
Abstract
Processing parameters for the direct compounding of glass fibres and polypropylene (PP) in a twin screw extruder and their influence on the extruded material are investigated. For each extruded material, the fibre damage was determined by analysing the fibre length distribution. In addition, specimen plates were pressed for tensile and impact tests. Initially, PPs with different viscosities were tested, resulting in higher fibre lengths for the high viscosity PP but lower mechanical properties. At this point, fibre damage mechanics were discussed. Experiments with a high shear and a conservative compounding screw configuration exhibited close results for fibre lengths, thus indicating high fibre damage even by standard elements. A high screw rotation rate generated much smaller fibres than a low one, as expected, but exerted little effect on the mechanical properties. In addition, the difference of varied fibre contents was negligible in the fibre length distributions.
Introduction
The material and processing properties of long fibre reinforced thermoplasts (LFTs) offer great potential for replacing metal parts even in high volume production.1 Direct processing of LFT offers material cost saving in high volume production for injection moulding2 or compression moulding3 while maintaining most of the mechanical properties of the established glass mat thermoplastic materials. Karger-Kocsis4 gives an overview and comparison of the glass mat thermoplastic and LFT processes. LFT can be produced by either compounding extrusion or melt impregnation. In this work, the former was investigated. Compounding extrusion is carried out primarily on corotating twin screw extruders. Polymer and glass fibre rovings are fed into the extruder that mixes the components and shortens the rovings into discontinuous fibres. During melt impregnation, the glass rovings are directed through an impregnation device, where the rovings are wetted with the polymer and cut to cylindrical granulate afterwards. Thattaiparthasarathy et al.5 describe the design process for an automotive part and the properties of material and process to consider. When flexibility is the decisive factor, LFT processing with granulate (LFG) as an intermediate step offers an advantage. Kumar et al.6 produced LFG by pultrusion of a roving and processed it with an injection moulding machine. The fibre–matrix adhesion was improved with the addition of maleic anhydride grafted polypropylene (PP). Likewise, the mechanical properties and the fibre length distribution were determined. The effect of matrix fillers like CaCO3 was investigated by Hartikainen et al., 7 showing minor changes in the mechanical properties but increased fibre damage. Thomason8 compared the mechanical properties of short and long fibre injection moulded PP LFG compounds with varied fibre diameters and contents. Yilmazer and Cansever9 investigated the fibre length degradation occurring in polyamide 6 and glass fibre compounding in a twin screw extruder. Both screw rotating speed and feedrate were varied to determine the mechanical properties and the fibre length distribution on the injection moulded specimen.
In this work, PP was compounded with glass fibre rovings in a corotating twin screw extruder. Subsequently, the effects of PP viscosity, screw design, screw rotation rate and fibre content were investigated by mechanical tests and determination of the fibre length distribution. The fibre length is one of the most important factors for mechanical properties. Therefore, fibre damage mechanics need to be analysed. Wolf10 investigated the fibre length degradation of LFG in a single screw extruder. He studied fibre length distribution along the screw and fibre movement in the flow channel and suggested six different fibre attrition mechanisms for compounding LFG. The effect of three different screw designs on fibre length degradation along the screw and on compound quality during twin screw compounding was investigated by Ramani et al.11 An examination of the fibre orientation in the cross-section of the extruder showed strong mixing that implies high stress in this area.
Experimental
Materials
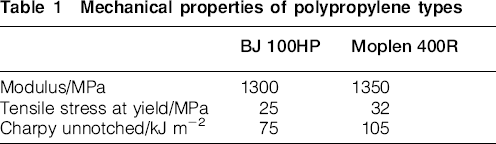
The matrix material used throughout this study was a low viscosity PP copolymer BJ 100HP from Borealis with a melt flow index (MFI) of 90. A PP homopolymer with an MFI of 25 Moplen 400R from Basell was used for the comparison with a higher viscosity matrix. Reinforcement E glass fibre rovings from Johns Manville were used with a linear weight of 2400 tex and a sizing suitable for PP. In the following, the mentioned fibre content is always the weight percentage, unless noted otherwise.
