing may lead to a reduction in the DP of the cell wall polymers (mainly cellulose in this case) of flax or, that the increased accessibility may make the fibres more susceptible to chemical attack, again leading to a reduction in the DP. Viscosity measurements have long been in use in the pulp and paper industry to determine the average DP of pulp fibres.18 DP values yield information on the damage to the cell wall polymers, which in some cases is related to the strength of the fibres. In some circumstances, viscosity correlates well with the tensile strength of the fibres.19 Essentially, viscosity measurements are based on the dissolution of a sample of fibre in a suitable solvent and measuring the viscosity of the solution. This can then be correlated with the DP. In this study, the mechanical properties and viscosity of flax fibres having undergone different degrees of mechanical processing were investigated. The viscosity measurements were used to probe whether damage to the microfibrils due to the mechanical treatments had taken place.
Materials and methods
Flax fibres were provided by Ekotex, Poland. The flax samples consisted of (1) fresh air dried stem; (2) retted (retting is the microbial dissolution of pectins that cement the technical fibres to the surrounding tissue) air dried stem; (3) flax noils (noils are scutched and hackled fibres. Scutching is a process wherein the stems are broken by mechanical action and the technical fibres are thereby separated from the surrounding tissue (shive). Hackling is a process performed subsequent to hacking and involved combing the fibres to remove remaining shive and other small contaminants and to disentangle and align the technical fibres); and (4) cottonised (cottonised flax is produced from flax noils by further mechanical processing) flax (known as ‘Kotonina’). Technical fibres were extracted manually from the fresh and retted air dried stems.
To isolate fibres for single fibre mechanical testing, technical fibres (fibre bundles) were soaked in tap water and the ultimate fibres (individual cells) separated manually using tweezers. For the single fibre tensile tests, a method based on ASTM D3379-75 (1989) was adopted. After drying, individual fibres were glued across a 10 mm aperture (gauge length) punched into card holders, using PVA adhesive.
Mechanical testing as carried out on a TSL 400 tensile testing machine (MTS, Eden Prairie, MN, USA, http://www.mts.com) equipped with a 50 N load cell. Fibres were tested to failure at a rate of 0·5 mm min−1. Twenty fibres were tested from each fibre type. Before tensile testing, the cross-sectional dimensions of each fibre were measured from three locations along the gauge length using an optical microscope. The average value of the three measurements was used in the calculation of tensile stress. A circular cross-section was assumed. As no direct measurement of strain was possible, fibre strain was calculated from the crosshead displacement and is therefore likely to underestimate the true modulus due to the compliance of the system and other errors. Tests were deemed invalid if the fibres did not fail within the gauge length.
Acid hydrolysis of flax fibres was carried out in boiling 0·1M HCl in 1% (w/v) concentration for 1 h. After hydrolysis, fibres were washed with deionised water.
Viscosity measurements were carried out according to SCAN-CM 15∶99, using cupriethylenediamine to dissolve the fibres.
Results and discussion
Fibre properties and tensile test results
As can be seen from Table 1, retting decreases the apparent diameter of the fibres drastically. When comparing retted fibre to fresh fibre, the greater diameter of the latter can be explained in terms of particles of middle lamella and other tissue remaining on the surface of the fibres. The difference seen between the retted fibre and the flax noils and cottonised flax may be due to a loosening of the cell wall structure resulting from the mechanical treatments. In wood fibre, an increase in the cell wall pore size due to a loosening of the structure is a well known consequence of mechanical treatment.20 In the case of the flax noils and Kotonina, it is also possible that the smallest fibre fractions have been removed during the scutching and hackling processes, while in retted flax, they could represent a more significant fraction of the measured fibres. No significant difference can be seen between the diameters of flax noils and cottonised fibres.
Fibre properties of flax fibres after different process steps

The tensile elastic modulus (Table 1) and tensile strength (Fig. 2) are, in comparison with published literature values,3 relatively low. In the derivation of fibre stress, it is firstly assumed that the fibre is of circular cross-section. This is unlikely to be the case as the fibre form is usually polygonal and irregular and so the calculated stress may well be lower than actual. Added to this, the cell is not a solid but is contains a hollow space inside (known as the lumen). As such, the cell wall thickness varies and, in immature fibres, the cell wall may be relatively thin. The upshot of this is that the load carrying capacity of fibre would be low for a given external fibre cross-sectional dimension, therefore giving rise to a low measured tensile stress. This could partly explain both the low tensile strengths and the low tensile elastic modulus of the fibres. The relatively long gauge length of 10 mm may also partly account for the relatively low tensile strengths. Added to this, the aforementioned indirect measurement of strain may affect the measured value of tensile elastic modulus. Moreover, caution should be taken when analysing the data because of the relatively low number of specimens per sample (12–20), since many individual tests were invalidated as failure took place at the glue bond and not within the gauge length. Despite the foregoing, it is believed that values obtained give reliable comparative data on how the treatments affect the fibre mechanical properties.
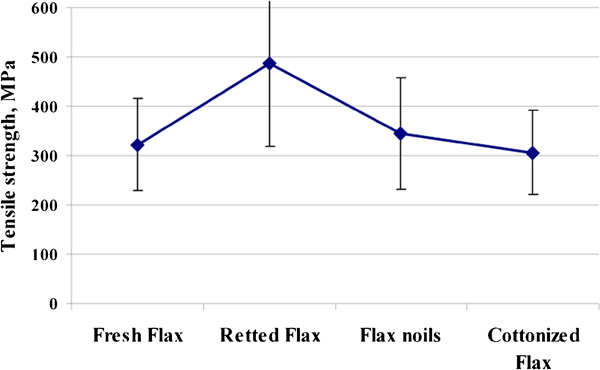
Tensile strengths of flax fibres from different process steps
As may be seen from Table 1, the tensile elastic modulus of the fresh flax fibres was the lowest. This is most likely a result of the differences in apparent fibre diameter resulting from material adhering to the fibre surface. The elastic modulus of the retted fibre was the highest among the fibre groups studied and might be explained by the lower degree of mechanical processing and the greater degree of surface debris removal following the retting process. Following mechanical processing (noils and Kotonina), a drop in the elastic modulus is observed. This may well be explained by an increase in the frequency and severity of defects, since defects have been shown to reduce the elastic modulus of fibres. 8 21 8,21,22 Also, a loosened cell wall structure could also contribute to a decrease in the elastic modulus.