Extrusion and specimen making
All compounding was carried out on a 25 mm corotating twin screw extruder from Werner & Pfleiderer with a length/diameter ratio of 40. The barrel temperature was 185°C in all the zones except in the first two. Two screw designs were studied (Fig. 1). The high stress design has a left handed element for better sealing of the vacuum and two small conveying kneading elements right at the end to improve homogenisation of the compound. The conservative design consists of only conveying elements with varied pitches for gentle compounding. Up to four fibre rovings were fed into the extruder right after the plasticisation zone at a distance of 0·6 m to the nozzle. A gravimetric feeder funnelled the PP granulate into the extruder at a rate of 6·5 kg h−1. The feeding of the fibres, and thus the fibre content, was controlled by screw rotation and achieved the desired fibre content within ±2·5%. Vacuum was applied shortly before the nozzle. The extruded material had the shape of strands about 40–50 mm wide and 10–20 mm thick.
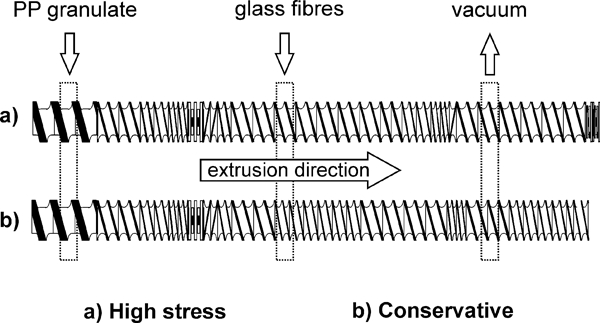
Screw designs with feeding and vacuum positions
The extruded strands were heated up and pressed into plates with dimensions of 210×210×3 mm in a laboratory hot press PW20HS from Weber. The heating temperature was 200°C, and the cooling rate during compression moulding with 2·3 MPa was 7 K min−1. The material was placed at the centre of the compression mould. Seven specimens for tensile tests and 10 specimens for Charpy impact tests were cut from the plates. It was not possible to press PP with this procedure. Accordingly, no specimen of neat PP could be tested. Table 1 shows the properties from the material data sheet obtained from the injection moulded specimen.
Mechanical properties of polypropylene types
Mechanical tests
Tensile tests were performed with a Zwick 1474 machine following DIN EN ISO 527-4. The testing speed during the whole test was 1 mm min−1, and the specimens used were of type 2. Owing to the limited plate dimensions, the specimen length was decreased to 210 mm, resulting in a reduced clamping length. Impact tests were carried out according to DIN EN ISO 179-1. The specimens were of type 3 with dimensions of 40×10×3 mm and a width between the supports of 24 mm.
Determination of fibre length distribution
For the determination of the fibre lengths, samples of the extruded material were deposited in a muffle furnace for at least 6 h at 400°C, where the PP completely burned. From the remaining fibres, a little sample was taken, put into a Petri dish with propanol and separated carefully. After evaporation of the propanol, the fibres in the Petri dish were examined with a Leitz Aristoplan light microscope. For each fibre length distribution, at least 500 fibres were counted.
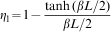
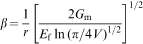
Modelling of tensile modulus
The most common model used for the tensile modulus Ec of discontinuous reinforced composites was developed by Cox and extended by Krenchel based on the well known rule of mixture
12
, 13

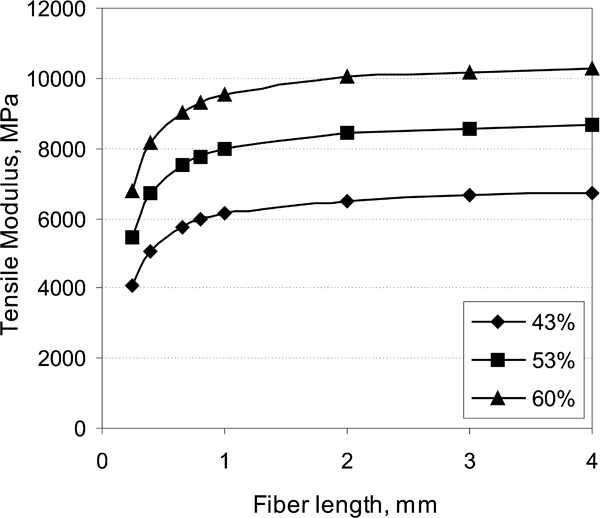
Calculated tensile moduli of compounds with different fibre contents versus fibre lengths
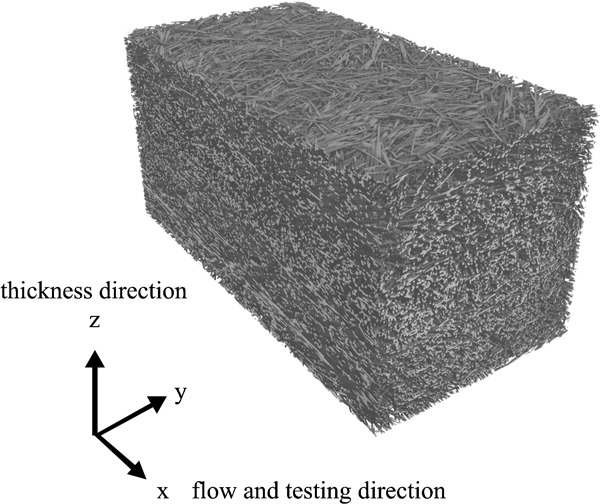
Microtomography picture of sample (2·5×2·5×5 mm) taken from tensile test specimen
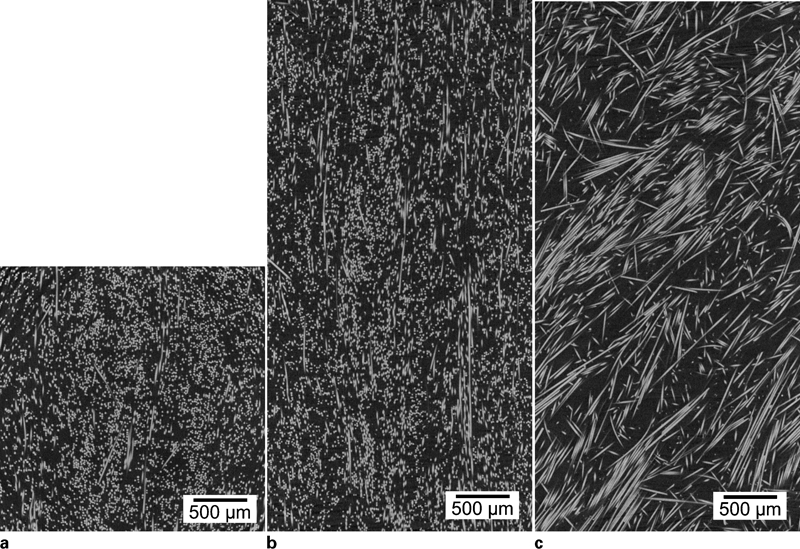
Sections of tensile test specimen a in testing direction (y–z plane), b antiparallel to testing direction (x–z plane) and c in thickness direction (x–y plane)
Modelling of the tensile strength is more difficult than modelling of the elastic properties and is still under research.13 The current models rely on best fit methods14 or introduce new material parameters. Therefore, in this study, only the theoretical tensile modulus was calculated.
Results and discussion
Variation in materials
The effect of different viscosities of the polymer was investigated with a high viscosity (MFI 25) and a low viscosity (MFI 90) PP. Extrusions were performed with the high stress screw design and screw rotation of 200 rev min−1, and the resulting fibre content in the compound was 43%.