As with the elastic modulus, in the case of tensile strength (Fig. 2), it can be assumed that the low value for fresh flax fibres is a result of artefacts in the measurement of fibre ‘diameter’. Though the differences between the tensile strengths of the fibre types was not statistically significant, it does seem as though the tensile strength of retted fibre was the highest of the samples tested, while there was no real difference between flax noils and cottonised flax. From this it can be concluded that mechanical strength decreases to only a certain extent as a result of mechanical damage to the fibres. Further work is, however, needed to confirm this finding. Thygesen et al.23 reported similar results.
Viscosity measurements
The viscosities of the different flax fibres are presented in Fig. 3. As may be seen, viscosity increases from fresh flax fibres to flax noils. The values are the same for both mechanically treated fibre types (flax noils and cottonised fibres). Since the viscosity gives a rough estimation of the mean degree of polymerisation of the compounds in the sample, an increase in viscosity is likely to be due to removal of low molecular weight components, possibly fragments of the middle lamella or shive materials remaining on the samples. The middle lamella contains a large proportion of the low molecular weight compounds, such as pectin, hemicelluloses and lignin. From the increase in viscosity and the fact that it remains almost the same after a certain degree of mechanical processing, it may be concluded that defects caused by mechanical damage do not result in significant cleavage of the cellulose chains and only the structure of cell is damaged. This supposition is supported by the results from the mechanical tests which indicate that after the further processing of the noils to form Kotonina, the strength drop is not significant, though presumably the additional mechanical processing does induce further damage.
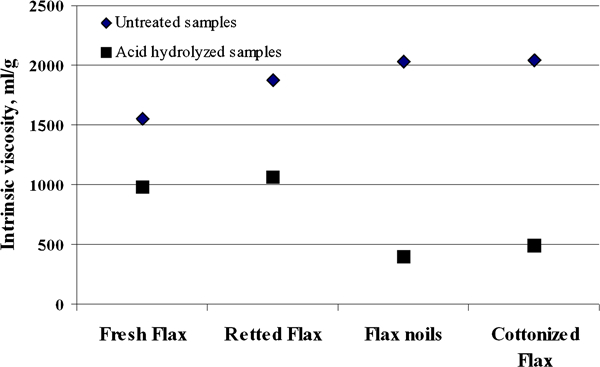
Viscosities of untreated and acid hydrolysed flax fibres from different process steps
Following acid hydrolysis, the viscosity of the samples (Fig. 3) decreases when the amount of mechanical processing increases. No difference in viscosity can be seen between the fresh and retted fibres or between the noils and Kotonina. This could be due to the fact that mechanical treatments tend to remove low molecular mass compounds, such as hemicelluloses, lignin and pectin, which can cause a slight increase in viscosity. Thus, although the cottonised fibres could be more defected, changes in chemical composition would compensate for the drop in viscosity following acid hydrolysis. Despite the probable differences in the chemical composition of the fibres, there is a significant decrease in viscosity between retted fibres and flax noils, which is most likely to be caused by mechanical damage to the fibres. Acid hydrolysis of the fibres will in effect promote polymer chain scission in regions that are more accessible. Such areas exist at the kink bands, due to the disruption of the cell wall structure. Thus, a higher degree of damage would lead to a greater susceptibility to acid hydrolysis, which in turn would lead to a lower DP. Such drastic decreases in viscosity seen are therefore likely to be largely due to degradation of reinforcing cellulose, which in turn could cause a decrease in the strength of the fibres.
The viscosity measurements give us a clear indication of how mechanical damage increases the susceptibility of fibres to degradation following chemical treatments. Defected regions of the fibres are more easily penetrable by chemicals, which in turn enables the degradation of cell wall polymers to take place to a greater extent than in intact areas.
The susceptibility of fibres to chemical damage will, very likely, play an important role in the production of natural fibre composites in future. In order to enhance the compatibility of fibres with resins, fibre chemical modification is often needed. Many of the chemical modifications expose fibres to harsh conditions which can induce degradation of fibres.24–26 If chemical treatments are needed, in order to avoid fibre degradation, fibre extraction processes should be developed whereby mechanically induced damage is minimised. This will also be beneficial in micromechanical terms since defects are also known to be deleterious to the properties and performance of NFRCs.
Conclusions
Although there was much variation in the results, and the differences were not statistically significant, a decreasing trend in tensile elastic modulus and tensile strength could be discerned with increasing mechanical treatment. After a certain degree of processing, the fibre modulus and tensile strength appeared to be unaffected further. The viscosity measurements indicated that damage caused by mechanical treatments do not cleave cellulose chains in the cell wall, but does cause irregularities in the cell wall structure. Following mechanical processing, the significant decrease in the viscosity of acid hydrolysed fibres indicates that the susceptibility of fibres to chemical damage increases drastically due to mechanical damage. The degree of mechanical damage was seen to some extent in the viscosity measurements after acid hydrolysis; however, the trends are partly obscured by the change in chemical composition following processing. Further research is being conducted in order to take into account changes in the chemical composition of the fibres.