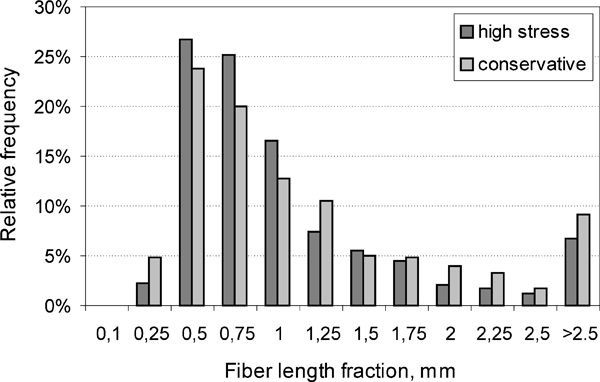
Figure 5 shows the fibre length distribution in the extruded compound. Generally, the resulting fibre lengths are rather short, with a mean fibre length of 1·45 mm for the high and 1·02 mm for the low viscosity PP. These values are in the range of the reported 1·25 mm mean fibre length for the injection moulded material.6 The comparison clearly shows a shift to the shorter fibre lengths in the lower viscosity PP and thus higher fibre attrition. Responsible for the fibre breakage are the interaction of the fibre with the extruder wall or another fibre and the high shear forces in the extruder, especially at the nip points between the screw elements as indicated by the observed fibre misalignment in Ref. 11 and the simulations in Ref. 15 and at the kneading elements. Additionally, the left handed element retains the compound and increases its residence time in the extruder.
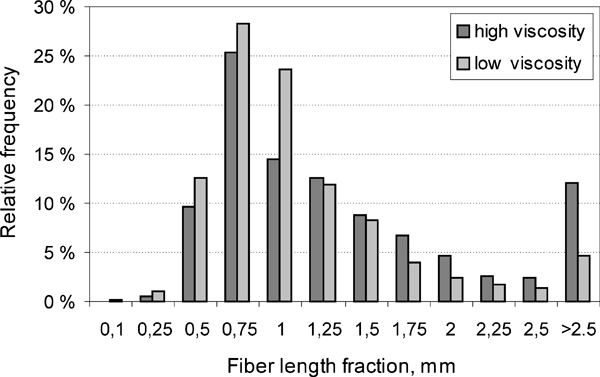
Fibre length distribution of low and high viscosity PP
The required shear stress τ to buckle a straight fibre with modulus E in a viscous laminar shear flow related to the fibre aspect ratio (L/D) is16

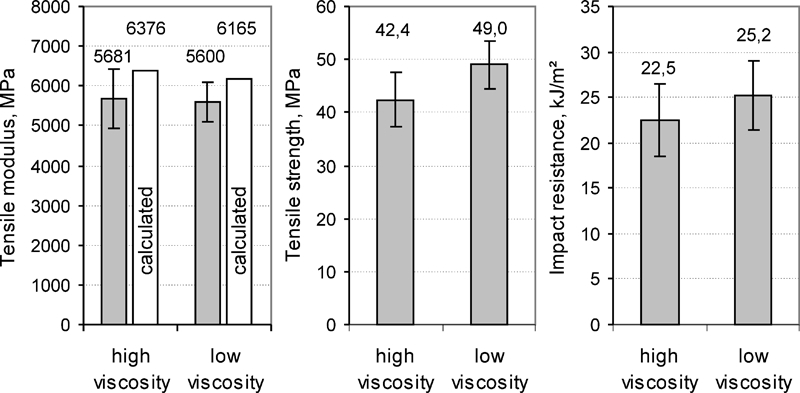
Measured and calculated mechanical properties of compounds based on low and high viscosity PPs
Variation of screw configuration
For further investigation of the effect of the screw design, compounds with 43% fibre content were extruded at 300 rev min−1. Figure 7 shows the resulting fibre length distributions.
Fibre length distribution resulting from high stress screw design and conservative design
As expected, the mild compounding with the conservative design produced longer fibres than the high stress design with an average fibre length of 1·12 and 1·00 mm respectively. Nonetheless, the difference in fibre lengths resulting from screw designs is less than that caused by the different PP viscosities. The shorter fibres are suspected to orient more easily in the flow direction, causing an increase in the modulus while having virtually no effect on tensile strength and impact resistance (Fig. 8). The experimental values for the tensile modulus are near the calculated ones, with the value for the high stress design exceeding it a bit but still within standard deviation.
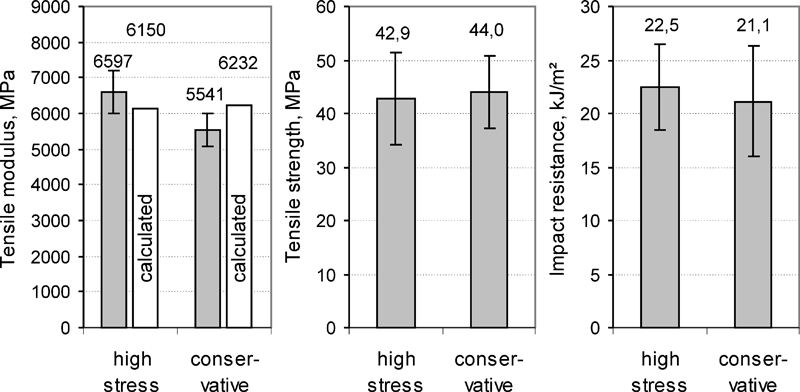
Mechanical properties achieved by high stress and conservative screw design
Variation in screw rotation speed
The conservative screw design and screw rotation speeds of 200 and 450 rev min−1 produced a fibre length distribution, as shown in Fig. 9, with mean fibre lengths of 1·53 and 0·65 mm. The resulting fibre content was 43%.
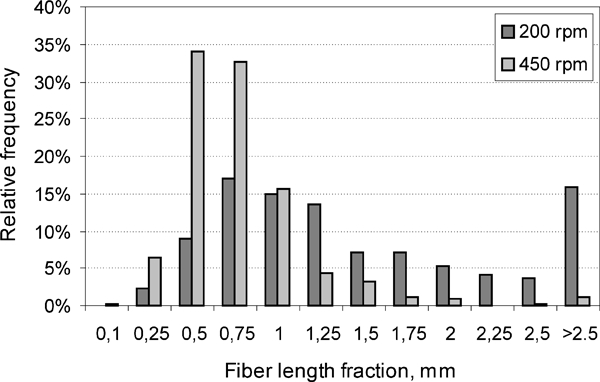
Fibre length distribution caused by 200 and 450 rev min−1 screw rotation rates
As expected, the high rotation speed increased the fibre damage. Most of the fibres are shorter than 1 mm. Still, these short fibre lengths seem to have little effect on the mechanical properties (Fig. 10). The measured modulus of the specimen extruded at high screw speed was even higher than the one extruded under lower speed. A possible explanation could be that the flow distance in the mould is too short for the longer fibres. The fibre–fibre interaction hinders an early orientation of the long fibres, while the short fibres orient quickly owing to the low amount of fibre–fibre interaction. This would also explain the difference between measured and calculated modulus.
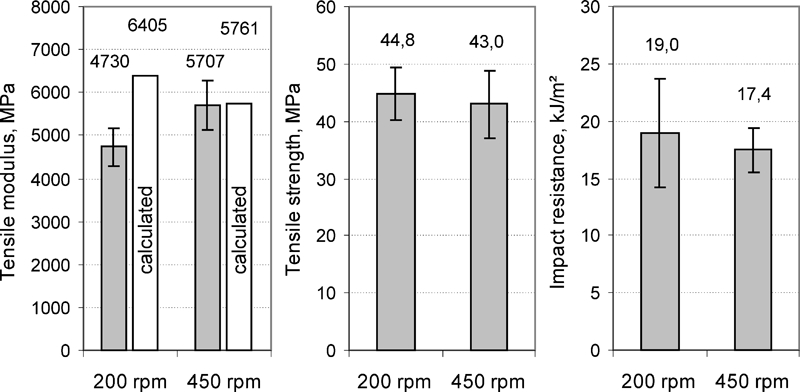
Mechanical properties resulting from varied screw rotation rates
Variation in fibre content
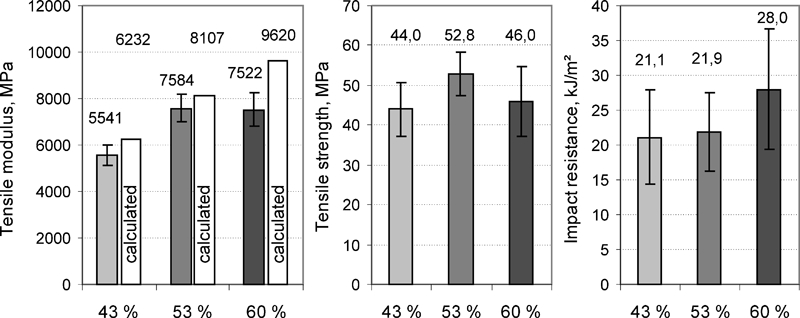
To investigate the fibre damage caused by fibre–fibre interaction, compounds with fibre contents of 43, 53 and 60% were extruded. The screw rotating rate was 300 rev min−1, and the number of fed rovings controls the fibre content. The conservative screw design was used. Table 2 shows the achieved mean fibre lengths, and Fig. 11 displays the whole fibre length distribution. No significant difference can be seen between the compounds. These results agree well with the ones established in Ref. 11 for 30 and 40% compounds. The 60% compound seems to have fewer fibres with a length above 1·5 mm. This indicates that the fibre–fibre interaction is a much smaller factor for fibre attrition than the flow induced shearing stress on the fibres. The measured tensile modulus increases with fibre content ranging from 43 to 53% and is near the calculated value (Fig. 12). However, a further increase in the fibre content from 53 to 60% results in only negligible increase in the modulus but induces decrease in tensile strength to the level of 43%. The reason for this is that at these high fibre contents, the movement of the fibres during compression moulding seems to be obstructed by other fibres so that they are bent out of plane, leading to packing errors. This misalignment counteracts the improvement by higher reinforcement content. The impact resistance is the highest at 60%, so it does not seem to be affected strongly by fibre misalignment. Figure 12
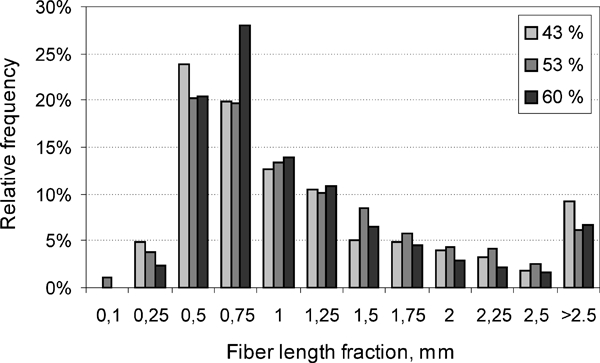
Effect of fibre content on fibre length distribution
Mechanical properties of compounds containing different fibre contents
Fibre content and mean fibre length

Conclusions
The effects of different processing parameters were investigated with respect to fibre lengths and mechanical properties in direct extrusion of a PP LFT. Overall, the level of fibre damage is very high, and the achieved mean fibre length values were slightly above 1 mm in most of the cases. The major reason for fracturing is presumably the area between the screws, where the polymer melt and the fibres are stressed the most. The sharp change in direction in this area causes bending and breaking of the fibres. Contrary to the expectation, a high viscosity increases fibre lengths but causes low mechanical properties because of the suspected insufficient wet-out and fibre dispersion. Adding kneading blocks at the end of the screws showed very little effect. When reaching the kneading blocks, the fibres are already shortened by the conveying elements. High screw rotation rates caused high fibre damage, as expected, but had little influence on the tested mechanical properties. The variation in the fibre content did not influence the fibre length significantly, implying a low attrition owing to fibre–fibre interaction during extrusion. Tensile modulus and strength increase from 43 to 53% in fibre content. With a further increase to 60%, tensile modulus and strength do not improve anymore due to increased fibre–fibre interaction and restricted fibre alignment during compression moulding. This does not hold for the impact resistance; however, it is the highest at 60% fibre content. To further improve the properties of the compound, the fibre lengths have to be preserved while maintaining a sufficient wet-out. To achieve this objective, the screw design needs to be adopted drastically because even the standard conveying elements cause high fibre attrition.
Footnotes
Acknowledgements
Material processing and characterisation were performed at the Institut für Verbundwerkstoffe GmbH, Kaiserselautern, Germany.
This paper is part of a special issue on Latest developments in research on composite materials